合格焊工登记表-管道专业交工文件
合格焊工登记表√
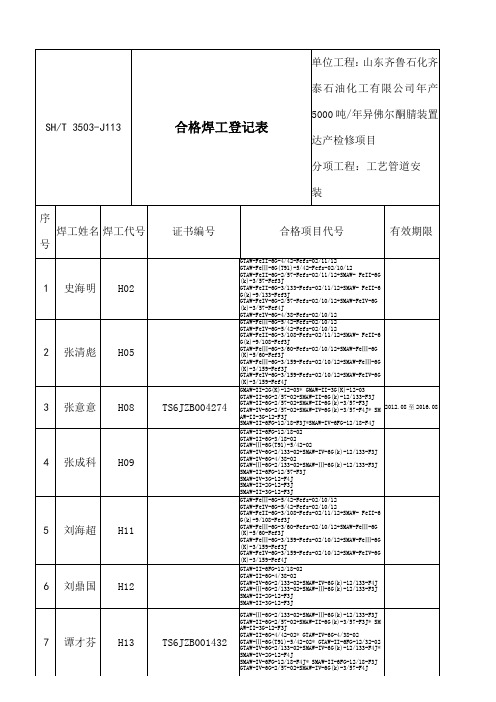
SH/T 3503-J113 合格焊工登记表单位工程:山东齐鲁石化齐泰石油化工有限公司年产5000吨/年异佛尔酮腈装置达产检修项目分项工程:工艺管道安装序号焊工姓名焊工代号证书编号合格项目代号有效期限1史海明H02 GTAW-FeII-6G-4/42-Fefs-02/11/12GTAW-FeⅢ-6G(T91)-5/42-Fefs-02/10/12GTAW-FeII-6G-2/57-Fefs-02/11/12+SMAW- FeII-6G (k)-3/57-Fef3JGTAW-FeII-6G-3/133-Fefs-02/11/12+SMAW- FeII-6 G(k)-9/133-Fef3JGTAW-FeIV-6G-2/57-Fefs-02/10/12+SMAW-FeIV-6G (k)-3/57-Fef4JGTAW-FeIV-6G-4/38-Fefs-02/10/122张清彪H05 GTAW-FeⅢ-6G-5/42-Fefs-02/10/12GTAW-FeIV-6G-5/42-Fefs-02/10/12GTAW-FeII-6G-3/108-Fefs-02/11/12+SMAW- FeII-6 G(k)-9/108-Fef3JGTAW-FeⅢ-6G-3/60-Fefs-02/10/12+SMAW-FeⅢ-6G (K)-5/60-Fef3JGTAW-FeⅢ-6G-3/159-Fefs-02/10/12+SMAW-FeⅢ-6G (K)-3/159-Fef3JGTAW-FeIV-6G-3/159-Fefs-02/10/12+SMAW-FeIV-6G (K)-3/159-Fef4J3 张意意H08 TS6JZB004274 GMAW-II-2G(K)-12-03* GMAW-II-3G(K)-12-03GTAW-II-6G-2/57-02+SMAW-II-6G(k)-12/133-F3JGTAW-II-6G-2/57-02+SMAW-II-6G(k)-3/57-F3JGTAW-IV-6G-2/57-02+SMAW-IV-6G(k)-3/57-F4J* SMAW-II-3G-12-F3JSMAW-II-6FG-12/18-F3J*SMAW-IV-6FG-12/18-F4J2012.08至2016.084 张成科H09 GTAW-II-6FG-12/18-02GTAW-II-6G-3/18-02GTAW-Ⅲ-6G(T91)-5/42-02GTAW-IV-6G-2/133-02+SMAW-IV-6G(k)-12/133-F3J GTAW-IV-6G-4/38-02GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J SMAW-II-6FG-12/57-F3JSMAW-IV-3G-12-F4JSMAW-II-2G-12-F3JSMAW-II-3G-12-F3J5 刘海超H11 GTAW-FeⅢ-6G-5/42-Fefs-02/10/12GTAW-FeIV-6G-5/42-Fefs-02/10/12GTAW-FeII-6G-3/108-Fefs-02/11/12+SMAW- FeII-6 G(k)-9/108-Fef3JGTAW-FeⅢ-6G-3/60-Fefs-02/10/12+SMAW-FeⅢ-6G (K)-5/60-Fef3JGTAW-FeⅢ-6G-3/159-Fefs-02/10/12+SMAW-FeⅢ-6G (K)-3/159-Fef3JGTAW-FeIV-6G-3/159-Fefs-02/10/12+SMAW-FeIV-6G (K)-3/159-Fef4J6 刘鼎国H12 GTAW-II-6FG-12/18-02GTAW-II-6G-4/38-02GTAW-IV-6G-2/133-02+SMAW-IV-6G(k)-12/133-F4J GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J SMAW-II-2G-12-F3JSMAW-II-3G-12-F3J7 谭才芬H13 TS6JZB001432 GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J GTAW-II-6G-2/57-02+SMAW-II-6G(k)-3/57-F3J* SM AW-II-3G-12-F3JGTAW-II-6G-4/42-02* GTAW-IV-6G-4/38-02GTAW-Ⅲ-6G(T91)-5/42-02* GTAW-II-6FG-12/32-02 GTAW-IV-6G-2/133-02+SMAW-IV-6G(k)-12/133-F4J* SMAW-IV-2G-12-F4JSMAW-IV-6FG-12/18-F4J* SMAW-II-6FG-12/18-F3J GTAW-IV-6G-2/57-02+SMAW-IV-6G(k)-3/57-F4J建设单位监理单位施工单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:制表人:日期:年月日SH/T 3503-J113 合格焊工登记表单位工程:山东齐鲁石化齐泰石油化工有限公司年产5000吨/年异佛尔酮腈装置达产检修项目分项工程:工艺管道安装序号焊工姓名焊工代号证书编号合格项目代号有效期限1曹文义H14 3 GTAW-FeII-6G-6/42-Fefs-02/11/12GTAW-FeIV-6G-3/273-Fefs-02/10/12+SMAW-FeIV-6G (k)-3/273-Fef4JGTAW-FeIV-6G-6/42-Fefs-02/10/12GTAW-FeII-6G-3/273-Fefs-02/10/12+SMAW-FeII-6G (k)-3/273-Fef3J2刘广香H15 TS6JZB001422 GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J GTAW-II-6G-2/57-02+SMAW-II-6G(k)-3/57-F3J GTAW-II-6G-4/42-02* GTAW-Ⅲ-6G(T91)-5/42-02 GTAW-IV-6FG-12/18-02* GTAW-IV-6G-4/38-02 GTAW-IV-6G-2/133-02+SMAW-IV-6G(k)-12/133-F4JS SMAW-II-6FG-12/18-F3J3 张怀亮H16 GTAW-FeⅢ-6G-6/42-Fefs-02/10/12GTAW-FeIV-6G-6/42-Fefs-02/10/12GTAW-FeII-6G-3/159-Fefs-02/11/12+SMAW- FeII-6 G(k)-13/159-Fef3JGTAW-FeIV-6G-3/219-Fefs-02/10/12+SMAW-FeIV-6G (K)-15/219-Fef4JGTAW-FeⅢ-6G-3/273-Fefs-02/11/12+SMAW- FeⅢ-6 G(k)-15/273-Fef3J4 刘海超H17 GTAW-FeⅢ-6G-5/42-Fefs-02/10/12GTAW-FeIV-6G-5/42-Fefs-02/10/12GTAW-FeII-6G-3/108-Fefs-02/11/12+SMAW-FeII-6G (k)-9/108-Fef3JGTAW-FeⅢ-6G-3/60-Fefs-02/10/12+SMAW-FeⅢ-6G (K)-5/60-Fef3JGTAW-FeⅢ-6G-3/159-Fefs-02/10/12+SMAW-FeⅢ-6G (K)-3/159-Fef3JGTAW-FeIV-6G-3/159-Fefs-02/10/12+SMAW-FeIV-6G (K)-3/159-Fef4J5 许玉海H18 GTAW-II-5FG-3/76-02和SMAW-II-5FG-3/76-F3JGTAW-II-5FG-3/168-02和SMAW-II-5FG-9/168-F3JGTAW-Ⅲ-2G-3/51-02和SMAW-Ⅲ-2G(K)-5/51-F3JGTAW-Ⅲ-5G-3/51-02和SMAW-Ⅲ-5G(K)-5/51-F3JGTAW-Ⅲ-5G-3/51-02和SMAW-Ⅲ-5G(K)-5/51-F3JGTAW-Ⅲ-2G-5/450-02和SMAW-Ⅲ-2G(K)-36/450-F3JGTAW-Ⅲ-5G-5/450-02和SMAW-Ⅲ-5G(K)-36/450-F3JGTAW-IV-2G-3/168-02和SMAW-IV-2G-9/168-F4JGTAW-IV-2G-3/168-02和SMAW-IV-2G-9/168-F4JGTAW-IV-2G-3/57-03GTAW-IV-5G-3/57-03GTAW-IV-5G-6/34-022012.08至2016.086 魏焕男H19 TS6JZB001453 GTAW-II-6G-4/42-02* GTAW-IV-6FG-12/18-02 GTAW-IV-6G-2/133-02+SMAW-IV-6G(k)-12/133-F4J GTAW-IV-6G-4/38-02*SMAW-II-3G-12-F3JSMAW-II-6FG-12/18-F3J7 许秀宝H20 TS6JZB001411 GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J* SMAWGTAW-II-6G-2/57-02+SMAW-II-6G(k)-3/57-F3J* SM AW-II-3G-12-F3JGTAW-II-6G-4/42-02* GTAW-IV-6G-4/38-02GTAW-Ⅲ-6G(T91)-5/42-02* GTAW-II-6FG-12/32-02 GTAW-IV-6G-2/133-02+SMAW-IV-6G(k)-12/133-F4J* SMAW-IV-2G-12-F4JSMAW-IV-6FG-12/18-F4J* SMAW-II-6FG-12/18-F3J GTAW-IV-6G-2/57-02+SMAW-IV-6G(k)-3/57-F4J建设单位监理单位施工单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:制表人:日期:年月日SH/T 3503-J113 合格焊工登记表单位工程:山东齐鲁石化齐泰石油化工有限公司年产5000吨/年异佛尔酮腈装置达产检修项目分项工程:工艺管道安装序号焊工姓名焊工代号证书编号合格项目代号有效期限1贾崇立H21 GTAW-II-6FG-12/18-02GTAW-II-6G-3/18-02GTAW-Ⅲ-6G(T91)-5/42-02GTAW-IV-6G-4/38-02GTAW-IV-6G-2/133-02+SMAW-IV-6G(k)-12/133-F4J GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J SMAW-II-2G-12-F3JSMAW-II-3G-12-F3JSMAW-II-6FG-12/57-F3JSMAW-IV-2G-12-F4JSMAW-IV-3G-12-F4J2徐金魁H22 TS6JZB004123 GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J GTAW-II-6G-4/42-02*GTAW-IV-6G-4/38-02GTAW-IV-6G-2/133-02+SMAW-IV-6G-12/133-F4J*SMA W-II-3G-12-F3JSMAW-II-6FG-12/18-F3J*SMAW-IV-6FG-12/18-F4J3 黄玉林H23 TS6JZB001436 GMAW-II-2G(K)-12-03* GMAW-II-3G(K)-12-03 GTAW-Ⅲ-6G-3/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J GTAW-II-6G-2/57-02+SMAW-II-6G(k)-3/57-F3J GTAW-II-6G-4/42-02*GTAW-II-6G(T91)-5/42-02 GTAW-IV-6FG-12/18-02*SMAW-II-6FG-12/18-F3J GTAW-IV-6G-2/57-02+SMAW-IV-6G(k)-3/57-F4J* SM AW-IV-3G-12-F4J4 王记新H24 TS6JZB001471 GTAW-II-6FG-12/18-02+ GTAW-IV-6FG-12/18-02 GTAW-IV-6G-2/57-02+SMAW-IV-6G(k)-3/57-F4J GTAW-IV-6G-5/60-02*SMAW-II-3G-12-F3JSMAW-II-6FG-12/18-F3J* SMAW-IV-6FG-12/18-F4J建设单位监理单位施工单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:制表人:日期:年月日。
合格焊工登记报审表
合格焊工登记报审表工程名称:新疆和山巨力化工有限公司
施工组织设计/(专项)施工方案报审表
承包商资格报审表HHJL-B.01
B.0.6工程材料/构配件/设备报审表
工程名称:新疆和山巨力化工有限公司15万t/aTDI项目
气力输灰安装系统编号:
B C
一、工程概况
1、工程名称:
2、建设单位:
3、施工单位:山东显通安装有限公司
4、设计单位:
5、监理单位:
6、工程地点:
7、工程内容:气力输灰系统安装
(1)、输灰管道(根据图纸设计要求安装,焊接连接做防腐、保温处理)
(2)、仓泵就位安装(根据图纸设计要求固定在建筑基础上)(3)、储气罐安装(根据图纸设计要求固定在建筑基础上)
(4)、灰库设备(搅拌机、散装机、气化槽、脉冲除尘器、电加热器及罗茨风机等)安装(根据图纸设计要求安装)
(5)、配电柜与用电设备电机间电缆敷设及盘柜配线
二、编制依据
1、公司有关图纸及技术资料
2、《电力建设施工及验收技术规范(锅炉机组篇)》DL/t5047-95;
3、《电力建设施工及验收技术规范(管道篇)》DL5031-94;
4、《电力建设施工及验收技术规范(火力发电厂焊接篇)》DL5007-92;
5、《电力建设施工及验收技术规范(热工仪表及控制装置篇)》SDJ279-90;。
燃气管道施工交工验收表格

燃气管道安装质量记录表格目录序号表格名称交工技术文件目录交工技术文件说明图纸审查记录图纸会审记录开工报告竣工报告工程中间交接记录焊接工艺指导书焊接工艺评定报告合格焊工登记表工程技术交底卡设计更改一览表工程联络单管道单线图设备开箱检验记录管件检查验收记录钢管检查验收(校验性)记录专业间交接记录19 固定管架及弹簧支、吊架整理记录设备〔通用〕安装记录试验〔通用〕记录平安附件安装记录补偿器安装记录阀门、管件试验记录焊条烘干、发放、回收记录表管道焊接工作记录对接焊缝施焊检查记录角焊缝焊接检查记录焊缝外观检查记录无损检测委托单射线照相检验报告超声波检验报告精选33磁粉检验报告表格编号燃气-01燃气-02燃气-03燃气-04燃气-05燃气-06燃气-07燃气-08燃气-09燃气-10燃气-11燃气-12燃气-13燃气-14燃气-15燃气-16燃气-17燃气-18燃气-19燃气-20燃气-21燃气-22燃气-23燃气-24燃气-25燃气-26燃气-27燃气-28燃气-29燃气-30燃气-31燃气-32燃气-33备注08—1,08—209-1,09-2,09-3,09-4燃气管道安装质量记录表格目48序号表格名称渗透检验报告焊缝返修通知单热处理前联合检查会签热处理记录管道焊缝热处理质量检验记录沟槽开挖检查记录沟槽回填记录管道构筑物施工检查记录跨越管道就位检查测量记录管道穿越施工记录牺牲阳极埋设记录牺牲阳极电参数测试记录管道清管记录燃气管道压力试验记录燃气管道严密性试验验收记录燃气管道严密性试验记录〔一〕燃气管道严密性试验记录〔二〕管道系统吹扫及清洗记录防腐工程施工记录补口、补伤施工记录防腐层质量检查记录防腐绝缘层电火花检测记录埋地管道防腐层地面检漏记录隐蔽工程记录管道里程、转角、测试、标志桩埋设记录管道线路根底测量复核记录管道竣工测量成果图分项工程质量评定表分部工程质量评定表单位工程质量评定表交工验收证书表格编号备注燃气-34燃气-35燃气-36燃气-37燃气-38燃气-39燃气-40燃气-41燃气-42燃气-43燃气-44燃气-45燃气-46燃气-47燃气-48燃气-49燃气-50燃气-51燃气-52燃气-53燃气-54燃气-55燃气-56燃气-57燃气-58燃气-59燃气-60燃气-61燃气-62燃气-63燃气-64精选65交工技术文件移交书燃气-65 66竣工图燃气-66精选工程名称:燃气—01 交工技术文件目录序号资料编号资料名称页数备注精选工程名称:燃气—02 交工技术文件说明编制人:年月日工程名称燃气—03图纸审查记录图号序号审查内容审查结果1设计单位设计单位资格批准书编号2压力管道类别划分3技术特性设计压力Mpa设计温度最高工作压力Mpa工作介质焊缝系数腐蚀余量制造和检验标准4无损探伤标准5精选备注审查:监检组:年月日工程名称燃气—04图纸会审记录图纸名称专业(综合)会审地点日期主持者参加单位和人员记录者审查内容及存在问题工程名称:燃气—05 开工报告工程地点工程类别建设单位施工单位设计单位监理单位质量监督单位图开纸工会审条、件物、资三通储一备情平况、工程内容方案开工日期年月日方案竣工日期年月日建设单位监检单位监理单位施工单位单位(章):监检组:单位(章):单位(章):代表:工程负责人:工程负责人:年月日年月日年月日年月日工程名称燃气—06 竣工报告建设单位工程地点工程名称工程造价合同开工日合同竣工日期期精选实际开工日实际竣工日期期工程内容及简况延迟或提前竣工原因本工程合同所含全部工程已于年月日施工完毕,可正式提供交验,请单位于年月日时在集中,参加验收施工单位代表:工程技术负责人:制表人:建设单位:年月日工程名称燃气—07 工程中间交接记录精选施工单位建设单位设计单位监理单位交接日期工程图号工程内容检验意见接受单位(章) 监理单位 ( 章) 建设单位(章) 交出单位 (章) 代表:代表:代表:代表:年月日年月日年月日年月日工程名称燃气—08—01 焊接工艺指导书单位名称批准人签字精选焊接工艺指导书编号日期焊接方法机械化程度焊接接头:坡口形式:垫板(材料及规格):简图:母材:类别号组别号与类别号组别号相焊或标准号钢号与标准号钢号相焊厚度范围:母材:对接焊缝角焊缝管子直径、壁厚范围:对接焊缝角焊缝组合焊缝焊接金属焊接材料:焊条类别流水号焊条标准、牌号焊丝、焊剂牌号工程名称燃气—08—02 焊接工艺指导书精选焊接位置预热电特性对接焊缝的位置焊℃升温温度加热温度焊接方向:向上向下后冷却方法保温时间热角焊缝位置处理预热温度(允许最低值)保护气体层间温度(允许最高值)混合气体组成气保持预热时间流量体加热方式电流种类极性焊接电流范围(A) 电弧电压(V)( 按所焊位置和厚度,分别列出电流和电压范围,这些数据可记入下表中) 焊缝焊接填充金属焊接电源电弧电压范围焊接速度层次方法牌号直径(mm)极性电流(A)(V)(cm/min)线能量钨极规格及类型熔化极气体保护焊熔滴过渡形式〔喷射过渡、短路过渡等〕焊丝送进速度范围技术措施:摆动焊或不摆动焊摆动参数喷嘴尺寸焊前清理或层间清理反面清根方法导电嘴至工件距离(每面)多道焊或单道焊〔每面)多丝焊或单丝焊锤击其它编制日期审核日期精选工程名称焊接工艺评定报告燃气—09—01执行标准JB4708--2000评定编号类别号组别号焊接方法母材评定日期安徽省工业设备安装公司精选工程名称燃气—09—02 焊接工艺评定报告单位名称批准人签字焊接工艺评定报告编号焊接方法焊接工艺指导书编号日期接头简图:母材:焊后热处理钢材标准号温度(℃):钢号保温时间(h):类、组别号与类、组别号相焊气体:厚度气体种类直径混合气体成分其他填充金属:电特性:焊条标准电流种类焊条牌号极性焊丝钢号、尺寸焊接电流(A) 电压(V)焊剂牌号其他其他焊接位置:技术措施:对接焊缝位置方向(向上、向下) 焊接速度(cm/min)角焊缝位置摆动或不摆动摆动参数预热:多道焊或单道焊(每面)预热温度(℃)单丝焊或多丝焊层间温度(℃)其他其他精选精选工程名称燃气—09—03 焊接工艺评定报告拉伸试验试验报告编号:试样宽度试样厚度横截面积断裂载荷抗拉强度断裂部位试样编号2(mm)(mm)(kN)(Mpa)和特征(mm)弯曲试验试验报告编号:试样厚度弯心直径弯曲角度试样编号试样类型(mm)试验结果(mm)(o)冲击试验试验报告编号:试验温度冲击吸收功试样编号试样尺寸缺口类型缺口位置备注(℃)(J)精选工程名称燃气—09—04 焊接工艺评定报告无损检验渗透探伤:超声波探伤:磁粉探伤:射线探伤:其他金相检验(角焊缝):根部:(焊透、未焊透) 焊缝:(熔合、未熔合)焊缝、热影响区:(有裂纹、无裂纹)检验截面ⅠⅡⅢⅣⅤ焊脚差(mm)耐蚀堆焊金属化学成分(重量%)C Si Mn P S O Ni Mo V Ti Nb分析外表或取样开始外表至熔合线的距离(mm):附加说明:结论:本评定按JB4708—2000规定焊接试件、检验试样,测定性能,确认试验记录正确评定结果:焊工姓名焊工代号施焊日期编制日期批准日期精选工程名称燃气—10 合格焊工登记表序号焊工姓名焊工钢印合格证号合格工程代号有效期精选工艺工程师:登记人:年月日年月日工程名称燃气—11 工程技术交底卡施工图图号施工班组技术交工底程主内要容内:容施工方法、使用材质等精选质量标准交底人接受人年月日年月日工程名称:燃气—12 设计更改—览表序号设计更改页数更改内容更改单名称通知单号精选审核人:编制人:年月日年月日工程名称燃气—13 工程联络单工程变更内容精选建设单位监理单位施工单位现场代表:现场代表:现场代表:工艺工程师:年月日年月日年月日精选燃气—20 设备〔通用〕安装记录设备名称及编号安装时间安装方法〔安装程序,采用的主要工具、仪器、仪表及校正方法等〕:安装结果〔包括同轴度偏差,机身纵横偏差,安装基准线的位置。
焊接作业常用表格(企业版)
焊材
焊接规范
牌号
规格
电流
电压
焊接速度
mm
A
V
cm/min
(4)坡口要求:
(4)指定返修焊工:
(6)焊后清理
编制:日期:审核:日期批准:日期:
返修记录
1.返修焊缝施焊记录
层次
焊材
焊接规范
备注
牌号
规格
电流
电压
焊接速度
mm
A
V
cm/min
2.外观检验结果:
焊缝余高:mm
其它:
3.检验结论:
施焊焊工:
4.无损检验结果:
检查员:日期:
单位名称
焊工焊绩记录
单位名称:
姓名
焊工
代号
工程名称及分项名称
焊接
方法
母材
材质
合格项目代号
施焊起止日期
QC工程师:
年月日
焊接责任工程师:
年月日
说明:本表每年填写一次,每年12月5日上报,本表一式二份,一份上报培训中心存档;一份施工单位存档。分项工程分为钢结构、设备及配管。
焊材入库记录(企业版)
单位名称
焊材入库记录
工程名称:
日期
厂家
牌号
批号
规格
(mm)
数量
(kg)
记录
QC
备注
焊缝返修工艺及记录(企业版)
单位名称
焊缝返修工艺及记录
编号:
产品名称
产品编号
材质
缺陷性质
返修次数
返修片号
返修工艺
1.缺陷产Байду номын сангаас原因及防止措施
2.工艺3.返修部位节点图:
合格焊工登记表

3、施焊场地周围应清楚易燃易爆物品,或进行覆盖、隔离,并在施焊部位配备灭火器材:
4、必须在易燃易爆气体或液体扩散区施焊时,应经有关部门检试许可后,方可施焊;
5、乙怏气瓶必须装减压阀和防回火装置,乙燃瓶与氧气瓶之间距离不得小于5m,严禁平放,严禁曝晒,距易燃易爆物品和明火的距离不得少于10m;
工程名称:
合格焊工登记表
序号
焊工姓名
焊工代号
证书编号
合格项目代号
有效期限
建设/监理单位总承包Leabharlann 位施工单位专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
制表人:
日期:年月日
气焊工操作安全技术交底
工程名称
施工单位
施工部位
施工内容
般性内容
1、必须持特种作业证上岗,作业证过期未年审的不准施焊作业;
6、氧气瓶、氧气表及焊割工具上,严禁沾染油脂;
7、气瓶的购、运、储存和领用必须严格执行公安部门的有关规定:
8、点火时,焊枪口不准对人,燃烧的焊枪不得放在工件或地面上。带有乙焕和氧气时,不得放在金属容器内,以防气体逸出发生燃烧事故;
9、严禁在带压力的容器或管道上施焊,焊接带电的设备必须先切断电源;
10、焊接贮存过易燃、易爆、有毒物品的容器或管道,必须清楚干净,并将所有气孔打开;
11、作业结束,应将气瓶气阀关好,拧上安全罩,检查作业地点,确认无着火危险,方可离开。
施工现场针对性交底
交底人签名
接受交底负责人签名
交底时间
作业人员签名
本表一式三份,交底人、被交底人各一份,另一份存档
合格焊工登记表
GTAW-Ⅱ-6G-5/60-02
TS6JMMI00697
GTAW-Ⅳ-6FG-12/38-C2 GTAW-Ⅲ-6G-3/60-02
SMAW-Ⅲ-6G(k)-5/60-F3J
GTAW-Ⅳ-6G-3/60-02
SMAW-Ⅳ-6G(k)-7/60-F4J
TS6JMMI00695 GTAW-Ⅲ-6G-3/60-02 SMAW-Ⅲ-6G(k)-5/60-F3J
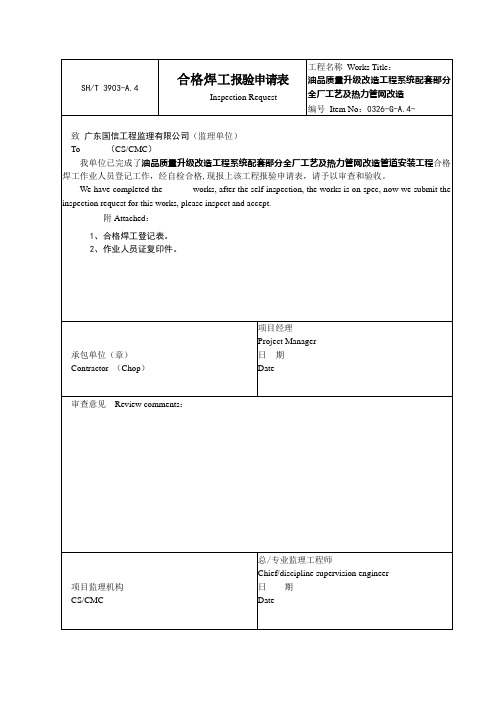
焊工作业人员登记工作,经自检合格,现报上该工程报验申请表,请予以审查和验收。
We have completed the
works, after the self inspection, the works is on spec, now we submit the
inspection request for this works, please inspect and accept.
GTAW-Ⅳ-6G-3/60-02
SMAW-Ⅳ-6G(k)-7/60-F4J
有效期限
2014.05.19
2014.05.19 2014.05.19 2014.05.19 2014.05.19
2014.05.19 2014.05.19 2014.05.19 2012.09.29
2012.09.29 2012.09.29 2012.09.29 2012.09.29 2012.09.29 2012.09.29 2012.09.29
TS6JMMI00655 GTAW-Ⅲ-6G-3/60-02 SMAW-Ⅲ-6G(k)-5/60-F3J GTAW-Ⅳ-6G-3/60-02 SMAW-Ⅳ-6G(k)-5/60-F4J
TS6JMMI00374 GTAW-Ⅲ-6G-3/60-02 SMAW-Ⅲ-6G(k)-5/60-F3J GTAW-Ⅳ-6G-3/60-02 SMAW-Ⅳ-6G(k)-5/60-F4J
SH3503-2017交工技术文件通用表

SH3503-2017交工技术文件通用表案卷号:SH/T 3503-J101A封面石油化工建设工程项目交工技术文件工程名称:建设单位监理单位承包单位项目经理:年月日项目总监:年月日项目经理:年月日改写。
封面上标注了该文件的案卷号、工程名称以及建设、监理和承包单位的章。
同时也列出了各自的项目经理和项目总监,并注明了日期。
案卷号:SH/T 3503-J101B封面石油化工建设工程项目交工技术文件工程名称:建设单位监理单位总承包单位承包单位项目经理:年月日项目总监:年月日项目经理:年月日改写:这是另一个交工技术文件的封面,同样标注了案卷号、工程名称和建设、监理、总承包和承包单位的章。
同时也列出了各自的项目经理和项目总监,并注明了日期。
SH/T 3503-J102交工技术文件总目录工程名称:序号编制人:卷号资料名称审核人:页数日期:年月日日期:年月日改写:这是交工技术文件的总目录,列出了各个卷号、资料名称、编制人、审核人和日期。
SH/T 3503-J103交工技术文件目录工程名称:单元工程名称:序号文件编号资料名称审核人:页次编制人:日期:年月日日期:年月日改写:这是交工技术文件的目录,列出了各个单元工程的序号、文件编号、资料名称、审核人、页次和编制人。
SH/T 3503-J104交工技术文件说明工程名称:编制人:日期:年月日审核人:日期:年月日改写:这是交工技术文件的说明,列出了工程名称、编制人和审核人以及日期。
SH/T 3503-J105A工程施工开工报告设计单位年月日计划交工日期工程名称:年月日施工合同编号计划开工日期工程内容开工条件审查意见质量监督意见工程质量监督站站长/组长:(监督站/组章)日期:年月日建设单位监理单位项目部章)项目总监:日期:年月日日期:年月日施工单位项目部章)项目经理:项目部章)项目经理:日期:年月日改写:这是工程施工开工报告,其中包括设计单位、计划交工日期、工程名称和施工合同编号等信息。
焊工档案表格
焊工档案表格
___焊工档案
姓名:(请填写)
性别:(请填写)
年龄:(请填写)
所在部门:(请填写)
编号:(请填写)
建档人:(请填写)
日期:(请填写)
焊工资历登记
序号。
姓名。
出生年月。
考前工种。
技术等级。
焊工证号。
从事焊接工作经历。
焊工培训记录。
免试记载。
性别。
文化程度。
焊接工龄。
焊工钢印。
发证部门备注
焊工考核持证项目记录
序号。
项目代号。
考试日期。
有效期。
备注
焊工焊绩记录表
序号。
施焊记录号。
工件编号。
焊接部位。
数量(个)。
探伤一次合格率%。
质量检验情况。
外观质量。
修补次数。
水压一次合格率。
不合格情况。
渗水次数。
检验员。
日期。
生产令号。
产品名称。
材质。
备注
焊接质量事故登记表
日期。
质量事故内容。
检验员。
检验部门
该表记录在生产过程中因焊工操作技能不佳而导致报废和焊工施焊后的设备出厂后发生的事故。
质量事故应由检验责任工程师、焊接责任工程师、质量保证工程师签署意见的处理。
管道焊工登记表

16
王保学 HJ12000020071077 F006
17
刘红亮
TS6JTJS05428
F007
18
李兆祥 HJ12000020041082 F010
19
王东升 HJ37080020060213 F031
20
杜辉
TS6JTJS02118
F009
21
周杰
HJ12000020063163 F029
SMAW-Ⅲ-6G(K)-3/60-F3J 2007.04.18-2009.04.17 SMAW-Ⅲ-6G-12/133-F3J 2007.04.18-2009.04.17 SMAW-Ⅳ-6G(K)-5/60-F4J 2007.04.18-2009.04.17 SMAW-Ⅳ-6G-12/133-F4J 2007.04.18-2009.04.17 GTAW-Ⅲ-6G-3/60-02 2007.04.18-2009.04.17 GTAW-Ⅳ-6G-3/60-02 2007.04.18-2009.04.17 SMAW-Ⅲ-6G(K)-3/60-F3J 2007.04.18-2009.04.17 SMAW-Ⅲ-6G-12/133-F3J 2007.04.18-2009.04.17 SMAW-Ⅳ-6G(K)-5/60-F4J 2007.04.18-2009.04.17 SMAW-Ⅳ-6G-12/133-F4J 2007.04.18-2009.04.17 GTAW-Ⅲ-6G-3/60-02 2008.01.12-2010.01.11 GTAW-Ⅳ-6G-3/60-02 2008.01.12-2010.01.11 SMAW-Ⅲ-6G(K)-3/60-F3J 2008.01.12-2010.01.11 SMAW-Ⅳ-6G(K)-5/60-F4J 2008.01.12-2010.01.11 GTAW-Ⅲ-2G-3/60-02 2006.07.01-2009.07.01 GTAW-Ⅲ-5G-3/60-02 2006.07.01-2009.07.01 SMAW-Ⅲ-2G(K)-3/60-F3J 2006.07.01-2009.07.01 SMAW-Ⅲ-5G(K)-3/60-F3J 2006.07.01-2009.07.01 GTAW-Ⅳ-2G-6/108-02 2008.01.01-2010.01.01 GTAW-Ⅳ-2G(K)-6/108-F4J 2008.01.01-2010.01.01 GTAW-Ⅳ-5G(K)-3/108-02 2008.01.01-2010.01.01 SMAW-Ⅳ-5G(K)-6/108-F4J 2008.01.01-2010.01.01 SMAW-Ⅲ-5G(K)-3/108-F3J 2008.01.01-2010.01.01 SMAW-Ⅲ-6G-12/108-F3J 2008.01.01-2010.01.01 GTAW-Ⅲ-6G-2/42-02/SMAW-Ⅲ-6G(K)-3/42-F3J 2007.10.05-2009.10.05 GTAW-Ⅲ-2G-3/355-02/SMAW-Ⅲ-6G(K)-37/355-F3J 2007.10.05-2009.10.05 GTAW-Ⅲ-5G-3/355-02/SMAW-Ⅲ-5G(K)-37/355-F3J 2007.10.05-2009.10.05 GTAW-Ⅳ-2G-5/42-02/GTAW-Ⅳ-5G-5/42-02 2007.10.05-2009.10.05 GTAW-Ⅲ-6G-3/60-02 2006.11.11-2009.11.10 GTAW-Ⅳ-6G-3/60-02 2006.11.11-2009.11.10
管道焊接表格

两管口错边
大于0.8mm或大于12.5%管壁厚,取两者中的较小值;任何长度均不合格
大于6%~12.5%的管壁厚或大于0.4mm,取两者中的较小值;在焊缝任何300mm连续长度上不超过50mm或焊缝长度的1/6,取两者中的较小值
小于或等于0.4mm或者小于或等于6%的管壁厚,取两者中的较小值;任何长度均为合格
经检测,焊缝均符合相关规定和设计
3
焊缝及热影响区表面应无裂纹、气孔及未熔合
经检查,焊缝及热影响区符合要求
一般项目
1
焊缝外观成型应均匀一致,焊缝及热影响区表面上不应有夹渣、飞溅、夹具焊点等缺陷
2
焊缝表面不应低于母材表面,焊缝余高一般不应超过2mm,局部不超过3mm,余高超过3mm时,应进行打磨,打磨后应与母材圆滑过渡,但不伤及母材
施工单位检查评定结果
项目专业质量检Байду номын сангаас员年月日
监理﹙建设﹚单位验收结论
监理工程师
(建设单位项目代表)年月日
管道焊接检验批质量验收记录
工程名称
分项工程名称
验收部位
施工单位
专业负责人
项目经理
施工执行标准名称及编号
检验批编号
质量验收规范规定
施工单位检查记录
监理(建设)单位验收记录
主控项目
1
焊接材料和规格应符合相关国家标准和设计要求
焊接材料的牌号及规格符合焊接工艺规程的规定
2
焊缝无损检测应符合SY/T4109,SY/T0327的有关规定和设计要求
SH∕T3503-2017交工文件全全资料表格(1)
Contents
Appendix A (Normative Appendix) Handover Technical Documentation—General (Chinese) 7
Appendix B (Normative Appendix) Handover Technical Documentation—Civil (Chinese) 54
计划交工日期
年 月曰
工
程
容
开 工 条 件
审 査 意 见
质量监督意见
工程质量监督站长/组长:(监督站/组章) 年 月曰
建设单位
监理单位
施工单位
(项目部章)
项目经理:
日期: 年 月曰
(项目部章)
项目总监:
日期: 年 月曰
(项目部章)
项目经理:
日期: 年 月曰
SH/T 3503—J105B
工程施工开工报告
附录H(规性附录) 交工技术文件起重机械安装工程用表202
Appendix A(Normative Appendix) Handover Technical Documentation—General 217
Appendix B (Normative Appendix) Handover Technical Documentation—Civil 264
43
A.36
超声测厚报告
SH/T 3503—J128-1
44
A.37
超声测厚报告(续)
SH/T 3503—J128-2
45
A.38
金属材料化学成分检验报告
SH/T 3503—J129
46
A.39
硬度检测报告