闸门安装施工工艺流程图
工作闸门安装施工方案

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载工作闸门安装施工方案地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容汉北河新沟二线船闸工作闸门安装施工方案审批:校核:编制:中国水电八局有限公司汉北河新沟二线船闸工程金属结构制作与安装项目部2017年12月目录TOC \* MERGEFORMAT 一、概述 PAGEREF _Toc4518 1二、编制依据 PAGEREF _Toc3926 2三、工作闸门安装方案 PAGEREF _Toc19345 33.1工作闸门安装工艺流程:见如下工艺流程图 PAGEREF _Toc17326 33.2 安装准备 PAGEREF _Toc11998 53.2.1底坎复测及测量放样 PAGEREF _Toc9448 53.2.2底枢、顶枢基础复测及处理 PAGEREF _Toc17768 53.3底枢、顶枢及端柱安装 PAGEREF _Toc8129 53.3.1底枢安装 PAGEREF _Toc21020 53.3.2顶枢安装 PAGEREF _Toc22535 63.3.3端柱安装 PAGEREF _Toc3008 63.3.4顶底枢同心度检查调整 PAGEREF _Toc2773 73.4工作闸门门叶及钢架安装 PAGEREF _Toc16072 73.4.1钢架组拼 PAGEREF _Toc20361 73.4.2底节门叶及钢架安装 PAGEREF _Toc5867 73.4.3中节门叶及支臂安装 PAGEREF _Toc5511 83.4.4顶节门叶安装 PAGEREF _Toc5724 93.5门叶及钢架的焊接及防腐处理 PAGEREF _Toc27918 93.5.1焊接方法与工艺措施 PAGEREF _Toc12244 93.5.2焊接的技术要求 PAGEREF _Toc23457 103.5.3焊接环境与焊接施工安全措施 PAGEREF _Toc25033 113.5.4涂装施工 PAGEREF _Toc16599 123.6水封安装 PAGEREF _Toc25737 12四、工作闸门吊装方案 PAGEREF _Toc13968 124.1底节吊装方案(以下闸首工作门为例) PAGEREF _Toc18967 13 4.1.1底节吊装吊车布置 PAGEREF _Toc28636 134.1.2钢丝绳选用: PAGEREF _Toc9718 154.2下闸首顶节吊装 PAGEREF _Toc29721 174.2.1顶节吊装吊车布置 PAGEREF _Toc17483 174.2.2钢丝绳选用: PAGEREF _Toc16408 18五、计划安排 PAGEREF _Toc29427 19六、资源配置 PAGEREF _Toc25927 206.1施工主要设备、工器具配置 PAGEREF _Toc13453 206.2劳动力配置 PAGEREF _Toc16168 21七、质量保证措施 PAGEREF _Toc13442 227.1质量控制遵循原则 PAGEREF _Toc22952 227.2质量控制点 PAGEREF _Toc19594 22八、安全保证措施 PAGEREF _Toc14100 238.1安全生产保证体系框 PAGEREF _Toc12113 238.2 安全组织机构 PAGEREF _Toc23225 248.3应该遵循原则 PAGEREF _Toc10520 248.4安全工作重点: PAGEREF _Toc25965 258.5一般安全措施 PAGEREF _Toc11911 268.6用电安全措施 PAGEREF _Toc15262 268.7施工机具使用安全措施 PAGEREF _Toc29464 288.8防机械伤害安全措施 PAGEREF _Toc10392 288.9吊装安全措施 PAGEREF _Toc19389 298.10高空作业 PAGEREF _Toc20758 308.11物体打击 PAGEREF _Toc1953 318.12安全应急预案 PAGEREF _Toc5993 328.12.1危险源分析 PAGEREF _Toc30793 328.12.2安全事故应急救援组织机构的职能和职责 PAGEREF _Toc26031 328.12.3施工现场安全事故紧急情况的处理程序和措施 PAGEREF_Toc27483 368.12.4成立由项目经理任队长的应急救援小分队 PAGEREF _Toc14068 378.12.5应急救援通讯联系 PAGEREF _Toc11203 38汉北河新沟二线船闸工程工作闸门(三角门)安装施工方案一、概述船闸上下游工作闸门为对开式两扇三角闸门,闸室通航净宽16米,受双向水头作用。
闸门及启闭机安装施工方案
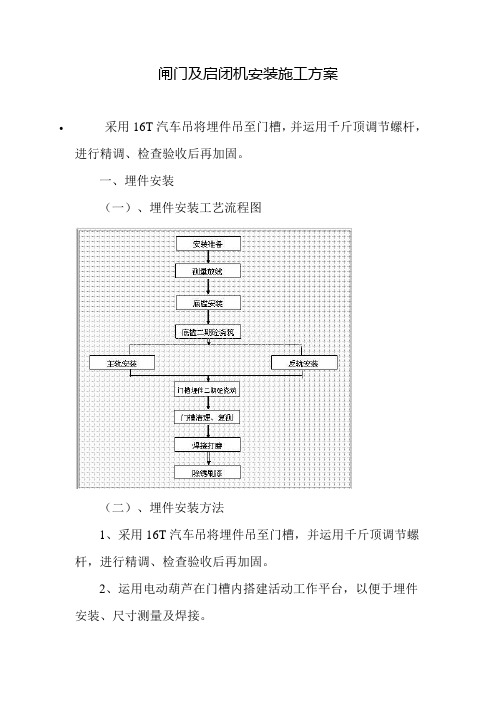
闸门及启闭机安装施工方案•采用16T汽车吊将埋件吊至门槽,并运用千斤顶调节螺杆,进行精调、检查验收后再加固。
一、埋件安装(一)、埋件安装工艺流程图(二)、埋件安装方法1、采用16T汽车吊将埋件吊至门槽,并运用千斤顶调节螺杆,进行精调、检查验收后再加固。
2、运用电动葫芦在门槽内搭建活动工作平台,以便于埋件安装、尺寸测量及焊接。
3、埋件就位调整完毕,与一期混凝土中的预留锚栓、锚筋或一期预埋连接件焊牢。
严禁将加固材料直接焊接在主轨、反轨、底槛等的工作面上或水封座板上。
4、埋件上所有不锈钢材料的焊接接头,必须使用相应的不锈钢焊条进行焊接。
5、埋件所有工作面上的连接焊缝,在安装工作完毕和浇筑二期混凝土后,仔细打磨,其表面粗糙度应与焊接构件一致。
6、埋件安装完毕后,对所有的工作表面进行清理,门槽范围内,影响闸门安全运营的外露物必须清除干净,并对埋件的最终安装精度进行复测,作好记录报送监理。
7、安装好的门槽,除了主轨道轨面、水封座的不锈钢表面外,其余外露表面,进行防腐解决。
二、闸门安装(一)、工作闸门安装工艺流程图(二)、检修门安装工艺流程图(2)、无损检测人员必须持有国家专业部门签发的资格证书,评估焊缝质量应由Ⅱ级或Ⅱ级以上的检测人员担任;(3)、每批焊接材料都必须具有产品质量证明书和使用说明书,并进行抽样检查;(4)、所有焊缝的外观检查、无损探伤都要按照《水利水电工程钢闸门制造安装及验收规范》(DL/T5018-94)的规定进行。
焊缝无损探伤的抽查率,除符合上述规范规定外,还必须遵照监理的指定,抽查容易发生缺陷的部位;(5)、施工过程中,必须按照监理指示,以有效消除焊接应力。
2、安装支铰座,用葫芦将铰座吊起对准预埋螺栓,先留出四孔螺孔(上、下、左、右各一个)不要拧紧,检查铰底座与底盘之间间隙,调整好铰座的位置,最后再拧紧四孔螺栓,铰座安装后,严格检查两铰座的同轴度,互相调整达成规范规定。
3、门叶下半节吊入门槽,在支臂拼装前用拉链葫芦将下半节固定。
闸门施工方案
闸门施工方案闸门施工方案编制:xxx审核:xxx批准:xxx一、闸门及启闭机安装1.埋件安装一)埋件安装工艺流程图测量放线→ 安装准备→ 底槛安装→ 焊接打磨→ 主轨安装反轨安装→ 底槛二期砼浇筑→ 门槽埋件二期砼浇筑→ 门槽清理、复测→ 除锈刷漆二)埋件安装方法1)采用16T汽车吊将埋件吊至门槽,并利用千斤顶调节螺杆,进行精调、检查验收后再加固。
2)利用电动葫芦在门槽内搭建活动工作平台,以便于埋件安装、尺寸测量及焊接。
3)埋件就位调整完毕,与一期混凝土中的预留锚栓、锚筋或一期预埋连接件焊牢。
严禁将加固材料直接焊接在主轨、反轨、底槛等的工作面上或水封座板上。
4)埋件上所有不锈钢材料的焊接接头,必须使用相应的不锈钢焊条进行焊接。
5)埋件所有工作面上的连接焊缝,在安装工作完毕和浇筑二期混凝土后,仔细打磨,其表面粗糙度应与焊接构件一致。
6)埋件安装完毕后,对所有的工作表面进行清理,门槽范围内,影响闸门安全运行的外露物必须清除干净,并对埋件的最终安装精度进行复测,作好记录报送监理。
7)安装好的门槽,除了主轨道轨面、水封座的不锈钢表面外,其余外露表面,进行防腐处理。
2.闸门安装一)工作闸门安装工艺流程图安装准备→ 门叶拼装→ 焊铰座→ 吊装闸门→ 吊放就位→ 启闭试验→ 检查验收→ 清理、油漆二)检修门安装工艺流程图三)工作闸门安装方法1)闸门现场拼装应严格控制焊接变形:1)从事现场安装焊缝的焊工,必须持有有效的合格证书;2)无损检测人员必须持有国家专业部门签发的资格证书,评定焊缝质量应由Ⅱ级或Ⅱ级以上的检测人员担任;2)每批焊接材料都必须具有产品质量证明书和使用说明书,并进行抽样检验;3)所有焊缝的外观检查、无损探伤都要按照《水利水电工程钢闸门制造安装及验收规范》(DL/T5018-94)的规定进行。
焊缝无损探伤的抽查率,除符合上述规范规定外,还必须遵照监理的指定,抽查容易发生缺陷的部位。
在闸门施工过程中,必须根据监理的指示有效地消除焊接应力。
图18-9 闸门安装施工工艺流程图.doc

美文欣赏1、 走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、 人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生! 3、 春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、 好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、 漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。
人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。
沧桑不是自然,而是经历;幸福不是状态,而是感受。
6、 疏疏篱落,酒意消,惆怅多。
阑珊灯火,映照旧阁。
红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。
舞袖舒广青衣薄,何似院落寂寞。
风起,谁人轻叩我柴扉小门,执我之手,听我戏说?7、 经年,未染流殇漠漠清殇。
流年为祭。
琴瑟曲中倦红妆,霓裳舞中残娇靥。
冗长红尘中,一曲浅吟轻诵描绘半世薄凉寂寞,清殇如水。
闸门启闭机安装及钢结构的制作和安装施工工艺流程

闸门启闭机安装及钢结构的制作和安装施工工艺流程1.1闸门安装1.1.1闸门及门槽安装技术要求(1)平面闸门的安装应按施工图纸的要求进行,并符合技术及规范规定。
(2)平面闸门拼装和焊接工作的场地,应安排在闸门的门槽顶部平台上进行,并应考虑拼装好的闸门能方便地放入孔口。
(3)闸门主支承部件的安装调整工作应在门叶结构经螺栓或焊接组装完毕,并测量校正合格后方能进行。
所有主支承面应当调整到同一平面上,其误差不得大于施工图纸的规定。
(4)平面闸门的水封装置安装允许偏差和水封橡皮的质量要求,应符合DL/T5018第8.2.4~8.2.8条的规定。
安装时,应先将水封橡皮按需要的长度黏结好,再与水封垫板一并冲孔。
橡胶水封的冲孔应采用专用钻头使用旋转法加工,不准采用冲压法和热烫法加工,其孔径应比螺栓直径小1mm。
(5)平面闸门安装完毕后,应清除门叶上的所有杂物。
(6)经监理人检查合格的平面闸门,方能按相关规定进行涂装修补。
(7)平面闸门安装完毕,应作静平衡试验。
试验方法为:将闸门自由地吊离地面100mm,通过滑道的中心测量上、下游方向与左、右方向的倾斜,当超过规定时,应予配重调整。
(8)埋件的安装必须符合施工图纸、DL/T5018以及相关要求要求和规定。
(9)对埋设在二期混凝土中的部件,就位调整安装后,应与一期混凝土中的预埋插筋(或预埋锚板)通过连接件(连接杆、连接筋、调整螺栓等)焊牢固定,严禁将连接件直接焊接在主轨、反轨、门楣等部件的工作面上或水封座板上。
(10)对埋设在一、二期混凝土内的部件,就位调整完毕后,承包人应提供并安装足够数量的钢支撑件进行加固,使得门槽埋件在浇筑一、二期混凝土时不发生变形、位移等情况,钢支撑件应具有足够的强度、刚度和稳定性。
(11)门槽埋件上所有不锈钢材料的焊接接头必须使用相应的不锈钢焊条进行焊接。
(12)门槽埋件所有不加工工作表面上的连接接头错位≤±1mm,并以1/50缓坡过渡;每米范围内的局部不平度,顺水流方向≤±2mm,垂直水流方向≤±3mm,且处理成1/50缓坡;面板总弯曲度,顺水流方向≤±3mm,垂直水流方向≤±4mm,扭曲≤2mm。
钢闸门制造工序
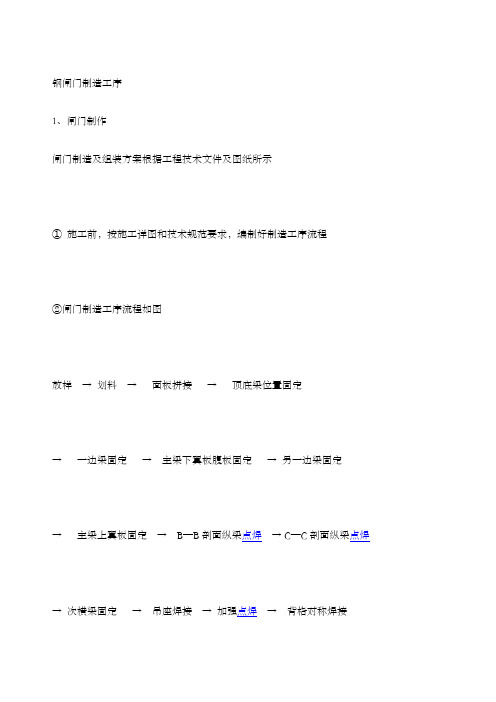
钢闸门制造工序1、闸门制作闸门制造及组装方案根据工程技术文件及图纸所示①施工前,按施工详图和技术规范要求,编制好制造工序流程②闸门制造工序流程如图放样→ 划料→ 面板拼接→ 顶底梁位置固定→ 一边梁固定→ 主梁下翼板腹板固定→ 另一边梁固定→ 主梁上翼板固定→ B—B剖面纵梁点焊→ C—C剖面纵梁点焊→ 次横梁固定→ 吊座焊接→ 加强点焊→ 背格对称焊接→ 闸门分块翻身→ 面板及背格全方位焊接2、闸门制作工序流程⑴、原材料①、按施工图纸所标注的材料型号、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,保证符合现行有关国家标准和部颁标准,并附有出厂材料质量证明文件和合格证,我公司质检科按图纸要求对各种材料进行复查,报监理工程师验收后方可施工。
②、对各种板材及型钢复检合格,进行平直矫正预处理后,堆放整齐依顺序及工艺流程领料放样和下料。
⑵、门叶放样下料、矫正①、按图纸结构制作工艺及工序流程,进行放样,放足一、二类焊缝部件周边刨坡口余量及整体焊接矫正收缩余量,做样板,然后转下道工序划线下料。
放样中注意为分块运输而在闸门宽度方向布设的两条纵缝的位置,纵缝所经的面板、主梁、次梁等应错开,且错开均不小于20CM。
②、横梁翼板、纵梁翼板工字钢梁、边梁翼板下料后,矫正平直放翼板与腹板拼装中心线。
③、横梁腹板、边梁腹板、纵梁腹板、吊点板下料后,矫正平直,转下道工序。
④、小横梁型钢加强筋板等部件下料矫正平直,(按施工图需要加工的部件进行外金加工)。
⑤、面板及反向翼板下料按拼接工艺进行配料,面板拼接缝与其它任何拼装焊缝,错开不小于200毫米,放足对接坡口、对接后整体角方余量,转下道工序。
⑥、以上材料件,经检查合格符合图纸及规范要求后,转下道工序拼装。
⑶、门叶拼装、焊接和矫正①、面板及反向翼板拼焊根据施工图,依顺序进行拼接,用手工焊进行点焊,然后用水准仪进行面板操平,检验合格后施放各梁格拼装控制线,留足最后接方余量。
钢闸门的安装与调试主要施工方法
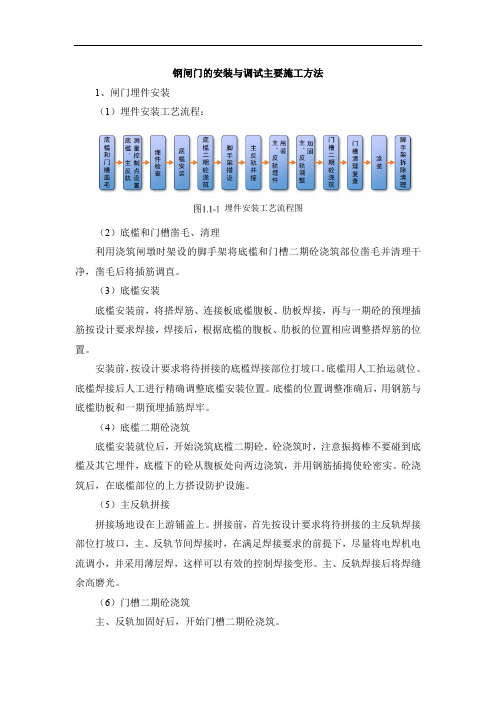
钢闸门的安装与调试主要施工方法1、闸门埋件安装(1)埋件安装工艺流程:埋件安装工艺流程图(2)底槛和门槽凿毛、清理利用浇筑闸墩时架设的脚手架将底槛和门槽二期砼浇筑部位凿毛并清理干净,凿毛后将插筋调直。
(3)底槛安装底槛安装前,将搭焊筋、连接板底槛腹板、肋板焊接,再与一期砼的预埋插筋按设计要求焊接,焊接后,根据底槛的腹板、肋板的位置相应调整搭焊筋的位置。
安装前,按设计要求将待拼接的底槛焊接部位打坡口。
底槛用人工抬运就位。
底槛焊接后人工进行精确调整底槛安装位置。
底槛的位置调整准确后,用钢筋与底槛肋板和一期预埋插筋焊牢。
(4)底槛二期砼浇筑底槛安装就位后,开始浇筑底槛二期砼。
砼浇筑时,注意振捣棒不要碰到底槛及其它埋件,底槛下的砼从腹板处向两边浇筑,并用钢筋插捣使砼密实。
砼浇筑后,在底槛部位的上方搭设防护设施。
(5)主反轨拼接拼接场地设在上游铺盖上。
拼接前,首先按设计要求将待拼接的主反轨焊接部位打坡口,主、反轨节间焊接时,在满足焊接要求的前提下,尽量将电焊机电流调小,并采用薄层焊,这样可以有效的控制焊接变形。
主、反轨焊接后将焊缝余高磨光。
(6)门槽二期砼浇筑主、反轨加固好后,开始门槽二期砼浇筑。
门槽二期砼浇筑时,模板每75cm高立一次,待该部分的砼浇筑后,继续向上立模板。
砼浇筑每30cm一层,振捣时注意不要碰到主、反轨及其它预埋件。
(7)涂装防腐用细砂纸将焊缝部位及其它磨损部位的污物及铁锈打磨干净。
在打磨干净后,首先将表面做防腐处理,涂装要均匀无杂物,表面光滑,颜色一致,严禁出现漏涂、流挂、皱皮、凹凸不平等缺陷。
做涂装时,空气相对湿度超过85%时不能进行涂装,施工现场环境温度低于10℃不能进行涂装,钢材表面温度未高于大气露点3℃以上不能进行涂装。
2、闸门安装及调试(1)闸门吊装施工流程:闸门吊装施工流程(2)闸门检查整体闸门安装前,对其各项尺寸进行复查,合格后方可进行下一步工序。
止水橡皮表面应光滑平直,胶合接头不得有错位、凹凸不平和疏松现象。
闸门埋件安装工艺流程

闸门埋件安装工艺流程闸门埋件安装工艺流程提要:门槽二期砼浇筑时,模板每75cm高立一次,待该部分的砼浇筑后,继续向上立模板。
砼浇筑每30cm一层,振捣时注意不要碰到主、反轨及其它预埋件闸门埋件安装工艺流程底槛和门槽凿毛、清理→底槛、主反轨测量控制点设置→埋件检查→底槛安装→底槛二期砼浇筑→脚手架搭设→主反轨拼接→主、反轨埋件吊装→主、反轨调整加固→门槽二期砼浇筑→门槽清理复查→涂装→脚手架拆除清理1底槛和门槽凿毛、清理利用浇筑闸墩时架设的脚手架将底槛和门槽二期砼浇筑部位凿毛并清理干净,凿毛后将插筋调直。
2底槛、主反轨测量控制点设置按照门槽埋件安装图和土建安装图相互校对主要尺寸控制点高程,并确定门槽安装基准控制点。
校对无误后做为门槽安装的依据。
采用经纬仪、水准仪等检测器具对门槽中心线、孔口中心线进行测定,选择高程、中心位置,把安装所需的全部尺寸放样定位备用。
3埋件检查检查埋件的外形尺寸、形位公差是否达到图纸、规范的技术要求,检查运输、搬运过程中是否碰撞扭曲,做好检查记录,以备安装。
4底槛安装底槛安装前,将搭焊筋、连接板底槛腹板、肋板焊接,再与一期砼的预埋插筋按设计要求焊接,焊接后,根据底槛的腹板、肋板的位置相应调整搭焊筋的位置。
安装前,按设计要求将待拼接的底槛焊接部位打坡口。
底槛用人工抬运就位。
底槛焊接后人工进行精确调整底槛安装位置。
底槛的位置调整准确后,用钢筋与底槛肋板和一期预埋插筋焊牢。
5底槛二期砼浇筑底槛安装就位后,开始浇筑底槛二期砼。
砼浇筑时,注意振捣棒不要碰到底槛及其它埋件,底槛下的砼从腹板处向两边浇筑,并用钢筋插捣使砼密实。
砼浇筑后,在底槛部位的上方搭设防护设施。
6脚手架搭设底槛砼浇筑后,开始架设门槽二期砼浇筑用的脚手架,架设脚手架时注意保护底槛不被破坏。
7主反轨拼接拼接场地设在上游铺盖上。
拼接前,首先按设计要求将待拼接的主反轨焊接部位打坡口。
主、反轨节间焊接时,在满足焊接要求的前提下,尽量将电焊机电流调小,并采用薄层焊,这样可以有效的控制焊接变形。
闸门、启闭机安装工程方式
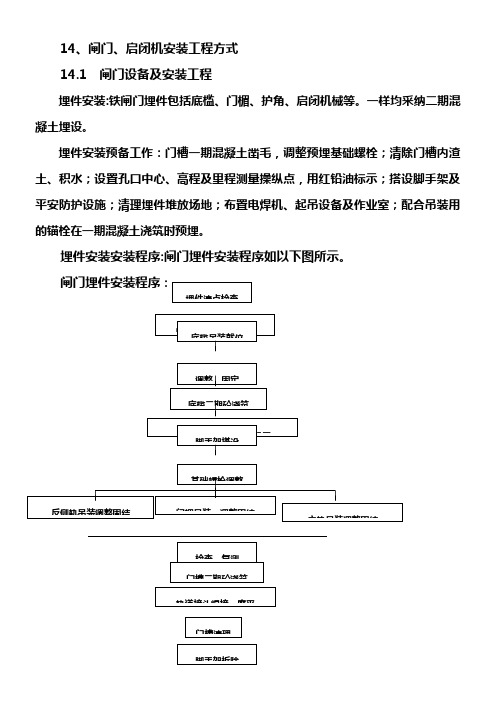
14、闸门、启闭机安装工程方式14.1 闸门设备及安装工程埋件安装:铁闸门埋件包括底槛、门楣、护角、启闭机械等。
一样均采纳二期混凝土埋设。
埋件安装预备工作:门槽一期混凝土凿毛,调整预埋基础螺栓;清除门槽内渣土、积水;设置孔口中心、高程及里程测量操纵点,用红铅油标示;搭设脚手架及平安防护设施;清理埋件堆放场地;布置电焊机、起吊设备及作业室;配合吊装用的锚栓在一期混凝土浇筑时预埋。
埋件安装安装程序:闸门埋件安装程序如以下图所示。
埋件制安:安装前第一熟悉设备总图、部件总图、重要零件详图等安装图纸及技术说明书。
确信安装利用的基准线,应能操纵门槽的尺寸、埋件各部位构件的安装尺寸。
为安装设置基准线的基准点应牢固、靠得住便于利用。
安装前要依照施工图纸规定,全面检查安装部件,设备构件及零件部件数完整性和完好性。
关于重要构件应通过预拼装进行检查。
同时要对设备及其部位进行必要的清理和养护。
焊接施工的焊工必需持有有关部门签发的合格证书。
焊接材料要有质量证明书和利用说明,要妥帖进行保留。
采购的连接螺栓要有质量证明书和实验报告。
螺栓、螺母要分类堆放,妥帖保管,避免锈蚀和损伤。
施工图纸规定的涂装部位、现场焊接双侧、设备安装完工后的全数表面等都要依照设计要求进行涂装。
涂装材料要与制造厂所用的涂装材料一致。
涂装前对涂装件表面进行清理。
合格后才依照涂装工艺要求,设计遍数等进行分层涂装施工。
所有闸门橡胶水封头的黏结,黏结面进行刨毛处置,然后进行黏结。
施工时必需按施工图纸及《水利水电工程闸门制造安装及验收标准》(DL/T5018-98)的要求进行。
埋件安装完毕后对其外露表面要依照图纸或制造厂说明书进行防腐处置。
闸门安装:施工进程:确保安装实施全进程可不能显现局部零件欠缺等情形。
同时对设备进行必要的清理。
安装前还要对安装利用的基准线进行校核,确信其准确性。
闸门门槽埋件安装:安装已经校核准确的安装基准线,进行闸门门槽立模,安装人员按施工图纸尺寸将已加工好的门槽铁件安装到位,固定牢靠。