大理石抛光机的电气控制系统设计
机床电气控制系统设计步骤
机床电气控制系统设计步骤机床电气控制系统是机床不可缺少的重要组成部分,它对机床能否正确、可靠的工作起着决定性的作用。
近代机床高效率的生产方式使得机床的构造与电气控制密切相关,因此机床电气控制系统的设计应与机械部分的设计同步开展、严密配合,拟订出最正确的控制方案。
机床控制系统绝大多数属于电力拖动控制系统,电气设计内容一般包括:1.拟定电气设计任务书(技术条件)2.确定电气传动控制方案,选择电动机。
3.设计电气控制原理图。
4.选择电气元、器件,制订电气设备、元件、器件清单及备件、易损件清单。
5.设计电气柜、操作台、配电板及非标准电气元件。
6.设计电气设备布置总图、电气安装图以及电气接线图。
7.编写电气说明书和使用操作说明书,包括操作顺序、调试方法、维护保养等说明。
根据实际情况,以上内容步骤可作适当调整。
1、拟定电气设计任务书依据机械设备设计总体技术方案拟定的电气设计任务书是整个电气设计的依据。
在任务书中,除了简要说明所设计的机械设备的型号、用途、工艺过程、技术性能、传动参数及现场工作条件外,还必须说明:1)用户供电电网的种类(AC或DC)、电压、频率及容量。
2)有关传动的基本特性:如运动部件的数量及用途;负载特性,调速指标;电动机的起动、制动、反向要求等。
3)有关电气控制的特性:如电气控制的基本方式,自开工作循环的组成,自动控制的动作程序,电气保护及联锁条件等。
4)有关操作方面的要求:如操作台的布置、测量显示、故障报警及照明等要求。
5)主要电气设备(电动机、执行电器及行程开关等)的参数及布置框图。
2、电力拖动方案确实定设计电气控制系统,首先要做的是:根据生产机械的调速要求,选择和确定合适的拖动方案。
在勿需电气调速和启动不频繁的场合,应首先考虑采用笼形异步电动机,仅在负载静转矩很大的拖动装置中,才考虑采用绕线式异步电动机。
当负载很平稳、功率大且启制动次数很少时,采用同步电动机更为合理,这样可充分发挥同步电动机效率高、功率因数高的优点,若通过调节激磁使它工作在过激情况下,还能提高电网的功率因数。
5自由度数控抛光机控制系统设计中期报告
河北工业大学城市学院本科毕业设计(论文)中期报告毕业设计题目:五自由度数控抛光机床控制系统设计专业:机械设计制造及其自动化学生信息:指导教师信息:报告提交日期:一、数控抛光机的总体设计抛光机的总体设计是抛光机设计的关键环节,对机床的技术性能和经济性能指标起着决定性的作用。
抛光机的总体设计是根据设计要求,通过调查研究,检索资料,掌握抛光机设计的依据;然后进行工艺分析,从而拟定出工艺方案;工艺分析之确定零件的加工方法,以及要获得的零件应具有的运动。
如何实现这些运功,有哪几个部件产生运动以及怎样产生所需的运动,工件是立式还是卧式加工,运动控制、抛光机的控制位置等,将是总体布局所要解决的问题。
1.工艺分析大批量加工,零件为非球形曲面凹形工件,需要对工件的内表面进行抛光,所需要的运动为三坐标的相关联运动。
随着微型计算机系统的发展,性能的不断提高,大范围的应用普及,应用一个简单的数控系统来完成一般的工作,也可以实现。
我采用了如下的设计方案:(1)系统的运动方式与伺服系统的选择由于数控机床具有定位、直线插补、暂停、循环加工等功能,故应选择连续控制系统。
考虑到加工精度较高,所以选用伺服电机闭环控制系统。
(2)计算机系统根据机床要求,选用8位机,由于MCS-51系列单片机具有集成度高、可靠性好、功能强、速度快、抗干扰能力强、性价比高等特点,决定采用MCS-51系列的AT89C52单片机。
控制系统由微机部分、键盘及显示器、I/O接口及光隔离电路等组成。
系统的加工程序和控制命令通过键盘操作实现,显示器采用数码管显示加工数据及机床状态等信息。
(3)机械传动方式为实现机床所要求的分辨率,采用伺服电机经齿轮减速再传动丝杠。
为了保证一定的传动精度跟平稳性,尽量减少摩擦力,选用滚珠丝杠螺母副,其传动效率高,消耗功率只相当于常规丝杠螺母副的三分之一到四分之一。
给予适当预紧,可消除丝杠和螺母的螺纹间隙,定位精度高,刚性好。
启动力矩小,运动平稳,无爬行现象,同步性好。
抛光打磨机器人控制系统的电气设计
抛光打磨机器人控制系统的电气设计摘要:着各行业工艺水平的进步,加工制造业对零部件的表面精度要求越来越高,研磨和抛光工艺也就越来越多的成为零件加工的最后一道工序。
人工打磨拋光由于对人体的高危害和效率低下,使得传统制造型企业对机器人应用需求不断提高。
抛光打磨机器人,用于替代传统人工打磨,主要用于工件的表面打磨、去毛刺、焊缝打磨以及螺孔去毛刺等工作。
基于此,笔者结合自身工作实践,主要对抛光打磨机器人控制系统的电气设计进行分析,以供参考。
关键词:抛光机器人;PLC;控制系统当今工业机器人在机床上的应用己成为加工制造业发展的一大趋向。
机器人的机械手臂灵活多样,通过对工人的动作进行分析与实验,提取打磨过程参数,编程控制机器人,能够模拟工人的动作,从而达到替代人工的目的。
为了扩展机器人的应用领域,紧跟国际上机器人技术的研究趋势,下面笔者主要结合自身经验,本文设计了一套打磨机器人电气控制系统,分析打磨机器人电气控制系统的功能设计要求和设计。
1抛光打磨机器人电气控制系统的功能设计要求抛光打磨机器人的电气控制系统的功能在很大程度上决定着抛光打磨机器人的整体功能的实现。
根据对工业现场的了解,抛光打磨机器人电气控制系统应具备以下功能:1.1对机器人的运行状态进行控制,包括控制机器人各个伺服电机的启动与停止、正转与反转,各个气缸控制,电气比例闽的控制,让机器人的各个转动关节协调地工作。
1.2抛光打磨机器人应当具有供电安全控制功能,并且电源供电的状态能在面板上显示出来。
1.3抛光打磨机器人控制系统应当具备显示功能,通过触摸屏来进行提供用户各种控制操作接口,并且可以显示出机器的运行状态,同是还能让用户更加方便简单的了解控制系统状态以及抛光打磨机器人的相应的设定工作方式。
1.4抛光打磨化器人应当具备检测异常以及声光报警的功能,同时需要在机械限位前加上光电限位开关,为了防止控制系统出现意外故障时致使机器的机械结构出现损坏,或者电机的转动速度超过最大速度,当检测到异常信号后,立即做出相应的停机处理并给出声光报警信号,以防事故的发生。
简易石材磨光机系统设计
简易石材磨光机系统设计摘要传送带式石料磨光机就是专门用来磨削加工石料表面并最终获得准确尺寸和光亮美观表面的板材墓碑石和拼花石的一种机器设备。
它在磨头升降和加压控制,以及传送带驱动两个装置中,采用了液压传动系统。
它的基本结构分为上下两大部分。
上部包括四组磨头,每组磨头由单独的电机经三角皮带轮驱动主轴旋转,机器下部包括由许多链板组成的传送带,以及送料和出料装置。
电机经链条驱动链轮带动传送带作反时针方向运动。
被加工的石料板坯,由右端的送料装置连续送人传送带上,经过四组磨头的磨削加工,达到预定的尺寸和光洁度以后,由左端出料装置上取出,成为合格产品。
根据设计任务书的要求,本设计说明书针对石材磨光机进行设计说明。
主要内容包括简易石材磨光机结构设计;电机功率的计算与确定;液压系统的组成、工作原理、液压系统参数、拟定液压系统图;液压元件的计算及选择,包括液压缸、液压阀、油箱容积、压力损失、发热与温升等相关计算。
关键词:磨光机、液压、设计Simple stone material polishingengine system designAbstractThe transmission belt type stone material polishing engine is uses for the abrasive machining stone material surface specially and finally obtains the accurate size and luminous artistic surface plate tombstone Shi Hepin the rocks and flowers one kind of machine equipment.It in the wheelhead fluctuation and the compression control, as well as the conveyer belt actuates in two equipments, has used the hydraulic actuation system.About its basic structure divides into two major parts.Upside including four groups of wheelheads, each group of wheelheads actuates main axle revolving by the independent electrical machinery after the v-belt pulley, lower part the machine including the conveyer belt which is composed by many link joints, as well as feeding and material installment.The electrical machinery actuates the chain wheel impetus conveyer belt after the chain link to make the counter-clockwise direction movement.Stone material tube blank which processes, sees somebody off continuously by the right margin feeding equipment on the conveyer belt, passes through four group of wheelhead abrasive machinings, achieved after predetermined size and smooth finish, takes out by the left side material installment in, becomes the certified product.According to the design project description request, this design instruction booklet carries on the design explanation in view of the stone material polishing engine.Primary coverage including simple stone material polishing engine structural design; Electrical machinery power computation and determination; The hydraulic system composition, the principle of work, the hydraulic system parameter, draws up the hydraulic scheme; The hydraulic pressure part computation and the choice, including the hydraulic cylinder, the hydraulic valve, the fuel tank volume, the pressure loses, gives off heat with correlation computations and so on the temperature rise.Key word: Polishing engine, hydraulic pressure, design目录摘要 (I)ABSTRACT .............................................................................................I I 1 绪论 .. (1)1.1液压与气动的发展史 (1)1.2液压的发展现状和趋势 (2)1.3我国液压技术发展现状及趋势 (5)1.3.1目前状况 (6)1.3.2今后发展走势 (7)2 石材磨光机的液压系统原理 (8)3 总体方案设计 (12)4 液压系统的计算 (16)4.1油缸推力的确定 (16)4.2油缸的工作压力、工作面积 (17)4.2.1 确定油缸的工作压力 (17)4.2.2 确定油缸工作面积和尺寸 (18)4.2.3油泵的工作压力 (18)4.3流量的计算 (19)4.3.1油缸的需油量 (19)4.3.2 油泵的供油量 (19)4.4油泵功率计算 (19)5 液压系统的验算 (21)5.1系统的发热验算 (21)5.2系统的效率 (22)6 液压元件的选择 (23)6.1单向阀的选择 (23)6.2换向阀的选择 (23)6.3溢流阀的选择 (23)6.4减压阀的选择 ····························································错误!未定义书签。
抛光机设计说明书(有全套CAD图纸)

磨块与工件的分选常用方法有:手工筛选、机械筛选、振动筛选、手工电磁 分选和传送带式磁力分选,可根据实际情况选用。磨块与工件的清洗采用超声波 清洗方法最佳,再用清请水冲洗干净,要特别注意工件的脱水烘干和防锈处理。
大量工艺试验发现,工件经滚磨光整加工后表面光洁铮亮,其表层的活跃金 属分子赤裸暴露在空气中很快氧化变黑,继而生锈,原因清洗后留在零件表面上 的水膜形成了电化学腐蚀所必须的一层电解质溶液。水的电离度虽小,但仍可电 离成 H + 和[OH] - ,这种电离过程随温度升高而加快。同时水中还溶解有 CO 2 、 SO 2 等,都极易与水结合。
H 2 O→H + + [OH] – CO 2 + H 2 O→H 2 CO 3 →H+ + [HCO 3 ] 铁和铁中的杂质浸泡在有 H+、[OH] - 和[HCO 3 ] - 等多种离子的溶液中 一样,形成了腐蚀电池,铁是阳极、杂质是阴极。一般情况下,水膜里含有氧气,
2
阳极上的铁被氧化成 Fe 2+ 离子,在阳极上获得电子的是氧,然后与水结合成 [OH]-离子。腐蚀反应为:
近年来研制开发出的微孔磨粒流机床,在加工喷油嘴方面独树一帜。它根据 挤出压力、磨料温度和粘度之间的关系,进行复杂的程序运算。加工过程中,当 喷油嘴的设定流量到达时,加工即自动停止。加工时间在 10 秒左右,流量散差 可控制在±1%。与此加工设备配套的还有流量测试仪以及高压清洗设备。这些设 备可根据用户需要,提供单工位或多工位的。也可以是带机械手连接,包括加工、 测量、清洗的全套系统。
应用:磨料流加工适用于加工不同的零件和尺寸。小至 0.2mm 的小孔或 1.5mm 直径的齿轮,大至 50mm 直径的花键通道,甚至 1.2m 的透平叶轮。加工大型零件 的机床可以装置回旋臂或输送轨道。
基于变频器调速的石材麻面加工机械控制系统的设计
7
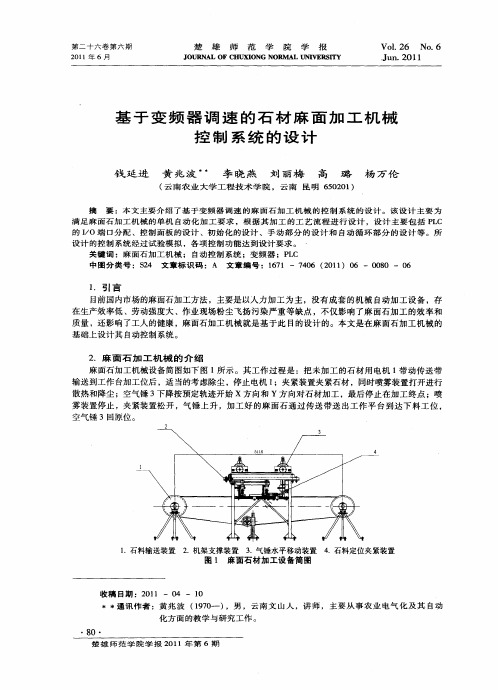
1 石料输送 装置 2 . .机架支撑装置
3 .气锤水平移 动装 置 4 .石料 定位 夹紧装置
图 1 麻面石材 加工设 备简 图
收 稿 日期 :2 1 — 0 — 1 01 4 0
通 讯 作 者 :黄 兆 波 ( 9 0 ) 17 一 ,男 ,云 南 文 山人 ,讲 师 ,主 要 从 事 农 业 电 气 化 及 其 自动 化 方 面 的教 学 与研 究 工 作 。
第二 十 六 卷 第 六 期
21 0 1年 6月
楚
雄
师
范
学
院
学报 Vo .源自 1 6 NO .6J OURNAL OF CHUXI ONG NORM AL UNI VERSr Y r
基 于 变频 器 调 速 的石 材 麻 面 加 工 机械
控 制 系 统 的 设 计
钱延进 黄 兆 波 一 李 晓 燕 刘 丽 梅 高 璐
图 2 麻面石加工的工艺流程图
3 2 强 电电路 的设计 . 强电部分为系统提供动力 ,该设计使用三相 四线制 电源 ,电源等级为 A 30 0 Z C 8 V5 H 。强 电电路 图 见图 3 ( )入 口处 的断路器对 电动机进 行过载保护 ,熔断器 ( U)分别 对三 台电机进 行过 电流 保 : 1 F 护…,热继 电器对电机进行过电压保护 ;( )利用接触 器对电动机的启停进行 控制 ;( )三台变频 器 2 3 分别对三台电机进行变频调速 ;( )L 上接 P C 4 1 L ,对 P C进行接地保护 ,对熔断器进行短路保护 。 L
・
8 ・ 0 楚 雄 师范学 院学 报 2 1 0 1年 第 6 期
钱 延 进
黄 兆 波
基于PLC的异型石材数控加工中心电气控制系统设计
就 可使相应 配置 得到 实现 .
1 异 型 石 材 数 控 加 工 中 心 的 基 本 结 构 及 控 制要 求
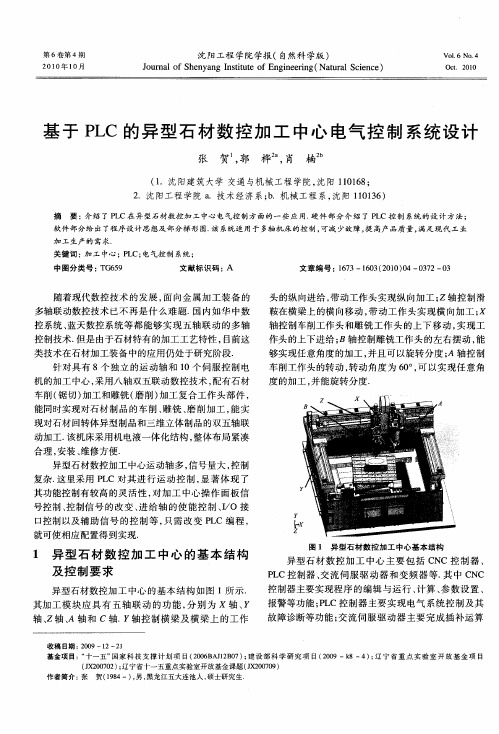
异型石 材数控 加 工 中心 的基 本 结构 如 图 1所示 .
图 1 异 型石 材 数 控 加 工 中 心基 本 结构
异 型石 材 数 控 加 工 中心 主要 包 括 C NC控 制 器 、 P C控 制器 、 流 伺 服 驱 动器 和 变频 器 等 . 中 C L 交 其 NC
VO _ . l6 NO 4 Oc . 2 0 t 0l
基 于 P C 的 异 型 石 材 数 控 加 工 中 心 电气 控 制 系 统 设 计 L
张 贺 郭 , 桦 , 楠。 肖
(.沈 阳建 筑大 学 交 通 与机 械工 程学 院 , 阳 10 6 ; 1 沈 118
2 .沈 阳工程 学院 a .技 术经 济系 ..机械 工程 系 , 阳 1 0 3 ) b 沈 1 16
异 型石材 数控加 工 中心运 动轴 多 , 号量大 , 信 控制 复杂 . 里采 用 P C对 其 进 行 运 动 控 制 , 著体 现 了 这 L 显
其 功能控 制有较 高 的灵 活 性 , 加 工 中心 操 作 面板 信 对
号 控制 、 制信 号 的改 变 、 给 轴 的 使 能控 制 、 O 接 控 进 I / 口控制 以及辅 助 信 号 的 控 制等 , 只需 改 变 P C编 程 , L
摘 要 : 绍 了 P C在 异 型 石 材 数 控 h 中心 电 气控 制 方 面 的 一 些 应 用. 件 部 分 介 绍 了 P C 控 制 系 统 的 设 计 方 法 ; 介 L az r _ 硬 L
软件 部 分给 出 了程 序 设 计 思 想 及 部 分 梯 形 图. 系统 适 用 于 多轴 机 床 的 控 制 , 该 可减 少故 障 , 高 产 品 质 量 , 提 满足 现 代 工 业
基于PLC的石材大切机的自动化改造

基于PLC的石材大切机的自动化改造摘要:本论文旨在对石材大切机进行自动化改造,提高其生产效率和安全性。
首先介绍了石材大切机的原理及存在的问题,然后对自动化技术进行分析比较,确定以PLC为核心控制器,利用传感器、执行器等外围设备进行自动化控制。
针对具体工程,设计了PLC控制系统的硬件电路和软件程序,并进行了测试验证,最终取得了良好的效果。
关键词:石材大切机;自动化改造;PLC;传感器;执行器Abstract:This paper aims to carry out automatic transformationfor the large stone cutting machine, so as to improve its productivity and safety. Firstly, the principle and problems of the stone cutting machine are introduced, and then the automatic technology is analyzed and compared, the PLC is determined as the core controller, and the peripheral devices such as sensors and actuators are used for automatic control. Regarding the specific engineering project, the hardware circuit and software program of the PLC control system are designed and tested, ultimately achieving good results.Key words: stone cutting machine; automatic transformation; PLC; sensor; actuator一、引言石材大切机,是一种常用于石材、陶瓷等材料加工的专用设备,在建筑、家居等领域得到广泛应用。
人造大理石生产过程控制系统的硬件设计
人造大理石生产过程控制系统的硬件设计人造大理石是一种以石英砂、树脂等材料为基础,通过特殊工艺加工而成的一种人造装饰材料。
人造大理石的生产过程需要依靠一套完整的控制系统来实现自动化控制,确保生产过程的稳定性和质量。
本文将就人造大理石生产过程控制系统的硬件设计进行详细阐述。
首先,人造大理石生产过程控制系统的硬件设计需要考虑到多个传感器的选型和布局。
例如,温度传感器可以用来监测原料的温度,以确保原料配料的准确性;压力传感器可以用来监测挤出过程中的挤压力度,以控制挤出的速度和压力;流量传感器可以用来监测原料的流量,以确保原料的比例准确。
其次,控制系统的硬件设计需要考虑到适当的执行机构,如电动机、马达等。
这些执行机构可以根据控制系统的指令来对生产过程进行准确的控制。
例如,控制系统可以通过控制电动机的转速来调节混合过程中的搅拌速度;通过控制电动机的转动方向来控制切片过程中的切割方向等。
此外,控制系统还需要设计合适的控制器,如PLC(可编程逻辑控制器)、单片机等。
这些控制器可以接收传感器的信号,并根据预设的控制算法产生合适的控制指令。
PLC是一种常用的控制器,其具有可编程性和稳定性高的特点,可以根据需要进行编程,实现复杂的控制逻辑。
最后,人造大理石生产过程控制系统的硬件设计需要考虑到合适的人机界面。
人机界面是控制系统与操作人员之间进行信息交流的重要组成部分。
一般来说,人机界面可以采用触摸屏、按钮等形式,操作人员可以通过人机界面对控制系统进行监控和操作。
在人机界面的设计中,需要考虑到操作的便捷性、界面的友好性以及显示的清晰性。
综上所述,人造大理石生产过程控制系统的硬件设计需要考虑到传感器、执行机构、控制器和人机界面等多个方面。
合理的硬件设计可以确保控制系统的稳定性和可靠性,提高人造大理石的生产效率和产品质量。
石材仿形机械电气控制系统的课程设计
石材仿形机械电气控制系统的课程设计摘要:本文介绍了石材仿形机械电气控制系统的课程设计,从工艺分析、电路设计到线路安装,很好地引导学生的思路,指导学生的设计与安装。
关键词:石材机械继电器控制课程设计为充实和加强云浮市技工学校电气自动化专业的实训环节,笔者设计了一个石材仿形机械的电气控制系统课程,提供了基于继电器的电气控制系统的教学方案。
该机械的电气控制系统难易程度适中,很适合中级电气自动化专业的学生,本土本色,大大增加了学生的学习兴趣。
一、石材仿形机械概述石材仿形机械是一种石材加工行业广泛应用的一种机械,专门用于加工石材曲面和异形石线的自动化机械,另外还具有切边机的功能。
学生可以通过参观学校车间,掌握石材机械仿形加工的工艺过程。
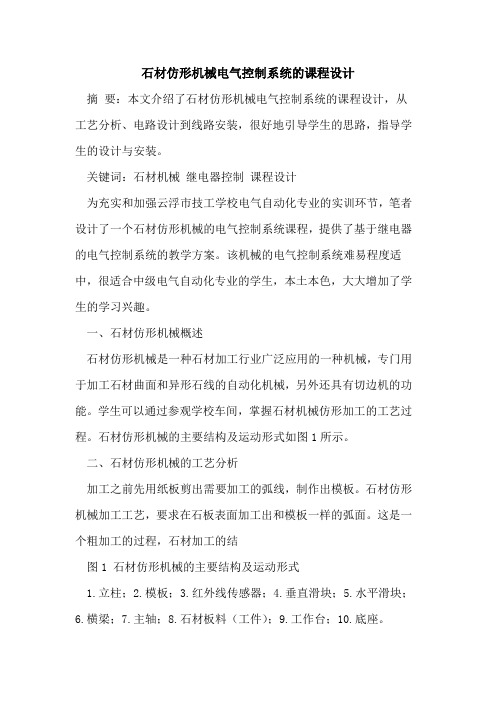
石材仿形机械的主要结构及运动形式如图1所示。
二、石材仿形机械的工艺分析加工之前先用纸板剪出需要加工的弧线,制作出模板。
石材仿形机械加工工艺,要求在石板表面加工出和模板一样的弧面。
这是一个粗加工的过程,石材加工的结图1 石材仿形机械的主要结构及运动形式1.立柱;2.模板;3.红外线传感器;4.垂直滑块;5.水平滑块;6.横梁;7.主轴;8.石材板料(工件);9.工作台;10.底座。
果是表面带有小台阶的弧面。
刀具在石板上切下一刀就形成一个小台阶,紧密排列的小台阶就形成了和模板一样的粗弧面,这些弧面经手工打磨光滑,最终形成和模板一样的弧面。
但是在加工工艺中应该怎样控制刀路,需要学生思考。
因为工艺分析是设计电路的根本,学生通过工艺分析才能设计电路实现加工过程。
教师可以从以下三个阶段引导学生分析解决工艺问题。
1.提出解决问题的建议现在需要根据模板加工一个弧线。
要在板材上加工出这样的弧线,需要知道加工刀具的行走路线;要找出刀具的行走路线,就需要学生拓展思路,大胆设想。
这时教师要求学生不考虑可行性,只要有想法,都可以提出,从而得到各种解决问题的方法。
2.可行性评估在以上阶段,学生提出很多解决问题的方法,对此要让学生根据现有的知识和条件分析,找出其中可行的方案。
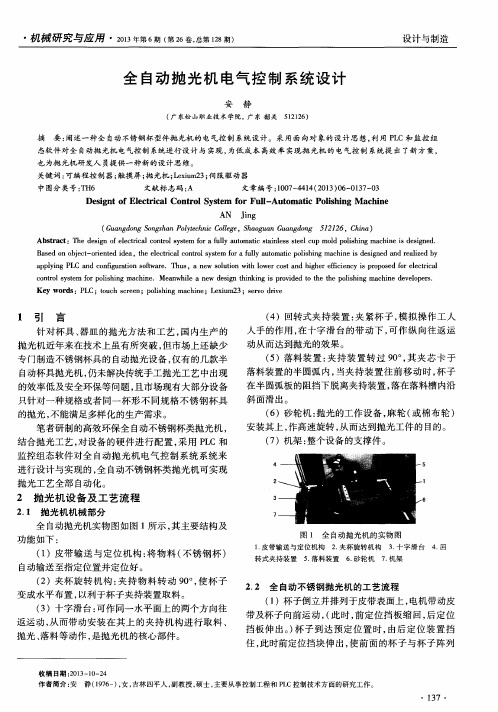
全自动抛光机电气控制系统设计
( 6 )砂轮 机 : 抛 光 的工作 设 备 , 麻轮 ( 或棉布轮)
中图分类号 : T H 6
文献标志码 : A
文章编号 : 1 0 0 7 — 4 4 1 4 ( 2 0 1 3 ) 0 6 — 0 1 3 7 — 0 3
De s i g nt o f El e c t r i c a l Co nt r o l S y s t e m f o r Fu l l -Aut o ma t i c Po l i s hi n g Ma c h i ne
a p p l y i n g P L C a n d c o n f i g u r a t i o n s o f t w a r e .T h u s ,a n e w s o l u t i o n w i t h l o w e r c o s t a n d h i g h e r e f i f c i e n c y i s p r o p o s e d f o r e l e c t i r c l a c o n t r o l s y s t e m or f p o l i s h i n g ma c h i n e .Me a n wh i l e a n e w d e s i g n t h i n k i n g i s p r o v i d e d t o t h e t h e p o l i s h i n g ma c h i n e d e v e l o p e r s . Ke y wo r d s :P L C;t o u c h s c r e e n;p o l i s h i n g ma c h i n e ;L e x i u m 2 3;s e r v o d i r v e
抛光直角坐标机器人控制系统设计

Ab s t r a c t : P o l i s h i n g s i a v e r y i m p o r t a n t p r o c e s s f o r s u  ̄ C a c e p a r t p r o d u c t i o n .C o n s i d e r i n g t h e se n o f c o m m o n a l i t y a n d c o s t c o n t r o l r e q u i r e m e n t s ,a k i n d o fa u t o m a t i c p o l s i h i n g s  ̄t e m b se a d o n C a r t e s i a n c o o r d i n a t e r o b o t s i d e s i g n e d .T h e p o l s i h i n g
c o n t r o l s y s t e m s i c o st n r u c ed t b y P C,P L C a n d HMI ,a n d P L C s i u s e d t o p o s i t on i s e l ' 7 3 o mo t o r ,a n d P C s i u s e d t o c o m pl e t e
基于PLC的瓷砖包装线控制系统毕业设计

基于PLC的瓷砖包装线控制系统毕业设计目录摘要 (I)Abstract (I)1 引言 (1)1.1 本设计的目的和意义 (1)1.2 瓷砖包装线控制系统的研究现状 (1)1.3 本设计所要解决的问题和完成的主要内容 (1)2 系统整体方案设计 (3)2.1瓷砖包装线装置结构组成 (3)2.2瓷砖包装线的控制系统要求 (3)2.3 控制系统的方案选择 (4)3 瓷砖包装线控制系统 (5)3.1瓷砖包装线电控系统 (5)3.2瓷砖包装线控制系统的基本结构 (5)4 硬件系统的设计 (6)4.1 PLC的选型 (6)4.2 步进电机的选型 (7)5 软件系统的设计 (9)5.1 PLC I/O表分配 (9)5.2 瓷砖包装线控制系统程序流程图 (10)5.3 步进电机控制程序的编写 (12)5.4 PLC的通信 (16)5.5 程序结构介绍 (21)6 结束语 (27)参考文献 (28)致谢 (29)附录 (30)摘要本设计是为了实现瓷砖生产的自动化,机械化而设计的。
本设计通过对西门子PLC 的学习,从而使用编程软件进行编程,进而控制生产机械的动作,实现工业自动化的目的。
本设计主要是采用了西门子PLC自带的高速脉冲输出点来控制步进电机的运动,来实现精确控制的目的,最终实现整个流程的控制。
关键词:PLC;工业自动化;瓷砖包装线AbstractThis design is designed for tile production automation and mechanization. This design by learning to Siemens PLC in order to use programming software, and then control the action of the production machinery, industrial automation purposes. This design is a the Siemens PLC comes with high-speed pulse output point to control the stepper motor movement, to achieve precise control, and ultimately control of the entire process.Key words:PLC; industrial automation; tile packaging line1 引言1.1本设计的目的和意义随着我国经济的蓬勃发展,人力成本成为制约企业发展的一个重要因素,因此企业渴望通过实现工业自动化来促进企业的进一步发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大理石抛光机的电气控制系统设计
由于天然大理石具有不规则性,有缺边,掉角,所以在很长一段时间内,大理石的表面抛光都采用人手进行抛光,成本高,效率低。
为了更好的解决人力成本与效率的问题,本文展开对大理石大板抛光机的自动控制系统进行全面分析,以实现大理石板材的全自动抛光。
在天然石材墙地砖的加工史上,由于石材板面的不规则性,对加工设备的要求极高,导致很长一段时间内,还处在落后的人手进行打磨抛光。
人工抛光的劳动强度极大,而且不是流水线作业,生产效率极低,石板材板面大,容易碎裂,对人生安全构成了一定威胁,固自动化的抛光生产线需求极大。
虽然我国石材设备制造业已初具规模,但是加工水平依然处于比较初级的阶段。
多数设备功能单一,而且依赖
造价较高、对环境要求苛刻以及维修维护困难的进口设备。
随着电气技术的快速发展,特别是高性能PLC,矢
量控制变频器的功能变的更加强大,为更好的适应石材加产业发展,提高石材抛光机的抛光效率,本设计从多方面为石材抛光机配备先进的自动化控制系统。
本机的电气系统主要用于控制皮带传动机构,横梁摆动机构,磨抛电机,磨抛电机升降机构,以及各机构监测
和保护,以实现抛光机的全自动控制。
电气系统主要采用西门子300系列PLC,安川A1000系列变频器,辅以
电子尺、光电传感器、编码器、压力检测开关等低压电气构成。
安川 A1000 系列变频器
安川 A1000 系列变频器属于高性能矢量变频器,其具有出色转矩特性,能够实现高起动转矩,只有0.5HZ 的频率输出的情况下都有 200%力矩输出。
而且采用过励磁制动,有效缩短了减速时间,使机械伤害降到最低。
西门子 PLC
本机采用的西门子 314C-2DP系列PLC运行速度快,而且采用profibus-dp通信协议,具有良好的抗干扰能力与
通用性。
314C系列PLC本身带有4个高速计数器,4个模拟量输入,2个模拟量输岀,还有多个数字量输入输出点,具有良好的经济适用性。
进板扫描机构
采用64个光电开关对板材的横向规格进行扫描,再辅以编码器记录板材的纵向规格。
两者均进入PLC,可以把在PLC内部把整个板材外形转化成矩阵的形式,记录下矩阵的那个点缺板掉角,就可以很简单的进行数据运算。
同时每个抛光磨头的位置也记录在大矩阵当中,当抛光磨头的矩阵与板材矩阵重叠的时候,就可以判断该板材已经到达该磨头下方,磨头可以降下来磨板。
这就能实现板材缺损检测功能,使磨头能够自动避让。
横梁摆动机构
大理石抛光机摆动横梁上挂有 16个磨抛电机,负重极大,而且来回摆动,摆动幅度也只有 2.1 米。
要使板材抛光后光洁亮丽,必须高速打磨,固摆动速度与磨头速都要很快。
对横梁摆动机构的控制,是一个严酷的要求。
大本机采用安川 A1000系列变频器,变频器的选取必须满足PCN> KIKPM n cos①
K1:容量过载系数,通常取 1.1〜1.2 倍,
K:电流波形的修正系数,(PWM )方式取1.05〜1.1
n电动机的效率,通常取约0.85 cos①:电动机的功率因数,通常约 0.75
PM:负载所需求的电动机轴的输岀功率(KW)
由于是横梁是短距离来回摆动,固会岀现频繁的高速换向,需要选用2个4045B,连接的电阻器型号为
20KW,13.6 欧姆,以释放换向时的巨大电流。
由于惯性极大,而且刚启动时候要获得较大的起动转距,调试过程中都要实施电机参数自学习,达到最优化的运行模式。
PLC 的高速计数器模块,可用于记录横梁摆动的位置,通过 PLC 控制 PLC 也能通过编码器正确判断磨头是不是在板材上方。
磨头在板材上
皮带传动机机构
皮带传动机构主要用于输送板材,采用变频控制,可以有效适应不同板材的加工工艺要求。
传动辊筒上安装有 编码器,用于记录板材前行的位置,只有当板材到达该磨头,磨头才能下降。
没有板材的时候,磨头自动升起 皮带传动变频器只采用简单的 V/F 控制,因为皮带是一直往前走,而且对速度等要求不高。
磨头升降机构与磨头电机
整机上共有16个抛光磨头电机,电机功率为 11KW ,同时启动的话电流冲击极大。
固本系统采用按顺序启动,
为防止磨抛效果不好,需要在抛光磨头与横梁都完全启动的情况下才能够使传动皮带转动,板材行走,以使板 材行走过程中一定会磨到。
磨头升降采用气缸电磁阀控制,直接通过
PLC 输岀点驱动升降。
除了保障输岀状态稳定状态外,气缸控制比液
压控制,更能避免刚性接触使板材碎裂。
各个磨头上都配有电子尺,采用模拟量输入到 PLC 通过线性转换,磨头升降高度 20mm 对应27648模拟量
磨头配有电子尺就能精确的检测到磨料磨损情况,当磨料用完的时候,报警停机,磨头自动升起,这样就磨头 就不会打烂板材,人也不用每时每刻观察磨料损耗程度。
保护机构
整机设有多个保护机构,以防止机器故障对人或机器带来不必要的伤害。
整机上装有西门子
MP277触摸屏,用
于监控报警与生产运行状况。
分别设有如下报警 a. 磨料缺损保护
横梁上安装有编码器进行闭环控制,通过
变频器在什么速度,什么位置换向。
另外
方的时候,磨头才能下来磨板。
b.低气压保护
c.缺水保护
d.横梁前后限位保护
e.翻门保护
.编码器损坏保护
目前整机已经投入使用,而且使用效果很好,极大的提高了生产效率。
当前高效、高质以及自动化程度高的机械越来越受到人们的青睐,伴随着市场的不断壮大,石材加工设备正朝着加工能力更强,性价比更高,更加智能化,人性化的方向发展。