某井特殊螺纹套管脱扣和粘扣原因分析
石油钻具特殊螺纹防粘扣技术及表面处理工艺优化

石油钻具特殊螺纹防粘扣技术及表面处理工艺优化当今世界能源需求日益增长,石油工业作为能源领域中的重要组成部分,也扮演着举足轻重的角色。
在石油开采过程中,钻具的使用是至关重要的,而钻具的螺纹连接部分是钻井过程中最为重要的部分之一。
为了确保钻具在作业过程中能够长时间持久运行,石油钻具特殊螺纹防粘扣技术及表面处理工艺优化成为了国内外诸多石油公司和钻井服务公司关注的焦点之一。
一、需求背景石油钻具在作业过程中需要进行不间断的连接和分离,这就要求钻具的螺纹连接部分具有良好的螺纹防粘扣性能。
由于油田环境的复杂性和作业条件的严苛性,螺纹连接部分经常容易出现粘扣现象,给钻具的使用和维护带来了很大的困难。
如何克服石油钻具螺纹连接部分的粘扣问题,提高其使用寿命和安全性,成为了石油工业领域急需解决的问题之一。
二、技术原理钻具的螺纹连接部分的粘扣问题主要是由于以下几个方面的原因所致:1. 金属表面之间的微观凹凸不平导致了粘结效应的增强;2. 钻井润滑液在高温高压环境下易形成黏滞膜,进一步加剧了粘扣的发生;3. 高温高压环境下,金属表面容易发生氧化、退火等现象,也会导致粘扣的出现。
要解决石油钻具螺纹连接部分的粘扣问题,关键在于改善螺纹连接部分的表面性能和加强螺纹的防粘扣设计。
具体而言,可以采取波纹设计、表面镀层、陶瓷涂层等技术手段来实现螺纹连接部分的防粘扣效果。
三、技术发展为了解决石油钻具螺纹连接部分的粘扣问题,目前国内外石油公司和钻井服务公司纷纷投入大量的资金和人力进行相关技术研发工作,取得了一些阶段性的成果。
特殊螺纹防粘扣技术和表面处理工艺优化成为了关注的热点。
1. 特殊螺纹设计通过对螺纹结构进行改进和优化,可以实现螺纹连接部分的防粘扣效果。
采用波纹设计可以增加螺纹表面的接触面积,降低摩擦系数,减少粘扣发生的可能性。
还可以在螺纹连接部分设计特殊的密封结构,以防止润滑液的渗入和黏滞膜的形成,从而有效降低粘扣的发生率。
2. 表面处理工艺在钻具螺纹连接部分的表面处理方面,采用表面镀层和陶瓷涂层等工艺手段,可以有效提高螺纹连接部分的防粘扣能力。
石油钻具特殊螺纹防粘扣技术及表面处理工艺优化
石油钻具特殊螺纹防粘扣技术及表面处理工艺优化1. 引言1.1 背景介绍石油钻具是石油勘探和开发中必不可少的工具之一,其性能直接影响到整个油田的生产效率和安全。
钻具连接螺纹作为钻具的重要部分,其质量直接关系到钻具的整体性能和安全运行。
在钻井作业过程中,由于钻头在地层中旋转和下压的作用,钻具连接螺纹容易出现粘扣现象,导致钻具断裂或损坏的情况发生,严重影响钻井作业的进展。
为了解决石油钻具螺纹粘扣的问题,各国科研人员已经进行了大量研究工作。
特殊螺纹防粘扣技术和表面处理工艺的优化是其中重要的方向之一。
通过对石油钻具螺纹特点的分析,探究螺纹防粘扣技术原理以及优化表面处理工艺方法,可以有效提高钻具连接螺纹的抗粘扣能力,降低钻井事故的风险,保障钻井作业的安全顺利进行。
对石油钻具特殊螺纹防粘扣技术及表面处理工艺的研究具有重要的理论和实践意义。
【背景介绍结束】.1.2 研究目的研究目的是为了解决石油钻具在钻井作业中出现的螺纹防粘扣问题,提高钻具的使用效率和延长其使用寿命。
通过深入探究钻具螺纹特点,分析螺纹防粘扣技术的原理,优化表面处理工艺方法,设计实验并分析结果,最终提出改进方案,旨在提高钻具的抗粘扣性能,提升在石油钻井作业中的稳定性和可靠性。
通过本研究,也可以为石油钻具的生产制造提供参考,并促进相关领域的技术创新和进步。
1.3 意义和价值石油钻具特殊螺纹防粘扣技术及表面处理工艺优化的研究具有重要的意义和价值。
石油钻具在石油勘探和开发中起着至关重要的作用,而钻具螺纹往往是连接钻杆和其他钻具元件的关键部位,直接影响着钻具的使用性能和寿命。
研究钻具螺纹的防粘扣技术和表面处理工艺优化,可以有效降低钻具在作业过程中出现螺纹粘扣的风险,提高钻井作业效率,减少作业成本。
钻具螺纹的防粘扣技术和表面处理工艺的优化,不仅可以提高钻具的使用寿命,减少更换和维修频率,还可以减少钻具在作业中出现事故和停机的可能性,提高作业安全性。
优化钻具螺纹的防粘扣技术和表面处理工艺,还可以降低钻井过程中对环境的影响,减少资源的浪费,符合可持续发展的发展理念。
钻杆接头脱扣和胀扣原因分析

Abstract : The investigation was given on swelled tool joint and jump o ut accident . Based o n vision
mo rp hology analysis and dimensio n measure , and material test s , and failure analysis fo r swelled tool joint , it was found t hat t he tool joint material was in acco rdance wit h t he standard , and t he failure cause of t he tool joint was due to high service torque over t he material yield st rengt h during drilling.
自公司成立以来,致力于将世界优秀 API 螺纹检测工具介绍给中国用户,将 中国同行品牌推向世界。与国内外各 API 石油专用螺纹量规、石油管螺纹单项参 数测量仪生产企业有着紧密的合作关系。并与全国各大油田、石油专用管生产企 业有着良好的业务往来。
我司现货供应 API 石油管螺纹量规,工作规、校对规、锥度规,石油管螺 纹单项参数测量仪、石油管螺纹刀具、石油管螺纹保护器,并同时代理美国 PMC、 Hemco、Gagemaker 等石油管螺纹量规及单项仪。公司提供的所有 API 石油量 规均符合甚至超过美国石油学会(API)的规范要求,并取得 API 认证资质,出 货附检测报告!
浅析油管螺纹粘扣因素分析与措施

原 油集输 主要通过 油管完成 ,油管 之间的连 接是通过 螺纹 2 预防 油管 螺纹 粘扣 的具 体措 施
连 接 ,而 只要 有 任何一 支接 箍或 油管 出现 问题 ,都 会导 致整 口 井 报废 ,出现 重大损 失 。在频繁 的起下作业 过程 中 ,如 果操 作不 当或违 章操 作 ,部 会造 成油 管螺 纹粘 扣故障 。本文 分析 了作 业 过 程 中产生 的油管螺 纹粘扣 的影 响 因素 ,指 出 了如 何改善 油管 螺纹粘 扣 的 几点措 施 ,可 以有效 延长 油井 生产 周期 ,提 高油 井 经济的 油管 螺纹粘 现象 ,主要体现 在 三 更换 ,从而彻 底改变 了修 复扭矩 阀不校 对的问题 。
个方面 :一 是使用液 压钳作业 不正确 ,二是 不按标准加 工螺纹 ,
(2)使用 丝扣涂油设备 这 套设备主要将 压缩空 气进 入气
三是 作业 人 员未按标 准进行操 作施工 。
总 而言之 ,油管螺纹 粘扣 问题是 当前石油 企业急需解决 的 问题 之一 ,螺纹 粘 扣不 仅会造 成螺 纹表 面损 坏 ,降低油 管 的使 用寿命 ,还有 可能导致 整 口油井 报废 。由此可 见 ,深 入探析油 管 螺纹 粘扣现 象 ,找到 油管 螺纹 粘扣 的应 对措 施 ,减 少事 故发 生 的概率 ,具 有非 常重 要的现 实 意义 。虽 然现有 的措 施能 起到很 好 的防治 作用 ,但依 旧满 足不 了石油行业 的快速发 展 ,因此 ,有 必要 加强新 的防粘扣技术 的研制 。
(2)螺 纹 脂 、螺纹 镀 层不到 位 螺 纹 密封 脂改变 了螺 纹 的 接 触面 状态 ,螺 纹接 触 面上 的应 力状态 也得 到 改善 ,并能 有效
封脂喷到 油管螺纹上 。 使用 丝 扣涂 油 设备 后 ,不 仅能 提 高管 道连 接 件的 密封 质
作业过程中油管螺纹粘扣因素分析与措施
作业过程中油管螺纹粘扣因素分析与措施【摘要】目前油田开发主要是通过油管建立通道,每根油管采用较高的BTC 螺纹连接,将几千米油管有效连接起来。
将地下几千米的石油开采出来,当油井发生故障时,施工作业必须起出油管进行维护作业。
为完成某项工艺措施,需要频繁的起下油管作业,由于操作不当或不按标准操作,往往造成油管螺纹粘扣的现象。
【关键词】粘扣标准液压钳扭矩涂油装置1 引言修井作业过程中,油管作为实现修井作业的主要传输设备,为完成某项工艺措施,作业工人每天往往起下400-500根油管,在频繁的起下过程中,由于操作不当或不按标准操作,往往造成油管螺纹粘扣的现象;造成油管螺纹粘扣的原因很多,本文旨在阐述作业过程中产生的油管螺纹粘扣因素,并提出了改善油管螺纹粘扣的有效措施,对于延长油井生产周期,提高经济效益有着十分重要的意义。
2 作业过程中油管螺纹粘扣现象分析作业过程中造成油管螺纹粘扣现象,主要表现在以下几个方面:一是液压钳使用不当,二是不按标准涂抹丝扣油,三是职工不按操作规程施工。
2.1 油管液压钳自从20世界90年代初油田大规模推广油管液压钳以来,对提高作业效率,减轻工人劳动强度确实起到了一定的作用,但由于操作问题和设备本身存在的缺陷,对油管丝扣产生了损害,主要表现在:2.1.1上螺纹速度规范的操作应为高速档将油管预拧至手紧位置,然后换低速档将油管上紧至规定扭矩。
但有现场操作工人为提高起下油管速度,直接用高速档上紧,速度高达90r/min,远超过API RPC1和GB/T17745-1999推荐的上螺纹速度25r/min,致使螺纹的啮合状态恶化,使啮合面温度急剧升高,致使材料强度降低,最终导致粘螺纹。
2.1.2过扭矩首先现场使用动力源不同,油泵排量的输出压力明显不同,使液压钳在实际操作中扭矩难以控制,易造成过扭矩现象;其次,国产液压钳上安装压力表满程为25MPa,刻度划分不粗,有时压力表指针开始启动就达到甚至超过油管的初始上螺纹扭矩,稍有不慎会造成过扭矩现象。
六盘水某参数井生产套管脱扣事故分析和处理

2021 年 7 月 第 37 卷 第 7 期
石油工业技术监督 Technology Supervision in Petroleum Industry
Jul.2021 Vol.37 No.7
六盘水某参数井生产套管脱扣事故分析和处理
王林杰
中煤科工集团西安研究院有限公司 (陕西 西安 710077)
摘 要 六盘水某煤层气参数井完钻后下入生产套管并完成了固井,候凝期间拆卸联顶节时,因误操作发生套管脱扣事故。通 过印模查明鱼顶形态、处理落鱼附近扶正器,加工使用引扣工具,多次尝试后成功对扣。为保证后续压裂排采施工安全,进行 套管试压,试压结果达到设计要求。套管脱扣事故的直接原因为作业人员违规操作,生产套管丝扣密而细的特点给事故处理 造成一定困难。结果表明,提高固井质量、制定严格作业规程、增强操作人员临场应变能力和综合素质是实现快速高效钻井、 减少事故发生的重要因素。 关键词 煤层气钻井;参数井;套管脱扣;事故处理;印模
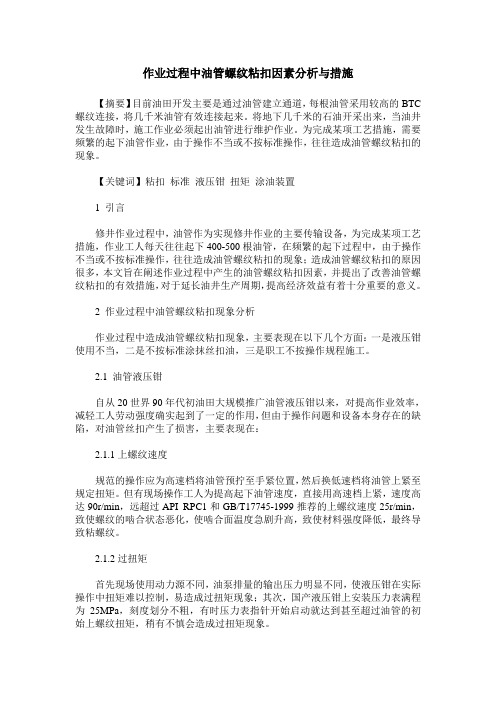
扶正器印痕
套管接箍印痕
图 4 第一次印模图像
3)处理鱼头扶正器。如何将鱼头上端扶正器 安全处理是后续对扣的关键。处理扶正器的工具 加 工 后 ,下 入 钻 具 组 合 Φ139.7 mm 短 套 管(带 木 塞)+转换接头+Φ159 mm 钻铤+Φ127 mm 钻杆+方钻 杆将扶正器拨到套管与井壁环空或者破坏后落入
某井N80钢级套管脱扣和粘扣原因分析

中 图分 类 号 :T 9 12 E 8 文 献标 识码 :B 文 章 编号 :1 0 - 3 12 1 )5 0 5 - 5 E 3 . :T 2 t 0 1 2 l( 0 0 0 — 0 7 0
An y i o u e or r a u p o ta d als s fCa s s f Th e d J m — u n
摘
要 :对某井 1 97mmx .2mm N8 级长圆螺纹套管脱扣 和粘扣 事故进行了详细 的调查研于下套管上扣时螺纹接头发生严重粘扣 ,使其连接强度大幅度降低所致。该井 井 口中心与管柱轴线偏离较多 ,且采用钻杆液压钳下套管 ,在上扣过程 中套管接箍严重夹持变形 ,外螺纹接头与 严重夹持变形的接箍上扣配合之后导致套管严重粘扣损坏。套管严重粘扣还与套管本身抗粘扣性能差有一定关系。
g l n f h 1 97 mi x . 2 mn 0 c sn s u e n o e o l l I i i e t i d t r u h t e a a y i t a h al go e i t . n 77 l 3 N8 a i g a s d i n i we 1 t s d n i e h o g h n l ss h t e . f t
S e i n i h n J a x n ,Go gJ a we n i n n ,Fa e s e g nW n h n
(1 Meh nc l n lcr a Isi t,C iaU ies yo erlu ,B in 0 2 9 hn ; 2 C ia . c a ia a dEe t c ln tue hn nvri f t e m i t t P o e ig1 0 4 ,C ia j . hn
哈××井油管粘扣及脱扣原因分析

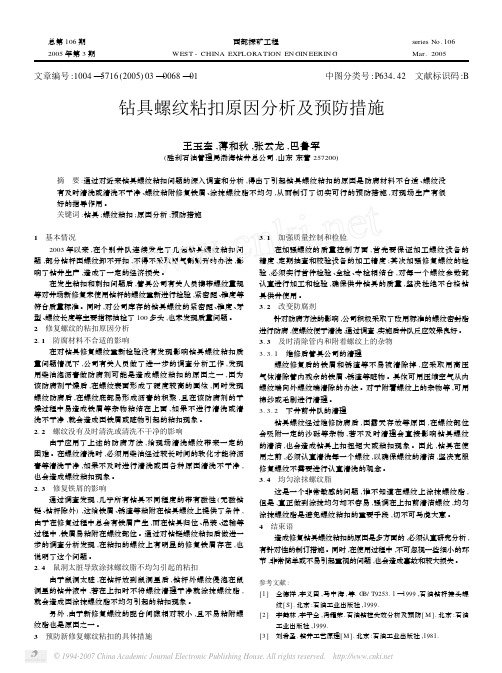
图 1 脱扣油管粘扣形貌
2.2 微观形貌 从粘扣油管内外螺纹上取样,用扫 描电镜对其进行微观分析。通过高倍扫描电镜观察发
收稿日期:2015-6-02 作者简介:黄世财(1982-),男,在读硕士,工程师,研究方向:完井试油技术及管理工作。
Copyright©博看网 . All Rights Reserved.
5 960 5 379
外螺纹第 1、3 扣粘扣,第 4~10 扣轻微粘扣;内螺 纹第 9 扣粘扣;修复 外螺纹第 1、2、4 扣粘扣; 内螺纹第 1、2、7、9、10 扣 粘扣;修复
3
5 374 5 609 粘扣未进一步扩展
4
5 290 5 254 粘扣未进一步扩展
图 2(b) 1B 试样螺纹根部第 1 扣导的主要原因之 一,会给油田生产造成经济损失[1-3]。抗粘扣性能差和现 场操作不当是导致油管粘扣的主要原因[4-6],油管抗粘扣 性能差与内、外螺纹接头配合不当、表面处理质量差等有 关[7],操作问题主要表现在碰伤、偏斜对扣、引扣不到位、 上扣速度快等[8]。
2 脱扣油管形貌分析
总 568 期第 7 期 2015 年 7 月
·能源与化学工程·
河南科技 Journal of Henan Science and Technology
Vol.568,No.7 Jul,2015
哈××井油管粘扣及脱扣原因分析
黄世财 1,2 刘易非 1 冯 辉 2 陶世军 2 曹 萍 3 曹银萍 4
(1.西安石油大学石油工程学院,陕西 西安 710065;2.中石油塔里木油田分公司,新疆 库尔勒 841000; 3.中石油宁夏石化公司,宁夏 银川 750026;4.西安石油大学机械工程学院,陕西 西安 710065)
修井作业中套管损坏原因分析及对策

修井作业中套管损坏原因分析及对策修井作业中套管损坏原因分析及对策摘要:各油田进入开发中后期,套管损坏情况十分严重,频繁的措施作业加剧了套管的损坏。
通过在施工作业中深入调查,分析了射孔作业,压裂酸化作业,机械整形施工,解卡作业,磨、铣、套作业,找漏、试压作业等不同施工作业中套管损坏原因。
指出采用如下方式来进行套管损坏预防:选择合理的射孔方式;加强对增产措施的管理;合理选择机械整形修套方式;慎用大负荷解卡技术;优选磨、铣、套工具,优化施工参数;注意每个保护套管的施工细节。
通过采用针对性的对策,采取有效措施,到达综合治理,预防套管损坏的目的。
关键词:套管损坏;修井;原因分析;对策随着河南油田的开采进入中后期,套管损坏井日益增多,套管损坏主要有套管缩径、套管破裂、套管漏失等。
由于套管损坏造成作业工作量增大和油井开采难度增加,也越来越影响了油田下步开发措施的进行。
1不同施工作业中套管损坏原因分析1.1射孔作业套管损坏段多数发生在射孔层段附近或射孔层段中,射孔方式不当会导致以下情况:①射孔作业时可能导致油层套管外固井水泥环破裂;射孔产生的瞬间高压可导致孔眼附近产生裂纹、裂缝,甚至使油层套管出现破裂。
这些裂纹、裂缝成为套管比拟薄弱的地方,在以后的采油或注水生产、作业增产措施中加速损坏。
②射孔深度误差过大或者误射,将泥页岩薄层射穿,使泥页岩受到侵入水浸泡而膨胀,从而导致套管受到径向挤压而变形。
③射孔方式选择不当,会影响套管强度。
高密度射孔,尤其是在低渗透地层采用高密度射孔方式,导致套管强度大幅降低,增加了后期套变可能。
1.2压裂酸化作业1〕大型压裂施工时井口压力一般到达70MPa,压裂目的层承压70~100MPa,通常N80套管内设计压力为65MPa,强度更低的套管或长时间生产的套管很容易产生破裂,如果压裂井段的固井质量不合格或者水泥环在压裂中出现裂缝,尤其是在套管接箍丝扣局部,是套管抗压的薄弱地方,很容易出现裂缝。
某井油管脱扣原因分析

张连 业 ,王双来 z ,彭 娜z
(1 中国石化西南油气分公司物资供应处 ,四川 成都 6 0 1 ; . 1 0 6 2 西安摩尔石 油工程实验室有限公 司 ,陕西 西安 7 0 6 . 1 0 5)
摘
要 :针对 某井用 @8 . mmx .5m 1 0钢级 N 89 64 m P 1 U油管脱扣事故进行深入 调查研究 ,对脱扣 的油 管进
行了宏观和微观形貌分析 ,对油管材质进行 了理化性能试验 ,对 该批次未使用 的油管接头试样 进行 了参数测量 。 通过试验分析和研究 ,认为油管接头材质及螺纹参数符合标准要求 ,油管脱扣属于低载荷滑脱失效 ,滑脱失效的 主要原因是 由于粘扣和上扣不到位导致接 头的连接强度大 幅度降低造成 ,而粘扣和上扣不到位的主要原因是上扣
某 井 下 作 业 公 司用 8 . mix .5mm P 89 n 64 10 1
钢级 NU新 油 管 对 一 口井 进 行 射 孔 及 压 裂 增 产 作
经有损 坏痕 迹 ,更 换新 油管 重新 上扣 。 该 批油 管现 场下射 孔管 串先进 行射 孑 引爆作 业 L 时 ,采油 树 振 动 明显 。第 二 天进 行 打 压试 破 作 业 . 油 管 压 力达 5 a 1MP ;第 三 天进 行 加 砂 压 裂 的前 置 阶段 ,油 管 内压 力 达 5 . MP ,作 业 采 用 从 油 管 22 a 和套管 同时 打压方 式进 行施压 ( 封 隔器 ) 无 。现 场进
a e o e s me p o u tl t b t o e s d B s d o h e tn n e e r h r s ls i i i e tfe h t i c r ft a r d c o , u ty t e . a e n t e t si g a d r s a c e u t , t s d n ii d t a n e h n u s b t h t r a n h t r a a a t r f t e t b n c n e t r a e p o a p i a l s e ii a i n, t e o h t e ma e i l a d t e h e d p r me e s o h u i g o n c o r u t p lc b e p c fc to h p l— u a l r s d fn d a o l a h e d srp i g c s ; a d t a h i a s s f r s c al r r u lo tf iu e i e i e s a l w—o d t r a ti p n a e n h tt e ma n c u e o u h a f i e a e u t r a a ln n n p r p i t h e d ma i g u f h o n c o , wh c e u ti r me d u e u to ft e h e d g li g a d i a p o ra e t r a k n — p o e c n e t r t i h r s l n te n o sr d c i n o h
管螺纹的失效原因与防范方法

管螺纹的失效原因与防范方法井用上水管道常用的连接方式有两种:一种是粘圈密封法兰盘连接,另一种是管螺纹联接。
其中管螺纹联接以其安装工艺简便和易下管的优势,得以广泛应用。
管螺纹在使用过程当中,由于受其本身及外界因素的影响,时常会发生各种故障,影响了正常的工作。
经过对失效管理进行调查和分析,发现失效部位大都发生在管螺纹联接处,表现出的失效形式主要有以下几种类型:丝扣粘连(粘扣)、丝扣渗漏、纹牙折断和联接处的管体裂纹等。
一、失效原因1、丝扣粘连丝扣粘连是指管道接箍处的螺纹发生了磨损破坏,使螺纹牙的形状及其尺寸发生了变化的一种失效形式。
磨损是粘扣的主要和直接原因,管螺纹的磨损主要有磨料磨损和复合磨损两大类。
井用管螺纹在联接和拆卸的旋进旋出过程中,各种杂物会不可避免地落于螺纹牙面和槽内,这些硬质颗粒状杂物对螺纹牙有切削和刮擦作用,从而引起联接表面材料的脱落而形成磨粒磨损。
管螺纹受到的载荷包括管道自重、旋紧接箍后预紧力产生的附加载荷、管道内流体介质内压所形成的轴向静载荷等。
这些载荷在管螺纹的螺纹牙表面产生较大的接触应力,使螺纹牙表面上的较大的承载凸峰产生粘着。
接触应力的变化,使粘着点切开而形成磨屑,磨屑在螺纹牙的接触面间成为磨料,继而出现磨料磨损,如此循环的结果是形成了新的复合磨损。
2、丝扣渗漏形成丝扣渗漏失效的最主要原因是腐蚀性磨损。
螺纹材料与管道内流质中的某些化学成分发生化学反应或电化学反应,生成的腐蚀物在螺纹牙表面粘附不牢而易脱落,新的螺纹牙表面继续与流体介质发生反应,如此过程的重复就形成了腐蚀性磨损。
螺纹牙的侧表面和牙顶经腐蚀磨损后,牙型发生变化,内外螺纹旋合外的径向间隙增大,导致渗漏。
3、螺纹牙折断管道自身的重量、管内流体介质的作用所产生的轴向载荷以及螺纹防松的预紧力均作用于管螺纹的螺纹牙上,腐蚀性磨损又会使螺纹牙的厚度尺寸减小、强度降低,当载荷大于螺纹牙的强度极限时,就会发生螺纹牙断裂。
二、失效的预防措施1、预防丝扣粘连采取的措施磨损是丝扣粘连的主要和直接原因,因此可采取下列预防措施:(1)采用喷镀技术(如刷镀铜)给管螺纹牙表面涂层,提高其耐磨性。
钻具螺纹粘扣原因分析及预防措施
文章编号:1004—5716(2005)03—0068—01中图分类号:P634142 文献标识码:B 钻具螺纹粘扣原因分析及预防措施王玉奎,薄和秋,张云龙,巴鲁军(胜利石油管理局渤海钻井总公司,山东东营257200)摘 要:通过对近来钻具螺纹粘扣问题的深入调查和分析,得出了引起钻具螺纹粘扣的原因是防腐材料不合适、螺纹没有及时清洗或清洗不干净、螺纹粘附修复铁屑、涂抹螺纹脂不均匀,从而制订了切实可行的预防措施,对现场生产有很好的指导作用。
关键词:钻具;螺纹粘扣;原因分析;预防措施1 基本情况2003年以来,在个别井队连续发生了几起钻具螺纹粘扣问题,部分钻杆因螺纹卸不开扣,不得不采取用气割割开的办法,影响了钻井生产,造成了一定的经济损失。
在发生粘扣和刺扣问题后,管具公司有关人员携带螺纹量规等对井场新修复未使用钻杆的螺纹重新进行检验,紧密距、锥度等符合质量标准。
同时,对公司库存的钻具螺纹的紧密距、锥度、牙型、螺纹长度等主要指标抽检了100多头,也未发现质量问题。
2 修复螺纹的粘扣原因分析2.1 防腐材料不合适的影响在对钻具修复螺纹重新检验没有发现影响钻具螺纹粘扣质量问题情况下,公司有关人员做了进一步的调查分析工作,发现用柴油泡沥青做防腐剂可能是造成螺纹粘扣的原因之一,因为该防腐剂干燥后,在螺纹表面形成了硬度较高的固体,同时发现螺纹防腐后,在螺纹底部易形成沥青的积聚,且在该防腐剂的干燥过程中易造成铁屑等杂物粘结在上面,如果不进行清洗或清洗不干净,就会造成因铁屑或赃物引起的粘扣现象。
2.2 螺纹没有及时清洗或清洗不干净的影响由于应用了上述的防腐方法,给现场清洗螺纹带来一定的困难。
在螺纹清洗时,必须用柴油经过较长时间的软化才能将沥青等清洗干净,如果不及时进行清洗或因各种原因清洗不干净,也会造成螺纹粘扣现象。
2.3 修复铁屑的影响通过调查发现,几乎所有钻具不同程度的带有磁性(无磁钻铤、钻杆除外),这给铁屑、锈渣等粘附在钻具螺纹上提供了条件,由于在修复过程中总会有铁屑产生,而在钻具归位、吊装、运输等过程中,铁屑易粘附在螺纹部位。
套管故障案例剖析
套管故障案例剖析全文共四篇示例,供读者参考第一篇示例:套管故障是钻井作业中常见的问题,一旦发生,会给作业带来不小的困扰和损失。
本文将针对套管故障案例进行剖析,总结出常见的故障原因及对应的应对措施,以期帮助钻井工程人员更好地预防和处理套管故障。
套管故障是指套管在钻井作业中发生的各种问题,如磨损、漏水、断裂等。
套管是固定在井壁上,起到支撑井壁、防止井壁塌陷以及控制井壁岩层流体的作用。
一旦套管出现故障,不仅会影响钻井作业的顺利进行,还可能导致重大的安全事故。
套管故障的原因有很多,主要包括以下几个方面:一是套管材质选用不当。
套管在钻井作业中需要承受高强度的压力和摩擦力,如果选用的材质强度不够或者容易氧化腐蚀,就容易导致套管的磨损和断裂。
二是套管安装不当。
套管的安装需要按照严格的程序和要求进行,如果操作不当或者安装不牢固,就容易导致套管的松动或者漏水。
三是套管受到外部损坏。
在钻井作业中,套管容易受到地层岩石的冲击,如果未能及时修补或更换,就会导致套管的磨损和断裂。
四是套管长期使用老化。
套管在长时间的使用过程中,会因为受到高温、高压等因素的影响,出现老化和变形,如果未及时更换就容易导致故障。
针对套管故障,钻井工程人员可以采取以下措施进行预防和处理:一是加强套管的质量控制。
在选材、生产和使用过程中要严格按照相关标准和规范进行,确保套管的质量达到要求。
二是加强套管的安装监督。
在套管的安装过程中要加强监督和检查,确保套管安装牢固、密封,以免出现问题。
三是定期检查维护套管。
对套管进行定期的检查和维护,及时发现并处理问题,避免发生故障。
四是及时更换老化套管。
对使用时间较长的套管要及时更换,以免因为老化导致故障。
在实际的钻井作业中,套管故障是一个比较常见的问题,但只要我们加强对套管的质量控制、安装监督和定期检查维护,就能够有效预防和处理套管故障,确保钻井作业的顺利进行。
希望本文对钻井工程人员在处理套管故障时有所帮助,也希望大家能够加强对套管故障的认识与预防意识,共同维护钻井作业的安全与高效。
生产套管试压作业中螺纹脱扣原因分析

生产套管试压作业中螺纹脱扣原因分析曹峰;刘庆;索航;李德君;姚欢;白强【摘要】通过对脱扣套管材料理化性能分析、宏观分析、微观分析,结合现场作业过程分析,得出导致套管脱扣的直接原因为粘扣,导致螺纹粘扣的原因有接箍钢级不符合标准要求、上扣作业中夹持位置不当以及管柱压力测试时压力值偏大。
还对规范下套管、试压作业程序、加强套管质量管理提供了意见与建议。
【期刊名称】《石油管材与仪器》【年(卷),期】2016(000)004【总页数】5页(P46-50)【关键词】套管;脱扣;粘扣;钢级;试验压力【作者】曹峰;刘庆;索航;李德君;姚欢;白强【作者单位】[1]中国石油集团石油管工程技术研究院,陕西西安710077;[2]中石油煤层气有限责任公司,北京100028;[3]中石油煤层气有限责任公司临汾分公司,山西临汾042200【正文语种】中文【中图分类】TE931.2某公司一口开发井,设计井深2 300 m,油层套管规格为139.70 mm×9.17 mm-N80Q-LC。
固井后按设计要求进行试压作业,试验压力30 MPa,保压30 min,无压降,结果符合设计要求。
后因故将试压工艺改为试验压力50 MPa,保压30 min,压降不超过0.5 MPa,按此要求进行了第二次试压作业,当压力提升至50 MPa时,井里传出一声巨响,压力迅速下降,油层套管环空有大量水涌出,疑似套管脱扣。
上提套管柱,发现由井口向下第25根套管(含2根短节)现场端脱扣,如图1所示。
随后下入打捞工具,捞出与失效套管相配合的接箍,如图2所示(由于打捞工具失效无法将工具从接箍内取出,因此将接箍纵向对称切开取出打捞工具)。
对脱扣套管的外螺纹部位与接箍进行彻底清洗,观察发现脱扣套管外螺纹粘扣严重,自第1扣至第21扣螺纹均出现了较为严重的粘扣,特别是第19扣至第21扣,螺纹牙型轮廓几乎无法辨识,如图3所示。
与之配合的接箍也出现了严重粘扣,如图4所示。
油套管圆螺纹连接粘扣的原因分析及预防讨论
油套管圆螺纹连接粘扣的原因分析及预防讨论油套管圆螺纹连接粘扣的原因分析及预防讨论【摘要】油套管因为多次的起出和下入,且工作环境较为恶劣,接箍与管体管端的螺纹连接容易出现粘扣的情况。
本文主要是介绍了接箍与管体的连接方式,分析产生粘扣的原因,探讨改善的方法。
【关键词】油套管粘扣螺纹油套管在石油勘探开采中使用较多,在每口油井从开钻到钻进再到完钻的过程中,根据不同情况下入套管管柱,以形成套管和钻孔之间的环形空间,最后通过水泥注入得到封固。
这样可以有效的避免开孔塌陷、变形、错位和泄漏等,从而维持油井的正常工作及长期运行。
每口井使用的套管数量都是上百个,甚至有深井中的上千个,管柱之间靠接箍连接,而只要有任何一支接箍或者管出现问题,都会导致整口井报废,造成巨大的损失。
油管是在油井内下入到套管的管柱,其作用是为了保证原油的输送,在实际操作中,可能进行起出和下入等操作,如果操作的次数达到十几次或者更多,就容易造成螺纹粘扣。
油套管在勘探中的用量极大,约为所有使用油井管的80~90%,而油罐约占油套管总量的五分之一,需求量也非常大。
油井之间存在着很大的差别,地址与油层结构的复杂造成了生产原油的形态不一,在流动性、腐蚀性以及自喷能力上都存在差别,还有原油因CL-,CO2离子和H2S等造成很强的腐蚀性,这就需要通过管柱进行注高压水、注酸压裂、注蒸汽以及井下加热等操作,且井深的还存在浅井、深井、超深井的区别。
原油的集输都是通过油管来完成,油管之间的连接是通过螺纹连接,这就对油管自身的强度、刚度、耐磨性和抗腐蚀能力,且对连接的强度和密封性都有较高的要求。
特殊的工作环境下的油管更要有特殊的性能要求。
油管所处的工作环境复杂,就需要有严格的材质和苛刻的技术条件要求。
1 螺纹粘扣形成的原因分析1.1 螺纹连接介绍油套管管柱与接箍的连接时通过内外螺纹连接,油管端为外螺纹,接箍端为内螺纹。
采用这种螺纹连接的优势在于有足够的连接强度,性能稳定且能较好密封。
油套管螺纹粘扣原因分析及研究现状

ldl Ⅲ 蒯
S
油套管最常见的失效形式之一。由于粘扣直接影响 油 套管 管柱 结构 的几 何 尺寸及 密 封 的完整 性 。所 以 是油套管现场使用中的大忌。油套管抗粘扣性能是 考 核 、衡 量 油套 管产 品实 物质 量水 平 的重要 性 能指 标 ,也成为 比较各油套管制造厂产品技术质量水平
2 8
凇 与珊
要是 通过 有 限元分 析软 件和 实验相 结合 的方 法对 螺 纹 连接部 位 的应 力分 布进行 研究 ,针对 A I 准 的 P标 螺 纹提 出了 去 除起 始螺 纹 毛刺 ,控 制接 箍 椭 圆度 , 提 高螺纹 表 面质量 ,螺纹 锥度 、螺 距 、齿高 、紧密 距 “ 帽子套 小头 ” 大 的合 理匹 配等方 法 。该方 法 在实
马刘宝 (9 0 ) 1 8 一 ,男 ,硕 士 ,工程师 ,主要从 事油井 管加工及研究工作 。
艺 ,管体 和接箍 的化学成分 、力学性能 、螺纹参 数 、表面处理 、螺纹脂、上卸扣操作等都完全符合
钢 管 2 1 年 6月 第 4 01 0卷第 3 期
S TEEL PI J n 2 1 PE u . 01 ,Vo. 0,No 3 14 .
眦 邶 Ⅱ n 肌 U 螂 的各 , a q 失效机理的研究 ,分析 了油套管螺纹在制 造厂加工装配和油 田现场使用过程 中螺纹发生粘扣∞ 种原 因 ,介 现象
绍了 目前 国内外抗粘扣技术 的研究现状 ,探讨 了进一步研究的方向。
关键 词 :油套管 ;螺纹 ;粘扣 ;研究现状 ;原因 ;分 析 中图分类号 :T 9 1. 文献标志码 :B 文章编号 :10 — 3 12 1 ) 3 0 2 — 4 E 3 2 0 12 1(0 10— 07 0
脱扣原因分析报告

脱扣原因分析报告引言脱扣是指产品或设备中的扣件或连接件脱落,从而导致产品或设备失去正常功能或产生故障。
本报告旨在深入分析脱扣的原因,并提出相应的解决方案,以减少脱扣事件的发生。
背景脱扣是一个常见的问题,不仅在日常生活中会出现,也在工业生产中经常发生。
脱扣现象会导致安全隐患和经济损失,特别是在汽车、飞机和机械设备等领域。
分析方法为了全面分析脱扣的原因,我们采用了如下的分析方法:1.调查和收集脱扣事件的相关信息和数据;2.对脱扣事件进行分类和归纳,识别常见的脱扣类型;3.分析脱扣事件发生的频率和时间;4.探索可能的脱扣原因,并对其进行验证;5.根据分析结果,提出相应的解决方案。
脱扣的常见原因通过对大量脱扣事件的调查和分析,我们总结了以下常见的脱扣原因:1.材料问题:使用低质量或不合适的材料可能导致脱扣。
例如,如果使用的材料强度不足,扣件或连接件可能无法承受正常的载荷或振动,从而导致脱扣。
2.设计问题:不合理的设计可能导致应力集中或材料疲劳,进而引发脱扣。
例如,设计上的孔洞或凹槽可能集中了应力,导致扣件脱落。
3.加工问题:加工过程中的错误或不当操作可能导致脱扣。
例如,加工时没有正确锁紧扣件,或者焊接过程中产生了气泡或裂纹,都有可能导致脱扣。
4.维护不当:不合理的维护方法或频率可能导致脱扣。
例如,不定期检查和紧固扣件,或者使用过多的润滑剂可能导致扣件脱落。
5.环境因素:环境条件的改变也可能引起脱扣。
例如,温度的变化、湿度的增加、强烈的振动和冲击等都可能导致脱扣。
解决方案针对上述的脱扣原因,我们提出了以下解决方案:1.材料选择和质量控制:使用高质量的材料,并进行严格的质量控制,以确保材料的强度和耐久性。
2.设计优化:在产品设计阶段,考虑到扣件或连接件的应力分布和疲劳情况,避免应力集中的设计缺陷。
3.加工规范和操作培训:确保加工过程中遵循正确的规范和操作步骤,如正确锁紧扣件、避免焊接缺陷等。
4.定期维护和检查:建立定期的维护和检查制度,包括检查扣件是否紧固、是否有松动等,并根据情况进行维护和修复。
某井N80-Q油管粘扣及脱扣的分析

其中3 号和 5 号为脱扣后落井 的失效油管试样 。所 取的5 根油管样 品螺纹接头形貌情况见表 l 。
2 螺纹 、螺纹脂和 力学性 能检测
李 磊 (9 3 ) 1 8 一 ,男 ,硕 士 ,主要从事油井 管方面 的
21 螺 纹测 量 .
研究 工作 。
依 据 A I p c5 P e B、5 T标 准 [2 求 ,对 现场 S C _ _要
最低连接强度为 6 51 N 150 is。因此 , 4 .4k (4 . kp ) 0 该油管接头连接强度符合 A I u 5 2 P l C 标准要求。 B
在复合加载试验系统上对试样组合 1 、2 z z和
3 z进 行 拉伸 至失 效 试 验 ,试 验 温 度 为 室 温 ,试 验 方 法 参考 A IR C P P5 5标准 中 的有 关 规 定 。试 验结
年 4月 1 日,起 出通井 油 管 ,发 现有 8根 油 管 螺 0
齐整 .如 图 2所示 。本文将 对 此事 故进 行分 析 。
1 宏 观 分 析
在发生 油管粘扣 和脱扣事 故 的现场共取样 5
纹 有不 同程 度 的损坏 ,其 中 4根 油管外 螺 纹端 的中 部 螺 纹 缺 损 ,4根 油 管 接 箍 内螺 纹 的 中部 螺 纹 缺
f r d.t o Mo e v r s s e tc t s sa e c r i d o tt h k o me o . r o e . y t ma i e t r a re u o t e ma e& b e k p ro ma c n h e sl r p ry r a e f r n e a d t e t n i p o e t e o e t b n s Ba e o h e u t f h b v n i n d a a y i n e t ,i i d n i e t h a ln a l i f h u i g . s n t e r s lso e a o e me to e n l s sa d t s s t si e tf d t e g li gf u t s t t i ha t e u e v ma o e a i n a d t e mp O tf u t sr s l d i y r d c i n o e c n e t n s r n t sf l wi g a s d b l p r to . n h u . U a l i e u t n b e u to ft o n c i te g h a o l n e h o o t e g li g wh c a o h n o d t h h e d p o e sn u lt n t ra ft e t b n s t a r n h a ln , i h h s n t i g t o wi t e t r a r c s i g q a i a d ma e i l o h u i g h ta e i h y c mp i n e wi p lc b e s a d r e u r me t . o l c t a p i a l t n a d r q ie n s a h
139.7 mm×7.72 mm J55 LC套管脱扣原因分析

PETROLEUMTUBULARGOODS&INSTRUMENTS第一作者简介:李振兴ꎬ男ꎬ1982年生ꎬ工程师ꎬ2005年毕业于西安石油大学机械设计制造及自动化专业ꎬ获学士学位ꎬ现从事油套管螺纹加工及油套管使用技术服务工作ꎮE ̄mail:lvshuanlu@163.com失效分析与预防139.7mmˑ7.72mmJ55LC套管脱扣原因分析李振兴1ꎬ吕拴录2(1.衡阳华菱钢管有限公司㊀湖南㊀衡阳㊀421001ꎻ2.中国石油大学㊀北京㊀102249)摘㊀㊀要:139.7mmˑ7.72mm套管下井过程中发生了脱扣事故ꎬ对该脱扣套管的现场使用情况进行了调查分析ꎬ并对该套管的脱扣螺纹外观形貌作了宏观分析ꎻ从该套管上取样试验分析了其材料的化学成分和力学性能ꎮ检验分析结果表明ꎬ套管上扣过程中发生严重错扣和粘扣ꎬ使套管连接强度大幅度降低ꎬ最终发生脱扣ꎮ套管错扣和粘扣主要与现场对扣㊁引扣和上扣操作方法不当有关ꎮ关键词:套管ꎻ脱扣ꎻ上扣ꎻ粘扣ꎻ错扣中图法分类号:TE925.2㊀㊀㊀㊀文献标识码:A㊀㊀㊀㊀文章编号:2096-0077(2018)05-0058-03DOI:10.19459/j.cnki.61-1500/te.2018.05.016CauseAnalysisof139.7mmˑ7.72mmJ55LCCasingTrippingLIZhenxing1ꎬLYUShuanlu2(1.HengyangValinSteelTubeCo.Ltd.ꎬHengyangꎬHunan421001ꎬChinaꎻ2.ChinaUniversityofPetroleumꎬBeijing102249ꎬChina)Abstract:Thetrippingaccidentoccurredduringthe139.7mmˑ7.72mmcasingdownholeprocess.Thefieldusageofthetrippingcasingwasinvestigatedandanalyzedꎬtheappearanceofthetrippingthreadofthecasingwerealsoanalyzedmacroscopicallyꎬthechemicalcompo ̄sitionandmechanicalpropertiesofthecasingmaterialwereanalyzedbysamplingtest.Thetestandanalysisresultsshowedthatthecasingjumpedoutbecauseofitsjointstrengthreducedlargelyduetoseveregallingandwrongthreadengagementintheprocessofcasingbuckleꎬwhichwascausedbywrongmethodsofstabbingꎬstrapꎬandmakeupduringcasingrunning.Keywords:casingꎻjumpoutꎻmakeupꎻgallingꎻwrongthreadengagement0㊀引㊀言某井完钻井深2194.76mꎬ下套管时的钻井液密度为1.15g/cm3ꎮ当139.7mmˑ7.72mmJ55LC套管下至2121.88m(井内下入192根ꎬ场地剩余4根)ꎬ司钻上提套管ꎬ内外钳工打开吊卡时ꎬ发生套管脱扣事故ꎬ悬重由290kN降至20kNꎮ起钻发现第21根套管现场端外螺纹接头脱扣ꎬ落鱼1890.83mꎬ鱼顶位置井深303.93mꎬ鱼头为脱扣的第22根套管接箍现场端内螺纹接头ꎮ起出全井套管ꎬ发现其它套管也存在粘扣ꎬ套管接箍外壁留下了很深的钳牙印痕ꎮ该井下套管没有采用对扣器和引扣钳ꎬ而是采用悬绳引扣至剩余2~3扣ꎬ再采用套管钳紧扣ꎮ所用的套管动力大钳有快档和慢档两档速度ꎬ动力钳通过压力表间接地显示扭矩ꎬ套管上扣没有采用扭矩仪ꎮ现场先采用快档速度拧紧ꎬ最后采用慢档速度紧扣ꎮ由于套管动力钳名牌丢失ꎬ压力表损坏ꎬ实际上扣速度和上扣扭矩不详ꎮ所用螺纹脂没有型号及等级标识ꎮ1㊀试验分析1.1㊀套管脱扣形貌分析第21根套管现场端脱扣外螺纹接头丝扣外观形貌如图1所示ꎮ从图1可知ꎬ外螺纹接头丝扣严重粘扣ꎬ其中第15~21扣螺纹已经发生严重错扣ꎮ第22根套管接箍现场端脱扣内螺纹接头丝扣外观形貌如图2所示ꎮ从图2可知ꎬ接箍现场端内螺纹第1~8扣螺纹发生错扣ꎬ第9~20扣螺纹发生粘扣ꎬ其余螺纹没有上扣配合痕迹ꎮ虽然第22根套管接箍现场端脱扣内螺纹接头也曾经与85 2018年10月㊀李振兴等:139.7mmˑ7.72mmJ55LC套管脱扣原因分析对扣打捞的短套管外螺纹接头配合ꎬ但第21根套管现场端脱扣的外螺纹接头和第22根套管接箍现场端脱扣的内螺纹接头错扣位置基本对应ꎬ这进一步说明两者在上扣连接过程中已经发生错扣ꎮ图1㊀第21根套管现场端脱扣外螺纹接头丝扣外观形貌(此内螺纹接头曾经与第21根套管外螺纹接头和对扣打捞的短套管外螺纹接头上扣配合)图2㊀第22根套管接箍现场端脱扣内螺纹接头丝扣外观形貌套管接箍外壁现场上扣端留下的很深的钳牙印痕ꎬ如图3所示ꎮ1.2㊀理化试验从发生脱扣的第21根套管本体上取化学成分试样㊁拉伸试样和冲击试样ꎬ分别进行化学成分㊁拉伸性能和冲击韧性试验ꎮ其化学成分试验结果见表1ꎬ拉伸性能和冲击韧性试验结果见表2ꎮ图3㊀接箍外壁钳牙印痕(不是脱扣的接箍)表1和表2的试验结果表明ꎬ发生脱扣的第21根套管本体材料的化学成分和力学性能符合APISpec5CT标准的要求ꎮ2㊀套管脱扣原因分析套管接头粘扣是由于内㊁外螺纹配合面金属摩擦干涉ꎬ表面温度急剧升高ꎬ使内㊁外螺纹表面发生粘结ꎮ由于上㊁卸扣过程中内㊁外螺纹表面有相对周向位移ꎬ粘扣常伴有金属迁移ꎮ套管接头粘扣与本身的抗粘扣性能和使用操作有关ꎮ2.1㊀错扣导致套管连接强度大幅度降低粘扣会降低套管接头的密封性能和承载能力ꎬ甚至导致脱扣ꎮ错扣会严重破坏套管螺纹接头轮廓形状ꎬ错扣对套管接头的密封性能和承载能力的影响超过了相同条件下粘扣的影响[1]ꎮ该井脱扣的套管内外螺纹接头已经严重错扣和粘扣ꎬ其接头连接强度已经大幅度降低ꎮ套管脱扣位置所受浮重为400kN(1890.83ˑ(1-1.15/7.8)ˑ25.3ˑ9.8/1000)ꎬ仅有套管连接强度(1096kN)的36.5%ꎮ这充分说明套管严重错扣和粘扣后连接强度大幅度降低ꎮ另外ꎬ上提速度越快ꎬ加速度越大ꎬ使套管柱承受额外的拉伸载荷越大ꎮ当司钻上提套管时会对套管柱施加一定的加速度ꎬ从而使套管承受一定的额外拉伸载荷ꎬ最终诱发套管柱从薄弱环节脱扣ꎮ2.2㊀与使用操作有关的粘扣因素表1㊀套管材料化学成分(质量分数)%元素CMnSiSPCrNiCuMoVAlTi含量0.381.480.260.0060.0150.0470.0230.0580.0040.0030.0050.002APISpec5CT规定---ɤ0.030ɤ0.030-------95 2018年㊀第4卷㊀第5期表2㊀力学性能试验结果性能指标屈服强度Rt0.5/MPa抗拉强度Rm/MPa延伸率/%5mmˑ10mmˑ55mm试样冲击功CVN/J试验结果46270927.03045770829.529APISpec5CT规定379~552ȡ517ȡ20-2.2.1㊀对扣套管下井不使用对扣器ꎬ内㊁外螺纹接头容易碰撞损伤ꎬ容易产生偏斜对扣ꎬ如图4所示ꎻ对扣速度过快ꎬ容易使接头承受冲击载荷ꎬ损伤螺纹接头ꎬ在上㊁卸扣过程中发生粘扣ꎻ偏斜对扣会使内㊁外螺纹接头不同轴ꎬ仅有局部区域接触ꎬ最终导致螺纹接头在上㊁卸扣过程中发生粘扣[2]ꎮ图4㊀不使用对扣器偏斜对扣示意图该井下套管没有使用图4中的对扣器ꎬ容易损伤螺纹接头ꎬ导致粘扣和错扣ꎮ2.2.2㊀引扣套管内㊁外螺纹接头对扣之后ꎬ内㊁外螺纹牙顶处于接触状态ꎬ如图5所示ꎻ要通过引扣才能使内㊁外螺纹处于正常的啮合状态ꎮ如果不引扣ꎬ或者引扣不到位在后续的上扣过程很容易错扣和粘扣[3]ꎮ图5㊀内㊁外螺纹接头对扣示意图该井没有配备引扣钳ꎬ采用悬绳引扣ꎮ由于悬绳引扣速度很快ꎬ无法保证引扣质量ꎬ很容易导致套管发生严重粘扣和错扣ꎮ2.2.3㊀上扣速度在上扣速度过快的情况下ꎬ即使引扣到位ꎬ外螺纹沿着内螺纹的螺旋牙槽旋进时也会产生附加的冲击载荷ꎬ这就很易损伤螺纹ꎬ导致粘扣ꎮ如果偏斜对扣ꎬ并且未引扣或引扣不到位ꎬ快速上扣更容易导致粘扣和错扣[4]ꎮ该井采用悬绳引扣之后ꎬ先采用快档速度拧紧ꎬ最后采用慢档速度紧扣ꎮ高速上扣很容易使套管发生粘扣ꎮ2.2.4㊀背钳加持位置套管在上扣过程中背钳应当夹持在接箍下半段ꎬ否则ꎬ接箍现场上扣端容易加持变形ꎮ该井套管接箍上留下的钳牙印痕表明ꎬ在上扣过程中背钳并没有加持在接箍下半部分ꎮ这就会导致套管接箍现场上扣端夹持变形ꎬ容易导致套管粘扣和错扣ꎮ另外ꎬ接箍外壁钳牙印痕根部存在应力集中和腐蚀集中ꎬ在使用过程中容易发生接箍纵向开裂事故ꎮ2.3㊀套管抗粘扣性能套管本身的抗粘扣性能是由螺纹接头加工精度和表面处理质量等决定的ꎮ该脱扣套管本体材料的理化性能合格ꎬ且该批套管在其它油田使用过程中没有发生粘扣ꎮ由此推断ꎬ套管本身抗粘扣性能合格ꎮ3㊀结㊀论1)139.7mmˑ7.72mmJ55LC套管在下井上扣过程中发生严重错扣和粘扣ꎬ导致套管连接强度大幅度降低ꎬ最终从套管柱第21根套管螺纹部位发生脱扣ꎮ2)139.7mmˑ7.72mmJ55L套管错扣和粘扣主要是现场对扣㊁引扣和上扣操作方法不当所致ꎮ参考文献[1]吕拴录.套管抗内压强度试验研究[J].石油矿场机械ꎬ2001ꎬ30(Sl):51-55.[2]吕拴录ꎬ袁鹏斌ꎬ张伟文ꎬ等.某井N80钢级套管脱扣和粘扣原因分析[J].钢管ꎬ2010ꎬ39(5):57-61.[3]腾学清ꎬ吕拴录ꎬ宋周成ꎬ等.某井特殊螺纹套管粘扣和脱扣原因分析[J].理化检验ꎬ2011ꎬ47(4):261-264.[4]吕拴录ꎬ贾立强ꎬ樊文刚ꎬ等.进口339.7mm套管在固井过程中脱扣原因分析[J].理化检验-物理分册ꎬ2012ꎬ48(2):130-136.(收稿日期:2017-12-24㊀㊀编辑:葛明君)06 2018年10月。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
∰ ∰ˇ ∳∰ ‟ ∳ ∰‟
1, ˋ ∰ 1, ≏ ∰∳∰ 1, ∳ ˋ ∰ ∲ ≏ ∰ 2, ∳∰ 3 ( , , ; 1 . D r i l l i n e c h n o l o f f i c eo fT a r i mO i l F i e l d T a r i m8 4 1 0 0 0 C h i n a gT g yO , ; 2 .M e c h a n i c a l a n dE l e c t r i c a lE n i n e e r i n I n s t i t u t eo fC h i n aU n i v e r s i t fP e t r o l e u m, B e i i n 0 2 2 4 9 C h i n a g g yo j g1 ’ , ’ , ) 3 . X ia nM a u r e rP e t r o l e u mE n i n e e r i n a b o r a t o r ia n7 1 0 0 6 5 C h i n a g gL y X
w e r e a n a l z e d . I tw a sc o n s i d e r e dt h a t t h et r i i n n dg a l l i n f t h ep r e m i u mc o n n e c t i o nc a s i n sw e r er e l a t e dt o y p p ga go g , , a b n o r m a l o e r a t i o nd u r i n u n n i n o w nc a s i n . T h ep i nt h r e a d t o r u es h o u l d e r a n dm e t a l t om e t a l s e a l a r e ao f p gr gd g q t h e c a s i n o n n e c t i o nw i t h o u t t h r e a dp r o t e c t o rw e r e e a s i l a m a e dd u r i n u n n i n o w nc a s i n . I n c l i n e s t a bc o u l d gc yd g gr gd g t a k ep l a c e a s t h e s t a b b i n r o t e c t o rw a sn o tu s e dd u r i n t a b b i n o rm a k eu .M a k i n th i hs e e dw i t h o u t gp gs gf p gu pa g p l e a d i n oe n a e m e n tc o u l dr e s u l ti ng a l l i n n dw r o n h r e a de n a e m e n t .O n c eg a l l i n n dw r o n h r e a d gt g g ga gt g g ga gt , , e n a e m e n t a e a r e dt h et e n s i o ns t r e n t ho fc a s i n o n n e c t i o nw o u l db er e d u c e dg r e a t l n dt r i i n c c i d e n t g g p p g gc y a p p ga c o u l do c c u r a s t h e c a s i n t r i n a s l i f t e du . gs gw p
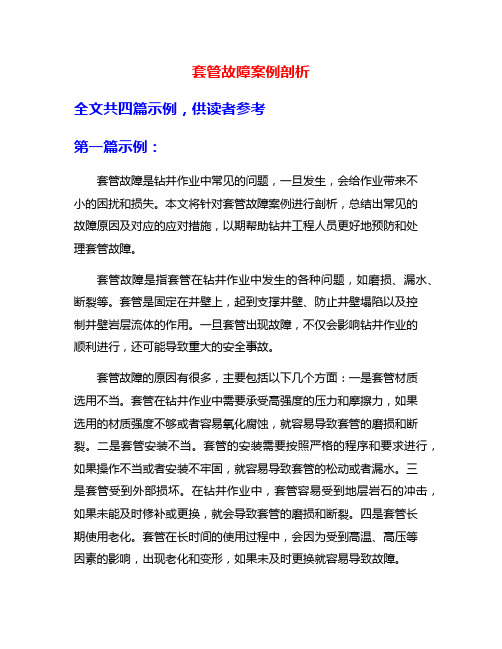
: ; ; ; ; ˙∑‟ c a s i n r e m i u mc o n n e c t i o n t r i i n a l l i n w r o n t h r e a de n a e m e n t g p p p g g g g g g æ 1 7 7 . 8mmˑ 1 0 . 3 6mm1 1 0 特殊螺纹 某井下 套管时 发 生 了 脱 扣 和 粘 扣 事 故, 事 故 情 况 如 下: 当特殊螺纹套管下至 2 0 0 6年 1 1月 7 日零点 4 0 分, 第8 发现扭矩异常, 扭矩达到 1 6根时, 53 0 0N·m 时动力切断, 监控的计算机屏幕上显示的上扣曲线 图形与特殊螺纹套管的上扣扭矩曲线不同, 而与普
: ≏‟ ˇ ∑ˇ T r i i nபைடு நூலகம்n dg a l l i n r e a s o n s f o r 1 7 7 . 8m mˑ 1 0 . 3 6m m1 1 0p r e m i u mc o n n e c t i o n c a s i n s i n aw e l l p p ga g g
对某井 认 摘 要: 1 7 7 . 8mmˑ 1 0 . 3 6mm1 1 0特殊螺纹接头套管脱扣和粘扣原因进行了分析, 为套管是在严重粘扣之后才发生脱扣的, 套管严重粘扣主要与下井操作不当有关。 在套管起吊过 程中没有螺纹保护器保护的套管接头螺纹、 扭矩台肩和密封面容易被损伤, 不使用对扣器直接对扣 不引扣而直接开动套管钳高速上扣很容易导致粘扣和错扣; 一旦严重粘扣和错 容易导致偏斜对扣; 扣, 套管接头连接强度就会大幅度下降, 最终导致套管在上提过程中发生脱扣事故。 套管; 特殊螺纹接头; 脱扣; 粘扣; 错扣 关键词:
中图分类号: ( ) T E 8 7 3 B 1 0 0 1 4 0 1 2 2 0 1 1 0 4 0 2 6 1 0 4 文献标志码: 文章编号:
ˋ ‟≏ ∰∯ ‟ ∳ ‟∰ ∑ ∳ ∳ ∰ ∰ ∯ ∯ ∳ ∰ ∢ ∑∭ ∳ ˋ ∭ æ ’ ’ ∳ ∰ ⇌∯ ∯
✕
12, ❋ ˋ ∳ ∰ 1, ˋ∰ ∯ ˋ ⦠ ˈ 1, ⇌ ˋ ∳∰ ˈ ,
某井特殊螺纹套管脱扣和粘扣原因分析
2 滕学清1, 吕拴录1, , 宋周成2, 白登相2, 孙吉军2, 吴富强2, 张 锋2, 李 江3
( 塔里木 8 ; 北京 1 ; 1 .塔里木油田 钻井技术办公室, 4 1 0 0 0 2 .中国石油大学 机电工程学院, 0 0 2 4 9 西安摩尔石油工程实验室 , 西安 ) 3 . 7 1 0 0 6 5