QCT4-1992汽车产品图样及设计文件采用与更改办法
汽车行业所有标准-QCT
230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262
QC/T 76.4-1993 QC/T 76.5-1993 QC/T 76.7-1993 QC/T 76.8-1993 QC/T 76.9-1993 QC/T 14-1992 QC/T 15-1992 QC/T 16-1992 QC/T 198-1999 QC/T 199-1995 QC/T 200-1995 QC/T 207-1996 QC/T 218-1996 QC/T 220-1996 QC/T 222-1997 QC/T 223-1997 QC/T 225-1997 QC/T 226-1997 QC/T 227.1-1997 QC/T 227.2-1997 QC/T 228.10-1997 QC/T 228.1-1997 QC/T 228.2-1997 QC/T 228.3-1997 QC/T 228.4-1997 QC/T 228.5-1997 QC/T 228.6-1997 QC/T 228.7-1997 QC/T 228.8-1997 QC/T 228.9-1997 QC/T 229-1997 QC/T 231-1997 QC/T 23-1992
65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97
QC/T 340-1999 QC/T 343-1999 QC/T 344-1999 QC/T 345-1999 QC/T 346-1999 QC/T 350-1999 QC/T 354-1999 QC/T 355-1999 QC/T 356-1999 QC/T 357-1999 QC/T 362-1999 QC/T 363-1999 QC/T 364-1999 QC/T 368-1999 QC/T 371-1999 QC/T 372-1999 QC/T 373-1999 QC/T 374-1999 QC/T 375-1999 QC/T 376-1999 QC/T 377-1999 QC/T 382-1999 QC/T 385-1999 QC/T 386-1999 QC/T 387-1999 QC/T 388-1999 QC/T 39-1992 QC/T 40-1992 QC/T 407-1999 QC/T 408-1999 QC/T 410-1999 QC/T 411-1999 QC/T 41-1992
汽车行业所有标准-QCT
230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262
QC/T 76.4-1993 QC/T 76.5-1993 QC/T 76.7-1993 QC/T 76.8-1993 QC/T 76.9-1993 QC/T 14-1992 QC/T 15-1992 QC/T 16-1992 QC/T 198-1999 QC/T 199-1995 QC/T 200-1995 QC/T 207-1996 QC/T 218-1996 QC/T 220-1996 QC/T 222-1997 QC/T 223-1997 QC/T 225-1997 QC/T 226-1997 QC/T 227.1-1997 QC/T 227.2-1997 QC/T 228.10-1997 QC/T 228.1-1997 QC/T 228.2-1997 QC/T 228.3-1997 QC/T 228.4-1997 QC/T 228.5-1997 QC/T 228.6-1997 QC/T 228.7-1997 QC/T 228.8-1997 QC/T 228.9-1997 QC/T 229-1997 QC/T 231-1997 QC/T 23-1992
65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97
QC/T 340-1999 QC/T 343-1999 QC/T 344-1999 QC/T 345-1999 QC/T 346-1999 QC/T 350-1999 QC/T 354-1999 QC/T 355-1999 QC/T 356-1999 QC/T 357-1999 QC/T 362-1999 QC/T 363-1999 QC/T 364-1999 QC/T 368-1999 QC/T 371-1999 QC/T 372-1999 QC/T 373-1999 QC/T 374-1999 QC/T 375-1999 QC/T 376-1999 QC/T 377-1999 QC/T 382-1999 QC/T 385-1999 QC/T 386-1999 QC/T 387-1999 QC/T 388-1999 QC/T 39-1992 QC/T 40-1992 QC/T 407-1999 QC/T 408-1999 QC/T 410-1999 QC/T 411-1999 QC/T 41-1992
QCT497汽车风窗玻璃电动刮水器技术条件
QC/T44—1997本标准是QC/T44—92《汽车风窗玻璃电机刮水器技术条件》的修订版。
本标准主要参考了ISO9619《轿车风窗玻璃刮水器试验》、SAEJ198《载货汽车、客车和多用途车辆风窗玻璃刮水器》、SAEJ903C《轿车风窗玻璃刮水器》、JISD5710《汽车用刮水器刮片和刮杆》等同类国际标准和国外先进标准。
本标准对QC/T44—92主要技术内容作了如下修改(章、条系QC/T44—92的章、条):――4.4.1耐温性(温度条件:-18°C);——4.4.2刮刷频率(相邻两频率之差不应低于15次/min);——4.4.3停位角(删除“停位角应小于10°”);——4.4.6耐振性(删除耐振性要求)。
本标准的附录A是标准的附录。
本标准由机械工业部汽车工业司提出。
本标准由全国汽车标准化技术委员会归口。
本标准由武汉汽车车身附件研究所负责起草。
本标准主要起草人:侯少俊、孔少平。
本标准于1981年首次发布、1992年11月第一次修订、1997年11月第二次修订。
本标准由全国汽车标准化技术委员会负责解释。
中华人民共和国汽车行业标准QC/T44—1997代替QC/T44—92汽车风窗玻璃电动刮水器技术条件1范围本标准规定了汽车风窗玻璃电动刮水器的技术要求、检验和试验方法、标志、标签和包装。
本标准适用于汽车风窗玻璃电动刮水器。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
在本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB2828—1987逐批检查计数抽样程序及抽样表(适用于连续批的检查)JB2864—1981汽车用电镀层和化学处理层JB4159—1985热带电工产品通用技术要求。
QC/T46—1992汽车风窗玻璃电动刮水器型式与尺寸QC/T29090—1992汽车用刮水电动机技术条件3定义本标准采用下列定义。
中华人民共和国汽车行业标准QCT43—92
中华人民共和国汽车行业标准QC/T 43—92代替JB 3035—81汽车风窗玻璃气动刮水器技术条件1 主题内容与适用范围本标准规定了汽车风窗玻璃气动刮水器(以下简称刮水器)技术要求、试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于汽车用风窗玻璃气动刮水器,其他机动车辆气动刮水器,也可参照使用。
2 引用标准GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)QC/T 45汽车风窗玻璃气动刮水器型式与尺寸QC/T 44汽车风窗玻璃电动刮水器技术条件JB 2864汽车用电镀层和化学处理层JB 4159热带电工产品通用技术要求3 术语风窗玻璃气动刮水器风窗玻璃气动刮水器是指由气压驱动的风窗玻璃刮水器。
4 技术要求4.1 刮水器应符合本标准的要求,并按经规定程序批准的图样和技术文件制造。
4.2 结构4.2.1 刮片与刮杆、刮杆与刮水器轴的连接应紧固可靠,拆装方便;在使用过程中不得发生松动和明显变形。
4.2.2 刮水器轴与轴套间应密封良好,不得渗水。
4.2.3 同型号产品刮片和刮杆、刮杆和刮水器轴的连接应具有互换性,装配后的产品仍符合4.4.3和4.4.4的要求。
4.3 外观4.3.1 刮水器金属件必须经防腐蚀处理,或使用具有耐腐蚀性的材料制造。
4.3.2 刮水器金属件油漆层、塑料喷涂层应均匀,无气泡、堆积、溢流现象。
4.3.3 电镀部分应镀层均匀,不得露出基底,无明显裂纹和其他有害缺陷。
4.3.4 铸件表面应无铸造缺陷。
4.3.5 刮片胶条表面应光滑、平整,无伤痕、裂纹,刮刃无缺口。
4.4 性能要求4.4.1 密封性4.4.1.1 在规定最大工作气压下,刮水器固定密封(连接缝及一切堵口)不得漏气。
4.4.1.2 刮水器活动密封(密封圈、皮碗及开关)应能保证刮水器150×l04次刮刷循环耐久性的要求。
4.4.2 耐温性刮水器在-40~65℃温度范围内应能正常工作,并能通过5.6.2和5.6.3所规定的试验。
产品图样及设计文件编号原则

JB/T5054.4-2000产品图样及设计文件编号原则发布日期:2005-10-14 来源:中国防爆网浏览次数:7362前言本标准根据企业中实施计算机辅助设计(CAD)的需要,参照GB/T 17825.3—1999,《CAD文件管理编号原则》的规定,对JB/T 5054.4-1999《产品图样及设计文件编号原则》(原ZB/T J01 035.4-90)进行了修改与调整:1.增加了第3章“基本原则”,原第3章调为第4章“一般要求”。
2.增加了不同介质CAD图或设计文件的编号应与企业计算机辅助管理信息分类编码相协调的要求;3.附录A为“提示的附录”,名称改为“常用设计文件尾注号”并增加了设计决策阶段的设计文件及“早期故障分析”等文件的尾注号。
本标准自实施之日起代替JB/T 5054.4-1999。
本标准由全国技术产品文件标准化技术委员会提出井归口。
本标准起草单位:中国机械工业标准化技术协会、机械科学研究院。
本标准主要起草人:杨东拜、孟宪培。
JB/T5054.4-2000产品图样及设计文件编号原则1 范围本标准规定了机械工业产品图样及设计文件,包括CAD图和设计文件(以下简称图样和文件或CAD文件)编号的基本原则和要求。
本标准适用于机械工业产品图样和文件的编号,企业可参照本标准制定细则。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 17710-1999 数据处理校验码系统JB/T 5054.8-1991 产品图样及设计文件通用件和借用件管理办法JB/T 8823-1998 机械工业企业计算机辅助管理信息分类编码导则3 基本原则3.1 图样和文件编号一般可采用下列字符:——0~9阿拉伯数字;——A~Z拉丁字母(O、I除外);——短横线、·圆点、/斜线。
QCT 29101-1992 汽车用操纵拉索总成

中华人民共和国汽车行业标准QC/T29101—92汽车用操纵拉索总成1主题内容与运用范围本标准规定了汽车用操纵拉索总成(以下简称拉索总成)的技术要求、试验方法、检验规则、标志、包装、运输及贮存。
本标志适用于各类汽车操纵用单拉拉索总成。
2引用标准GB61螺母GB196普通螺纹基本尺寸GB197普通螺纹公差与配合GB491钙基润滑脂GB699优质碳素结构钢技术条件GB2828逐批检查计数抽样程序及抽样表GB3206优质碳素结构钢丝GB6388运输包装收发货标志GB6543瓦楞纸箱GB8901~8902航空用钢丝绳ZB T35001汽车用电气设备基本技术条件ZB/T T04005汽车产品零部件编号规则JB2864汽车用电镀层和化学处理层3产品型式及编号3.1产品型式见图1、图2、图3、图4。
3.2产品编号产品编号应符合ZB/T T04005附录A中A2的规定。
4技术要求4.1拉索总成应符合本标准规定,井按经规定程序批准的图样及技术文件制造。
4.2拉索总成应能在一40~75℃环境温度下正常工作。
4.3拉索总成长度见图5,极限偏差见表1。
4.4主要零部件名称、种类及材料见表2,其材料应符合表2规定;也允许采用性能不低于表2规定的其它材料制造。
4.5外观质量4.5.1各金属零件不允许有裂纹、碰伤、锈蚀、变形、飞边、毛刺等影响使用性能的缺陷。
4.5.2非金属件应色泽均匀、平整、不允许有气泡、裂纹、缺料等缺陷。
4.5.3金属零件的电镀层及化学处理层应符合JB2864的规定。
4.5.4在芯线上应涂有润滑脂。
润滑脂性能应符合GB491的规定或由供需双方商定。
4.6金属零件螺纹基本尺寸按GB196的规定;外螺纹精度按GB197规定中的6g或6h公差制造。
内螺纹精度按GB197规定中的6H公差制造。
4.7拉索总成(不带防尘套)负载效率ηf 应不低于65%,试样负载效率ηf应不低于70%。
4.8拉索总成行程效率ηx应不低于70%。
产品图样及设计文件 编号规则JB T5054.4

本标准由全国技术产品文件标准化技术委员会提出井归口。
本标准起草单位:中国机械工业标准化技术协会、机械科学研究院。
本标准主要起草人:杨东拜、孟宪培。
JB/T5054.4-2000 产品图样及设计文件编号原则
1 范围
本标准规定了机械工业产品图样及设计文件,包括 CAD 图和设计文件(以下简称图样和文件或 CAD 文件) 编号的基本原则和要求。
※※ — ※※※※ —
※※※
零件、分部件序号(流水号)-识别号
部件序号-隶属号
产品代号
图2
7.2.1 零件、分部件序号,规定其中***—***(如 001~099)为分部件序号,***—*** (101~999) 为零件序号。零件序号也可按材料性质分类编号。
7.2.2 零件、分部件序号,规定其中逢十的整数(如常 0、20、30、…)为分部件序号,余者为零件序 号。
31
使用说明书
32
合格证(合格说明书)
33
质量证明书
34
装箱单
35
包装文件
36
早期故障分析报告
37
用户验收报告
注:通(借)用件汇总表可分为:
通用件汇总表
TY 通用
借用件说明
ZM
证明
ZM
证明
ZZ
质证
BZ
包装
ZG
早故
YY
用验
JB/T 8823-1998
机械工业企业计算机辅助管理信息分类编码导则
3 基本原则
3.1 图样和文件编号一般可采用下列字符:
——0~9 阿拉伯数字; ——A~Z 拉丁字母(O、I 除外); ——短横线、·圆点、/斜线。 3.2 编号的基本原则 a)科学性选择事物或概念的最稳定的本质属性或特征作为信息分类的基础和依据。 b)系统性将选定的事物、概念的属性或特征按一定排列顺序予以系统化,并形成一个合理的科学分类体 系。 c)唯一性一个代码只能唯一地标识一个分类对象。 d)可延性要设置收容类目,以便保证增加新的事物和概念时,不致打乱已建立的分类体系,同时,还应 为下级信息管理系统在原有基础上的延拓、细化创造条件。 e)规范性同一层级代码的编写格式必须统一。 4 一般要求 4.1 每个产品、部件、零件的图样和文件均应有独立的代号。 4.1.1 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。 4.1.2 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。 4.1.3 同一 CAD 文件使用两种以上的存储介质时,每种存储介质中的 CAD 文件都应标注同一代号。 4.1.4 通用件的编号应参照 JB/T5054.8 或按企业标准的规定。 4.1.5 借用件的编号应采用被借用件的代号。 4.2 图样和文件的编号一般有分类编号和隶属编号两大类。也可按各行业有关标准规定编号。 4.3 图样和文件的编号应与企业计算机辅助管理分类编号要求相协调。 5 分类编号 分类编号,按对象(产品、零部件)功能、形状的相似性,采用十进位分类法进行编号。 5.1 分类编号其代号的基本部分由分类号(大类)、特征号{中类)和识别号(小类)三部分组成.中间 以圆点或短横线分开,圆点在下方,短横线在中间。必要时可以在尾部加尾注号。 5.2 大、中、小类的编号按十进位分类编号法。每类的码位一般由 l~4 位数(如级、类、型、种)组成。 每位数一般分为十挡,如十级(0~9),每级分十类(o~9),每类分十型(0~9).每型分十种(0~9)等。
产品图样及技术文件更改办法

产品图纸和技术文件的更改方法1、主要内容及适用范围本标准规定了产品图纸和技术文件的变更、权限、顺序、方法及注意事项。
本标准适用于图纸和技术文件的变更,其它图样及技术文件应参照执行。
2、参考标准JB/T5054.6-2001产品图纸和技术文件的更改方法3、图纸文件更改原则3.1图纸和文件的更改不得降低产品质量,亦不得违背有关标准的规定,在更改某一产品图样文件时,与其相关的图样及文件同时更改,更改后的图样及文件应正确、完整、统一、清晰。
3.2图纸和文件的更改必须签字,同时进行标准化审查,并保证更改前的原图样及文件有据(档〉可查。
3.3合同中规定的图纸和文件应根据合同进行更改(协议)的规定执行。
3.4主要设计变更:a.产品功能不能满足规定要求。
b.由于设计本身的原因,性能数据不能满足设计要求。
c.可能影响长期运行。
3.5总体设计更改为:a一般拟合尺寸误差。
b.笔误引起的错误(没有引起返工〉。
c.由于设计原因导致的一般零件数量错误。
4更改图纸的权限4.1自行设计、测绘设计的图样及文件,变更所有权设计或准备部门。
4.2统一设计的产品、技术引进的产品以及上级明确规定的产品图纸和文件,更改权限按技术副总统一规定办理。
5、固体样品和文件的变更单5.1对需要更改的图样及文件由更改人(设计人员)根据临时变更通知的要求,认真填写变更通知。
5.2更改通知单,变更后的图纸、文件由相关部门按责任制规定签字:a.编制栏:变更人签字;b.校对专栏:由××签字;c.“审阅”列:由xx签字;d.批准栏:由×X签字;e.工艺栏:技术人员签字。
f.标准化栏:标准化审查员签字。
5.3统一设计的图样及文件,明确规定变更负责保存底图单位的所有权的,则企业根据更改单位的更改通知单副本(或复印件〉进行更改。
5.4图样及文件上有明显错误而妨碍生产时,允许设计人员进行临时变更,临时变更由技术部以工作联系单的形式发送至各部门和车间。
426项行业标准编号、名称、主要内容等一览表.doc

附件:426项行业标准编号、名称、主要内容等一览表序号标准编号标准名称标准主要内容代替标准采标情况实施日期机械行业1JB/T 13002-2017 超导磁选机本标准规定了超导磁选机的产品分类、技术要求、试验方法、检验规则、标志、标签、使用说明书、包装、运输和贮存。
本标准适用于贫赤(磁)铁矿分选、弱磁性矿物选别与非金属矿铁磁性杂质去除的超导磁选机。
2017-07-012JB/T 13001-2017 敞开式全断面岩石巷道掘进机本标准规定了敞开式全断面岩石巷道掘进机的术语和定义、型式与基本参数、技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于在围岩较完整,有一定自稳性的中硬岩、硬岩中运用的敞开式全断面岩石巷道掘进机。
2017-07-013JB/T 13003-2017 地下轮胎式矿用车辆驱动桥本标准规定了地下轮胎式矿用车辆驱动桥的术语和定义、型式与基本参数、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于非煤矿山地下采矿、隧道工程等用途的地下轮胎式矿用车辆驱动桥。
2017-07-014JB/T 13004-2017 多绳摩擦式提升机液压调绳装置本标准规定了多绳摩擦提升机液压调绳装置的术语和定义、产品分类、技术要求、试验方法、检验规则、2017-07-01感谢你的观看序号标准编号标准名称标准主要内容代替标准采标情况实施日期标志、包装、运输和贮存。
本标准适用于煤矿、金属矿、非金属矿立井提升设备多绳摩擦式提升机液压调绳装置。
5JB/T 13005-2017 多元单梁直线振动筛本标准规定了多元单梁直线振动筛的型式、基本参数、技术要求、试验方法、检验规则、标志、标签、使用说明书、包装、运输和贮存。
本标准适用于对物料进行干式分级的多元单梁直线振动筛。
2017-07-016JB/T 13006-2017 井下电器防爆单绳缠绕式矿井提升机和矿用提升绞车本标准规定了井下电器防爆单绳缠绕式矿井提升机和矿用提升绞车的型式与基本参数、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
产品图样及设计文件编号原则
JB/T5054.4-2000产品图样及设计文件编号原则发布日期:2005-10-14 来源:中国防爆网浏览次数:7362前言本标准根据企业中实施计算机辅助设计(CAD)的需要,参照GB/T 17825.3—1999,《CAD文件管理编号原则》的规定,对JB/T 5054.4-1999《产品图样及设计文件编号原则》(原ZB/T J01 035.4-90)进行了修改与调整:1.增加了第3章“基本原则”,原第3章调为第4章“一般要求”。
2.增加了不同介质CAD图或设计文件的编号应与企业计算机辅助管理信息分类编码相协调的要求;3.附录A为“提示的附录”,名称改为“常用设计文件尾注号”并增加了设计决策阶段的设计文件及“早期故障分析”等文件的尾注号。
本标准自实施之日起代替JB/T 5054.4-1999。
本标准由全国技术产品文件标准化技术委员会提出井归口。
本标准起草单位:中国机械工业标准化技术协会、机械科学研究院。
本标准主要起草人:杨东拜、孟宪培。
JB/T5054.4-2000产品图样及设计文件编号原则1 范围本标准规定了机械工业产品图样及设计文件,包括CAD图和设计文件(以下简称图样和文件或CAD文件)编号的基本原则和要求。
本标准适用于机械工业产品图样和文件的编号,企业可参照本标准制定细则。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 17710-1999 数据处理校验码系统JB/T 5054.8-1991 产品图样及设计文件通用件和借用件管理办法JB/T 8823-1998 机械工业企业计算机辅助管理信息分类编码导则3 基本原则3.1 图样和文件编号一般可采用下列字符:——0~9阿拉伯数字;——A~Z拉丁字母(O、I除外);——短横线、·圆点、/斜线。
汽车产品图样及技术文件更改办法【范本模板】

汽车产品图样及技术文件更改办法Regulations on Change of Drawings and TechnicalDocuments of Auto Products1 目的 Purpose本办法规定了上海英伦帝华汽车部件有限公司(以下简称“英伦帝华”)汽车产品图样、数模、明细表及技术文件更改的权限、原则和要求以及程序和方法。
The regulations stipulate the authority, principles, requirements,procedures and methods to change the auto products’ design and drawings,3D data, the BOM and technical documents of Shanghai LTI Automobile Components Co.,Ltd (Hereinafter referred to as SLTI)。
2 范围 Scope本办法适用于英伦帝华汽车产品设计和开发阶段的数据冻结后,以及试生产、量产阶段的产品图样、数模、明细表、技术条件、规范等产品技术文件的更改(以下简称“工程更改”或“更改”). The regulations apply to the change of technical documents such as products’ design and drawings, 3D data, BOM,technical conditions and codes after the R&D data of SLTI auto products are frozen and during trial production and volume production。
(Hereinafter referred to as “Engineering Change”(EC) or “Change”)。
QC T 4-1992汽车产品图样及设计文件采用与更改办法
QC T 4-1992汽车产品图样及设计文件采用与更改办法汽车产品图样及设计文件QC/T 4—92采纳与更换方法1主题内容与适用范畴本标准规定了汽车产品图样及设计文件(以下简称图样及文件)的采纳、取消与更换原则和方法。
本标准适用于图样及文件的采纳、取消与更换和底图的复制。
摩托车产品为可参照使用。
2引用标准ZB/T T04 005汽车产品零部件编号规则QC/T 2 汽车产品图样格式3术语3.1阻碍互换:更换前后的零部件不能相互代替。
3.2不阻碍互换:更换前后的零部件能相互代替。
3.3需预备:更换需做生产预备才能实现。
3.4不需预备:更换不需做生产预备即能实现。
4图样及文件的采纳、取消及更换原则4.1图样及文件的采纳、取消及更换必须填写汽车产品图样及设计文件采纳与更换通知书(以下简称通知书)。
4.2通知书由产品设计部门填写,由资料档案部门治理。
4.3图样及文件的更换不得降低产品质量,亦不得违抗有关标准的规定,更改后的图样及文件应正确、完整、统一和清晰。
4.4新产品投入生产预备的全部图样及文件,应尽可能一次采纳完毕。
4.5一个更新项目所涉及到的全部图样及文件应成套改全。
4.6一个更换项目涉及到几个专业时,通知书可由各专业室填写,总布置编页次,发一份通知书。
4.7凡更换项目不需预备,且不阻碍互换的正式生产图样,承诺将几个项目编在同一份通知书中,但每个更换项门间应用贯穿横线分开,以示区别。
4.8凡更换需预备,且能独立实现的更换项目,应分成独立投产的最小单元分别编制通知书。
4.9已发出的通知书如发觉错误,在生产预备期间,可采纳补充更换通知书将错误内容作废;对同一更换项目的遗漏也可采纳此法给予增补。
4.10当一个零件结构有较大改变(如铸件改成冲压件等)图样需要更换时,应改变图样编号中的变更经历代号,其变更经历代号按ZB/T T04 0 05中3.5条的规定。
4.11生产试制时期的图样及文件,采纳、取消和更换一律不填写通知书,需更换时,由有关人员直截了当在复制图上更换和签字,底图则在试制总结后一次更换,并不加任何更换标记。
9.产品图样及设计文件 借用件管理办法(JBT 5054.9-2001)
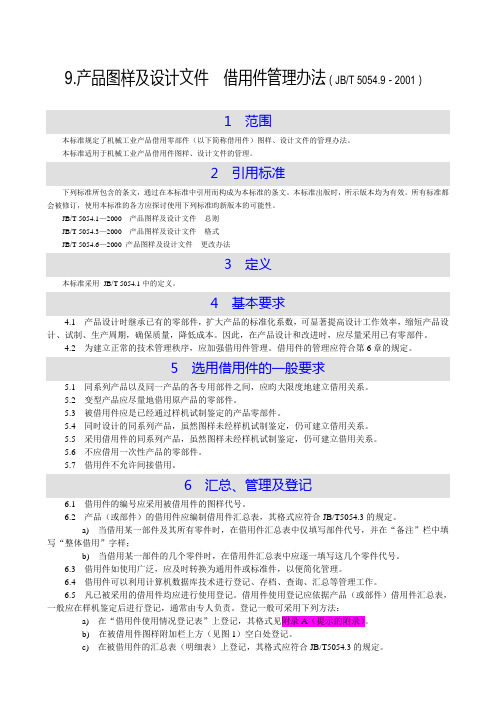
9.产品图样及设计文件借用件管理办法(JB/T 5054.9-2001)1 范围本标准规定了机械工业产品借用零部件(以下简称借用件)图样、设计文件的管理办法。
本标准适用于机械工业产品借用件图样、设计文件的管理。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准昀新版本的可能性。
JB/T 5054.1—2000 产品图样及设计文件总则JB/T 5054.3—2000 产品图样及设计文件格式JB/T 5054.6—2000 产品图样及设计文件更改办法3 定义本标准采用JB/T 5054.1中的定义。
4 基本要求4.1 产品设计时继承已有的零部件,扩大产品的标准化系数,可显著提高设计工作效率,缩短产品设计、试制、生产周期,确保质量,降低成本。
因此,在产品设计和改进时,应尽量采用已有零部件。
4.2 为建立正常的技术管理秩序,应加强借用件管理。
借用件的管理应符合第6章的规定。
5 选用借用件的一般要求5.1 同系列产品以及同一产品的各专用部件之间,应昀大限度地建立借用关系。
5.2 变型产品应尽量地借用原产品的零部件。
5.3 被借用件应是已经通过样机试制鉴定的产品零部件。
5.4 同时设计的同系列产品,虽然图样未经样机试制鉴定,仍可建立借用关系。
5.5 采用借用件的同系列产品,虽然图样未经样机试制鉴定,仍可建立借用关系。
5.6 不应借用一次性产品的零部件。
5.7 借用件不允许间接借用。
6 汇总、管理及登记6.1 借用件的编号应采用被借用件的图样代号。
6.2 产品(或部件)的借用件应编制借用件汇总表,其格式应符合JB/T5054.3的规定。
a) 当借用某一部件及其所有零件时,在借用件汇总表中仅填写部件代号,并在“备注”栏中填写“整体借用”字样;b) 当借用某一部件的几个零件时,在借用件汇总表中应逐一填写这几个零件代号。
12机械电子工业部电子工业新产品标准化审查管理办法-1992年

机械电子工业部电子工业新产品标准化审查管理办法-1992年[一九九二年二月二日,机电科(1992)128号]第一章总则第一条为了加速新产品的开发,以适应社会主义有计划商品经济和对外贸易发展的需要,根据《中华人民共和国标准化法》、《中华人民共和国标准化法实施条例》和《机械电子工业部电子工业标准化管理办法》的规定,特制定本办法。
第二条研制新产品必须贯彻国家有关标准化的法律、法规、方针、政策。
参与研制的人员必须熟悉有关标准.在确保产品使用性能的前提下,最大限度地运用标准化这一手段来为开发新产品服务。
第三条新产品研制的各阶段都应充分考虑标准化要求。
在新产品设计性试制(或工程研制,下同)和生产性试制等阶段必须按本办法进行标准化审查.第四条老产品改进的标准化审查可参照本办法进行。
第二章新产品设计性试制阶段的标准化审查第五条在设计性试制阶段必须做好以下标准化工作,为标准化审查创造必要条件:(一)研制工作开始时,设计人员应会同标准化人员提出"新产品标准化综合要求(或"新产品标准化大纲")”,其内容一般应包括:1、贯彻执行强制性标准和其他重要标准的要求;2、产品通用化、系列化、组合化要求,互换互连要求;3、零、部、整件、外购件和材料的品种规格简化要求,推荐和限制采用的清单;4、通过对国内外同类产品技术水平的对比分析,提出采用国际标准和国外先进标准的要求;5、设计文件的成套性、完整性、正确性、统一性等要求;6、标准化经济效果的预测;7、做好新产品设计标准化工作的措施。
(二)按《电子工业企业产品标准制定管理办法》的规定编制企业产品标准草案.(三)以”新产品标准化综合要求”为依据,在产品研制过程中组织实施、督促检查.第六条新产品设计定型时,对产品设计文件等全套定型文件进行标准化审查,并对产品标准草案组织审查定稿.根据审查结果,提出《新产品设计定型标准化审查报告》。
审查报告的内容一般应包括:(一)产品标准水平。
QC汽车行业标准专辑-有更新
QC 汽车行业标准专辑-有更新Instrument for automobile and motorcycle1范畴本标准规定了汽车、摩托车用外表(以下简称外表)的产品分类、技术要求、试验方法、检验规则和标志、包装、贮存、保管。
本标准适用于汽车、摩托车用车速里程表、转速表、燃油表、温度表、 压力表、电压表、电流表。
其他机动车用外表也可参照执行。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是 注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不 适用于本标准。
然而,鼓舞按照本标准达成协议的各方研究是否可使用这 些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 191包装储运图示标志(eqv IS0 780:1997)GB/T 2423.10电工电子产品环境试验 第二部分:试验方法 试验Fc 和 导则:振动(正弦)(idt IEC 60068-2-6:1982)GB/T 2423.17电工电子产品差不多环境试验规程 试验Ka:盐雾试验 方法QC/T 汽727-2004摩托车用外表(eqv IEC 60068-2-11:1981)GB/T 2423.22电工电子产品环境试验 第二部分:试验方法 试验N:温 度变化(eqv IEC 60068-2-14:1984)GB/T 2423.34电工电子产品差不多环境试验规程 试验Z/AD:温度/湿 度组合循环试验方法(idt IEC 60068-2-38:1974)GB/T 2828.1计数抽样检验程序 第1部分:按接收质量限(AQL)检索 的逐批检验抽样打算(idt ISO 2859-1:1999)GB/T 8170数值修约规则238汽车零部件的储存和保管 QC/T 29106汽车用低压电线束技术条件SKA外表一样由指示器和传感器组成电出工按功能分为车速里程表、转速表、燃油表、温度表、压力表、电压表 j 讥" 卡 ]「百;■流表等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中华人民共和国汽车行业标准
汽车产品图样及设计文件 QC/T 4—92
采用与更改办法
1 主题内容与适用范围
本标准规定了汽车产品图样及设计文件(以下简称图样及文件)的采用、 取消与更改原则和方法。
本标准适用于图样及文件的采用、取消与更改和底图的复制。
摩托车产 品为可参照使用。
2 引用标准
ZB/T T04 005汽车产品零部件编号规则
QC/T 2 汽车产品图样格式
3 术语
3.1 影响互换:更改前后的零部件不能相互代替。
3.2 不影响互换:更改前后的零部件能相互代替。
3.3 需准备:更改需做生产准备才能实现。
3.4 不需准备:更改不需做生产准备即能实现。
4 图样及文件的采用、取消及更改原则
4.1 图样及文件的采用、取消及更改必须填写汽车产品图样及设计文件采用 与更改通知书(以下简称通知书)。
4.2 通知书由产品设计部门填写,由资料档案部门管理。
4.3 图样及文件的更改不得降低产品质量,亦不得违背有关标准的规定,更 改后的图样及文件应正确、完整、统一和清晰。
4.4 新产品投入生产准备的全部图样及文件,应尽可能一次采用完毕。
4.5 一个更新项目所涉及到的全部图样及文件应成套改全。
4.6 一个更改项目涉及到几个专业时,通知书可由各专业室填写,总布置编
页次,发一份通知书。
4.7 凡更改项目不需准备,且不影响互换的正式生产图样,允许将几个项目编 在同一份通知书中,但每个更改项门间应用贯通横线分开,以示区别。
4.8 凡更改需准备,且能独立实现的更改项目,应分成独立投产的最小单元分 别编制通知书。
4.9 已发出的通知书如发现错误,在生产准备期间,可采用补充更改通知书将 错误内容作废;对同一更改项目的遗漏也可采用此法给予增补。
4.10 当一个零件结构有较大改变(如铸件改成冲压件等)图样需要更换时,
应改变图样编号中的变更经历代号,其变更经历代号按ZB/T T04 005中3.5条的 规定。
4.11 生产试制阶段的图样及文件,采用、取消和更改一律不填写通知书,需
更改时,由有关人员直接在复制图上更改和签字,底图则在试制总结后一次更改, 并不加任何更改标记。
4.12 新产品投人生产准备,图样及文件需更换、更改时,不考虑是否影响互 换。
4.13 对正式生产中出现的临时性有关图样及文件问题(如加工尺寸有误、材
料代用等)一律不填写通知书,不改图样,可用其它方法处理。
5 通知书(格式见表)
5.1 通知书的作用
作为采用、取消或更改图样及文件的依据。
a.当“生产准备”栏注明:“需准备”字样时,通知书做为生产准备、生
产计划调整、协调生产配套关系……的依据;
b.当“生产准备”栏注明:“不需准备”字样;或生产准备完成通知书号
栏填写后,通知书做为更改图样及文件的依据。
5.2 通知书的填写方法
5.2.1“类别或编号”栏
a.当采用、取消或既取消又采用图样和文件时,此栏填写“图样”或文件
类别。
在同一份通知书中“图样”或文件类别相继出现多次时,可只写一次;
b.当更改图样或文件时,此栏填图样或文件的编号;
c.当更改的图样编号不在主标题栏时,此栏还要在该图样编号下写出:[见 XXXXXXX],其中方括号中为该图样主标题栏的图样编号。
5.2.2 “取消”栏
a.当取消或既取消又采用图样或文件时,此栏填写取消的图样或文件的编号;
b.当更改图样或文件时,此栏填写更改前的内容;
c.5.2.1c的内容。
5.2.3 “采用”栏
a.当采用或既取消又采用图样或文件时,此栏填写采用的图样或文件编号, b.当更改图样或文件时,此栏填写更改后的内容。
若需绘制零件更改后的
图形时,可只绘制主要视图的局部简图,井注明:(其它视图相应更改]字样, c.5.2.1c的内容。
5.2.4 “单位名称”栏
填写设计单位的名称或代号。
5.2.5 “编号”栏
填写通知书编号,编号规则由企业自定。
5.2.6 “页次”栏
填写同一编号的通知书总页数和页次。
5.2.7 “标记”栏
填写图样或文件的更改标记。
a.更改标记根据更改的的顺序,依次用符号@、⑤、③……表示;
b.同一编号的图样或文件,同一次更改,无论更改处数多少,均应使用
同一更改标记。
5.2.8 “生产准备”及“签署人”栏
该栏需注明:“需准备”或“不需准备”字样,并在签署人栏签名和日期。
5.2.9 “更改原因”栏
简明扼要地填写采用、取消及更改的原因。
5.2.10 “附录”栏
对新采用的图样及文件,应在此栏注明:“附上述文件”字样。
5.2.11 “附注”栏
a.正式生产图样的更改,在此栏要注明:“不影响互换”或“影响互换” 字样。
对库存零件必须停止使用时,应另加说明;
b.生产准备图样的更改,此栏不填写;
c.填写按5.5条要求的内容。
5.2.12 “生产准备完成通知单号”栏
填写生产准备完成通知单的编号。
5.2.13 各签署栏
按规定签名和日期。
5.3 通知书的传递
5.3.1 通知书由设计部门提出,经批准后发往资料档案部门。
并由该部门管 理。
5.3.2 生产准备管理部门接到通知书后,应在“生产准备”及“签署人”栏 按5.2.8条的要求填写和签署,然后将通知书返回资料档案部门。
对需做生产准备的更改,在准备完毕后,生产准备管理部门应向资料档案部 门发出生产准备完成通知单。
5.3.3 资料档案部门屡到生产准备管理部门签署的通知书,若见有“不需准 备”字样时,可立即更改底图,并将新复制图连同该通知书一起发给有关部门;若 见有“需准备”字样时,不能更改底图,只将该通知书发给有关部门,待接到生 产准备完成通知单,并将其编号栏在通知书的相应栏中后,才能更改底图,并把 复制图和通知书(增加了生产准备完成通知单号)一同发给有关部门。
5.3.4 两级设计时下级提出的通知书应有上级设计主管部门会签。
5.4 补充更改通知书
5.4.1 补充更改通知书除编号和页次不同外其他均与通知书相同。
5.4.2 补充更改通知书的作用见4.9条。
5.4.3 补充更改通知书的编号
补充更改通知书的编号通常是在它所取消或增补的通知书编号后增加一个特
征代号(a、b、c、……)而构成的。
5.4.4 补充更改通知书页次栏的填写方法
a.在“共页”内填写按总顺序排列的总页数;
b.在“第页”内填写按总顺序排列的页次并加补充更改通知书的特征代号
a、b、c……,具体编制见下例。
例1:如原通知书共8页,第一次补充更改增加2页,则补充更改通知书的总页 数为:共10页,页次号分别为:第9a页和第10a页,原通知书一切不变。
例2:如原通知书共6页,第一次补充更改将其中的第3页取消,而替换的页数 为两页,此两页的页次栏填写应分别为:共8页第7a页,共8页第8a页。
5.5 当出现后更改先实现,先更改后完成生产准备的情况时,在后完成生产准
备的通知书中,凡与现在生产不一致的部份,应按现生产实际情况进行修改,但
修改应严格控制在原通知书规定的范围,不许增减,并在通知书的附注栏内注
明:“已按现生产情况更改”和修改者的签名。
6 图件及文件的采用、取消与更改
6.1 新发出的图样,必须具有采用该图样的通知书,井在该图样更改栏第一行
文件号处填写通知书编号。
6.2 图样及文件的更改必须持有签署齐备的通知书,不得先更改,后填写通知 书。
6.3 图样及文件的更改应严格按通知书规定的内容进行,不得增、减,并在更
改部位近处加注更改标记。
6.4 新产品投人生产准备需更改时,原则上不改图;但对复杂零件更改内容大多 时,可将多次发出的补充更改,作一次性改图,井附全部更改通知书一并下发,更 改处按本标准规定加标记,正式投产前整理图纸时将标记去掉。
6.5 车架纵、横梁由于孔位的更改,驾驶室总成的更改,即使影响互换也不更 改变更经历代号,但在通知书附注栏中仍应注明“影响互换”字样。
6.6 图样及文件更改栏的填写
a.“标记”栏:填写本次更改的标记;
b.“处数”栏:填本次本页更改的处数;
c.“通知书号”栏:填写更改依据的通知书编号,
d.“签字”栏:由更改人签名:
e.“日期”栏:填该图样或文件更改的日期。
7 底图复制
7.1 当底图遗失,按蓝图复制底图时,图面中所有更改标记及更改栏的全部内 容均应描出,并在底图边框外左上角处注明:“副本”字样,签署栏由现时负责 该产品设计的有夫人员签名和日期。
7.2 当更改标记已填满或底图破损需复制底图时,图面中所有更改标记均不描 出,更改标记栏仅描出采用通知书号,并在底图边框外左上角处注明:“重描” 字样及底图的序号和原底图的最后更改标记,具体书写方式见下例。
例如:要描(2〕@表示第二底图,其第一底图的最后更改标记为@。
第二底图再更改时,按第一底图的最后更改标记顺延③……。
复制的底图签署栏由现时负责该产品设计的有关人员签名和日期。
附加说明:
本标准由中国汽车工业总公司提出。
本标准由全国汽车标准化技术委员会归口。
本标准由中国汽车技术研究中心组织起草。
本标准主要起草人:李传禹、刘力、陈东、朱锡全。