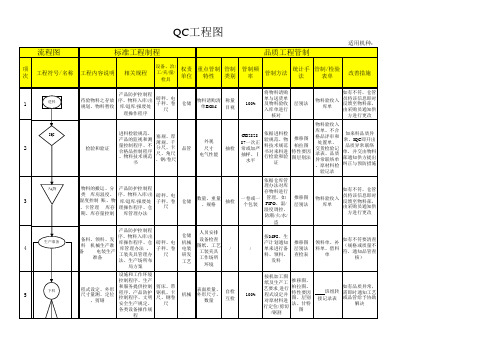
QC工程图 (品管)
合集下载
品控部QC工程图标准格式

版本/次: 版本/ 页 日 次: 次: 期: 期:
使用说明 作为下一流程图的连接
5.6.2流程符号分类与使用说明如下: 流程符号分类与使用说明如下: 序号 1 指各类流程的开始时使用的符号 2 指检验、判定、审核、 指检验、判定、审核、承认所使用的符号
入库 进料检验
符号
使用说明
举例说明
仓库收货
3
指一般工序流程所使用的符号
版本/ 版本/次 总页数 A/1 A/2 4 4
5.4.5流程中加★工站为工程要求重点工站 流程中加★ 组织架构变更
版本/ 版本/次 总页数 A/1 A/2 4 4
5.4.5流程中加★工站为工程要求重点工站 流程中加★ 组织架构变更
会 会签单位 ■工程部 ■营业部 ■财务部 ■人力资源部 ■品控部 ■制造部 ■物流部 ■体系办 会签姓名
签
记
录 会 签 意 见 同意 同意 同意 同意 同意 同意 同意 同意
核准Leabharlann 审核文件编号: 文件编号:
HLSG3-Q00060 A/1 1 OF 4 . 20100327
品控QC工程图 品控QC工程图 QC 标准格式
修 修订日期 20091124 20100327 变更编号 D0911028 D1003060 变 订 记 更 录 内 容
版本/次: 版本/ 页 日 次: 次: 期: 期:
文件编号: 文件编号:
HLSG3-Q00060 A/1 4 OF 4 . 20100327
品控QC工程图 品控QC工程图 QC 标准格式
修 修订日期 20091124 20100327 变更编号 D0911028 D1003060 变 订 记 更 录 内 容
版本/次: 版本/ 页 日 次: 次: 期: 期:
QC 工程图(模版)
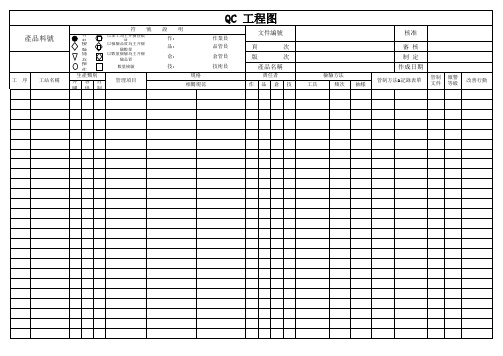
產品料號
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图
生產部 生產部 品管部 品管部 生產部
生產部 生產部 生產部 生產部
生產部 生產部 生產部 生產部 生產部
生產部
生產部
生產部
品管部 品管部 品管部 品管部 品管部 品管部 品管部
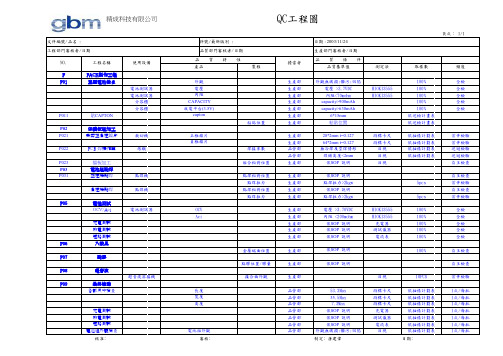
外觀無破損;髒污;凹陷 電壓 >3.7VDC 內阻<70mohm
capacity>900mAh capacity>630mAh
品質基準值
測定法
頁次: 1/1
取樣數
頻度
外觀 電壓 內阻 CAPACITY 放電平台(3.5V) capton 正極鎳片 負極鎳片
OCV Aci
長度 寬度 高度
電池組外觀 審核﹕
粘貼位置
焊接參數 組合相對位置 點焊相對位置
點焊拉力 點焊相對位置
點焊拉力
金屬端面位置 點膠位置/膠量
接合面外觀
生產部 生產部 生產部 生產部 生產部 生產部 生產部
100%
依SOP 說明
目視
10PCS
53.3Max 35.5Max 7.3Max 依SOP 說明 依SOP 說明 依SOP 說明 外觀無破損;髒污;凹陷
制定﹕唐建偉
游標卡尺 游標卡尺 游標卡尺
充電器 測試儀器
電流表 目視
依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表
點焊機
負極端點焊
點焊機
P05
電性測試
OCV/Aci
電池測試器
充電測試
放電測試
短路測試
P06
入殼具
P07
點膠
P08
超音波
超音波溶接機
P09
最終檢驗
各部尺寸檢查
生產部 生產部 生產部 生產部
生產部 生產部 生產部 生產部 生產部
生產部
生產部
生產部
品管部 品管部 品管部 品管部 品管部 品管部 品管部
外觀無破損;髒污;凹陷 電壓 >3.7VDC 內阻<70mohm
capacity>900mAh capacity>630mAh
品質基準值
測定法
頁次: 1/1
取樣數
頻度
外觀 電壓 內阻 CAPACITY 放電平台(3.5V) capton 正極鎳片 負極鎳片
OCV Aci
長度 寬度 高度
電池組外觀 審核﹕
粘貼位置
焊接參數 組合相對位置 點焊相對位置
點焊拉力 點焊相對位置
點焊拉力
金屬端面位置 點膠位置/膠量
接合面外觀
生產部 生產部 生產部 生產部 生產部 生產部 生產部
100%
依SOP 說明
目視
10PCS
53.3Max 35.5Max 7.3Max 依SOP 說明 依SOP 說明 依SOP 說明 外觀無破損;髒污;凹陷
制定﹕唐建偉
游標卡尺 游標卡尺 游標卡尺
充電器 測試儀器
電流表 目視
依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表
點焊機
負極端點焊
點焊機
P05
電性測試
OCV/Aci
電池測試器
充電測試
放電測試
短路測試
P06
入殼具
P07
點膠
P08
超音波
超音波溶接機
P09
最終檢驗
各部尺寸檢查
QC工程图
④附着力测试
规格值/要求说明
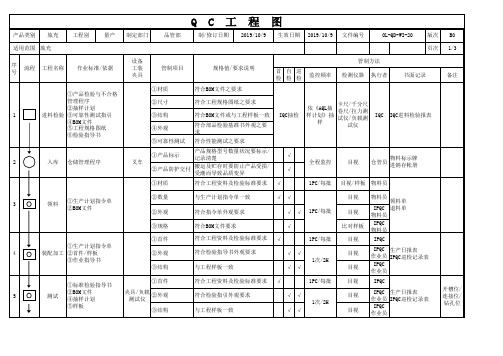
符合工程资料及检验标准要求 符合检验指引外观之要求 与工程样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求
首自巡 检检检 √
√√
√√
√ √√ √√ √
管制方法
监控频率 检测仪器 执行者
书面记录
1PC/每批 1次/2H 1PC/每批 1次/2H
手啤机 铝纸
冲压模
②外观 ③结构 ④颜色
符合检验指引外观之要求 与样板一致 符合BOM文件之要求
√√
√√ √√
1次/2H
目视 目视 目视
PQC 作业员
PQC 生产日报表 作业员 IPQC巡检记录表
PQC 作业员
⑤尺寸
与首件样板一致
√
卡尺
PQC
①喷涂作业指导书
①首件
②IPQC检验指引
②外观
10
外观检验 ③附着力测试指引
喷枪
④抽样计划 ⑤BOM文件
③颜色
符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求
√ √√ √√
1PC/每批 1次/2H
目视/3M胶纸 PQC
目视 目视
PQC 作业员 生产日报表
PQC IPQC巡检记录表
作业员
喷胶水
④附着力测试 符合附着力测试指引之要求
√
3M胶纸 PQC
①首件
符合工程资料及检验标准要求 √
备注
3
领料
①生产计划指令单 ②BOM文件
①生产计划指令单
4
装配加工 ②首件/样板
③作业指导书
②数量 ②外观 ③规格 ①首件 ②外观 ③结构
规格值/要求说明
符合工程资料及检验标准要求 符合检验指引外观之要求 与工程样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求
首自巡 检检检 √
√√
√√
√ √√ √√ √
管制方法
监控频率 检测仪器 执行者
书面记录
1PC/每批 1次/2H 1PC/每批 1次/2H
手啤机 铝纸
冲压模
②外观 ③结构 ④颜色
符合检验指引外观之要求 与样板一致 符合BOM文件之要求
√√
√√ √√
1次/2H
目视 目视 目视
PQC 作业员
PQC 生产日报表 作业员 IPQC巡检记录表
PQC 作业员
⑤尺寸
与首件样板一致
√
卡尺
PQC
①喷涂作业指导书
①首件
②IPQC检验指引
②外观
10
外观检验 ③附着力测试指引
喷枪
④抽样计划 ⑤BOM文件
③颜色
符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求
√ √√ √√
1PC/每批 1次/2H
目视/3M胶纸 PQC
目视 目视
PQC 作业员 生产日报表
PQC IPQC巡检记录表
作业员
喷胶水
④附着力测试 符合附着力测试指引之要求
√
3M胶纸 PQC
①首件
符合工程资料及检验标准要求 √
备注
3
领料
①生产计划指令单 ②BOM文件
①生产计划指令单
4
装配加工 ②首件/样板
③作业指导书
②数量 ②外观 ③规格 ①首件 ②外观 ③结构
QC工程图介绍

工具
QC工程図の位置付け
商品 規格
商品処方
製造技術標準 QC工程図
製造作業標準書(SOP)
作業日誌
5S 挨拶 安全衛生 設備保全 報連相
QC工程图的运用
使工程在管理状态
改善由在管理状态的工程发生的异常 (客诉、品质、设备等)→对标准反 馈 PDCA循环
P QC工程图
D 生产
A 对策
由QC工程图 管理PDCA
分析改善
异常 设备・品质 客诉
C
检查/分析
1. 进料检验 2.水处理 3. 萃取 4. 调配 5.瓶坯
Q
6. 一步法吹瓶
C
工
7. 两步法吹瓶程来自图8. PET热充
的 9. 无菌线
分
类
10. PET矿物质水
QC工程图 的结构
表头
项目栏 正文 附件
表格名称 文件编号
版次 制定日期
页码
详见下一页
根据项目栏的项目,由研发 文件等得来的文件、表单名
•必须遵守 •能将做异常出反QC馈Q工工C程工程图改程善的图品技的质术定者位才能算是成手 ••追确问认异效常果技的标保••常术依Q存真准C的的•据工因化对培数程策、(养据图是制对人与是A定Q事P才、C发实对工生查作循策程品明业环质原时图P问因DD补C、题的A充时检察)是QC现、C场工工品程宪程质图法异管是理生的产
新人培训 可以向顾客证明
发QC生工品程质图问是题生时产查现明场原品因质的管工理具的宪法
•发生不良品品质时管在理哪是什里为什么发生的
可以•依所据有Q的C工都程要么图按追照溯QC尽工早程地图查明原
要点
能做品出质QC管因工理程技图是术的什的么保?存
技术者才能算
QC工程図の位置付け
商品 規格
商品処方
製造技術標準 QC工程図
製造作業標準書(SOP)
作業日誌
5S 挨拶 安全衛生 設備保全 報連相
QC工程图的运用
使工程在管理状态
改善由在管理状态的工程发生的异常 (客诉、品质、设备等)→对标准反 馈 PDCA循环
P QC工程图
D 生产
A 对策
由QC工程图 管理PDCA
分析改善
异常 设备・品质 客诉
C
检查/分析
1. 进料检验 2.水处理 3. 萃取 4. 调配 5.瓶坯
Q
6. 一步法吹瓶
C
工
7. 两步法吹瓶程来自图8. PET热充
的 9. 无菌线
分
类
10. PET矿物质水
QC工程图 的结构
表头
项目栏 正文 附件
表格名称 文件编号
版次 制定日期
页码
详见下一页
根据项目栏的项目,由研发 文件等得来的文件、表单名
•必须遵守 •能将做异常出反QC馈Q工工C程工程图改程善的图品技的质术定者位才能算是成手 ••追确问认异效常果技的标保••常术依Q存真准C的的•据工因化对培数程策、(养据图是制对人与是A定Q事P才、C发实对工生查作循策程品明业环质原时图P问因DD补C、题的A充时检察)是QC现、C场工工品程宪程质图法异管是理生的产
新人培训 可以向顾客证明
发QC生工品程质图问是题生时产查现明场原品因质的管工理具的宪法
•发生不良品品质时管在理哪是什里为什么发生的
可以•依所据有Q的C工都程要么图按追照溯QC尽工早程地图查明原
要点
能做品出质QC管因工理程技图是术的什的么保?存
技术者才能算
QC工程图

面積達95%以上
目視、游標卡 尺、投影機、 自動插拔測試 機、錫爐、顯
微鏡
自動插PIN機
1.外觀:有無歪斜針.缺PIN. 氧化.發黑.塑膠脆裂.變形. 翹針刮傷等不良 2.尺寸:內K尺寸(PIN針兩 邊內K總深度達0.07mm以 上),PIN外露尺寸等尺寸 3.功能: 退PIN力拔出力不 能小於規格值;沾錫測試 OK;過PCB板OK;與HSG試
1.自主檢查(作業 員) 2.PQC每2小時生 產數為檢驗批; 3.外觀檢驗10PCS 功能6PCS/班. 4.尺寸檢測5PCS 并記錄測量數據 最大值與最小值.
目視、數顯卡 尺、顯微鏡、 投影機、2.5次
元
配良好.
制造組長 技術員PQC
PQC組長
製造組長 生產操作員
PQC 品管組長
首件檢查記錄表
制二課首 成品檢驗判定標 件及巡檢連續 準/作業指導書/ 二次檢驗出現 工程圖面 不合格PQC將
工序2 工序3
首件檢查
1.外觀:有無歪斜針.缺PIN.
氧化.發黑.塑膠脆裂.變形.
翹針刮傷等不良 2.尺寸:內K尺寸(PIN針兩 邊內K總深度達0.07mm以 上),PIN外露尺寸及PIN距. 3.功能: 退PIN力不能小於
檢驗全模產品的 外觀、尺寸、退 PIN力及沾錫測 試
1.0㎏;沾錫測試:吃錫飽滿,
全檢/每批
目視
全檢員/ 全檢組長
成品檢驗品質追蹤 表/批量生產品質追
蹤表
全檢組選別后 良品入庫,不良 品報廢處理
作業指導書/成品 檢驗規範
FQC抽檢
1.外觀:無歪PIN.缺PIN.PIN
針刮傷.氧化.發黑.混針.長 1.按MIL-STD-
短針.翹針.翹針刮傷等不 105EII級抽樣標
质量部QC工程图
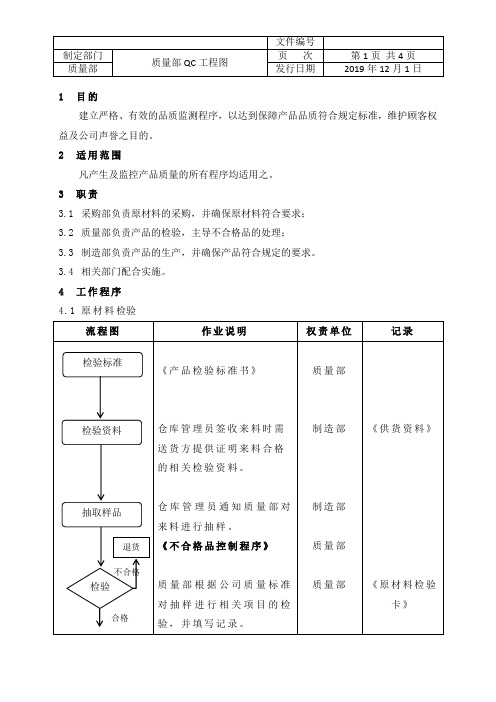
1目的
建立严格、有效的品质监测程序,以达到保障产品品质符合规定标准,维护顾客权益及公司声誉之目的。
2适用范围
凡产生及监控产品质量的所有程序均适用之。
3职责
3.1采购部负责原材料的采购,并确保原材料符合要求;
3.2质量部负责产品的检验,主导不合格品的处理;
3.3制造部负责产品的生产,并确保产品符合规定的要求。
3.4相关部门配合实施。
4工作程序
4.1原材料检验
4.2生产过程检验
5相关文件
5.1《不合格品控制程序》6相关记录
6.1《原材料检验卡》
6.2《半成品检验卡》
6.3《成品检验卡》
7文件修订记录。
QC工程图

工序 Process
流程图 Process
Flow
指导文件 Instruction Document
控制参数 Key
Parameter
MI、CAM 规范操作指引
Engineering Data Preparation WI
/
(GS-WI-PE-005)
1
QAE 检查工作指示
QAE Inspection WI
内层图形-内层蚀刻
-AOI-EGTQrCmw
Inner Pattern -Inner Etching -AOI-ETQC
内层工序 (棕化-排版 -压合)
Inner lay process (Brown Oxide – Pressing –
Lamination)
钻孔 CNC Drilling
除胶渣+沉铜 Desmear+PTH
QAE 检查工作指示 QAE Inspection WI
GS-WI-QA-005
开料操作指引
Board cutting WI GS-WI-PR-007
各类菲林 Artwork
菲林检查记录 Artwork
inspection record
/
/
钻带 Drill Data
Template/Mylar 检查记录
外观 Cosmetic
品质记录 Quality Record
/
线路 QC 日报表
工序线宽线距检 查原始记录 Process line width/spacing record
IPQC 抽检记录
IPQC Inspection daily
工序首板检查 原始记录
FA Inspection record
QC工程图-(品管)文档
设施和工作环境 控制程序、生产 CNC、塞 和服务提供控制 规、厚薄 程序、产品防护 规、千分 控制程序、文明 尺、卡尺 安全生产规定、 、角尺、 各类设备操作规 风枪
程
机械
表面质量、 形位尺寸、
数量
首检 自检 互检 巡检
按机加工图
首检:1Pcs/ 纸及生产工
次;巡 艺要求,进行
检:5Pcs/2 程式设定并 Hs 自检 对原材料进 互检: 行定位
理操作程序
磅秤、电 子秤、卷
尺
检验和验证
进料检验规范、 产品的监视和测 量控制程序、不 合格品控制程序 、物料技术规范
书
塞规、厚 薄规、千 分尺、卡 尺、角尺 、钢/卷尺
物料的搬运、分 产品防护控制程 类 库房温度、 序、物料入库/出 磅秤、电 湿度控制 账、物 库/退库/报废处 子秤、卷 、卡管理 库存 理操作程序、仓 尺 期、库存量控制 库管理办法
装接插件、谐振 杆、抽头焊接、 清洁、自检互检 (各谐振杆间距 、谐振杆对地高 度、谐振杆对窗 口尺寸、飞杆对 地高度之量测)
塞规/尺
设施和工作环境 (自制量
控制程序、生产 检具)卡
和服务提供控制 尺、扭力
程序、产品防护 扳手、力
控制程序、文明 矩计、自
安全生产规定、 制装配工
各类设备操作规 装/夹具、
如有不符,仓管
物料验收入 库单
员将该信息即时 反馈至物料部, 由采购员通知供
方进行更改
GB282887一次正 常或加严 抽样、Ⅰ
水平
依据进料检 验规范、物 料技术规范 书对来料进 行检验和验
证
推移图 柏拉图 特性要因 图层别法
物料验收入 库单、不合 格品评审和
QC工程图-(品管)
产品防护控制程序、 磅秤、电子 物料入库/出库/退库/ 秤、卷尺 报废处理操作程序
仓储
物料请购清单 BOM
称量 目视
100%
层别法
物料验收入库单
如有不符,仓管员将 该信息即时反馈至物 料部,由采购员通知 供方进行更改
2
IQC
检验和验证
进料检验规范、产品 的监视和测量控制程 序、不合格品控制程 序、物料技术规范书
14
电镀
前检查、上挂吹砂、 化学去油、脱膜、电 解去油、碱蚀、酸蚀 、酸碱蚀、3次浸锌、 预镀铜、亮铜、过酸 、活化、预镀银、亮 银、钝化、烘干、检 验、老化、包装
设施和工作环境控制 程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设 备操作规程
抽风机、电 热鼓风干燥 箱、荧光测 厚仪、斜口 钳、镊子、 放来自镜、卡 尺16装配
装接插件、谐振杆、 抽头焊接、清洁、自 检互检(各谐振杆间 距、谐振杆对地高度 、谐振杆对窗口尺寸 、飞杆对地高度之量 测)
设施和工作环境控制 程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设 备操作规程
塞规/尺(自 制量检具) 卡尺、扭力 扳手、力矩 计、自制装 配工装/夹具 、斜口钳、 镊子、
首件检验单、机 依据机加工图 如有不符,通知机械 加工零部件巡回 纸、生产工艺 推移图、柏 部校机或修模;如严 检验记录、返工 要求及制程检 拉图、特性 重不合格或已通知未 返修单、品质异 验规范(机加工) 要因图、层 改善者,则开具品质 常联络单、不合 异常联络单或组织 别法 进行检验和验 格品评审和处置 MRB会议 证 单
10
钳
沉孔 攻丝 去毛刺、去屑
钻床 卡尺 风枪 刮刀
(完整版)QC工程图范本

员 1PC/每批 目视/3M胶纸 PQC
②外观 ③颜色
符合检验指引外观之要求 符合BOM文件之要求
√√ √ √ 1次/2H
目视 目视
PQC 作业
员
④附着力测试 符合附着力测试指引之要求
①首件
符合检验标准之要求
②外观
符合检验指引外观之要求
③结构
与样板一致
④颜色 ⑤尺寸
符合BOM文件之要求 与首件样板一致
⑥成品样板
⑦BOM文件
⑧生产工作单
①外观
符合成品检验基准书外观之要求
②游水功能 符合游水测试指引之要求
③尺寸
与工程样板相符合
④装配
符合装配检验之指引
⑤可靠性测试 符合可靠性测试之指引
⑥包装
符合包装检验指引要求
目视
鱼杆/水池
依《AQL抽 直尺/卡尺
样计划》抽
OQC 成品检验记录表
样
目视
拉力/落地测试
目视
√
1PC/每批 目视 PQC
PQC
①装眼睛作业指导书
②外观
符合检验指引外观之要求
√√
目视 作业
16
②IPQC检验指引 装眼睛 ③抽样计划
④BOM文件
镊子 介子刀 ③颜色
符合工程样板或BOM文件
√√ 1次/2H
目视
P员QC 生产日报表 作业 PQC巡检记录表
员
⑤工程样板
④装配
符合检验指引装配之要求
√√
Q-WI-0008
版次 A1
适用范围 ****
页次 4/5
The
shortest
way 设备
to
do
many
QC工程图(完整版)
防护和通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
QC工程图

判定基准 MIL-STD-105E II AQL:CR:0 MA:0 MI:0.4 樣品
频率
记录方式
相关办法
异常处理方式
每次进料
1.物理检验报告 2.物料检查日总结 报表
进料检验规范
退貨 特采 进料改善通知單
记审 录核
检 查 员
直 属 主 管
2 进料检验 (IQC)
示例
3
仓储
4
领料
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序)
工程名称
NO 工程名
工程图 测键量工设序备)
:作业
:检查
檢查
控制/检查項目
:储存 方法 判定基准
:运送 频率
管 理方法
记录方式
相关办法
异常处理方式
记审 录核
目视检查
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序名)
包裝,打包
出货检验 (OQC)
仓储
出货ቤተ መጻሕፍቲ ባይዱ
版 本
制定人
1
制/修订日期
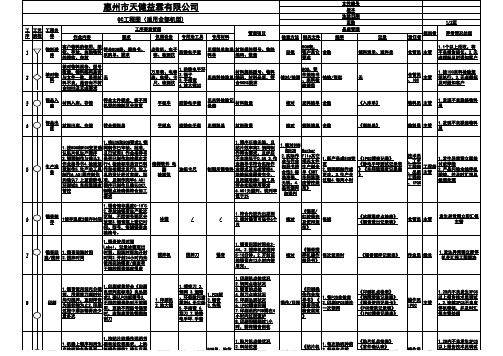
公司名称 QC工程图
修订内容
文件编号: 品管审查 工程审查 制造审查
2
工程名称
:作业
:检查
:储存 :运送
檢查方法
管 理方法
NO 工程名
1
进料验收 (IQC)
工程图 测量设备
控制/检查項目
1.电子数显卡尺 2.LCR表 3.万用表 5.其它
1.IQC抽检计划 2.外观、尺寸 3.电气、试验
QC工程图
QA QA、OQC
注:帶*號的工段為重點工段 制表: 審核: 批准: 生效日期:
頁 次:
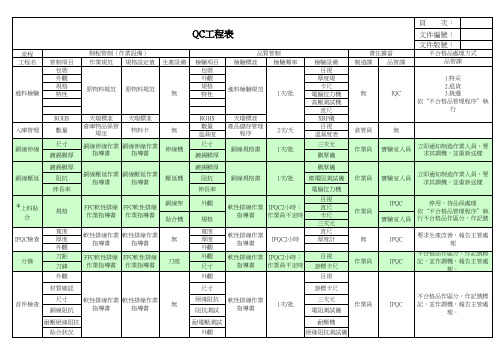
QC工程表
流程 工程名 管制項目 包裝 外觀 規格 特性 制程管制(作業設備) 作業規范 規格設定值 生產設備 檢驗項目 包裝 外觀 規格 特性 品質管制 檢驗標准 檢驗頻率 檢驗設備 目視 厚度規 卡尺 電腦拉力機 高壓測試機 直尺 XRF儀 目視 溫濕度表 三次元 膜厚儀 膜厚儀 銅線規格書 1次/批 微電阻測試儀 電腦拉力機 軟性排線作業 IPQC2小時; 指導書 作業員不定時 軟性排線作業 指導書 目視 直尺 卡尺 三次元 直尺 厚度計 目視 游標卡尺 目視 游標卡尺 軟性排線作業 指導書 1次/批 三次元 電阻測試儀 耐壓機 絕緣阻抗測試儀 作業員 IPQC IPQC 作業員 實驗室人員 無 IPQC 作業員 實驗室人員 責任擔當 制造課 品管課
壓延機
阻抗 伸長率
*上料貼
合
規格 寬度 厚度 外觀 刀距 刀鋒 外觀 材質確認
FFC軟性排線 FFC軟性排線 作業指導書 作業指導書 軟性排線作業 軟性排線作業 指導書 指導書 FFC軟性排線 FFC軟性排線 作業指導書 作業指導書
銅線架 貼合機 無
外觀 規格 寬度 厚度 外觀 外觀 尺寸 外觀 尺寸
文件編號: 文件版號:
不合格品處理方式 品管課 不合格品作區分,作記號標 記,並作調機,報告主管處 理。 將不良品挑出,並作記錄 不合格品作區分,作記號標 記,並作調機,報告主管處 理。 將不良品挑出,並作統計, 報告主管處理
導通測試
切片
裸銅尺寸,內 切片作業指導 FFC軟性排線 長 寬度 書 作業指導書 數量 外觀 規格 外觀 尺寸 加工位置 軟性排線作業 軟性排線作業 指導書 指導書
产品QC工程图 (质量保证工程图)Excel表格
示波器、PC机、万用表 误码仪、噪声仪、频谱仪、功率计、网
络分析仪、示波器、PC机、万用表
工装夹具
工艺要求 操作人
误码仪、电源
N-N、BNC线缆、下变频器
成品 成品 成品 成品 成品 成品
电装QC组长 装配检验作业指导书/外观检验表格
测试组长
作业指导书
测试组长
作业指导书
测试组长
作业指导书
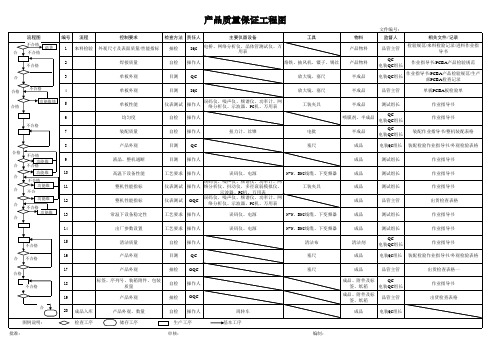
品管主管出货检查表格产Fra bibliotek质量保证工程图
流程图
编号 流程
控制要求
检查方法 责任人
主要仪器设备
不合格 退货 合 不合格
1 来料检验 外观尺寸及表面质量/性能指标 抽检
IQC
电桥、网络分析仪、晶体管测试仪、万 用表
工具
不合格
2
焊接质量
自检 操作人
烙铁、抽风机、镊子、锡丝
合
3
单板外观
目测
QC
放大镜、塞尺
物料 产品物料 产品物料 半成品
生产工序
基本工序
批准:
审核:
编制:
9
合 不合格
功能维
10
合 不合格
功能维
合
不合
11
功能维
12
合 不合格
功能维
13
合
产品外观 液晶、整机通断 高温下设备性能
整机性能指标 整机性能指标 常温下设备稳定性
目测
QC
塞尺
目测 操作人
工艺要求 操作人
误码仪、电源
N-N、BNC线缆、下变频器
仪表测试 仪表测试
操作人 OQC
误码仪、噪声仪、频谱仪、功率计、网 络分析仪、抖动仪、多径衰弱模拟仪、
络分析仪、示波器、PC机、万用表
工装夹具
工艺要求 操作人
误码仪、电源
N-N、BNC线缆、下变频器
成品 成品 成品 成品 成品 成品
电装QC组长 装配检验作业指导书/外观检验表格
测试组长
作业指导书
测试组长
作业指导书
测试组长
作业指导书
品管主管出货检查表格产Fra bibliotek质量保证工程图
流程图
编号 流程
控制要求
检查方法 责任人
主要仪器设备
不合格 退货 合 不合格
1 来料检验 外观尺寸及表面质量/性能指标 抽检
IQC
电桥、网络分析仪、晶体管测试仪、万 用表
工具
不合格
2
焊接质量
自检 操作人
烙铁、抽风机、镊子、锡丝
合
3
单板外观
目测
QC
放大镜、塞尺
物料 产品物料 产品物料 半成品
生产工序
基本工序
批准:
审核:
编制:
9
合 不合格
功能维
10
合 不合格
功能维
合
不合
11
功能维
12
合 不合格
功能维
13
合
产品外观 液晶、整机通断 高温下设备性能
整机性能指标 整机性能指标 常温下设备稳定性
目测
QC
塞尺
目测 操作人
工艺要求 操作人
误码仪、电源
N-N、BNC线缆、下变频器
仪表测试 仪表测试
操作人 OQC
误码仪、噪声仪、频谱仪、功率计、网 络分析仪、抖动仪、多径衰弱模拟仪、
QC工程图(品质保证体系图)

100﹪原材料,名称,数量确认 叉车 材料100%原材料; 干燥条件:120℃/4~6H 金型温度,成型条件 成型机:25T
目视
资材课 成形课
仓库 生产车间 生产车间 生产车间
物料申请单
1-2
1Hale Waihona Puke 3 2目视 温度计成形课 成形课
成型条件表 成型条件表, 成型日报表, 点检记录表
首件检验指导书 产品检查指导书
5 6
捆包 搬运
胶箱等包材 叉车 1.外观、包装确认检查 2.叉车
成形课 成形课
7
入库
8
☆
出货检查
1.外观检查: 1.品检 课 AQL0.1 目视 2.包装:捆包 2.资材 课 仕样书 1.外观: 1.寸法/结构/外观:同《产品检 AQL0.1 测量用工具 OQC 查标准书》内容; 2.寸法/核对 /目视 2.包装确认:参照捆包仕样书 样办: N>1啤/LOT 出荷捆包,现品票, 数量,包装方式 目视 全数 资材课
货仓
产品检查标准书 捆包仕样书 成形入库抽查表
部品出货检查基准书
生产车间 测定室
产品检查标准书 捆包仕样书 出货检查成绩表 出货明细表, 出货检查成绩表, 材料证明书, 成型条件表
9 备 注
▽
出荷
货仓
◇表示入库 ▽表示出库
□表示运输 ○表示加工过程
☆表示检查过程
TOUSOU/WI-品管-28/AO
N=1啤
IPQC
生产车间 测定室
标准样品 限度样品 部品成形首检表
4
☆ ○ □ ☆ ◇
过程检查
1.外观: N>3啤/2H 外观/寸法 目视/ 2.寸法/核对样 (同《产品检查标准书》内容) 测量用工具 办: N>1啤/4H
QC工程图_(品管)-1

3
入(物 料)库
物料的搬运、分 类 库房温度、 产品防护控制程序、物料 磅秤、电子秤、卷 湿度控制 账、物 入库/出库/退库/报废处理 尺 、卡管理 库存 操作程序、仓库管理办法 期、库存量控制 将胶料、色母、 硫化剂按规定的 比例进行混炼。
仓储
数量、重量 抽检 、规格
105E
依据仓库管理办法对库存物 料进行管理,
仓储
物料请购单
称量 目视
100%
将物料请购单与送货单及物 料验收入库单进行核对
物料验收入库单
如有不符,仓管员将该信息即时反馈 至采购部,由采购员通知供方进行更 改
2
IQC
检验和验证
进料检验规范、产品的监 卡尺、二次元、拉 视和测量控制程序、不合 力计、厚度规、硬 格品控制程序、物料技术 度计、ROHS测试 规范书 仪
包装准确性 及标签内容 目视 正确性
全检
依据包装规范要求,确认包 装的数量、包装材料及标签 内容的正确性
包装日报表
如有不符,立即进行改善
12
OQC
对产品包装、外 观、性能及环保 ROHS进行确认
SIP、图纸
卡尺、二次元、 ROHS测试仪、硬 度计
OHS的确 认
105E
产品QC工程图
符号代表:
操作
质量检验
存储
数量的检验
流程图
项次 工程符号/名称 工程内容说明
标准工程制程
相关规程 设备、治/工/夹 权责 重点管制 检验 /量/检具 单位 特性 类别 管制频 率
品质工程管制
检验方法 管制/检验表单 改善措施
1
进料
待验物料之存放 规划、物料暂收
产品防护控制程序、物料 磅秤、电子秤、卷 入库/出库/退库/报废处理 尺 操作程序
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电装
表面质量、形 位尺寸、数量
自检 互检
100%
按装配图纸、 生产工艺要求 及制程检验规 范(电装),进行 装配并作自检/ 互检
推移图、柏 拉图、特性 要因图、层 别法、甘特 图
生产日报表、调 试记录表、零件 如有品质异常,需 领用统计表、生 即时通知工艺或品 产完成情况日报 管给予协助解决 表
17
IPQC( 6)
各谐振杆间距、谐振 杆对地高度、谐振杆 对窗口尺寸、飞杆对 地高度、外观/内腔检 查
产品的监视和测量控 制程序、不合格品控 制程序、纠正和预防 措施控制程序、制程 检验规范(电装)、标 识和可追溯性控制程 序
塞规、厚薄 规、千分尺 、卡尺、角 尺、卷尺、 扭力扳手、 力矩计、温 度测试仪、 放大镜、镊 子
自检 互检
100%
按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/剪切/ 锯割
推移图、柏 拉图、特性 要因图、层 别法、甘特 图
如有品质异常,需 班组转接记 即时通知工艺或品 录表 管给予协助解决
6
冲
铣
车
设施和工作环境控制 程序、生产和服务提 程式设定、外形尺寸 供控制程序、产品防 量测、定位、车/铣/ 护控制程序、文明安 冲、去毛刺、去屑 全生产规定、各类设 备操作规程
2
IQC
检验和验证
进料检验规范、产品 的监视和测量控制程 序、不合格品控制程 序、物料技术规范书
塞规、厚薄 规、千分尺 、卡尺、角 尺、钢/卷尺
品管
外观 尺寸 电气性能
抽检
3
入(物
物料的搬运、分类 产品防护控制程序、 库房温度、湿度控制 物料入库/出库/退库/ 磅秤、电子 账、物、卡管理 库 报废处理操作程序、 秤、卷尺 仓库管理办法 存期、库存量控制
12
表面 处理
拉丝机、喷 砂机、校平 机械 机、塞规、 表面质量、数 厚薄规、千 外协加工 量 分尺、卡尺 、角尺
自检 互检
100%
推移图、柏 拉图、特性 要因图、层 别法、甘特 图
如有品质异常,需 班组转接记 即时通知工艺或品 录表 管给予协助解决
13
IPQC( 4)
外观/尺寸/实装检验 和验证
产品的监视和测量控 制程序、不合格品控 塞规、厚薄 制程序、纠正和预防 规、千分尺 措施控制程序、制程 、卡尺、角 检验规范(机加工)、 尺、卷尺 标识和可追溯性控制 程序
推移图 层别法 查检表
领料单、补料单 、借料单
如有不符要清查 (规格或质量不 符,通知品管查 核)
5
下料
设施和工作环境控制 程序、生产和服务提 剪床、带锯 程式设定、外形尺寸 供控制程序、产品防 机、卡尺、 量测、定位、剪锯 护控制程序、文明安 钢卷尺 全生产规定、各类设 备操作规程
机械
表面质量、外 形尺寸、数量
品管
表面质量、形 位尺寸
首检:1Pcs/次; 巡 首检 检:5Pcs/2Hs, 巡检 附带5S检查; 定位检 定位检:50% 以上
首件检验单、机 依据机加工图 如有不符,通知机 加工零部件巡回 纸、生产工艺 推移图、柏 械部校机或修模; 检验记录、返工 要求及制程检 拉图、特性 如严重不合格或已 返修单、品质异 验规范(机加 要因图、层 通知未改善者,则 常联络单、不合 开具品质异常联络 工)进行检验和 别法 格品评审和处置 单或组织MRB会议 验证 单 按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/校平/ 拉丝/喷砂
CNC、塞规 、厚薄规、 千分尺、卡 尺、角尺、 风枪
机械
表面质量、形 位尺寸、数量
首检 自检 互检 巡检
首检:1Pcs/次; 巡 检:5Pcs/2Hs 自检互检: 100%
按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/CNC 加工/去毛刺/去 屑
推移图、柏 班组转接记 拉图、特性 如有品质异常,需 录表、加工中心 要因图、层 即时通知工艺或品 零件转入/转出 别法、甘特 管给予协助解决 记录、 图
16
装配
装接插件、谐振杆、 抽头焊接、清洁、自 检互检(各谐振杆间 距、谐振杆对地高度 、谐振杆对窗口尺寸 、飞杆对地高度之量 测)
设施和工作环境控制 程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设 备操作规程
塞规/尺(自 制量检具) 卡尺、扭力 扳手、力矩 计、自制装 配工装/夹具 、斜口钳、 镊子、
铣床、冲床 、钻床、塞 规、厚薄规 、千分尺、 卡尺、角尺 、风枪
机械
表面质量、形 位尺寸、数量
自检 互检
100%
按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/车铣 冲/去毛刺/去屑
推移图、柏 拉图、特性 要因图、层 别法、甘特 图
如有品质异常,需 班组转接记 即时通知工艺或品 录表 管给予协助解决
14
电镀
前检查、上挂吹砂、 化学去油、脱膜、电 解去油、碱蚀、酸蚀 、酸碱蚀、3次浸锌、 预镀铜、亮铜、过酸 、活化、预镀银、亮 银、钝化、烘干、检 验、老化、包装
设施和工作环境控制 程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设 备操作规程
抽风机、电 热鼓风干燥 箱、荧光测 厚仪、斜口 钳、镊子、 放大镜、卡 尺
18
老化
烘箱设定 温度设定 时间监控
产品老化工艺 烘箱操作工艺说明
烘箱
电装
表面质量、温 度/时间调控
自检
100%
按产品老化工 艺说明及相关 规程,进行温 度设定并对其 时间进行调控
推移图、柏 生产日报表、生 拉图、特性 如有品质异常,需 产完成情况日报 要因图、层 即时通知工艺或品 表、部件/整机 别法、甘特 管给予协助解决 老化记录表 图
电镀 品管
表面质量、镀 厚尺寸、数量
首批检 查自检 互检
首批(槽) 检查;自检 、互检: 100%
推移图、柏 依据电镀工艺 拉图、特性 要求及相关规 要因图、层 程进行电镀作 别法、甘特 业 图
如有品质异常,需 班组转接记 即时通知工艺或品 录表 管给予协助解决
15
IPQC( 5)
外观/色泽/镀厚尺寸 检验和验证
品管
表面质量、形 位尺寸
首检:1Pcs/次; 巡 首检 检:5Pcs/2Hs, 巡检 附带5S检查; 定位检 定位检:50% 部校验工装或调 生产工艺要求 推移图、柏 检验记录、返工 整作业方法;如严 及制程检验规 拉图、特性 返修单、品质异 重不合格或已通知 范(电装),进行 要因图、层 常联络单、不合 未改善者,则开具 首检/巡检/定位 别法 格品评审和处置 品质异常联络单或 检 组织MRB会议 单
仓储
数量、重量、 规格
抽检
物料验收入库单 依据进料检验 、不合格品评审 推移图 GB2828-87一 规范、物料技 和处置单、 柏拉图 次正常或加 术规范书对来 交货检验记录表 严抽样、Ⅰ 特性要因图 料进行检验和 、品质异常联络 水平 层别法 验证 单、原材料检验 记录 依据仓库管理 办法对库存物 推移图 一卷或一个 料进行管理, 物料验收入库单 如FIFO、温/湿 包装 层别法 度调控、防潮/ 火/水/盗
品管
表面质量
首检:1Pcs/次; 巡 首检/巡 检:5Pcs/2Hs, 检/定位 附带5S检查; 检 定位检:50% 以上
首件检验单、机 依据机加工图 如有不符,通知机 加工零部件巡回 纸、生产工艺 推移图、柏 械部校机或修模; 检验记录、返工 要求及制程检 拉图、特性 如严重不合格或已 返修单、品质异 验规范(机加 要因图、层 通知未改善者,则 常联络单、不合 开具品质异常联络 工)进行检验和 别法 格品评审和处置 单或组织MRB会议 验证 单
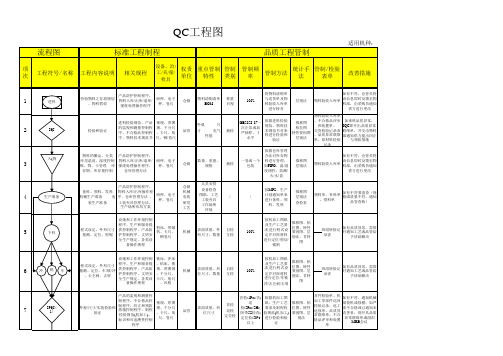
QC工程图
适用机种:
流程图
项次 工程符号/名称
标准工程制程
工程内容说明 相关规程
设备、治/ 工/夹/量/ 检具
品质工程管制
权责 重点管制 管制 单位 特性 类别 管制频 统计手 管制/检验 管制方法 率 法 表单
将物料请购单 与送货单及物 料验收入库单 进行核对
改善措施
1
进料
产品防护控制程序、 待验物料之存放规划 磅秤、电子 物料入库/出库/退库/ 、物料暂收 秤、卷尺 报废处理操作程序
8
CNC 加工
程序设定 定位 CNC铣加工 点孔
设施和工作环境控制 程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设 备操作规程 产品的监视和测量控 制程序、不合格品控 制程序、纠正和预防 措施控制程序、制程 检验规范(机加工)、 标识和可追溯性控制 程序 设施和工作环境控制 程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设 备操作规程
9
IPQC( 2)
外观/尺寸/实装检验 和验证
塞规、厚薄 规、千分尺 、游标卡尺 、角尺、卷 尺
品管
表面质量、形 位尺寸
首检:1Pcs/次; 巡 首检 检:5Pcs/2Hs, 巡检 附带5S检查; 定位检 定位检:50% 以上
首件检验单、机 依据机加工图 如有不符,通知机 加工零部件巡回 纸、生产工艺 推移图、柏 械部校机或修模; 检验记录、返工 要求及制程检 拉图、特性 如严重不合格或已 返修单、品质异 验规范(机加 要因图、层 通知未改善者,则 常联络单、不合 开具品质异常联络 工)进行检验和 别法 格品评审和处置 单或组织MRB会议 验证 单 按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/攻丝/ 去毛刺/去屑
首件检验单、机 依据机加工图 如有不符,通知机 加工零部件巡回 纸、生产工艺 推移图、柏 械部校机或修模; 检验记录、返工 要求及制程检 拉图、特性 如严重不合格或已 返修单、品质异 验规范(机加 要因图、层 通知未改善者,则 常联络单、不合 开具品质异常联络 工)进行检验和 别法 格品评审和处置 单或组织MRB会议 验证 单