热塑性塑料——注射成型33页PPT
注射模塑工艺课件(PPT90张)

①后区的拄状固体在流动中的阻力可用所 发生的压力降Δ Ps表示:
②前区的半固体和熔融体的压力损失可 采用下式
从式中可以看出:三种状态的压力损失都 是随料筒直径加大减小的。增大直径对塑化是 不利的,所以柱塞式注射机中塑料的流动和加 热过程之间存在着矛盾。
移动螺杆式注射机中:
第一种:螺杆顶部与喷嘴之间的液体流动阻力。 第二种:螺杆区塑料与料简内壁之间的阻力。 无论塑料是固体、半固体或熔体,其流动阻力 均可用下式计算:
大小、形状、厚度,成型机的类型、采用 塑料品种、工艺条件等因素。 特点:周期短,能一次成型外形复杂、 尺寸精确、带有金属或非金属嵌件的塑料 模制品、各种塑料适应性强、生产效率高, 易于实现全自动化生产等 塑料品种:几乎所有的热塑性塑料和多 种热固性塑料
注射机:基本作用
(1)加热塑料,使其达到熔化状态; (2)对熔融塑料施加高压,使其射出面充满棋具型腔。 往塞式注射机 单螺杆定位预塑注射机 移动螺杆式注射机
平均分子量高,分布较窄的塑料熔融粘
度都偏高;而平均分子量低,分布较宽的 塑料熔融粘度则偏低。前者较后者应适当 提高料筒温度。 塑料在不同类型的注射机(柱塞式或螺 杆式)内的塑化过程是不同的,因而选择 科筒温度也不相同。柱塞温度要高。 选择料筒温度还应结合制品及模具的结 构特点,薄壁高、厚壁低。
移动螺杆式注射机
6.2 注射模塑设备 移动螺杆式和柱塞式两种注射机都是 由注射系统、锁模系统和塑模三大部分组 成的 6.2.1 注射系统 它是注射机最主要的部分,其作用是 使塑料均化和塑化,并在很高的压力和较 快的速度下,通过螺杆或柱塞的推挤将均 化和塑化好的塑料注射入模具
注射系统包括:加料装置、料筒、螺杆、 (柱塞式注射机则柱塞和分流梭)及喷嘴等 部件。 1.加料装置 小型注射机的加料装置, 通过与料筒相连的锥形料斗。 料斗容量约为生产1~2小时的用料量 大型注射机上用的料斗基本上也是锥形的, 只是另外配有自动上料的装置
注射成型

注射成型就是将塑料(一般为粒料)从注射机的料斗 送进加热的料筒,经加热熔化呈流动状态后,由柱塞 或螺杆的推动,使其通过料筒前端的喷嘴注入闭合塑 模中,充满塑模的熔料在受压的情况下,经冷却(热 塑性塑料)或加热(热固性塑料)固化后即可保持注 塑模型腔所赋予的形样,松开模具取得制品,完成一 个模塑周期。
6.2.3 注塑模具
7.结构零件
导向零件:确保动、定模合模时准确对中。 脱模装置:将制品能迅速和顺利的自型腔中脱出。 抽芯机构:制品的侧面带孔或凹槽时,除少数制品 可以强制脱模外,在模具中均应设置侧向分型或侧 向抽芯机构。 8.加热或冷却装置 使熔料在模具内固化定型的装置。
可自然冷却,也可用冷却介质通入模具的专用管道来 实现。
防止嵌件的周围出现裂纹或导致制品强度下降。 预热可减少熔料与嵌件的温差,使嵌件周围的熔料冷 却较慢,收缩均匀,产生热料补缩作用,防止内应力 的产生。 预热温度:110~130℃。 4.脱模剂的选用 使塑料制件容易从模具中脱出而敷在模具表面的一种 助剂。如:硬脂酸锌(PA除外)、液体石蜡(PA常 用)、硅油(较昂贵)。注意润滑剂的用量要适中。
6.3.2 注射过程
则加热效率Eh
即:实际温升与最大温升之比。
T2 T1 Eh TW T1
Eh值高,有利于塑化。
(2)加热效率的影响因素 ①在料筒几何尺寸一定的情况下,塑料在料筒内的 受热时间t与料筒中的存料量Vp,每次注射量W和注 射周期tc有如下关系: V p tc t W 则存料量多,注射周期长,都可增长受热时间。
6.2.3 注塑模具
型腔设计原则:
(1)根据塑料的性能、制品的几何形状、尺寸公差 、 使用要求等来确定总体结构; (2)选择分型面,确定浇口和排气孔的位置,脱模方 式等; (3)按制品尺寸进行各种零件的设计及各个零件间的 组合方式; (4)对成型零件进行整齐的选材、强度、刚度的校核;
第1章 注塑成型基础知识 ppt课件

1.模具缺陷 2.工艺条件设置不当 3.原料不符合使用要求
29 PPT课件
1.6.3 凹陷及缩痕(Sink Mark)
凹陷及缩痕(Sink Mark)是由于缺料注射引起的局部内收收缩造 成的。注塑制品表面产生的凹陷是注塑成型过程中的一个常见问 题。凹陷一般是由于塑料制品壁厚不均引起的,它可能出现在外 部尖角附近或者壁厚突变处。产生凹陷的根本原因是材料的热胀 冷缩。凹陷及缩痕(Sink MarK)缺陷分析及排除方法:
21 PPT课件
1.5.1 概述
1.按使用特性分类 通用塑料 工程塑料 特种塑料
22 PPT课件
1.5.1 概述
2.按加工方法分类 根据各种塑料不同的成型方法,可以分为膜压、层压、注射、挤
热塑性塑料注射成型过程分析
慢速充模
充模类型
熔体自浇口向模腔底部逐渐扩展,能顺利排出空气,制品质量较均匀。
但过慢的速度会延长充模时间,使熔体在流道中冷却降温,并出现分
层和结合不好的熔接痕,影响制品的质量。
第二节 热塑性塑料注射成型过程分析
二、注射过程流体的流动 3、熔体在模腔内的充模流动 充模类型
熔体在喷嘴中的温度变化 注射压力越高,温升越快。
第二节 热塑性塑料注射成型过程分析
二、注射过程流体的流动
3、熔体在模腔内的充模流动 (1)熔体在模腔内的充模流动类型
熔体的充模过程:从聚合物进入模腔开始到模 腔被充满时为止,熔体充模的流动应为层流流 动。有两种充模形式:
快速充模; 慢速充模:
第二节 热塑性塑料注射成型过程分析
快速充模 熔体流首先射向对壁,由于模底先被熔体充满,模内空气无法排出而 被压缩,使制品质量不均匀,内应力也较大,表面常有裂纹。
第二节 热塑性塑料注射成型过程分析 二、注射过程流体的流动
3、熔体在模腔内的充模流动
(2)熔体流的逐渐推进充模过程
充模时熔体前缘变化的各阶段 1—开始阶段;2—过渡阶段;3—主阶段
《聚合物加工工程》
第四章 注射成型(Injection Molding)
第一节 注射成型概述(录像) 第二节 热塑性塑料注射成型过程分析 第三节 注射成型工艺
第四章 注射成型(Injection Molding)
第二节:热塑性塑料注射成型过程分析
一、塑化过程 二、注射过程流体的流动 三、模塑过程压力的变化 四、注射成型过程中聚合物的取向、结晶及内应力
五、注射成型中聚合物的取向、结晶及内应力
充 模 过 程 中 聚 合 物 的 取 向
热塑性塑料注射成型
热塑性塑料注射成型一、实验目的(1)了解柱塞式和移动螺杆式注射机的结构特点及操作程序;(2)掌握热塑性塑料注射成型的实验技能及标准测试样条的制作方法;(3)掌握注射成型工艺条件的确定及其与注射制品质量的关系。
二、实验原理1.注射过程原理注射成型是高分子材料成型加工中一种重要的方法,应用十分广泛,几乎所有的热塑性塑料及多种热固性塑料都可用此法成型。
热塑性塑料的注射成型又称注塑,是将粒状或粉状塑料加入到注射机的料筒,经加热熔化后呈流动状态,然后在注射机的柱塞或移动螺杆快速而又连续的压力下,从料筒前端的喷嘴中以很高的压力和很快的速度注入到闭合的模具内。
充满模腔的熔体在受压的情况下,经冷却固化后,开模得到与模具型腔相应的制品。
注射成型机主要的有柱塞式和移动螺杆式两种,以后者为常用。
不同类型的注射机动作程序不完全相同,但塑料的注射成型原理及过程是相同的。
热塑性塑料的注射时,模具温度比注射料温度低,制品是通过冷却而定型的;热固性塑料注射时,其模具温度要比注射料温高,制品时要在一定的温度下发生交联固化而定型的。
本实验是以聚丙烯为例,采用移动螺杆式注射机的注射成型。
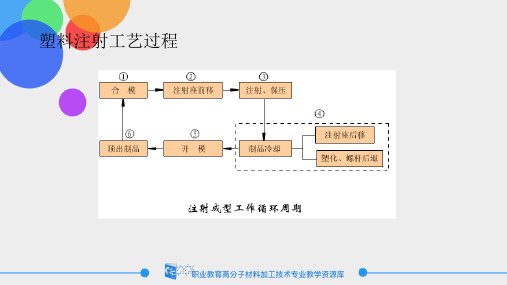
热塑性塑料的注射过程包括加料、塑化、注射充模、冷却固化和脱模等几个工序。
(1)合模与锁紧。
注射成型的周期一般是以合模为起始点。
动模前移,快速闭合。
在与定模将要接触时,依靠合模系统自动切换成低压,提供试合模压力和低速;最后切换成高压将模具合紧。
(2)注射充模。
模具闭合后,注射机机体前移使喷嘴与模具贴合。
油压推动与油缸活塞杆相连接的螺杆前进,将螺杆头部前面已均匀塑化的物料以一定的压力和速度注射入模腔,直到熔体充满模腔为止。
熔体充模顺利与否,取决于注射的压力和速度、熔体的温度和模具的温度等。
这些参数决定了熔体的粘度和流动特性。
注射压力是为了使熔体克服料筒、喷嘴、浇注系统和模腔等处压力,以一定的速度注射入模;一旦充满,模腔内压迅速到达最大值,充模速度则迅速下降。
注射成型的工艺过程ppt课件
③某些较厚的制品,虽然断面中心层部分尚未固 化,但也有一定厚度的壳层已经固化,此时取出制 品已可不产生过大的变形,这段时间也可以定为制 品的冷却时间;
④结晶型塑料制品的最厚部位断面的中心层温度 冷却到熔点温度以下所需要的时间,或结晶度达到 某一指定值所需要的时间。
保压阶段的压力可以维持原来的注射压力,一般是 稍低于原来的注射压力。提高保压阶段的压力,延长 保压时间,有利于提高制品密度,减少收缩,克服制 品表面缺陷。保压压力越高,浇口凝封压力也越高, 塑料还在流动,温度逐渐下降,因此,分子定向程度 大。这是注射制品大分子取向形成的主要阶段。
模腔内压力变化曲线分析 (4)
使模腔中的塑料能形成形状完整而致密的制品。
6.退回柱塞或螺杆,加入新料
7.冷却 卸除料筒中塑料的压力,通冷却水、油等冷却介质, 对模具进一步冷却。核心步骤 8.脱模 冷却到所需温度,可用人工或机械的方式脱模。
(三) 冲模阶段
注射过程中的压力损失
物料熔体在注射时要克服一系列阻力,包括熔体与料筒、喷嘴、浇 注系统、型腔的摩擦阻力及熔体的内摩擦阻力,同时还需要对熔体进行 压实,因此,所需的注射压力很高。
在螺杆式注塑机中,物料在固体输送段已经形成固体塞,阻力较小, 到计量段物料已经熔化,这时,无论固体、半固体还是熔体,其流动阻 力均较小。因此,螺杆式注塑机的注射压力损失小。
充模过程中模腔内压力变化曲线
模腔内压力变化曲线说明
a-熔料在受压保持时间(保压时间),b螺杆行程向前的时间,c-在塑模中冷却保持时 间, d-浇口中熔料凝固时的压力(封口压力), e、e1、e2-压力曲线,f-开模时的残余压力。
料层厚度
实验三 热塑性塑料注射成型
实验三热塑性塑料注射成型热塑性塑料注射成型技术是现代工业生产中使用最广泛的一种成型方法之一。
它使用高速注射机来将高温熔化的塑料材料注入成型模具中,然后冷却和固化,最终形成所需的制品。
该技术可以生产出各种形状、尺寸和厚度的零件,无论是单独的部件还是组合的组件。
注射成型过程主要包括以下几个步骤:1. 塑料颗粒的加入塑料颗粒通常是在注射成型机的进给斗中加入的,由进给斗中的螺杆将其输送到机器的加热区域。
2. 塑料的加热和熔化在加热区域内,螺杆会将塑料颗粒加热到高温,使其变成熔融状态。
3. 塑料的注射注射成型机中的熔融塑料经过一定的压力和流量控制后,通过喷嘴进入到成型模具中。
在注射过程中,塑料会在模具中冷却和固化,最终形成所需的制品。
4. 塑料零件的脱模当塑料完全固化后,模具会打开,零件会从中脱模。
注射成型技术的优点在于生产效率高、加工精度高、成本低等。
除此之外,还具备以下优点:1. 成型设计自由注射成型技术可以用来生产各种不同形状和尺寸的零件,设计师可以根据客户或市场的需求进行任意的设计。
2. 制品一致性高由于使用的是机器化生产技术,注射成型生产出的零件,其尺寸和形状非常一致。
3. 生产速度快注射成型技术可以在很短的时间内生产出大量的制品。
4. 制品的表面质量好注射成型生产的制品表面质量非常好, 这样的制品可以直接使用,而不需要额外的表面处理。
然而,注射成型技术也有着一些缺点。
最大的问题可能是生产批量。
如果需要生产的制品数量较少,那么使用注射成型技术可能就变得不划算。
此外,注射成型技术也要求使用设备投资大,所以对于中小型制造商来说有一定的门槛。
最后,注射成型生产所需的材料比较昂贵,而塑料废料难以回收再利用也可能导致环境的负担。
塑料注射成型机简单介绍PPT课件(18张)

7.施工中确因作业需要拆除各类防护 设施的 ,应由 作业班 组向项 目副经 理提出 申报, 经采取 有效的 安全补 救措施 后方能 拆除; 作业完 毕后, 项目副 经理应 督促有 关人员 及时做 好复原 工作, 经重新 验收后 方可使 用。
8.当土建结构施工完成后转入装饰或 安装施 工时, 必须对 临边、 洞口、 管弄井 和电梯 井等安 全防护 设施重 新进行 验收, 确认合 格后, 方能投 入使用 。如装 饰或安 装作业 交付其 它施工 单位时 ,双方 应履行 交接手 续,做 到职责 明确。
塑料注射成型机介绍
一、概述
注射成型机是将热塑性或热固性塑料制成 各种塑料制件的主要设备。
制品的形式(由模具决定)。
生产工作的过程。
合模 注射 储料(予塑) 抽胶 开模 顶出 顶针退 再循环
冷却
1、注射成型机的型式
外形分 (1)卧式注射成型机 (2)立式注射成型机 (3)角式注射成型机 合模结构分 (1)机械式 (2)油压式 (3)二板式 控制形式分(机械、电动)
油缸分部件 油缸拉杆、油缸后盖、螺母、油缸体、活 塞、活塞杆、油缸前盖。
调模分部件 调模丝母、大齿轮、调模丝母垫、调模丝 母压板。
顶针部件 固定板拉杆、顶出油缸、顶出杆、粗顶出 杆、顶出导板。
(2)注射部件
由塑化分部件、射移油缸分部件、注射 缸分部件、传动分部件。(见图)
其中零件名称一般有:
三位四通换向阀
二位三通换向阀
电液阀
单向阀
2、液压 电液比例阀(流量、压力) 溢流阀 液控阀 节流阀
油路图示例
3、电气部件 机器的电气控制是发展是很快的,以
前由继电器进行控制,然后是采用PLC控 制,发展到现在的专用电脑控制器控制。 主要由以下器件组成: 自动空气开关 接触器 断电器 接线板 按钮开关
热塑性塑料(注塑成型)的工艺性能、 热固性塑塑料工艺性能-课件
拉伸取向—由拉应力引起,取向方向与拉伸方向一致; 由拉应力引起,取向方向与拉伸方向一致; 流动取向—在切应力作用下沿着熔体流动方向形成的. 在切应力作用下沿着熔体流动方向形成的.
按流动性质不同,取向结构可分为: 按流动性质不同,取向结构可分为:
单轴取向—结构单元均沿着一个流动方向有序排列(取向); 单轴取向—结构单元均沿着一个流动方向有序排列(取向); 多轴取向—结构单元可沿两个或两个以上流动方向有序排列; 多轴取向—结构单元可沿两个或两个以上流动方向有序排列; 按结晶与非结晶聚合物分为: 按结晶与非结晶聚合物分为: 结晶取向 / 非结晶取向
a—中心层定向 最小 ; 中心层定向 b—内层定向较大; 内层定向较大; 内层定向较大 c—外层定向最大; 外层定向最大; 外层定向最大 d—表层未定向。 表层未定向。 表层未定向
20122012-2-23
定向原因: 定向原因:
2.2热塑性塑料的工艺性能 2.2热塑性塑料的工艺性能
d—未取向区 c—高度取向区 b—中等取向区 a—轻度取向区
2.2热塑性塑料的工艺性能 2.2热塑性塑料的工艺性能
定向:
在成型加工中聚合物在 某方向的压力作用下, 某方向的压力作用下,由于 剪应力造成的速度梯度的诱 导,聚合物分子在很大程度 上会顺着流动的方向整齐地 作平行的排列, 作平行的排列,这就是分子 取向的一种情况。 取向的一种情况。
d—未取向区 c—高度取向区 b—中等取向区 a—轻度取向区
2.2热塑性塑料的工艺性能 2.2热塑性塑料的工艺性能 第二章 塑料及模塑成型工艺
心灵纯洁的人, 生活充满甜蜜和喜悦
——列夫·托尔斯泰
20122012-2-23
2.2热塑性塑料的工艺性能 2.2热塑性塑料的工艺性能 2.2热塑性塑料的工艺性能
塑料注射成型工艺及模具设计注射模成型部分的设计PPT课件

成型零部件的设计
❖ 成形零部件是决定塑件几何形状和尺寸的零件,主要包括 凹模、凸模、镶件、成形杆和成形环等
❖ 凹模和凸模的结构设计
整体式凹、凸模结构 组合式凹、凸模结构
➢ 整体嵌入式 ➢ 局部镶嵌式 ➢ 四壁拼合式
小型芯的结构设计
❖ 螺纹型环和螺纹型芯的结构设计
24
名词解释
❖ 凹模:亦称型腔,是成形塑件外表面的主要零件 ❖ 凸模:亦称型芯,是成形塑件内表面的主要零件 ❖ 成形杆:成形塑件上小孔的型芯 ❖ 螺纹型环:成形塑件上的外螺纹 ❖ 螺纹型芯:成形塑件上的内螺纹
这些零件需要运动并传力,因此,要求材料具有良好的机械性能, 有时还与塑料直接接触,还需注意其耐热性
❖ 支撑零部件
是模具中的受力件,要求材料具有足够的强度和刚度
为30~70MPa
❖ 充模时,塑料熔体对模具的冲刷以及脱模时塑料制品对模 具的刮磨,都将导致成形零件表面发生磨损
成形时带有玻璃纤维、玻璃粉、石英粉等硬质填料
❖ 模具在工作过程中,有时还会受到腐蚀作用
在高温下,有些塑料会出现局部分解而产生腐蚀性气体
37
模具常见的失效形式
❖ 塑性变形失效
模具局部产生塑性变形,常见于渗碳钢和碳素工具钢,表现为麻 点、起皱、局部塌陷等,产生的主要原因是成形零部件的强度低, 表面硬化层薄,或工作温度超过了其回火温度
35
塑料注射模具材料的选用
❖ 制造模具零部件的材料直接影响其寿命、加工成本及制品 的质量
❖ 选择模具材料的主要依据是模具的工作条件,结合技术和 经济两方面综合考虑
从经济角度出发,对于大批量生产的塑料制品,关心的是模具的 寿命,总是要选用较好的模具材料,并采取一定的热处理和表面 强化措施;对于小批量生产时,只要能满足成形的质量,可选择 价格低廉的模具材料
热塑性塑料简介课件PPT
2021/3/10
6
非结晶性塑料介绍
非结晶性塑料的特征温度是玻璃化温度Tg。
当温度低于Tg时,高聚物表现为具有“玻璃”
特征性能,称之为“玻璃态”,此时的高聚物
具备使用功能,而不能被“可塑”性能;当高
于Tg时,高聚物则具有较高弹性和一定可塑性
特点,同时失去使用功能,称之为“高弹态”
。进一步升温后,其弹性失去而可以流动,称
2021/3/10
4
2.分类:
➢ 热塑性塑料根据性能特点、用途广泛性和成型技术通用
性等,可分为:通用塑料、工程塑料、特殊塑料等。
通用塑料的主要特点:用途广泛、加工方便、综合
性能好。如聚乙烯(PE )、聚氯乙烯(PVC)、聚丙 烯(PP )、聚苯乙烯(PS )、丙烯腈-丁二烯-苯乙 烯共聚物(ABS)又通称为“五大通用塑料”。
2021/3/10
10
➢ 性能:
聚乙烯为白色蜡状半透明材料,柔而韧,比水 轻,无毒,具有优越的介电性能。易燃烧且离火 后继续燃烧。透水率低,对有机蒸汽透过率则较 大。聚乙烯的透明度随结晶度增加而下降在一定 结晶度下,透明度随分子量增大而提高,具有优 异的化学稳定性。
➢ 用途:
低 密 度 聚乙烯:一半以上用于薄膜制品,其 次是管材、注射成型制品、电线包裹层等
工程塑料和特殊塑料的特点是:高聚物的某些结构
和性能特别突出,或者成型加工技术难度较大等,往往
应用于专业工程或特别领域、场合。主要的工程塑料有 :尼龙(Nylon )、聚碳酸酯(PC )、聚甲醛(POM) 、聚对苯二甲酸乙二醇酯(PET)、聚苯醚(PP0)等,通 称“五大工程塑料”。
特殊塑料如“医用高分子”类的“合成心脏瓣膜”、“人 工关节”等。
热塑性成型工艺 ppt课件

9
ppt课件
例:尼龙6的热变形温度为65℃,用30%玻纤增 强后,热变形温度可提高到190℃。 聚醚醚酮树脂的耐热性达220℃,用30%玻 纤增强后,使用温度可提高到310℃,这样高 的耐热性,热固性复合材料是达不到的。
10
ppt课件
(4)耐化学腐蚀性
复合材料的耐化学腐蚀性,主要由基体材 料的性能决定。
加水搅拌成均匀的悬浮料浆,用泵将其输 送到传送网带上,经减压脱水,形成湿毡,再 经干燥、切断、收卷成中间产品。
46
ppt课件
热塑性复合材料制品冲压成型工艺及设备
冲压成型工艺分为固态冲压成型和流动态冲压成型 ①固态冲压成型是按样板将片状模塑料剪切成坯料,然后
在加热器内将料片加热到到低于树脂熔点10 ℃ ~ 20 ℃, 装入模内,快速合模加压,冷却脱模,再经修边成制品。 ②流动态冲压成型是先将裁成与制品质量相同的坯料,在 加热器内加热到高于树脂熔点10 ℃ ~ 20 ℃,放入模具 内,快速加压,迫使坯料流动并填满模腔,冷却定型后 脱模成制品。
料筒温度由树脂种类定,纤维增强比纯 树脂稍高,注射压力一般在 80–200MPa。
ppt课件
23
卧式注塑机
HTL68
注塑成
型机
ppt课件
24
立式注塑机
ppt课件
25
注塑产品
ppt课件
26
10.3 挤出成型工艺
27
ppt课件
10.3 挤出成型工艺
挤出成型是热塑性复合材料制品生产中应 用较广的工艺之一。
3
ppt课件
热塑性复合材料分为短纤维增强复合材料和 连续纤维增强复合材料两大类
ppt课件
4
短纤维增强复合材料
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
热塑性塑料——注射成型
26、机遇对于有准备的头脑有特别的 亲和力 。 27、自信是人格的核心。
28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就是机遇。--温斯顿.丘吉 尔。 30、我奋斗,所以我快乐。--格林斯 潘。
45、