奇正商道:让99%的顾客都无法抗拒的珠宝销售话术
四种纯金属真空钎焊接头的组织和硬度
四种纯金属真空钎焊接头的组织和硬度
陈洁;于治水;苏钰;李瑞峰;石昆
【期刊名称】《机械工程材料》
【年(卷),期】2011(035)006
【摘要】采用60%BNi-2+40%BNi-5混合镍基钎料对四种纯金属铁、镍、钼、铬进行了真空钎焊,运用光学显微镜、扫描电镜、能谱仪、X射线衍射仪及硬度仪等对钎焊接头显微组织、钎缝成分分布、物相组成和显微硬度进行了分析。
结果表明:纯铁和纯铬的钎缝中硅、硼元素扩散不充分,均生成了脆性化合物,使接头硬度较高;纯镍和纯钼的钎缝完全由固溶体组成,硬度较低,同时钎焊纯镍的接头界面处产生了空洞,使其硬度最低。
【总页数】4页(P76-79)
【作者】陈洁;于治水;苏钰;李瑞峰;石昆
【作者单位】上海工程技术大学材料工程学院,上海201620;上海工程技术大学材料工程学院,上海201620;上海工程技术大学材料工程学院,上海201620;江苏科技大学材料科学与工程学院,镇江212003;上海工程技术大学材料工程学院,上海201620
【正文语种】中文
【中图分类】TG454
【相关文献】
1.钎焊温度对纯Fe真空钎焊接头组织及硬度的影响 [J], 史海川;于治水;褚振涛;卢云龙;马凯;张培磊
2.铜粉添加量对不锈钢钎焊接头组织和显微硬度的影响 [J], 于治水;经敬楠;苌文龙;顾小龙
3.钎缝间隙对316L不锈钢真空钎焊接头组织和硬度的影响 [J], 石昆;于治水
4.TC4钛合金-316L不锈钢真空钎焊接头组织与性能研究 [J], 朱瑞;李国选;汪月勇;王超宁;董可伟;孔见
5.钎焊温度对镍基合金真空钎焊接头组织及硬度的影响 [J], 于治水;石昆;李瑞峰因版权原因,仅展示原文概要,查看原文内容请购买。
交叉滚柱轴环 CrossRollerRing

Lh
L N 60
Lh ∶工作寿命时间 N ∶每分钟转数
摇摆运动用
Lh
360 L 2 θ n° 60
Lh ∶使用寿命时间
∶摇摆角度
no ∶每分钟往返次数
(h) (min-1)
θ
(h) (度) (※参考右图) (min-1)
˞揺摆角度∶较小时,轨道圈和滚子的接触面难以形成油膜, 可能发生微动磨损。如要以这种条件使用时,请咨询THK。
滚柱接触长度
ℓ
ℓʼℓ
ℓ
ℓ
ℓ
配有间隔保持器
配有钢板保持器(传统型)
(2)在传统型号中,如下图所示,外圈侧和内环侧的负荷区域相对于滚柱长度的中央为不对称结构。因 而,随著负荷的增大,力矩也增大,引起端面接触。此外,由于摩擦阻力增大,从而不能进行平稳的旋 转运动,磨损也将加快。
端面接触
负荷区对称 配有间隔保持器
【大幅度地提高了刚性(比传统型号提高3~4倍)】
与使用双列薄形角接触球轴承不同,由于滚柱为交叉排列,因此只用1个交叉滚柱轴环就可承受各个方 向的负荷。并且与传统型号相比,刚性被提高了3~4倍。
梯度角∶rad 双列角接触球轴承
力矩刚性图 ʷ
33"#
(N) (N) (N) (N·mm) (X0=1) (Y0=0.44) (mm)
径向载荷 (Fr)
力矩(M)
轴向载荷 (Fa) 力矩 (M)
C0 fS P0
fS ∶静态安全系数 C0 ∶基本静额定载荷 P0 ∶静态等价径向载荷
(参照表3) (N) (N)
【静态等价径向载荷P0】
交叉滚柱轴环的静态等价径向载荷可按下式计算。
采用更成熟的96层堆叠闪存颗粒 两款中高端NVMe SSD实战体验
采用更成熟的96层堆叠闪存颗粒两款中高端NVMe SSD实战体验作者:来源:《微型计算机》2020年第21期毫無疑问,采用96层堆叠的3D NAND颗粒绝对是今年SSD新品最主要的一个特征。
毕竟96层堆叠颗粒除了堆叠层数相比64层增加50%,存储密度更高外,96层堆叠闪存还借助升级后的传输接口,拥有更高的性能。
简单来说,采用96层堆叠闪存可以给SSD带来更大的容量、更强的性能。
而到了今年下半年,96层堆叠闪存的生产技术也取得了新的进展,96层堆叠闪存的工作频率、可靠性、性能有了进一步提升。
因此金士顿在采用96层堆叠闪存的KC2000 NVMe SSD仅仅发布约半年后就推出了同级新款产品:KC2500,而闪存颗粒厂商美光科技旗下品牌英睿达也借助美光在96层闪存颗粒上的突破,在今年下半年推出了让人期待已久的高端NVMe SSD:英睿达P5。
接下来就让我们通过实战测试来看看这两款采用最新96层堆叠闪存的NVMe SSD能有怎样的表现。
性能更强的96m颗粒金士顿KC2500 M.2 NVMe固态硬盘相对于金士顿在今年发布的KC2000固态硬盘,最新的KC2500无论是在外观还是硬件规格上都与其非常相近。
首先这款SSD也是采用M.2 2280板型设计,主控则选用了支持PCIe 3.0×4接口的慧荣SM2262EN主控。
该主控是一颗ARM Cortex R5双核心CPU,频率运行在625MHz,支持8通道读写、NVMe 1.3规范,支持端到端资料路径保护、SRAM ECC,以及结合LDPC和RAID的最新第五代NANDXtend ECC等各种“错误检查和纠正”技术。
同时它还支持TCG-opal 2.0、硬件真随机数和SHA256、XTS-AES256全盘实时加密技术。
此外,金士顿也为KC2500固态硬盘配备了独立缓存,用于存放记录数据位置的FTL映射表。
在其1TB产品上,它配备了两颗DDR3L 1600512MB内存颗粒作缓存,用来存放FTL分区映射表,其缓存总容量达到1GB。
ASTM标准材质对照
ASTM钢管标准对照:l.r5?+f4d,n8]1f(Q$QA323-93(2000)硼铁规格A324-73(2000)钛铁合金三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa)D4u:|-_&m!B7p#?!T/|A325-00经热处理最小抗拉强度为120/105ksi的钢结构螺栓三维网技术论坛5z(F#f9I3F9M&Q9E"tA325M-00结构钢连接件用高强度螺栓(米制)A327-91(1997)铸铁冲击试验方法三维网技术论坛6^0N+Y;f:P+d*I;^5])c!w0L3E+P:dA327M-91(1997)铸铁冲击试验方法(米制)三维网技术论坛9|)e!y9u#?3C2lA328/A328M-00薄钢板桩三维网技术论坛;V(P(~%s8U:J!D:_A331-95(2000)冷加工合金钢棒+n-h+G#Pj-W9r三维网技术论坛8L0p,Z+`;v.z6NA333/A333M-99低温用无缝与焊接钢管规格A334/A334M-99低温设备用无缝与焊接碳素和合金钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江3P4B;l$_'L0J3r6@7z"q8\4H;`+N9\A335/A335M-01高温用无缝铁素体合金钢管A336/A336M-99e1压力与高温部件用合金钢锻件规格A338-84(1998)铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件三维网技术论坛8j&q7p$[9`*Z+PA34/A34M-96磁性材料的抽样和采购试验的标准惯例3I:c&v,~+hP%]4i0z'S)G*U&i6L8R.S,H)q3u+UA340-99a有关磁性试验用符号和定义的术语2b"@8F7O:vh/n6O9A341/A341M-00用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法三维网技术论坛#]6ZQ"~1w4Z三维网技术论坛*~6Z+~,|5o7K/P,O%BA342/A342M-99磁铁材料导磁率的试验方法&z-Op&g-o7T6c*KA343-97在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25厘米艾普斯亭(EPSTEIN)机架测定材料的交流电磁性能的试验方法三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江B&B:e&Z;[:k6@A345-98磁设备用平轧电炉钢A348/A348M-00用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法A350/A350M-00c要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范0c%E+{:G/yA351/A351M-00容压零件用奥氏体及奥氏体铁素体铸铁的技术规范三维网技术论坛7Q;N2^3q+e/{5@/@3VA352/A352M-93(1998)低温受压零件用铁素体和马氏体钢铸件规格三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa2z/Z6C*I/z4X2T!~A353/A353M-93(1999)压力容器用经二次正火及回火处理的含9%镍的合金钢板A354-01淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格三维网技术论坛8A:A4n!A7S6H0HA355-89(2000)渗氮用合金钢棒"J5j_3q1{+x*@+J(Y6U6E4^6`'L;T%gA356/A356M-98e1蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or s,caxa,时空镇江;z:E2}5b,vfA358/A358M-01高温用电熔焊奥氏体铬镍合金钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxasm'a8E.E8H6z#[A36/A36M-00a碳素结构钢技术规范三维网技术论坛)^6X:m*j'I)x0f$NA363-98地面架空线用镀锌钢丝绳&T6S:n!@3K5X:_:A}J三维网技术论坛4l2|2K2s9t4R4\$MA367-60(1999)铸铁的激冷试验方法1G/z/e;K9s0g:YA368-95a(2000)不锈钢和耐热钢丝绳的标准-s7R+I2H3N$d2A369/A369M-01高温用锻制和镗孔碳素钢管和铁素体合金钢管三维网技术论坛2O6N4}"{-f!lA370-97a钢制品机械测试的标准试验方法和定义A372/A372M-99薄壁压力容器用碳素钢及合金钢锻件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江9{3Y3]0^,c1B)f#@1L'l9It5a&WA376/A376M-01高温中心站用无缝奥氏钢管A377-99球墨铸铁压力管规范索引三维网技术论坛0G6i7,w!dA380-99e1不锈钢零件、设备和系统的清洗和除垢三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa,m4T.`3g$c三维网技术论坛0I(e2x2E+r/y I:`,G+N^/vA381-96高压输送用金属弧焊钢管9P#N*l(w)J*ec5H,p$vRA384-76(1996)防止钢组件热浸镀锌时翘曲和扭曲用安全保护A385-00提供高质量镀锌覆层(热浸)三维网技术论坛"G4,g-^.h(O2EA3-01低、中、高碳素钢鱼尾(连接)板三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or s,caxa,时空镇江-t(F0F4W8T1O[:k%d(].{3JA387/A387M-99e1压力容器用铬钼合金钢板6K"s,~%P7b三维网技术论坛#D-n:R7_#L,m#hA388/A388M-95(2000)e1重型钢锻件超声波检测A389/A389M-93(1998)适合高温受压部件用经特殊热处理的合金钢铸件规格三维网技术论坛2s3D/H*~'R6h9n7Z8s4nA390-95(2001)饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A391/A391M-9880号合金钢链条三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江9V7R.N't#|4t,ax三维网技术论坛F%q0n:A)IA392-96镀锌钢丝链环栏栅网三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa2[K2WZ.G#a9C8d三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa9Z'A8a7L-i&@#F,h#xA394-00传动塔架用镀锌和裸露钢螺栓A395/A395M-99高温用铁素体球墨铸铁受压铸件三维网技术论坛4Z'~+M#b%U%B:RA400-69(2000)钢棒的成分及机械性能选择指南三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or ks,caxa,时空镇江*c4n!z4g$F8|1a)|&t*^三维网技术论坛6p0s3\T-i0u5N0zA401/A401M-98铬硅合金钢丝!t!v(s'{+^*j/YA403/A403M-00b锻制奥氏体不锈钢管配件A407-93(1998)盘簧用冷拉钢丝三维网技术论坛;[9O;^7K8k4GA409/A409M-01腐蚀场所或高温下使用的焊接大口径奥氏体钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa2G4L/w%o&N1QA411-98镀锌低碳钢铠装线9A4i;n.j/f7A'Q(~A413/A413M-00碳素钢链A414/A414M-00压力容器用碳素薄钢板A416/A416M-99预应力混凝土用无涂层七股钢铰线A417-93(1998)之字型、方型和正弦型装垫弹簧元件用冷拉钢丝A418-99涡轮机及发电机钢转子锻件的超声波检查方法三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江&V6v-MP-[$l'^5v7o1L#y三维网技术论坛%y/Z5[2tm0~.t:XA420/A420M-00b低温下用锻制碳素钢和合金钢管配件三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"t&Z.k%o,h$P6p$V2K/i*m2v8E)w"S;U/e!P5])kA421/A421M-98a预应力混凝土用无涂层消除应力钢丝的技术规范三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江)J;@.V/f9~2y8vA423/A423M-95(2000)无缝和电焊低合金钢管A424-00搪瓷用钢薄板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|s olidedge|solidwor s|caxa%r(G1R$O6s三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江'~,}{#a(CP3?;~A426-92(1997)高温用离心铸造的铁素体合金钢管8I5M.c:Z;~-k,V2iA427-74(1996)e1冷轧和热轧用锻制合金钢辊三维网技术论坛/B2v)n#C7j1n(I-RA428/A428M-01钢铁制品上铝覆层重量的测试方法三维网技术论坛-Z:m6\2z-G6v$[7\9C:e)v;^3dA434-90a(2000)热轧与冷精轧经回火及淬火的合金钢棒三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江1N+a#y2\:_三维网技术论坛+J`-`,]!h1W$B5m+c!F*aA435/A435M-90(2001)钢板的直射束纵向超声波检验三维网技术论坛#w1A0w!E5M2_A436-84(1997)e1奥氏体灰口铁铸件A437/A437M-01高温用经特殊处理的涡轮型合金钢螺栓材料A438-80(1997)灰铸铁横向弯曲试验A439-83(1999)奥氏体可锻铸铁铸件A447/A447M-93(1998)高温用镍铬铁合金钢铸件(25-12级)三维网技术论坛/B:r#f1@2M8XLA449-00经淬火和回火的钢螺栓和螺柱三维网技术论坛4r"\/f0U2m;l2c8p三维网技术论坛"s2r2h([,a$e2LA450/A450M-96a碳素钢管、铁素体合金钢管及奥氏体合金钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江(r"Z&c-t-Y:v)H%_0{/R:`A451-93(1997)高温用离心铸造的奥氏体钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江B'd"`/m$B1^7FA453/A453M-00具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料三维网技术论坛"W0g&v9~-e!^'R3D;L)G/]A455/A455M-90(2001)压力容器用高强度碳锰钢板A456/A456M-99大型曲轴锻件的磁粉检查,x?+P0].GA459-97镀锌平轧扁钢铠装带A460-94(1999)包铜钢丝绳标准;C&{;a4R4]8p7x.J&M三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江R:Be3\;gA463/A463M-00热浸镀铝薄钢板(R#N:b6f8L3K*?0B#yA466/A466M-98非焊接碳素钢链A467/A467M-98机器链和盘旋链A469-94a(1999)用于发电机转子的真空处理钢锻件A470-01涡轮机转子和轴用经真空处理的碳素钢和合金锻件三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江0y"\4q9[,n#C/y6h;XA471-94(1999)涡轮转子转盘和转轮用真空处理合金钢锻件技术规范三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa$b,X$z8e'H.r6W A472-98蒸汽涡轮机轴及转子锻件的热稳定性的试验方法A473-01不锈和耐热钢锻件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江+R1f*N/F7U9t+}:Q1wA474-98包铝钢丝绳标准三维网技术论坛;^8eb0Q/_'y1c/M4\三维网技术论坛0j(y?.p-g"F#H4[A475-98镀锌钢丝绳三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa7H0Q.6d4A476/A476M-00造纸厂干燥辊用球墨可锻铸铁件:|8O7Z6W"z4OA478-97铬镍不锈钢和耐热钢制编织钢丝三维网技术论坛2c1B!{3h'C*@)U,n9nA479/A479M-00锅炉及压力容器用不锈钢和耐热钢棒与型材三维网技术论坛M#t;G6l(h'u三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa:l)?6b&V'B%wA47/A47M-99铁素体可锻铁铸件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江7{+a0U1`"b/J!}$n9f8uz6h.Z,gA480/A480M-01扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A481-94(2000)金属铬三维,cad,机械技术汽车,catia,pro/e,ug,in ventor,solidedge,solid work s,caxa,时空镇江9U5H!^4gC5w/{,\7P*oA482-93(2000)铬铁硅三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江s+}l8H4z0q)LA483-64(2000)硅锰合金三维|cad|机械汽车技术|catia|pro/e|u g|inventor|solided ge|solidwor s|caxa(H9b6y0n1e4U3q.y:_A484/A484M-00不锈及耐热锻钢棒,钢坯及锻件的规格三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa%R"L5e,[-l%V)K.n9V"Q9@dA485-00高淬透性耐磨轴承钢的技术规范7D-S4El,F)LA487/A487M-93(1998)受压钢铸件三维网技术论坛)d1n9cn&W7R$j"n9x7qA488/A488M-01钢铸件焊接规程和工作人员的合格鉴定A48-94ae1灰铁铸件三维网技术论坛)U+|$@*{(n/j4V/M5J!A3?'FA489-00碳素钢吊耳m/K.}&H6|#W)|%B,D0~"j*|A490-00最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓0?+W$V4t,H3A.W(wA491-96镀铝钢链环栏栅结构三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"{(`4w']9J3}:R.q8zA492-95(2000)耐热不锈钢丝绳)n'T1m%y+l+z8v1A:p)A493-95(2000)冷镦和冷锻不锈钢和耐热钢丝3Lh6u#_8B0@*VA494/A494M-00镍和镍合金铸件&}8C&g*K)F%f!\2V"f6bA495-94(2000)硅钙合金钢技术规范三维网技术论坛.I2a7N/w&{2T6U9w7e/sA496-97ae1钢筋混凝土用变形钢丝三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江9j0~!K1F2f!s0W/J7`,S/x)VA497-99e1钢筋混凝土用焊接变形钢丝网A498-98无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管三维网技术论坛3U3E"L32H#X 三维网技术论坛(f+?x*]:A$J!S5PA49-01经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板三维网技术论坛*x*}(_!T/r+{A499-89(1997)e1轧制丁字钢轨用的碳素钢棒材及型材的技术规范三维网技术论坛1A.h6[*E9k7C&e:R,J$q01}!QA500-01圆形与异型焊接与无缝碳素钢结构管三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or ks,caxa,时空镇江i6f7v2H4e-[三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江8OY2_!q$B:x%v4A501-01热成型焊接与无缝碳素钢结构管三维网技术论坛&?:D(Y5j5A;P:@/c*[A503/A503M-01锻制大型曲轴的超声波检验三维网技术论坛k8[#w4T0i-h5Y1a,d三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江:?&T54@%p"z8`3_8A504-93(1999)锻制碳素钢轮三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa:g7x-B.o8U3SA505-00热轧和冷轧合金钢薄板和带材三维网技术论坛8q4v:G+`.I7E+}u-x+.X%r*aj;o4q1tA506-00正规质量及优质结构的热轧和冷轧合金钢薄板与带材*C"B$H5Q6vA507-00优质拉拔,热轧和冷轧合金钢薄板与带材A508/A508M-95(1999)压力容器用经回火和淬火真空处理的碳素钢与合金钢锻件3Z9s-IM.r)E.j'c A510-00碳素钢盘条和粗圆钢丝通用要求A510M-00碳素钢盘条和粗圆钢丝(米制)三维,cad,机械技术汽车,catia,pro/e,ug,in ventor,solidedge,solidwor s,caxa,时空镇江3o5C+C%y)@;s-w-tA511-96无缝不锈钢机械管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江4T8O7@%n-~%w)qA512-96冷拉对缝焊碳素钢机械管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa)h7t+`/u/e)o"vA513-00电阻焊碳素钢与合金钢机械钢管A514/A514M-00a焊接用经回火与淬火的高屈服强度合金钢板三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江%y$P5I!];g8R!}A515/A515M-92(1997)中温及高温压力容器用碳素钢板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa3Y%t2?*g;r0Z三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江$c6Y8F#T"\3VA516/A516M-90(2001)中温及低温压力容器用碳素钢板A517/A517M-93(1999)压力容器用经回火与淬火的高强度合金钢板A518/A518M-99耐蚀高硅铁铸件三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa5X/v#]*e/c/w#I2E2W;n0b2p8VA519-96无缝碳素钢与合金钢机械管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"Q*G+^%gls7qA521-96一般工业用闭式模钢锻件A522/A522M-95b(2000)低温用锻制或轧制含镍8%和9%的合金钢法兰,配件,阀门和零件规格:K#o;f3?}:f;T#aA523-96高压管型电缆线路用平端无缝与电阻焊钢管A524-96常温和低温用无缝碳素钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa:B.A.h"H7o&J"r1Y4_6j三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江9p X:D(Q&i%z$A529/A529M-00高强度碳锰结构钢质量-I9g;G0G"e.L)r*J;B5C&|.b9VZA530/A530M-99e1特种碳素钢和合金钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa%w1{3_+K+@:]三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江M2p.V2_:b,aA531/A531M-91(1996)涡轮发电机钢定位环的超声波检验A532/A532M-93a(1999)e1耐磨铸铁三维网技术论坛!X9p)U9P/@'Z-a三维网技术论坛3l-J-g#}!'v$f&GA533/A533M-93(1999)压力容器用经回火和淬火的锰钼及锰钼镍合金钢板I%N&U1B1@$v'Z/s三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江:H,U0_7@-b3`5x$R2NA534-94用于耐摩擦轴承的渗碳钢'D%S'e&D(U.g1`*S#p,B7KA536-84(1999)e1球墨铸铁件A537/A537M-95(2000)压力容器用经热处理的碳锰硅钢板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa&O8O'e9R(R%J"A#C8X0z9KA53/A53M-01无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范#L(S0t#B%b/@A539-99天然气和燃料油管线用电阻焊钢盘管三维网技术论坛"_F#c-y-t3C"rA540/A540M-00特殊用途的合金钢螺栓材料三维网技术论坛;i%g4t!d8\-A(_&WA541/A541M-95(1999)压力容器部件用经淬火和回火的碳素钢及合金钢锻件.e*\0d-m,a#C'H7k3三维网技术论坛7X&n:X"b3["[A542/A542M-99e1压力容器用经回火和淬火的铬钼、铬钼钒及铬钼钒钛硼合金钢板A543/A543M-93(1999)压力容器用经回火和淬火的镍铬钼合金钢板三维网技术论坛S-e(l3`'R三维网技术论坛8J!E6T;U;X"?,y)e)V8G*QA550-78(2000)铌铁合金三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa/K+^$n(_4N&xA551-94(1999)钢轮箍。
国际G,M代码大全
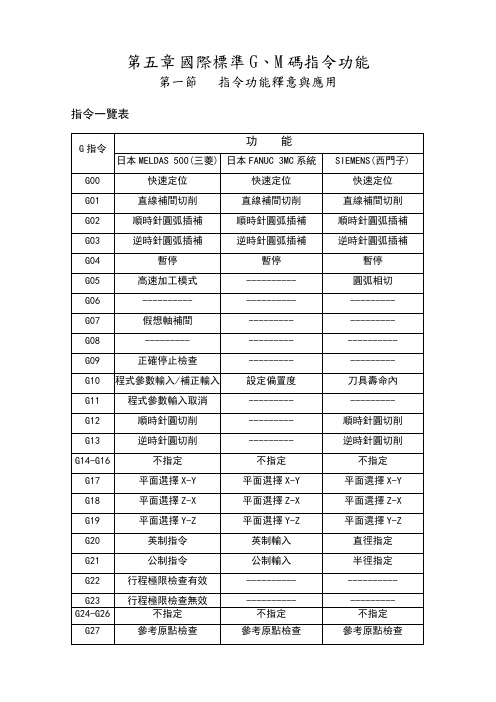
第五章國際標準G、M碼指令功能第一節指令功能釋意與應用指令一覽表指令一覽表M指令一般為機台的本身性能,故一般為輔助作用。
如:T05 M06進行換刀選擇刀號S1800 M03主軸正轉進行轉速設定M08為單獨指令使用進行加工中冷卻給水第二節 (三菱)指令格式說明一.基礎編程G00 XB YB ZB (快速定位) (從A 點→B 點→C 點→D 點) 是目標點座標 見G00軌跡如圖(5-1)刀具從A 點快速三軸同動移位到B 點a 為刀具軌跡 圖(5-1) G01 X_Y_Z_(直線補間切削)及G90 G91的應用X 、Y 、Z 是目標點座標圖(5-2)CNC 銑床加工某型腔。
銑刀直徑爲 Φ6型腔深2mm ,刀具加工軌跡如圖(5-3)工件加工零點,由面板操作。
設定OP 點為零點. 我們分別用G90(絕對座標)和G91(增量座標) 編 程B圖(5-2)AB指令G17、G18、G19該組指令用於選擇直線圓弧補間平面,G17選擇X 、Y 平面,G18選擇X 、Z平面,G19選擇YZ 平面 如圖(5-4) 應用程式如下表如圖(5-5)刀心按“O →A-B →C →D →B-0”軌直線運動。
當刀具三軸同動或單軸移動時可用G17狀態。
圖(5-3)Y圖(5-4)圓弧切削 指令G02 G03功能: 使刀具從圓弧起點,沿圓弧移動到圓弧終點。
G02為順時針圓弧切削,G03為逆時針圓弧切削。
一般格式如下: G17 X__ Y__ R__ I__ J__ F__ G18 X__ Z__ R__ I__ J__ F__ G19 Y__ Z__ R__ I__ J__ F__說明:(1) X Y Z 是圓弧終點座標,增量方式時是圓弧起點的增量座標。
(2) I J K 是圓弧圓心,在X Y Z 軸上的座標,有兩種表達方式:其一絕對方式時I J K 為絕對座標。
其二無論絕對增量編程,I J K 均為圓{ G02G03}圖(5-5){ G02G03} { G02G03}弧起點相對圓心的增量座標。
三丰通用测量程序操作指南
本手册中所使用的标记
各种注释
通过正确的操作帮助我们获取高可靠性测量数据的各种“注释”,用下列各种术语进行区分 表示。
要点 • 对实现目标所必需的信息进行的注释。不可无视该项指示。
• 提示如不遵守该指示,则有可能损害主机的性能、精度亦或有可能给维护机器运转带来困 难。
注释 提示本文中特别重要的、需要强调、补充的信息。指出进行特定操作时的特别注意事项(存
储限制、设备结构、有关程序特定版本的信息等)
参考
提示本文所记载的操作方法、顺序应用于特殊问题时的参考信息、操作及相关功能的详细 说明。
另外,还有其他参考信息时则提示信息之所在。
对由于不遵守本说明书所述使用方法而造成的损害,本公司概不负责。 本公司可能对说明书中所记事项不做予告进行更改。
新代参数设定参考手册

新代参数设定参考手册(总87页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除新代科技參數設定說明手冊by : 新代科技date :2006/11/20ver : 9.5版本更新記錄目錄1.參數總表 (7)2.參數設定說明 (36)2.1 系統基本參數設定 (36)2.1.1 硬體環境設定 (36)2.1.1.1 軸卡基本參數設定 (36)2.1.1.1.1Pr01 軸板基址 (36)2.1.1.1.2Pr09 軸板型態 (37)2.1.1.1.3 Pr10 伺服警報接點型態 (37)2.1.1.1.4Pr11 軸卡時脈來源 (38)2.1.1.1.5Pr12 SERVO6 軸卡最高時脈 (38)2.1.1.1.6Pr13 軸卡數目 (38)2.1.1.2 I/O 卡基本參數設定 (39)2.1.1.2.1Pr03 I/O 板基址 (39)2.1.1.2.2Pr05 I/O 板組態 (39)2.1.1.2.3Pr15 I/O 卡數位濾波程度 (42)2.1.1.3 控制精度設定 (43)2.1.1.3.1 Pr17 控制精度 (43)2.1.1.4 螢幕功能鍵型態設定 (43)2.1.1.4.1 Pr3205 功能鍵型態 (43)2.1.1.5 螢幕型別 (44)1 Pr3211 螢幕型別 (44)2.1.1.6 預設外部存取資料磁碟機代號 (44)1 Pr3213 磁碟機代號 (44)2.1.1.7 選擇控制面板鍵盤型態 (44)1 Pr3217 選擇控制面板鍵盤型別 (44)2.1.1.8 系統掃瞄時間設定 (45)1 Pr3202 I/O 掃描時間 (45)2 Pr3203 運動補間時間 (45)3 Pr3204 PLC 掃描時間 (45)2.1.2 軟體介面環境參數設定 (46)2.1.2.1 應用功能參數設定 (46)1 Pr411 G00 運動方式 (46)2 Pr413 G92(G92.1)座標保留模式設定 (46)2.1.2.1.3 Pr414 工件座標系統保留模式 (46)4 Pr415 重置或關機時保留目前刀長資料 (47)5 Pr3207 C/S 界面版本編號 (47)6 Pr3215 選刀時呼叫副程式 (47)7 Pr3241 工件程式小數點型態 (47)8 Pr3243 鍵盤重置鍵由 PLC 處理 (48)9 Pr3245 刀長磨耗補償輸入增量最大值 (48)0 Pr3801 G95 時進給量與主軸位置緊密偶合 (48)Pr3807 圓弧終點不在圓弧上檢查視窗 (49)2.1.2.1.12 Pr3809 UVW 為 XYZ 軸增量指令 (49)2.1.2.1.13 Pr3815 刀具半徑補償預看模式 (49)2.1.2.1.14 Pr3816 刀長補償模式 (49)5 Pr3819 過切檢查型態 (50)Pr3851 斷刀處理程式號碼 (50)2.1.2.2 系統人機介面設定 (51)1 Pr3201 設定啟動車床規則 (51)2 Pr3209 語言設定 (51)3 Pr3219 系統安裝組態 (52)4 Pr3221 除錯模式 (52)5 Pr3223 啟動系統管理功能 (53)6 Pr3225 螢幕保護功能延遲時間 (53)7 Pr3227 螢幕解析度 (53)2.1.2.2.8 Pr3229 關閉工件座標系統功能 (53)9 Pr3247 速率顯示方法 (54)2.2.伺服軸向參數設定 (55)2.2.1 各軸對應機械軸設定 (55)2.2.1.1 Pr21~Pr40 伺服對應的機械軸 (55)2.2.2 軸向馬達運動方向的設定 (55)2.2.2.1 Pr41~Pr60 馬達運動方向設定 (55)2.2.3 軸向命令與回授解析度設定 (56)2.2.3.1 Pr61~Pr80 位置感測器解析度 (56)Pr81~Pr100 軸卡回授倍頻 (56)Pr121~Pr160 螺桿側齒輪齒數,馬達側齒輪齒數 (56)Pr161~Pr180 螺桿寬度(Pitch) (56)Pr181~Pr200 伺服系統的位置迴路增益 (56)Pr201~Pr220 位置感測器型態 (56)Pr341~Pr360 位置命令倍率分子 (56)Pr361~Pr380 位置命令倍率分母 (56)2.2.4 各軸向應用型態設定 (58)2.2.4.1 Pr221~Pr226 軸型態 (58)2.2.4.2 Pr281~Pr300 選擇半徑軸或直徑軸 (59)2.2.5 各軸向顯示名稱設定 (59)2.2.5.1 P r321~Pr340 設定軸的名稱 (59)2.2.6 軸向控制模式設定 (60)2.2.6.1 Pr381~Pr400 位置伺服控制模式 (60)2.2.7 定位檢查功能設定 (60)2.2.7.1 Pr421~Pr440 切削時位置檢查的視窗範圍 (60)2.2.7.2 Pr481~Pr500 快速移動(Rapid T ravel, G00)時位置檢查的視窗範圍 (61)2.2.7.3 Pr561~Pr580 遺失位置檢查視窗 (61)2.2.7.4 Pr901~Pr920 零速檢查視窗 (61)2.2.8 各軸向左右軟體行程極限保護 (61)2.2.8.1 Pr2401~Pr2440 軟體第一行程保護的範圍 (61)2.2.8.2 Pr2441~Pr2480 軟體第二行程保護的範圍 (62)2.3.主軸參數設定 (63)2.3.1 主軸對應命令輸出埠設定 (63)2.3.1.1 Pr1621~Pr1630 主軸對應的機械軸或邏輯軸 (63)2.3.2 主軸命令參數設定 (63)2.3.2.1 Pr.1631~Pr.1636 主軸零速offset 速度 (63)2.3.2.2 Pr.1641~Pr.1646 主軸編碼器極性 (63)2.3.2.3 Pr.1651~Pr.1656 主軸馬達編碼器一轉的Pulse 數 (63)2.3.2.4 Pr.1661~Pr.1666 主軸回授倍頻 (64)2.3.2.5 Pr.1671~Pr.1676 主軸馬達增益 (64)2.3.2.6 Pr.1681~Pr.1692 主軸第一檔齒數比 (64)Pr.1901~Pr.1952 主軸第四檔齒數比 (64)2.3.2.7 P r.1711~Pr.1716 主軸是否安裝編碼器 (65)2.3.3 主軸運動轉速設定參數 (65)2.3.3.1 Pr.1721~Pr.1726 主軸寸動速度 (65)2.3.3.2 Pr.1731~Pr.1736 主軸最低轉速 (65)2.3.3.3 Pr.1801~Pr.1806 主軸最高轉速 (65)2.3.3.4 Pr.1821~Pr.1826 主軸伺服微分增益 (65)2.3.3.5 Pr.1831~Pr.1836 主軸加減速時間 (66)2.3.3.6 Pr.1851~Pr.1856 主軸重力加速度加減速時間 (66)2.3.4 主軸定位設定參數 (66)2.3.4.1 Pr.1741~Pr.1746 主軸定位速度 (66)2.3.4.2 Pr.1741~Pr.1746 主軸定位偏移量 (66)2.3.4.3 Pr.1771~Pr.1776 主軸原點偏移量 (66)2.3.4.4 Pr.1781~Pr.1786 主軸定位最低速度 (67)2.3.4.5 Pr.1791~Pr.1796 主軸馬達型態 (67)2.3.4.6 P r.1811~Pr.1816 主軸編碼器安裝位置 (67)2.3.4.7 Pr.1841~Pr.1846 主軸Y-Delta 切換速度 (67)2.4.軸向運動特性設定參數 (69)2.4.1 切削時前加減速運動規劃 (69)2.4.1.1 Pr401 切削加減速時間 (69)Pr402 重力加速度加減速時間 (69)Pr405 切削的最高進給速度 (69)Pr541~Pr560 各軸切削的加減速時間 (69)Pr621~Pr640 各軸切削的最高進給速度 (69)Pr641~Pr660 各軸重力加速度加減速時間 (69)2.4.2 切削時後加減速運動規劃 (71)2.4.2.1 Pr404 後加減速切削鐘型加減速時間 (71)2.4.3 切削時直線轉角自動減速功能 (73)2.4.3.1 P r406 轉角參考速度 (73)2.4.4 切削時圓弧切削運動最高進給速度設定 (74)2.4.4.1 Pr408 半徑5mm 圓弧切削參考速度 (74)2.4.5 快速移動及 JOG 時的加減速規劃 (75)2.4.5.1 Pr441~Pr460 各軸快速移動(G00)的加減速時間 (75)Pr461~Pr480 各軸快速移動(G00)的最高進給速度 (75)Pr501~Pr520 各軸快速移動(G00)的F0 速度 (75)Pr521~Pr540 各軸JOG 速度 (75)2.5.尋原點動作設定參數 (76)2.5.1 尋原點方式設定參數 (76)2.5.1.1 Pr961~Pr980 各軸尋原點方法 (76)2.5.2 尋原點動作規格與參數設定 (76)2.5.2.1 Pr821~Pr840 各軸第一段尋原點速度 (76)Pr841~Pr860 各軸第二段尋原點速度 (76)Pr861~Pr880 各軸尋原點為負方向 (76)2.5.3 原點偏移功能設定參數 (77)2.5.3.1 Pr881~Pr900 原點的偏移量設定 (77)2.5.4 原點柵格量功能設定參數 (78)2.5.4.1 Pr941~Pr960 啟動尋原點柵格功能 (78)2.6.手輪功能設定參數 (80)2.6.1 手輪訊號輸入設定參數 (80)2.6.1.1 Pr2031~Pr2034 手輪對應的機械軸 (80)2.6.2 手輪訊號解析度設定參數 (80)2.6.2.1 Pr2041~Pr2044 手輪Encoder 一轉的Pulse 數 (80)Pr2051~Pr2054 手輪回授倍頻 (80)2.6.3 手輪段數設定參數 (80)2.6.3.1 Pr2001 手輪第四段倍率設定 (80)2.6.4 手輪模擬功能設定參數 (81)2.6.4.1 Pr2003 手輪模擬對應手輪號碼 (81)2.6.5 手輪驅動軸向功能設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.6.5 手輪設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.7.機構補償功能設定參數 (82)2.7.1 尖角誤差補償設定參數 (82)2.7.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (82)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (82)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (82)2.8.軸耦合功能設定參數 (85)2.8.1 軸耦合功能設定參數 (85)2.8.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (85)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (85)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (85)1.參數總表2.參數設定說明2.1 系統基本參數設定2.1.1 硬體環境設定軸卡基本參數設定2.1.1.1.1 Pr01 軸板基址1.Servo_4 軸卡對應 I/O 基址與跳線規則:軸卡二片以下 Pr01今800 軸卡超過二片 Pr01今7682.S ervo_6 的第一片軸卡基址為768(目前一部控制器僅支援一張 Servo_6,不可與 Servo_4 混插)3.E mbedded 第一片軸卡基址固定為5122.1.1.1.2 Pr09 軸板型態0:EMP21:SVO4+不檢查伺服警報2:SVO4+伺服警報接點為常開接點 Normal Open( A 接點)3:SVO4+伺服警報接點為常閉接點 Normal Close( B 接點)4:EMP45:SERVO69:虛擬軸卡2.1.1.1.3 Pr10 伺服警報接點型態0: SERVO 6 軸卡警報為常開接點 Normal Open( A 接點)1: SERVO 6 軸卡警報為常閉接點 Normal Close( B 接點)2.1.1.1.4 Pr11 軸卡時脈來源此參數為設定軸卡時脈來源:設定 0 為使用軸卡自已時脈設定 1 為共用控制器底板 IPC Bus 時脈設定 2 為共用主機板 VIA 時脈設定原則:一體機控制器今請設定『0』非一體機控制器今請設定『2』舊型 486 主機板控制器今請設定『1』2.1.1.1.5 Pr12 SERVO6 軸卡最高時脈此參數為設定 Servo6 軸版最高時脈。
结构力学第三章习题参考解答

FAy 6 FAx 2 0
1 ql 2A
1 ql 4
取整体:M A 0
Fy 0
取AC: MC 0
取整体: Fx 0
l
l
0.45ql
FBy
1 2l
ql 3l 2
3 ql 4
FAy
ql
3 4
ql
1 4
ql
FAx
2 ql 2 l4
1 ql 2
FBx
1 ql 2
l 2
1 ql B2 3 ql 4
取左段
FNK
ql cos
3l 4
1 q 3 l 2 2 4
9 ql 2 32
D
C
q
3 ql
4
A
1 ql
l
4
1 ql
4
1 ql 4
3 ql
4
FQ KN
1 ql 2
E
4
1 ql 2 4
9 ql2 32
1 ql
B
4
ql 2 8
M KNm
l
1 ql
4
1 ql
4
1 ql
4
FN KN
1 ql2 4
1 ql 4
3-12解:
q C
q
3 ql
4
A
l
1 ql
B
4
Fy 0
FAy
1 ql 4
1 ql 4
l
l
1 ql
4
取BC:
MC 0
FBx
1 4
ql
取整体:
Fx 0
FAx
ql
1 ql 4
3 ql 4
AD段的最大弯矩 M x 3 qlx 1 qx2 dM 3 ql qx 0
西威变频器调试资料-中文版
西威变频器调试资料一. 变频器线路说明1。
同步变频器选型方法2。
与常见微机板匹配注意事项(蓝光、新时达、中秀、奔克、里霸)3。
与常用曳引机匹配注意事项(蓝光、欣达、孚信、阿尔法、蒙特纳利、威特)4。
端子与接线说明二。
外部部件说明与选配1。
制动电阻选型2. 滤波器选型3. 编码器与分频卡海德汉hipeface内密控4. 旋转变压器与RES卡三。
操作说明1。
面板操作说明2。
参数修改步骤3。
参数保存方法四。
参数设置表及简要说明五. 变频器自学习调试1。
电流自学习2. 无齿定位自学习六。
速度曲线与时序的说明七. 舒适感调试说明1。
PI调节2。
预转矩调试八。
常见显示错误与处理方法1. 报警清除方法2。
软件报错的说明3。
硬件故障处理方法九。
3.5与3.4新增、改变内容对照表十。
附录1 3.5版本说明十一。
反馈表一。
变频器线路说明1。
同步变频器选型方法当永磁同步无齿曳引机选配变频器型号时,除了要符合曳引机的铭牌参数外,一般还需要满足1.6 Ib>2。
0Ij,的电流公式。
Ib:变频器的额定电流。
Ij:曳引机的额定电流。
2. 与常见微机板匹配注意事项(蓝光、新时达、中秀、奔克、里霸)(未完善)因西威变频器软件系统比较强大,启动时比一般变频器要慢.在电梯系统上电后,变频器正常信号给的比较慢,新时达微机板等会不断的断合变频器电源,从而无法正常运行运行。
具体处理方法:将变频4060号参数置1(反),微机板中Drive OK输入端设为常闭有效。
3。
与常用曳引机匹配注意事项(蓝光、欣达、孚信、阿尔法、蒙特纳利、威特)(未完善) 进口曳引机参数不详,,具体参数要向曳引机销售方咨询。
4. 端子与接线说明(详细参见说明书P50)a、主线路注意事项制动电阻应接在BR1和C之间,不能接在C和D或者D和BR1之间,如果接错会损坏变频器"主线路端子在接线时要拧紧,不然会影响变频器和电机性能,容易产生故障"b、控制线路注意事项采用变频器内部24V时,需要将变频器18、19端子接入回路。
toyota机器参数表
一、发动机匹配表发动机型号匹配车型匹配年款5S-FE Camry 1993-1999Celica 1993-19993VZ-FE Camry 1993ES300 19934A-FE Celica 1993Corolla 1993-19973S-GTE Celica 19937A-FE Corolla 1993-1997Celica 1994-19971FZ-FE Land Cruiser 1993-1997 LX470 1996-19972TZ-FE Previa 1993-19951MZ-FE Camry 1994-1999Avalon 1995-1999ES300 1994-1991ZZ-FE Corolla 1998-19992UZ-FE Land Cruiser 1998-1999LX470 1998-19992JZ-GE GS300 1993-1999SC300 1993-19991UZ-FE LS400 1993-1999 SC400 1993-1999 GS400 1998-1999二、发动机参数1.5S-FE、3VZ-FE、4A-FE、7A-FE型发动机参数表发动机型号项目 5S-FE 3VZ-FE 4A-FE 7A-FE最大功率(Hp/r•Min-1) 135/5400 185/5200 115/5600 115/560最大扭矩(Ft•Lbs/r•Min-1) 145/4400 195/4400 115/2800 115/280缸径×行程87.1×90.9 87.4×82.0 81×77 81×85.5汽缸排量(L) 2.2 3.0 1.6 1.8压缩比 9.5:1 9.6:1 9.5:1 9.5:1点火次序点火提前角(°)汽缸压缩压力(kPa)汽缸缸径 1 87.000-87.010 87.500-87.510 81.001-81.010 81.001-81.0102 87.010-87.020 87.510-87.520 81.010-81.020 81.010-81.0203 87.020-87.030 87.520-87.530 81.020-81.030 81.020 81.030主轴承孔内径 1 59.020-59.026 68.010-68.0162 59.026-59.032 68.016-68.0223 59.032-59.038 68.022-68.028汽缸最大失圆度和锥度 0.101 0.101汽缸最大平面翘度 0.05 0.05 0.05 0.05汽缸盖最大翘曲度汽缸体面 0.05 0.099 0.05 0.05进排气歧管面 0.08 0.099 0.10 0.10气门座宽度进气门 0.99-1.40 0.99-1.40 1.0-1.4 1.0-1.4排气门 0.99-1.40 0.99-1.40 1.0-1.4 1.0-1.4气门座锥角(°) 45 45 45 45气门导管汽缸盖孔内径进气门(1) 11.000-11.027 11.026(许用极限) 11.026(许用极限)排气门 11.000-11.027 11.026(许用极限) 11.026(许用极限)气门导管内径 6.010-6.030 6.010-6.030 6.010-6.029 6.010-6.029气门杆到导管油隙进气门标准值 0.025-0.060 0.025-0.060 0.025-0.061 0.025-0.061许用极限 0.080 0.080 0.08 0.08排气门标准值 0.030-0.065 0.030-0.065 0.030-0.066 0.030-0.066许用极限 0.099 0.099 0.10 0.10气门锥角(°) 44.5 44.5 45 45气门边缘厚度(极限值)进气门 0.50 0.50 0.50 0.50排气门 0.50 0.50 0.50 0.50气门整修长度进气门(使用极限) 97.10 94.60 86.95 86.95排气门(使用极限) 98.00 94.40 87.35 87.35气门杆直径进气门 5.970-5.985 5.970-5.985 5.969-5.985 5.969-5.985 排气门 5.965-5.980 5.965-5.980 5.96-5.98气门间隙进气门 0.19-0.28 0.13-0.23 0.15-0.25 0.15-0.25排气门 0.28-0.38 0.27-0.37 0.25-0.35 0.25-0.35气门弹簧自由长度 41.96-41.99 41.40 38.57 38.57负载长度 16.7-19.5kg/34.70 17.2-19.1kg/33.30 16.9kg/31.7(气门关闭) 16.9kg/31.7(气门关闭)不垂直度 2.00 2.00 2.0 2.0进气凸轮轴轴向间隙(2)标准值 0.046-0.099许用极限 0.120排气凸轮轴轴向间隙(2)标准值 0.030-0.085 0.035-0.090 0.035-0.090许用极限 0.099 0.10 0.10凸轮轴轴向间隙(3)标准值 0.033-0.080许用极限 0.120齿轮背隙标准值 0.020-0.200 0.020-0.200许用极限 0.300 0.300 0.30 0.30凸轮轴轴颈直径 26.959-26.975 26.949-26.965 24.949-24.965(排气凸轮轴1号轴径)22.949-22.965(其它轴径) 24.949-24.965(排气凸轴1号轴径)22.949-22.965(其它轴径)凸轮轴最大径向圆跳动 0.040 0.060凸轮轴轴颈油隙标准值 0.025-0.062 0.035-0.072 0.03 0.072 0.035-0.072使用极限 0.099 0.099 0.10 0.10凸轮轴凸高度进气标准值 42.010-42.110 42.160-42.260 41.910-42.010 41.910-42.010使用极限 41.900 42.010 41.50 41.50排气标准值 40.060-40.160 41.960-42.060 41.960-42.060 41.960-42.060 使用极限 39.950 41.810 41.55 41.55挺杆孔直径 31.000-31.018 31.000-31.018 31.000-31.025 31.00 31.025挺杆直径 30.966-30.976 30.966-30.976 30.966-30.976 30.966-30.976挺杆油隙标准值 0.024-0.052 0.020-0.052 0.024-0.059 0.024-0.059 许用极限 0.070 0.080 0.07 0.07曲轴轴向间隙标准值 0.020-0.220 0.020-0.220 0.020-0.221 0.020-0.221使用极限 0.300 0.300 0.300 0.300曲轴径向圆跳动 0.060 0.060 0.050 0.050主轴承轴颈直径 0 54.998-55.003 63.996-64.000 47.99 48.000 47.994-48.000 1 54.993-54.998 63.990-63.996 47.988-47.994 47.988-47.9942 54.988-54.993 63.986-63.990 47.982-47.988 47.982-47.988主轴径失圆度 0.020 0.020 0.020 0.020主轴径锥度 0.020 0.020 0.005 0.005主轴承油隙(3号轴径)标准曲轴标准值 0.025-0.044 0.028-0.056 0.015-0.033 0.015-0.033许用极限 0.080 0.080加大0.25 标准值 0.027-0.067 0.028-0.080许用极限 0.080 0.080主轴承油隙(除3号轴径)标准曲轴标准值 0.015-0.034 0.028-0.056 0.015-0.033 0.015-0.033许用极限 0.080 0.080加大0.25 标准值 0.019-0.059 0.028-0.080许用极限 0.080 0.080主轴承厚度(3号主轴承)1 1.9920-1.9950 1.989-1.9922 1.9950-1.9980 1.992-1.9953 1.9980-2.0010 1.995-1.9984 2.0010-2.0040 1.998-2.0015 2.0040-2.0070 2.001-2.004主轴承厚度(其它主轴承) 1 1.9970-2.0000 1.989-1.9922 2.0000-2.0030 1.992-1.9953 2.0030-2.0060 1.995-1.9984 2.0060-2.0090 1.998-2.0015 2.0090-2.0120 2.001-2.004连杆轴承厚度 1 1.484-1.488 1.484-1.488 1.486-1.490 1.486-1.4902 1.488-1.492 1.488-1.492 1.490-1.494 1.490-1.4943 1.492-1.496 1.492-1.496 1.494-1.498 1.494-1.498连杆轴承轴颈直径 51.985-52.000 54.986-55.000 39.985-39.999 47.985-48.000连杆轴承失圆度和锥度 0.020 0.020 0.005 0.005连杆轴承油隙标准曲轴标准值 0.024-0.055 0.028-0.065 0.020-0.051 0.020-0.051许用极限 0.080 0.080 0.078 0.078加大0.25 标准值 0.023-0.069 0.028-0.080许用极限 0.080 0.080连杆孔直径(小头销孔) 22.005-22.017 22.005-22.014连杆最大弯曲度 0.05/100.1 0.05/100.1 0.05/100.1 0.05/100.1连杆最大扭曲度 0.150/100.1 0.150/100.1 0.05/100.1 0.05/100.19连杆侧隙标准值 0.160-0.312 0.150-0.330 0.015-0.250 0.015-0.250许用极限 0.350 0.38 0.300 0.300活塞与汽缸间隙标准值 0.140-0.160 0.130-0.150 0.08 0.105 0.085-0.105许用极限 0.180 0.170 0.13 0.13活塞直径 1 86.850-86.860 87.360-87.370 80.905-80.915 80.905-80.9152 86.860-86.870 87.370-87.380 80.915-80.925 80.915-80.9253 86.870-86.880 87.380-87.390 80.925-80.935 80.925-80.935活塞销直径 21.997-22.009 21.997-22.006连杆配合标准值 0.005-0.011 0.005-0.010使用极限 0.050 0.050活塞环侧隙第一道气环 0.040-0.080 0.010-0.080 0.045-0.090 0.045-0.090第二道气环 0.030-0.070 0.030-0.070 0.030-0.071 0.030-0.071活塞环开口间隙第一道气环标准值 0.270-0.500 0.280-0.500 0.25 0.45 0.25-0.45使用极限 1.100 1.100 1.07 1.07第二道气环标准值 0.350-0.600 0.380-0.600 0.35-0.50 0.35-0.50使用极限 1.200 1.200 1.20 1.20油环标准值 0.200-0.550 0.150-0.570 0.15-0.45 0.15-0.45使用极限 1.150 1.170 1.05 1.05机油泵外转子与泵壳间隙标准值 0.099-0.160 0.099-0.175 0.080-0.180 0.080-0.180使用极限 0.200 0.300转子顶隙标准值 0.040-0.160 0.110-0.240 0.025-0.085 0.025-0.085使用极限 0.200 0.350 0.35 0.35转子侧隙标准值 0.030-0.090 0.025-0.085 0.025-0.085使用极限 0.150注:(1)气门导管汽缸盖孔内径进气门 Camry 标准气门导管 11.000-11.027加大气门导管 11.050-11.077Celica 标准气门导管 10.985-11.012加大气门导管 11.035-11.062排气门 Camry 标准气门导管 11.000-11.027加大气门导管 11.050-11.077Celica 标准气门导管 10.985-11.012加大气门导管 11.035-11.062(2)对于双凸轮轴。
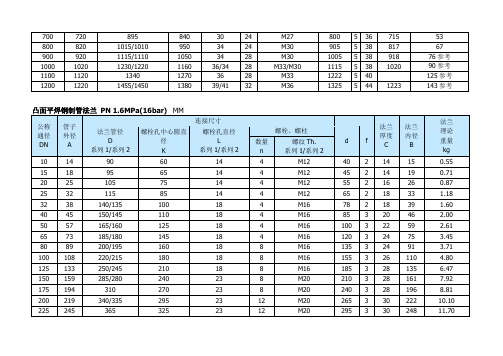
法兰标准(最全、最新、最准)
59
120 3 24
75
135 3 24
91
155 3 26 110
185 3 28 135
210 3 28 161
240 3 28 196
265 3 30 222
295 3 30 248
法兰 理论 重量 kg
0.55 0.71 0.87 1.18 1.60 2.00 2.61 3.45 3.71 4.80 6.47 7.92 8.81 10.10 11.70
公称 通径 DN
管子 外径
A
10
14
15
18
20
25
25
32
32
38
40
45
50
57
65
73
法兰管径 D
系列 1/系列 2
90 95 105 115 140/135 150/145 165/160 185/180
螺栓孔中 心圆直径
K 60 65 75 85 100 110 125 145
连接尺寸 螺栓孔直径 L 系列 1/系列 2
250 300 350 400 450 500 600 700 800 900 1000 1100 1200
273 325 377 426 480 530 630 720 820 920 1020 1120 1220
405 160 520 580 640 715/705 840 910 1025/1020 1125/1120 1255 1370 1485
8.26
8
M24/M22
218 3 30 161
10.40
12
M24/M22
248 3 32 196
11.90
DISCO公司产品系列介绍
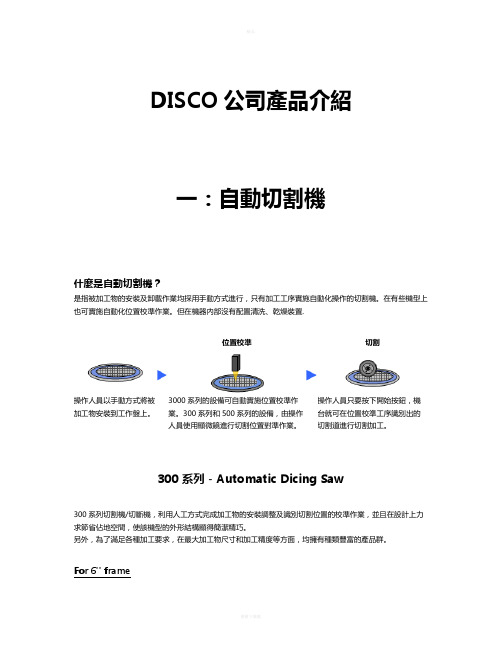
DISCO公司產品介紹一:自動切割機什麼是自動切割機?是指被加工物的安裝及卸載作業均採用手動方式進行,只有加工工序實施自動化操作的切割機。
在有些機型上也可實施自動化位置校準作業。
但在機器內部沒有配置清洗、乾燥裝置.位置校準切割操作人員以手動方式將被加工物安裝到工作盤上。
3000系列的設備可自動實施位置校準作業。
300系列和500系列的設備,由操作人員使用顯微鏡進行切割位置對準作業。
操作人員只要按下開始按鈕,機台就可在位置校準工序識別出的切割道進行切割加工。
300系列 - Automatic Dicing Saw300系列切割機/切斷機,利用人工方式完成加工物的安裝調整及識別切割位置的校準作業,並且在設計上力求節省佔地空間,使該機型的外形結構顯得簡潔精巧。
另外,為了滿足各種加工要求,在最大加工物尺寸和加工精度等方面,均擁有種類豐富的產品群。
For 6" frameDAD321DAD322DAC351/DAD361設備概要適用ø 6"加工物的自動切割機DAD321的改良機型,産能更高追求高精度的切斷機和自動切割機最大加工物尺寸160 x 160ø6"(邊長6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160適用框架2-6-1DAC351: - DAD361: 2-5, 2-6X軸可切割範圍(mm)192160192進刀速度有效範圍(mm/s)0.1 - 3000.1 - 5000.1 - 300Y軸可切割範圍(mm)162最小步進量(mm)0.00020.0001定位精度(mm)0.005以內/160(單一誤差)0.003以內/50.001以內/160(單一誤差)0.001以內/5光學尺最小分辨率(mm)-0.00005Z軸有效行程(mm)28.2(ø 2"切割刀片)32.2(ø 2"切割刀片)28.2(ø 2"切割刀片)最小移動量(mm)0.00010.000050.0001重復定位精度(mm)0.0010.0005可使用的最大切割刀片直徑(mm)ø76.2ø58(使用1.5 kW的主軸時)ø76.2θ軸最大旋轉角度(deg)380320DAC351: -DAD361: 380主軸額定功率(kW)1.5 at 30,000 min-1額定力矩(N・m)0.48轉速範圍(min-1)3,000 - 40,000設備尺寸(WxDxH)(mm)500 x 1,050 x 1,455500 x 900 x 1,600500 x 1,050 x 1,455設備重量(kg)約500約420(無變壓器)約470(有變壓器)約550*1另外需要專用夾具。
【研究】GH4099(GH99)航空材料

上海钢研-张工:158–O185-9914GH4099(GH99)是一种高合金化的镍基时效板材合金,用钴、钨、和铝、钛等元素综合强化,使合金具有较高的热强行,900℃以下可以长期使用,最高工作温度可达1000℃。
该合金组织稳定,并具有满意的冷热加工成型和焊接工艺性能,适合于制造航空发动机燃烧室和加力燃烧室等高温板材承力焊接结构件,用该合金制造的大型板材结构件,可在固溶处理后不经时效处理直接使用。
主要产品有板材和丝材,也可以生产板材和锻件。
GH4099(GH99)概述GH4099(GH99) 热处理制度板材经1140~1160℃,空冷处理;焊丝经1100~1140℃,空冷处理。
GH4099(GH99) 品种规格与状态供应的冷轧薄板δ0.8~4.0mm的冷轧薄板和d0.3~10mm的冷拉丝材,均固溶处理和碱酸洗后供应。
GH4099(GH99) 熔炼与铸造工艺合金采用真空感应炉加电渣重熔工艺生产。
GH4099(GH99) 应用概况与特殊要求用该合金板材制成的航空发动机加力可调喷口壳体,已经过长期使用考核,并投入批量生产,可减轻发动机重量和延长寿命。
1.1、材料牌号GH4099(GH99)1.2、GH4099(GH99)相近牌号ЭП693,ХН68МВКТЮР(俄罗斯)工艺性能与要求编辑3.1、成形性能3.1.1、合金锻造装炉温度≤700℃,加热温度1120~1160℃,开锻温度不低于1050℃,终锻温度不低于980℃。
板坯热轧加热温度1110~1150℃,终轧温度不低于850℃。
板材荒轧加热温度1130~1150℃,精轧加热温度为1110~1130。
3.1.2、合金的极限深冲系数为2.08,极限翻遍系数为1.64,最小问去半径小于0.77δ,极限旋薄率为 71.7%3.1.3、当冷变形两位30%时,板材的开始再结晶温度为900℃,完全再结晶温度为1080℃。
3.2 、焊接性能合金具有满意的焊接工艺性能,十字塔接焊接裂纹倾向性小于15%,可以用手工氩弧焊、自动钨级氩弧焊、缝焊和点焊等方法进行联合焊接。
常见焊条焊丝型号牌号对照一览表格

.压力容器用钢焊材一览表种类牌号中国 GB美国 AWS 碳THJ422E4303—钢THJ426E4316E6016焊THJ427E4315E6015条THJ506E5016E7016THJ507E5015E7015THJ506R E5016-G E7016-GTHJ507RH E5015-G E7015-GTHJ557R E5MoV-15—低THJ606E6016-D1E9016-D1合金THJ607E6015-D1E9015-D1钢THW707Ni E5515-C1—焊THR207E5515-B1E8015-B1条THR307E5515-B2E8015-B2THR317E5515-B2-V—THR407E6015-B3—THR507E5MoV-15—种类不锈钢焊条气保护实芯焊丝牌号中国 GB美国 AWSTHA002E308L-16E308L-16THA022E316L-16E316L-16THA102E308-16E308-16THA107E308-15E308-15THA132E347-16E347-16THA137E347-15E347-15THA202E316-16E316-16THA207E316-15E316-15THA212E318-16E318-16THA242E317-16E317-16THA302E309-16E309-16THA307E309-15E309-15THG202E410-16E410-16———THQ-G2Si EN440 G38 4MG2SiTHQ-50CG4EN440 G38 3CG4Si1型号牌号GBTHT49-1ER49-1THT-10MnSi ER50-GTHT50-6ER50-6( TIG-J50 )THT55-B2ER55-B2THT55-B2V ER55-GTHT-307H09Cr21Ni9Mn4Mo THS-307THT-307SiH10Cr21Ni10Mn6Si1 THS-307SiTHT-308H08Cr21Ni10Si THS-308THT-308LH03Cr21Ni10Si THS-308LTHT-308LSiH03Cr21Ni10Si1 THS-308LSiTHT-309H12Cr24Ni13Si THS-309THT-309MoH12Cr24Ni13Mo2 THS-309MoTHT-309LH03Cr24Ni13Si THS-309L类型碳钢焊丝珠光体耐热钢焊丝不锈钢焊丝.氩弧焊焊丝主要用途用于船舶、石化、核电话等高压管的对接及角焊用于薄板及打底焊接构造用于管道、平板等需作抛光度正确时的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于防弹钢、覆面不锈钢及碳钢异材的焊接用于高锰钢、硬化性耐磨钢及非磁性钢的焊接用于 308、 301、304 等不锈钢构造的焊接用于 304L 、 308L 等不锈钢构造的焊接用于改良填补金属的工艺性、焊接操作性及流动性用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接用于 Cr22Ni12Mo2复合钢以及异种钢的焊接用于 309S、 1Cr13、 1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接. THT-309LSi用于 309 型不锈钢以及 304 型不锈钢与碳钢的焊接H03Cr24Ni13Si1THS-309LSiTHT-309LMo用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接H03Cr24Ni13Mo2THS-309LMoTHT-310用于高温条件下工作的耐热钢以及1Cr5Mo 、 1Cr13 等不可以进行预热及后热办理的焊接H12Cr26Ni21SiTHS-310THT-312用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔状况的焊接H15Cr30Ni9THS-312THT-316用于磷酸、亚硫酸、醋酸及盐类腐化介质构造的焊接H08Cr19Ni12Mo2SiTHS-316THT-316L用于尿素、合成纤维等构造及不可以进行热办理的铬不锈钢及复合钢的焊接H03Cr19Ni12Mo2SiTHS-316LTHT-316LSi用于同样种类不锈钢以及复合钢构造的焊接H03Cr19Ni12Mo2Si1THS-316LSiTHT-317用于重要的耐腐化化工容器的焊接H08Cr19Ni14Mo3THS-317THT-317L用于重要的耐腐化化工容器的焊接H03Cr19Ni14Mo3THS-317LTHT-321用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr19Ni10TiTHS-321THT-347用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr20Ni10NbTHS-347THT-410用于 410、 420 型不锈钢以及耐蚀耐磨表面的堆焊H12Cr13THS-410THT-420用于 Cr13 马氏体不锈钢耐腐化性资料的堆焊H31Cr13THS-420THT-430用于腐化(硝酸)、耐热同种类不锈钢表面堆焊H10Cr17THS-430THT-2209用于含 Cr22% 双相不绣钢的焊接H03Cr22Ni8Mo3NTHS-2209.碳钢焊条型号牌号GBJ421E4313 THJ421X E4313 THJ421Fe18E4324 THJ422E4303 THJ422GM E4303THJ423E4301E4310 THJ425XE4311熔敷金属化学成分( %)(≤)熔敷金属力学性能(≥)C MnSi S PRel/RP0.2Rm A AKV其余MPa MPa%J0.100.32/0.0300.035355440/220℃—0.300.55570470.100.32/0.0350.040330420170℃—0.300.55270.120.30/0.0350.040330420170℃—0.350.60470.100.32/0.0350.040330420220℃—0.250.55270.100.32/0.0350.040330420220℃—0.250.55270.100.32/0.0350.04033042022-20℃—0.300.55270.200.32/0.0350.04033042022-30℃—0.300.6027特色与用途焊接低碳钢构造,特别合用于薄板小件及短焊缝的中断焊和盖面焊。
中嘉华诚磁盘加固系统 用户手册说明书
中嘉华诚磁盘加固系统Giant Disk Reinforcement 用 户 手 册北京中嘉华诚网络安全技术有限公司非常感谢您使用《中嘉华诚磁盘加固系统》。
本系统为北京中嘉华诚网络安全技术有限公司独立开发,版权受中华人民共和国版权法保护,任何单位与个人不得非法使用、拷贝、修改和扩散本软件系统及其文档,否则将追究其法律责任。
《中嘉华诚磁盘加固系统》用户手册版权归北京中嘉华诚网络安全技术有限公司所有。
未经书面的明确许可,不得以任何手段(电子的或机械的)、为任何目的复制或传播手册的任何部分。
本手册内容若有变动,恕不另行通知。
目 录第一章 GDR概述 (3)关于GDR (3)GDR的主要功能 (3)主要特点 (3)版权声明 (4)第二章安装和卸载GDR (5)系统工作环境要求 (5)系统安装卸载步骤 (5)系统安装步骤 (5)系统卸载步骤 (11)关于USB-KEY (12)技术支持 (13)第三章正确使用GDR (14)主界面 (14)磁盘加固 (15)文件封装 (29)注意事项 (38)第四章常用问题解答FAQ (39)第一章 GDR概述关于GDR中嘉华诚磁盘加固系统(GDR)是基于动态磁盘加固技术和内核加固技术相结合的主机安全存储保护产品。
满足用户存储过程中的多种安全需求,涵盖了从数据安全传递、文件安全存储到磁盘安全存储的多个方面。
保护力度可细化到具体文件,也可针对独立磁盘分区和U盘等移动存储介质进行保护。
GDR使用的USB-KEY强认证方式进一步确保了数据访问的唯一性。
GDR系统稳定工作于Windows 2000/xp/2003系统下,可单独使用保证用户的存储环境的安全,也可和中嘉华诚内核加固系统配合使用,构建一个从系统运行安全到最终存储安全的全方位立体防御体系。
GDR的主要功能中嘉华诚磁盘加固系统GDR通过对磁盘I/O读取进行拦截处理,能够动态加固磁盘物理分区、虚拟分区,保证在任何情况下磁盘中重要文件资源保密性和私密性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
奇正商道:让99%的顾客都无法抗拒的珠宝销售话术珠宝销售是一门艺术,营业员在整个销售中起着至关重要的作用。
有一个珠宝公司做了大量的广告宣传后,经理对营业员这样说:“我的任务是把顾客请来,剩下的事就拜托你们了。
”这就是说对于珠宝商品来讲,广告宣传的作用主要是找来更多的顾客,但顾客是否能购买到满意的珠宝关键是看营业员的工作。
那究竟在销售中应该运用哪些珠宝销售话术呢?“我认识你们老板,便宜点吧!”当顾客这么说的时候你怎么回答?很多门市说:“你认识我们老板,那你给我们老板打个电话,我们老板白送给你都行。
”你们老板被你无情的出卖了!有的门市说:“那你我们老板跟我说一声吧。
”顾客说我出去给你们老板打个电话,然后就再也不会回来了!因为他根本不认识你们老板!你也不能说:“你根本不认识我们老板,净忽悠我!”他肯定不买!其实顾客说认识你们老板,他就真的认识吗?百分之99的人不认识,最多跟你们老板一面之缘,泛泛之交,他连你们老板的电话都没有,你让他怎么打电话!有人说,他要真认识怎么办?那么我们找认识的人买东西会怎么做呢?直接打电话过去:“老张,我去你店里拿件衣服,你给优惠点。
”提前就打好了招呼。
所以对待不认识说认识你们老板的人,不要当面揭穿。
我们做的是把面子给他,但绝不降价!这么说:“能接待我们老板的朋友,我很荣幸,”承认他是老板的朋友,并且感到荣幸,下面就开始转折了:“只是,目前生意状况一般,你来我们店里买东西这件事,我一定告诉我们老板,让我们老板对你表示感谢!”就可以了。
这里注意一点,转折词不能用但是,因为“但是”已经让人们反感透了,换成:只是、同时、还有一个词是“而且”,这个词不常用,但效果很好,大家可以试试!老顾客,能否优惠?“老顾客也没有优惠吗?”顾客是老顾客要求优惠怎么办?“您是老顾客,更应该知道我们一直不打折的!”错“知道您是老顾客,给您报的价格就是底价!”错“你是老顾客,都没给您多报价!”错“老顾客也没有优惠吗?”很多老顾客这样问到。
其实各位想一下,老顾客来你这里买东西绝不是因为你这里比别的地方便宜!现在的社会是供过于求的时代,任何商品都可以找到很多个贩卖的商店。
一只诺基亚手机,在国美和在苏宁没有什么变化,都是诺基亚手机。
不同的是你这个人!因为他喜欢你,所以才成为你的老顾客,如果讨厌你,第一次就不会在你这里买,更不会成为老顾客。
一句话:他觉得你们不仅是买卖关系,更多的是朋友关系!顾客那你当朋友了,他觉得这是我朋友的店!他甚至可能对他的朋友这样说:“你要买诺基亚手机,就去XXX店里找那个小张,我跟他是朋友,你提我的名字,他一定对你很照顾的!”所以,当老顾客提出优惠的时候,我们不能直接拒绝:“您是老顾客更应该知道这里不能优惠!”你这样说,就把老顾客给打击了,老顾客就会想:“我来这么多次了,难道我不知道不能优惠吗?我也就是这么问问,你就直接把驳斥了,你的意思,我更应该知道不打折,不应该问这么白痴的问题?”那么怎么回答呢?首先要把面子给老顾客,让老顾客感觉到你的诚意!这么说:“感谢您一直以来对我这么照顾,能结实您这样的朋友我感到很高兴,只是我确实没这么大的权利,要不您下次来有赠品的话,我申请一下,给您多留一个。
”就可以了!老顾客本身是因为和你有感情才来的,而不是为了你比别的地方便宜才来的!只要你不比别的地方高就可以了!就能留住老顾客!20%的老顾客创造80%效益。
千万别宰熟!关于这个提问话术的使用技巧和玩法,我们在魔鬼提问术中已经详细的分享过了,奇正商道,如果你想更加具体的学习提高,那你可以去关注一下这个公众号,你会发现惊喜的,或者V我哈,qzsd2018,这里就不多说了。
第三句话怎么说?顾客:“你们家的品牌几年了?我怎么没听过啊?”“您可能很少来这条街逛。
”错“我们这么大的牌子,你都没听过?”错“可能您逛街的时候没看到。
”错“你没听说的牌子多了。
”错第一个问题,我们可以直接回答他,但第二个问题我们怎么回答都不对!只要你回答了第二个,顾客会一直问下去,问到他满意为止!所以遇到这个问题我们要引导他。
怎么引导?要问,问顾客“您什么时候注意到我们品牌的?”顾客:“今天刚注意到。
”“那太好了,正好了解一下。
”直接带过去,不在这个问题上过多纠缠!“款式过时了”我们怎么回答?这样的问题分两种情况:一种是真的过时了!另一种是新款,但顾客看错了,看成过时的了。
我们先说第一种情况——真的过时了!东西确实过时了,顾客说的对,很多门市会说:“这是经典款,好东西永远流行!”或者:“是的,好东西才会卖这么久!”这些说法都不能算错!因为没有否定顾客,而且把东西说出好了。
但我也可以这么说的!顾客说:“过时了!”我的说法是:“所以现在买最实惠!”对于第二种顾客看错了,把新品看成过时了!我们一是不能否定顾客“这是新品,您看错了!”二是不能承认这是老款,因为它确实是新款!那么我们怎么说呢?我们这么说:“是的,这一款确实和以前的那一款有些类似,只是(不要用但是)我们在这里做了一些创新。
,在这里也做了一些创新。
在这里还做了一些创新。
”最后让顾客自己得出结论:这是新款!不要否定你的顾客,即使他是错的,也要先认同,再引导!“老板,我不需要这么好的东西!”当我们给顾客推荐一款我们自认为不错的商品,顾客也觉得不错,但就是太贵了,有很多功能用不上,或者没打算买这么好的东西,顾客常常会说:“我不需要这么好的东西!”很多营业员会说:“其实这也没那么好!”一句话把之前说的全部否定了!好东西,谁都喜欢,他只是觉得价格高,或者是超出自己预算了而已。
如果喜欢,就是感觉价格高我的答案是这样的:“这样的价格,买这样的东西,已经是最划算的了!”超出我预算了!”“我钱没带够!”当你给顾客介绍完以后,顾客说:“超出我预算了。
”这时候很多门市会做的一件事情就是转介绍商品,而且有的门市还说一句话:“我们这边有便宜的,您这边看一下!”顾客会随便看两眼,然后离开,因为你让他感到了一点侮辱的感觉,好像他只能买便宜货。
所以记住,转介绍商品,是最后一招!实在不行了再转介绍!顾客说:“超出我预算了!”我们怎么办呢?他只是说,超出预算了!如果你是老门市,那么从他的穿着打扮,从他的言谈举止,能够感觉出,他能不能买得起。
如果你是新营业员,那么怎么办呢?问!直接问!“先生,您的预算是多少?”这样顾客会报一个数字,看他报的数字是多少!如果你的东西是1000,他说我的预算是800,那你就知道了,不是超出预算了,而是他想便宜200块钱。
这是我们要做的是继续介绍商品,不要在价格上纠缠,通过构图、触摸等方式让他爱不释手,就可以了。
如果你的东西是1000,他说我的预算是200,那么就是真的超出预算了,那么这时候,我们再转商品。
但转商品的时候不要说:“这边便宜,你可以到这边看看。
”一定要顾及顾客的尊严。
我们这么说:“先生,我们这边也上了一些新款,我来帮您介绍。
”顾客过去一看是便宜的,他就会明白了,这样你给了顾客面子,也赚了商品。
顾客问:“你们公司倒闭怎么办?”于此类似的:“你们品牌撤柜怎么办?”“美女,晚上一起吃饭吧!”很多门市听到这样的话第一反应就是证明公司不会倒闭!“我们公司是世界大公司,资金雄厚,品牌卓越,服务客户多年……”等等,全是证明公司实力的话。
“我们公司撤柜,还有商场呢,现在商场都对商品负责!”“我们全国连锁,这边撤柜还有其它地方。
”这次回答不能说不对,但是不好!为什么这么说呢?我们大家考虑一下:顾客在什么地方会说这句话!对,在最后的时候才会说出,顾客绝对不会一进门就说:“你们公司倒闭怎么办?”换句话说:顾客问出这句话的时候,一定会买的!你准备好收钱就行了,不要在这个问题上过多纠缠!那么怎么说呢?首先,不能说我们公司不会倒闭!更不要证明公司不会倒闭!因为你说不会倒闭的时候,顾客听到的是倒闭两个字,因为不这个字,在人的脑海里不会出现印象!而倒闭这两个字,顾客却能听的最清楚!我举个例子:你的绝不会买一头粉红色的小象!你脑海里出现的一定是粉红色的小象的图像,而没有不这个字。
一次不要强调不会倒闭,因为顾客听到的都是倒闭。
那么怎么回答呢?一句话带过去!“先生,您开玩笑了!”就可以了,然后说:“您看您是刷卡还是现金!”不管刷卡还是现金,都买了!“美女,晚上一起吃饭吧!”千万不能说:“滚,你个流氓!”生意一下就完了!而要说:“先生,您开玩笑了,您看你是刷卡还是现金?”就可以了,不要在这个问题过多的纠缠!这才是主要的!顾客说太贵了,我们怎么回答?“我在前面那家店也看到你们这个一样的款式,而且价格卖的比你们便宜”请问怎么回答?首先,当遇到这样的问题的时候,我们先分清是真的还是假的,很多顾客利用这种方式实现打折的目的,当然对顾客来说,无可厚非。
其次,我们想一下,她为什么不在那个商店买?如果她看中的话,或者非常喜欢的话,在那个商店买应该顺理成章的,当然我们不排除货比三家的可能。
再次,不要诋毁那个商店,毕竟是同行。
我一般这样回答:“小姐,您说的那个店也不错,里面的东西也不错,只是你先试试这件衣服合适不,即使同样款式的衣服,因为质感的不同,穿在身上也会有不同的效果,先看看效果如何?如果效果不好,你肯定不会要的!”在此提醒一点:不要说那个店的名字!因为每说一次,就会加深那个店在她脑海里的印象,我们用“那个”来代替,从而淡化处理。
所以如果销售的是珠宝,那就可以以此类推了。