包芯纱的特性、分类、纺制和产品开发
新型纺纱技术——包绕纺包芯纱
新型纺纱技术——包绕纺包芯纱纺纱新技术——包绕纺包芯纱摘要:本文介绍的是一种新型的纺纱方法——包绕纺包芯纱,此方法是在传统的细纱机上加装一根芯线罗拉,前罗拉出口处加装加捻包绕成型咀,通过控制芯线和牵伸输出饰纱条之间的速比,经环锭加捻,使牵伸输出饰纱条与芯线在成型咀处汇合并形成包绕作用,纺制出优质包芯纱;并介绍了其延伸产品。
关键词:包绕纺;包芯纱;新技术;纺纱方法;细纱机;延伸产品序言目前在细纱机上纺制包芯纱已是一项比较成熟的技术,许多科研院所和工厂都提出过改造方案和纺制方法。
本文所介绍的纺制包芯纱的方法是一种新型的纺纱方法,是笔者在纺制一组结子纱时偶然发现的。
纺纱方法将在下文中介绍。
包芯纱是目前国内市场和欧美市场比较流行的产品。
因为其除了具有特殊的结构以外,还有很多优点,它可以利用芯纱(化纤长丝)优良的物理性能、外包纤维的性能和表面特征,充分发挥两种纤维的特长并弥补它们的不足。
如涤棉包芯纱可以充分发挥涤纶长丝挺爽、抗折绉、易洗快干的优点,同时又可以发挥外包棉纤维吸湿好、静电少、不易起毛起球的特长。
优质的包芯纱可以提高面料产品附加值,是拓展市场空间的有效方法之一。
1纺纱设备传统的棉纺细纱机上加装一根芯线罗拉和相应的芯线纱架芯线张力器、螺旋导丝钩,还有加捻成型。
芯线罗拉由独立电机单独驱动,设备改造方便,而且经济实用。
2 纺纱原理纺纱原理:环锭加捻系统对长丝(芯线)进行加捻,长丝在成型咀处产生旋转,饰纱(须条)连续输出,经成型咀作用,以一定的角度侧向对芯线进行包绕。
由于芯线是柔性的,所出饰纱的包绕捻数小于芯线捻数,且饰纱相对芯线呈螺旋状包绕,饰纱纤维相互呈平行状。
纱线总体外观平滑,没有传统的捻度螺纹。
纺制包绕纺包芯纱的关键就是不让捻度传递到饰纱条上,防止包缠纤维和芯纱同时加捻而并线。
为了不让捻度传递到饰纱条上,采取了以下措施:①在前罗拉钳口输出下方加装的成型咀呈水平位置,芯纱从中穿过,在出口处与饰纱成一定角度汇合,饰纱以散纤维状从侧面搭接到芯纱上,对其进行包绕,所以捻度传不到饰纱上。
包芯纱流程

并条
并条机
• 粗纱的任务 • 1,牵伸 须条进入粗纱工序后,施加5-12倍 牵伸,熟条将受到牵伸,并进一步改善纤 维的伸直平行度与分离度。 • 2,加捻 粗纱工序中,将牵伸后的须条被加 上适当的捻度,这样有利于增强须条内纤 维彼此间的联系力,使粗纱具有一定强力, 以承受粗纱卷绕和在粗纱上退绕时的张力, 防止意外牵伸或拉断。 • 3,卷绕与成形 将加捻后的粗纱卷绕在筒管 上,制成一定形状和大小的卷装,便于搬 运,适应细纱机的喂入。
• • • • •
4 、按纺纱设备分类 环锭纺、 转杯纺、 摩擦纺、 喷气纺等都可加装包芯纱纺纱装置, 生产各类包芯纱。
我司主要包芯纱品种
• 1. 棉(c)+棉(c) 1/50N 100% C • 2. 粘胶(v)+聚对苯二甲酸丁二醇酯 (pbt)(聚酯系列) 2/50N 72V28PBT
• 目前纺制包芯纱的工艺流程有两种 粗梳系统: 棉:清花(开清棉)一梳棉一 头并-粗纱-细纱(包芯) 精梳系统: 棉:清花(开清棉)一梳棉 一条卷一并卷一精梳一后并一并二一 并三一粗纱一细纱(包芯) 总的原则:能用粗梳,就不用精梳,如果 要采用精梳系统,其流程能缩短就缩 短,以降低生产成本。
包芯纱用途
• 以棉为皮、涤纶为芯的包芯纱用途 最广,可用于生产学生服、工作服、 衬衣、浴衣面料、裙子面料、被单 和装饰布等。
包芯纱分类
• 1、 按产品用途分类 缝纫用包芯纱、 烂花布用包芯纱、 弹力织物(包括针织物、机织物)包 芯纱、 功能性、高性能织物包芯纱等。 花式包芯纱(如中空包芯纱、彩色包 芯纱、赛洛菲尔包芯纱、竹节包芯纱等)
并条
• 并条的任务 • 经梳棉工序制成的生条虽已成为 条状 半制品,但还不能在现有的环锭细纱 机或新型纺纱机上直接纺成优质的细 纱,生条不匀率较高,重量偏差较大, 且纤维排列也很紊乱,大部分纤维呈 弯钩卷曲状态,并有部分小纤维束存 在。
包芯纱是什么面料

包芯纱是什么面料包芯纱是一种特殊的面料,它在纺织行业中被广泛使用。
它具有很多独特的特点和优势,因此在服装、家居用品等领域有着广泛的应用。
下面将为大家详细介绍包芯纱是什么面料,以及其特点和应用。
包芯纱是由两种或多种纤维组成的纱线制成的面料。
其中,表面的纤维称为包纱,内部的纤维称为芯纱。
包纱和芯纱的组合使得面料具有很好的特性和性能。
首先,包芯纱的制作工艺相对复杂,但是它的质量非常稳定。
由于芯纱的存在,使得纱线更加均匀,面料更加牢固,不易破损。
包芯纱的强度和耐磨性都比普通纱线要好,因此其制成的面料寿命更长,不易变形。
其次,包芯纱的手感非常柔软舒适。
芯纱的存在使得面料充满弹性,纤维之间的空隙也更小,这使得包芯纱的触感细腻、柔软。
无论是制作衣服还是家居用品,使用包芯纱制成的面料都能够给人们带来舒适的使用体验。
另外,包芯纱还具有很好的保温性能。
芯纱通常是由较为保暖的纤维材料制成,如毛、羊毛等。
这使得包芯纱的面料能够更好地保护人体免受寒冷的侵袭。
因此,在寒冷的冬季,使用包芯纱制成的衣物会给人一种温暖的感觉。
此外,包芯纱还具有较好的透气性能。
由于芯纱的存在,纱线之间形成了许多微小的空气孔,这样空气能够在纤维之间自由流动。
这种结构使得包芯纱的面料透气性好,能够及时排除人体的汗气,保持干爽。
因此,使用包芯纱制成的衣物在夏季穿着也能保持舒适。
包芯纱由于具有众多的优势,被广泛应用于服装和家居用品等领域。
在服装方面,包芯纱面料可以制作成各种款式的衣物,如外套、连衣裙、衬衫等。
它的柔软和舒适度使得衣物在穿着时更加贴合身体,给人以美好的体验。
在家居用品方面,包芯纱的保暖性能和柔软手感使得它适用于各种床上用品,如被子、床单和枕套等。
使用包芯纱制成的床上用品可以为人们提供良好的睡眠环境,让人们享受舒适的休息。
总体而言,包芯纱是一种具有独特特点和优势的面料。
它的制作工艺复杂,但质量稳定,强度高,柔软舒适。
此外,它还具有保暖、透气等性能,广泛应用于服装和家居用品等领域。
包芯纱的特性分类纺制和产品开发

包芯纱的特性、分类、纺制和产品开发刘荣清张伟敏包芯纱从上世纪60年代中期生产,已有40余年历史。
包芯纱的需求不断增加,品种层出不穷。
据有关资料,全世界约有1千余万锭在生产包芯纱。
预期每年还将增长20~30万锭。
包芯纱获得市场的青睐,前景看好,经久不衰,是纺纱边缘品种的常青树。
由于包芯纱的广泛使用,USTER公司已在2007年发表了棉/氨97~90/3~10包芯纱的统计值。
1.包芯纱的特性:包芯纱是指通过芯纱和鞘纱组合的一种复合纱;一般以长丝为芯纱,短纤为外包纤维——鞘纱。
其特点为通过外包纤维与芯纱的结合,可以发挥各自的优点,弥补双方的不足,扬长避短优化成纱的结构和特性。
一般短纤维与长丝及其织物性能的比较见表1表1 短纤纱与长丝及其织物的性能对比由此可见,一般长丝与短纤纱相比,具有条干均匀,强度高,伸长、弹性好等优点,适宜作包芯纱的骨干,使充分发挥成纱强力高、弹性好以及特殊长丝功能等特点。
短纤是包芯纱的外包纤维,可充分发挥纤维的功能和表观效应,如新纤维的光彩美丽,纤维优良的吸水、吸湿性、耐热性、保暖性、柔软性、抗起球性等优良特长。
两者择优结合就可生产一般短纤纱和长丝无法比拟的包芯纱。
如弹力包芯纱,高强度、高模量、耐高温的缝纫包芯纱,烂花包芯纱,中空包芯纱功能性,高功能包芯纱等。
此外两种纤维的组合、包芯也常有利于可纺性和可织性,例如不锈钢导电纤维因有明火产生不能纺纱,但可用作芯纱制成包芯纱,同样能发挥导电和屏蔽电磁波功能。
包芯纱可织性一般优于长丝。
包芯纱配置两种纤维合适的混纺比例,也可以节省原料成本和纺纱成本。
2.包芯纱分类2.1 按产品用途分类可分为缝纫用包芯纱、烂花布用包芯纱、弹力织物(包括针织物、机织物)包芯纱、花式包芯纱(如中空包芯纱、彩色包芯纱、赛洛菲尔包芯纱、竹节包芯纱等)、功能性、高性能织物包芯纱等。
2.2 按芯纱长丝分类一般可分为刚性包芯纱和弹性包芯纱两大类,前者有涤纶、腈纶、维纶(包括水溶性维纶)、锦纶等,后者有氨纶、PTT纤维、PBT纤维、DOW XLA弹性纤维等。
腈氯纶包芯纱的研究与开发

将腈氯纶与全棉纱采用环锭纺的加工方法
生 产包 芯纱 , 芯纱 为高支 全棉 纱 , 外包 腈 氯纶 。 这 种 包 芯 纱 制成 的 面料 因腈 氯 纶包 覆 在 纱 线 表 面
使用横动装置)再经牵伸装置形成所需的须条 ; ,
而6 0棉纱 3 筒 子 l 出经 过导 纱 钩2 , 从 引 后 不经 牵 伸装 置 , 直接 通过 定位 导纱 轮 4 入前 皮辊 5 侧 导 后 与牵 伸后 的腈 氯纶 须 条8 并 。当腈氯 纶 须条 纤 合 维与全 棉 芯纱 出前 罗 拉7 口时 ,由于处 于 中央 钳
行业
工 种 及人 数 2 6个 种 ,约 3 0万 人 0
棉 纤 维 l - 22 4
2 ~3 3 3
阻燃 服 ( 万套 / ) 年
40 5
20 8
阻燃 面 料 ( m2年) 万 ,
25 20
1 00 4 Βιβλιοθήκη 线密 度 (tx de)长度 ( mm
冶 金
断裂 强度 (N/x c t) e 断裂伸 长 率f %) 回 潮率 ( %) 密度 (/m3 gc ) 限氧 指 数( %)
纺 织 品阻 燃 的 加 工方 法 大 多 采用 原 纤 改 性 法 和后 加 工法 , 以后 加 工 法最 为普 遍 , 往 往 且 但 阻燃效 果 的耐久 性 和织 物 的舒适 性 方面 比较 差 。
国家 标准 规定 ,应 使用 阻燃 防护服 的还 有煤 炭 、
开发一种兼具 良好阻燃性 和舒适性 的纱线及 面 料是我们的主导思想 , 从不 同纤维性能互补的角
E 技】 科
腈氯纶包芯纱 的研 究与开发
何卫 星 丁 明
( 苏省 纺织研 究所 有 限公 司 江苏 无锡 2 0 4 江 1 2) 4
新型纺纱与花式纱线

《新型纺纱与花式纱线》是现代纺织技术专业的主干课程之一,在理论教学体系中占有重要地位。
随着纺织产业结构调整和纺织市场个性化需求的变化,各种新型纺纱纺制的纱线及具有特殊结构和性能的花式纱线都呈现出极为广阔的市场前景。
目前,在沿海经济发达地区的花式纱线已占有相当的份额,广泛应用于服装、装饰、产业等各类制品。
为了满足教学和纺织工业快速发展的需要,我们做了广泛的市场调研,在分析研究大量相关资料和论文、论著的基础之上,编写了《新型纺纱与花式纱线》一书。
《新型纺纱与花式纱线》由肖丰任主编,尚亚力任副主编,具体分工如下。
第一章、第六章由河南工程学院王秋霞执笔,第二章、第五章由河南工程学院肖丰执笔,第三章、第四章由河南工程学院李营建执笔,第七章、第八章由河南工程学院苏玉恒执笔。
第九章、第十一章由河南工程学院陈理执笔,第十章、第十三章第二节一第五节、第十四章由南通纺织职业技术学院张曙光执笔,第十二章、第十三章第一节由常州纺织服装职业技术学院尚亚力执笔。
全书由肖丰、尚亚力统稿修改完成。
本书附带多媒体光盘由河南工程学院李营建制作。
本书在编写过程中得到了中国纺织工程学会信息专业委员会和河南嵩岳纺织集团的大力支持,在此一并表示感谢。
由于编者的水平有限,而且花式纱线生产技术发展迅猛,生产设备更新很快,书中难免有疏漏或错误,敬请广大读者批评指正。
编者2007年12月第九章花式纱线概iS.本章知识点1.花式纱线的定义。
2.花式纱线的分类。
3.花式纱线的发展及应用情况。
第一节花式纱线的发展及其意义一、花式纱线的发展历史花式纱线在我国有着悠久的历史,早期在色织和粗毛纺产品中都有应用。
20世纪70年代以来新型纱线已成为国际纺织产品市场上一大品种,其用途广泛。
特别是近几年以来,花式纱线的应用越来越广泛,在服装、家纺、产业等领域都有开发利用。
在大连、上海、北京等地举办的纺织品博览会上,花式纱线产品占据了相当高的比例。
国际上采用花式纱线制织的时装面料也是越来越多,根据对2001年意大利女装500块毛纺织面料分析,其中用花式纱线织造的织物占到30%以上。
包芯纱品种分类及其生产技术要点探讨
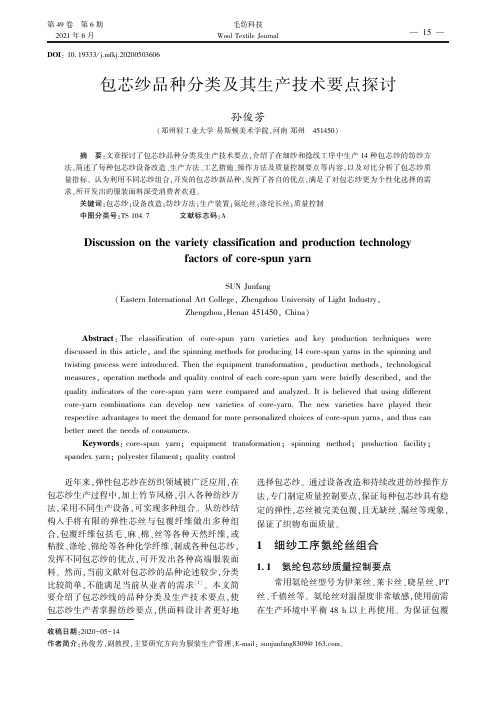
收稿日期:2020-05-14 作者简介:孙俊芳,副教授,主要研究方向为服装生产管理,E-mail: sunjunfang8309@ 。
— 1 6 —
毛纺科技 Wool Textile Journal
第 49 卷 第 6 期 2021 年 6 月
效果,包芯纱捻系数建议控制在 400 以上。 不同批 摆动,偏离中心,避免织布后存在布面漏丝、布面失
2. 2 长丝装置类型及特点
双芯纱需要 2 种不同的长丝,有不同的弹性系 数,分别由独立的传动系统控制,而长丝需要额外的 装置。 若长丝张力控制不好,造成芯丝外露,或有 “ 挂丝” 造成包覆不良,产品将在染整工序中产生质 量疵点[6-7] 。 3 种长丝装置及特点分别介绍如下。
①顶置式装置。 安装在细纱粗纱纱架上方,所 以叫做顶置式装置,该种装置的优势是能够悬挂任 何形状的长丝,适用范围宽,缺陷是长丝被动退绕, 张力控制难度大,距离地面接近 4 m,工人操作难度 大。 长丝筒子最大直径 260 mm,芯丝顺畅地穿过独 立导丝管,从长丝筒被引导传送到张力控制器。 此 装置也可以生产长丝包芯纱、双芯纱、三芯纱等各类 含长丝包芯纱。
2 细纱工序长丝组合
2. 1 长丝包芯纱质量控制要点
常用长丝包括锦纶长丝 CM800,PTT、PET 双组 分复合丝 T400 高弹丝、PET 拉伸变性丝 DTY、锦纶长 丝、黑色 T400 高弹丝(T400Z) 等长丝,还有各种空包 丝,如 DTY 长丝+44. 4 tex 氨纶长丝 3. 0 倍空包丝等。
735
7. 3
70. 5
12. 76
0
44. 4 dtex 莱卡 3. 5 倍
31
25
8. 11
由表 1 可知,在含丝量一样的情况下,双氨纶包 芯纱的强力、条干、棉结以及条干等稍差,2 种纱指 标基本接近。
包芯纱

烂花包芯纱
棉、粘纤
名称
新型纤维包芯纱
外包短纤维
竹浆纤维、彩棉、色化 纤等
芯纱(长丝) 产品特点
涤纶为主 充分发挥新型纤维表观 视觉效果及手感柔软、 吸湿、排湿等优异特性
中空包芯纱
棉、粘纤等
水溶性维纶
维纶经后加工低温溶解 长丝后成中空纱,具有 蓬松、柔软、富有弹性、 优良的吸湿吸水性和保 暖性的特殊效果 抗菌、防臭,用于制作 内衣、袜子及其他卫生 用品
包芯纱
包芯纱简介
•
包芯纱的定义:包芯纱是指通过芯纱和
鞘纱组合的一种复合纱;一般以长丝为芯 纱,短纤为外包纤维——鞘纱。
• 特点:包芯纱具有外包纤维透气性好,吸
温性好,不易起静电,不起毛起球,不易 熔融,易于染色,手感柔软的特性,又具 有芯纱纤维强度高,弹性好,稳定性好, 耐磨耐酸耐碱等特点。
. 包芯纱分类
• 特点:可纺性能好,条子均匀,毛羽少,
包芯纱的包覆效果好。
在转杯纺纱机上纺制包芯
• 条子从条筒中引出,喂入转杯纺纱机,经分梳辊 梳理成单纤维,分梳后的短纤维借气流经短纤维 输送通道被输送到高速回转的纺纱杯凝聚槽内, 并在凝聚槽内形成凝聚须条,该凝聚须条随同转 杯高速回转与长丝在纺纱杯内并合加捻成包芯纱, 然后引纱罗拉引出,经槽筒卷绕成筒子纱。 • 在转杯中心开孔,芯纱在转杯负压的作用 下由引丝管进入转杯,纺纱过程中,转杯和转杯 轴高速回转,而固定在纺纱器上的引丝管并不随 防备转动,长丝可经引丝管直接喂入纺杯内,不 会产生假捻。
包芯纱的纺制方法
• 在环锭细纱机上纺制包芯纱
工艺流程:
长丝 导纱辊 长丝导导纱钩
• 改进的环锭纺包芯纱
工艺过程:芯纱经弹簧张力 盘喂入前罗拉钳口,通过前 罗拉,2根外包纤维粗纱经集 合器进入三罗拉短皮圈牵伸 装置,平铺在牵伸区内,外 包短纤维经过前罗拉时芯纱 在两粗纱之间,并始终保持 在中间的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
包芯纱的特性、分类、纺制和产品开发刘荣清张伟敏包芯纱从上世纪60年代中期生产,已有40余年历史。
包芯纱的需求不断增加,品种层出不穷。
据有关资料,全世界约有1千余万锭在生产包芯纱。
预期每年还将增长20~30万锭。
包芯纱获得市场的青睐,前景看好,经久不衰,是纺纱边缘品种的常青树。
由于包芯纱的广泛使用,USTER公司已在2007年发表了棉/氨97~90/3~10包芯纱的统计值。
1.包芯纱的特性:包芯纱是指通过芯纱和鞘纱组合的一种复合纱;一般以长丝为芯纱,短纤为外包纤维——鞘纱。
其特点为通过外包纤维与芯纱的结合,可以发挥各自的优点,弥补双方的不足,扬长避短优化成纱的结构和特性。
一般短纤维与长丝及其织物性能的比较见表1表1 短纤纱与长丝及其织物的性能对比由此可见,一般长丝与短纤纱相比,具有条干均匀,强度高,伸长、弹性好等优点,适宜作包芯纱的骨干,使充分发挥成纱强力高、弹性好以及特殊长丝功能等特点。
短纤是包芯纱的外包纤维,可充分发挥纤维的功能和表观效应,如新纤维的光彩美丽,纤维优良的吸水、吸湿性、耐热性、保暖性、柔软性、抗起球性等优良特长。
两者择优结合就可生产一般短纤纱和长丝无法比拟的包芯纱。
如弹力包芯纱,高强度、高模量、耐高温的缝纫包芯纱,烂花包芯纱,中空包芯纱功能性,高功能包芯纱等。
此外两种纤维的组合、包芯也常有利于可纺性和可织性,例如不锈钢导电纤维因有明火产生不能纺纱,但可用作芯纱制成包芯纱,同样能发挥导电和屏蔽电磁波功能。
包芯纱可织性一般优于长丝。
包芯纱配置两种纤维合适的混纺比例,也可以节省原料成本和纺纱成本。
2. 包芯纱分类2.1 按产品用途分类可分为缝纫用包芯纱、烂花布用包芯纱、弹力织物(包括针织物、机织物)包芯纱、花式包芯纱(如中空包芯纱、彩色包芯纱、赛洛菲尔包芯纱、竹节包芯纱等)、功能性、高性能织物包芯纱等。
2.2 按芯纱长丝分类一般可分为刚性包芯纱和弹性包芯纱两大类,前者有涤纶、腈纶、维纶(包括水溶性维纶)、锦纶等,后者有氨纶、PTT纤维、PBT纤维、DOW XLA弹性纤维等。
以氨纶使用最广泛。
2.3 按鞘纱纤维分类通常棉、毛、丝、麻(包括苎麻、亚麻、大麻等)、彩棉等天然纤维;粘纤、MODAL、TENCEL、大豆纤维、牛奶纤维、竹浆纤维、涤纶纤维、腈纶纤维以及各种有色化纤均可用于包芯纱的包覆纤维。
2.4 按纺纱设备分类目前环锭纺、转杯纺、摩擦纺、喷气纺等都可加装包芯纱纺纱装置,生产各类包芯纱。
纺纱装置基本类同。
2.5 按长丝(芯纱)含量分类长丝在包芯纱中含量是包芯纱主要指标,它对成纱性能和成本有很大的影响。
一般长丝含量在10%以下称低比例包芯纱;10%~40%称中比例包芯纱;40%以上称高比例包芯纱。
弹力包芯纱含量一般小于10%,在3%~5%,比例愈高,成本愈大。
纯涤纶缝纫用包芯纱,芯纱比例达50~60%。
烂花织物用芯纱的含量为40~60%,一般刚性包芯纱含量在20~40%。
芯纱含量不能太高,是受制约的。
理论上外包纤维的包覆宽度应大于芯纱表面的周长,否则会产生“露丝”的疵点。
2.5 按纺纱线密度分类与传统纱线分类相同,包芯纱将32tex及以上划为粗特包芯纱,21~30tex称中特包芯纱,11~20tex称细特包芯纱。
常纺包芯纱为16~70tex。
3包芯纱装置两种包芯纱装置包芯纱装置按喂入机构的不同,一般有两种形式图1 为长丝管状卷装消极喂入型。
其特点是长丝直接从卷装径向或者头端引出。
结构简单,不需要设置传动机构,适用涤纶等刚性长丝。
但要防止退绕时张力波动。
为此需加装张力控制器。
图2为圆柱形卷装积极喂入型,如图2长丝由一对喂入辊摩擦传动筒纱喂入,适用氨纶等弹性长丝的喂入和圆柱形长丝的喂入。
喂入辊与前罗拉间施加一定的牵伸倍数。
包芯纱装置安装、传动、张力和芯纱的定位包芯纱装置一般加装在纺纱机架上,安装时注意操作方便,防止与原粗纱相碰。
一般喂入卷装重3~5kg,一台机器的负荷要增加1.5t 以上,要控制纱架受力均衡,防止变形,必要时要加纱架支撑连杆。
积极喂入型喂入辊应采用重量轻,与长丝摩擦较大而耐磨的材料如铝合金等制成,以减少传动滑溜,并将表面涂色,与长丝形成反差较强的色差,便于识别“断丝”。
喂入辊一般由前罗拉经链轮、链条或齿形带传动,考虑两者牵伸倍数的变化,需加装传动带张力调整装置。
新型包芯纱装置喂入辊采用变频电动机附减速箱直接驱动,无级变速,不用链条和齿形带,喂入牵伸可直观显示。
一般包芯纱喂入粗纱喇叭头固定(不横动),也有设计须条与芯纱能同步移动的横动装置,以改善胶辊的线状磨损。
喂入长丝需确保加捻长丝成纱时置于须条的中心,为此需加装长丝导纱器,一般装在前罗拉上方。
Sucssen公司设计特殊的陶瓷长丝导纱器,由前胶辊传动,可正确调整长丝进入前罗拉的定位,如图3。
推荐采用图4的国产陶瓷张力控制器。
4.包芯纱纺制关键4.1 芯纱定位要正确芯纱长丝必须置放在前罗拉输出须条中间;由于加捻捻矩的作用,纺Z捻包芯纱时长丝位置应在中心偏左,纺S捻时应在中心偏右。
4.2 合适控制芯纱张力及预牵伸倍数刚性长丝喂入型应设置导纱张力控制器,长丝喂入张力略大于须条的牵伸张力。
Sucssen公司推荐纺一般纱张力为20cN。
紧密纺纱为50cN。
弹性长丝喂入型的预牵伸倍数一般为2.5~4倍,需根据芯纱密度、产品强力和弹性需求设定。
一般芯纱线密度愈大,长丝含量愈高、成纱强力愈佳,芯纱预牵伸应愈大,但预牵伸过大容易产生断丝。
实际预牵伸对不同材料长丝、不同线密度长丝、长丝卷装的大小会产生变异;变异过大会产生包芯纱缩率和弹性的差异,形成疵品。
实际预牵伸稳定直接影响成纱质量和线密度的稳定。
表2所示预牵伸的选用,可供参考。
表2 弹力包芯纱预牵伸的选用4.3 优选捻系数一般刚性包芯纱捻系数比普通纱大10%左右,常用捻系数范围350~400,弹力包芯纱捻系数比普通纱大10~20%,一般范围为350~400。
棉型中空包芯纱如捻系数偏低,则鞘纱与芯纱结合松弛,强力偏低易产生露白纱。
捻度过高容易产生缺芯纱,并形成熔丝困难。
过高的捻度在织造时易产生纬缩小疵点以及纺织品纬斜。
4.4 防止出硬头纺制包芯纱时,芯纱的引纱张力增加了前罗拉的引导力,因此如果前罗拉握持力不足,容易产生“出硬头”,鉴此必须调整纺纱工艺,采用加大前罗拉压力,增大钳口隔距,适当放大前中罗拉隔距等措施,减少牵伸力,防止前胶辊后向滑溜造成出硬头。
4.5优选钢丝圈纺制包芯纱时钢丝圈的优选十分重要,一般长丝热熔性差,熔点较低,在钢丝圈的运行中易形成热损坏而断丝或磨损。
造成疵纱及后加工断头。
选型时应选择通道较宽畅,防止其通道与磨损处形成交叉而损伤长丝。
钢丝圈调换周期可适当减短。
刚性包芯纱推荐采用扁平形或半圆形截面钢丝圈,弹性包芯纱采用半圆形截面钢丝圈。
前者型号可比传统细纱加重1~2号,后者宜比传统纱线减轻1~2号。
4.6包芯纱的定捻定捻的目的是稳定成纱的捻度和弹性,防止织造生产过程中产生扭结及张力不匀,纬缩等。
定型温度一般为85~90°。
弹力包芯纱可偏低掌握,过高的温度会影响包芯纱的强度和弹性。
定型时间与真空度及温度有关,可酌定。
5包芯纱疵点及其防治对策(表3)表3 包芯纱疵点及其防治对策6包芯纱产品开发常见包芯纱产品见表4表4 包芯纱产品一览由此可见包芯纱产品十分广泛,各种原料天然纤维、传统化纤、新型纤维、功能性纤维高性能纤维等都可应用。
产品有关服装、家饰产业诸领域,涉及民用、军工各方面,并在不断发展中,前景看好。
7结语随着人类文明进步和物质文化水平提高。
纺织品需求日益旺盛。
纺织品呈个性化、多元化、功能化的发展趋势。
具有短纤维和长丝复合功能,优势互补的包芯纱能满足这方面的要求。
专家预测:兼具长丝、短纤优势的面料将是未来大行其道的产品。
包芯纱属中、高端产品,是棉、毛、丝、麻等各种纤维纺的边缘产品,具备较高的技术含量和较高的附加值,值得研究开发并不断创新。
本文汇集包芯纱现状,分析发展趋势;综合实践体会,论述产品特点和纺纱关键;旨在为已涉及包芯纱的同仁,提供发展信息,扩大视野,开拓未来。
对未研发包芯纱的同仁提供现状,展望未来,期待共同发展,不断创新。
如有不当,敬请指正。
图1仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях.以下无正文。