ASME核电认证培训
ASME培训教程ASME规范第VIII-1卷--压力容器-精选文档164页

材料的许用应力
总则 对于大多数锅炉压力容器规范卷册,许用应力可在Section II Part D-材料性能中找到。 用于: 计算所需要的厚度 与计算应力值比较 Section II Part D所列材料顺序按合金含量递增排列:
VII
动力锅炉的维护指导规范
VIII
压力容器
Division 1
Division 2 – 另一规则
Division 3 – 建造高压容器的另一规则
IX
焊接和钎焊评定
X
玻璃钢压力容器
XI
核电厂设备在役检验规范
增补
彩色页增补包含对规范的增订和修改,每年出版一次(第一次增补与新版本同时 出版),并自动寄给相应的规范购买者。
ASME培训教程
ASME规范第VIII-1卷 -- 压力容器
课程分类
VIII-1卷的构成 材料 设计 制造 无损检测 压力试验、打钢印和出数据报告
VIII-1卷的构成
目标
通过本课程的学习,你将了解到ASME锅炉压力容器规范的组成、
以及第VIII-1卷的构成及其运用,基本掌握如何查阅第VIII-1卷的有 关条文。
Subsection C 针对特殊材料的要求
材料表 – 给出VIII-1卷允许使用的材料(UCS-23、UHS-23、UNF-23等)
强制性附录
Section II材料的详细要求
Part A
- 钢铁材料
Part B
- 有色金属
Part C
- 焊材
Part D
- 材料性能
有关规范案例
ASME培训教程

第VIII-1卷的构成
前言
Subsection A: 一般要求
Part UG
所有建造方法和所有材料的一般要求
Subsection B: 有关压力容器制造方法的要求
Part UW
焊制容器
Part UF锻制容器
Part UB
钎焊容器
Subsection C: 有关材料类别的要求
Part UCS
碳钢和低合金钢容器
UG-4(b)
材料不符合Subsection C允许的技术条件可用于非受压件,但必须符合UW-5(b)的要求。 UW-5(b)指出,必须证实材料具有可焊性。一般来说,如果材料可按UG-10、11、15或93 识别,或者,其化学成分、机械性能已知,按第IX卷进行了焊接工艺评定即可证实材料 的可焊性。如果材料不符合上述要求,每一块未识别的材料必须按第IX卷QW-451的规定 进行导向弯曲试验。
钢的热处理 :
ASME规范产品制造中会使用到两个临界温度:
正火
下临界温度(A1)= 合金开始向奥氏体转变 上临界温度(A3)= 合金全部转变成奥氏体
将钢加热到A3以上大约100F,然后在静止空气中冷却。目的是使钢的组织均匀, 使硬度高于钢在退火状态的硬度。
退火 将钢加热到A3以上大约50F,然后随炉缓慢冷却。目的是细化晶粒,使材料软化。
铁合金(SA-XXX)
铸铁
— 碳>2%,非常脆,不易焊接,适合于制造复杂形状的部件。
钢材
— 碳<2%,不脆(有韧性),较易焊接。
碳钢
— 含硅、锰,用于较低温度。
低合金钢 — 含铬(<10%)、钼、镍,用于高温和含氢介子。
高合金钢 — 含铬(>10%)、钼、镍、锰,用于腐蚀、高、低温。按化学成分和性能,
ASME培训教程

VIII-1卷的材料
UG-4到UG-8、UG-10、UG-12到UG-14:受压件的材料必须是ASME规范Section II中的材料,并限于那些在 UG-23提到的材料。
例外 :UG-4(b):非受压件材料仅须具有可焊性即可。 UG-9:焊接材料。 UG-11(a)&(c):允许使用的ASME/ANSI标准(见规范解释VIII-77-86)。 UG-13(b):垫片仅须是可锻纲(Wrought steels)即可。 UG-15: 同牌号的可锻材料(Wrought materials)已被批准作为可使用材料,但在“采
UG-10(b) 可按生产批号识别、但不能按UG-10(a)认可的材料
UG-10(b)允许使用VIII-1卷中没有列入、虽可识别但不能追踪到材料制造厂原始化学成分的材 料。与UG-10(a)一样,此段也叙述了为使用这类材料需要进行的步骤。不过,在此种情况下, 你必须对每一炉号都进行理化性能试验,并将试验结果与ASME允许的技术条件相比较。如果相 符,你可认定此材料符合Section II的相应材料技术条件。此认可步骤只能由ASME持证厂家完 成。
规范条款的使用方法
使用规范时,应查阅整个条款,包括所引述的其它条款。如果你找到了你想知道的而停止 继续查阅,你可能会漏掉后面的有关要求。例如,UW-11包含好几个子条款,要全面理解 必须全面查阅。
ASME材料
目标
本课程结束后,你将了解到怎样确定允许使用的材料,怎样确定材 料的特殊要求。另外,你还将了解一些材料技术条件及其运用。
使用此表时应注意以下两点:
- 确认你所查阅的那一行在VIII-1卷一栏里没有“NP”(Not Permitted)字样。
- 确认已查阅过与VIII-1卷有关的注释。
ASME培训-感想浅谈
ASME核电标准培训-感想浅谈一、ASME核级钢印及证书范围核持证厂家分类∙N 证持证厂家–核容器、管道系统、核泵、阀、储罐、堆芯支撑和混凝土安全壳。
∙NV 证持证厂家–泄压阀。
∙NPT证持证厂家–部件、附件、焊管类产品、管道组件。
∙NA 证持证厂家–现场和工厂组装。
∙N3 证持证厂家–核废料和高放射性废料容器。
∙NS 证持证厂家–支撑(无钢印)。
∙QSC证持证厂家–材料供应(无钢印)。
典型的N 和NPT 证书范围∙N 证书的建造范围:o1、2、3 和MC 级压力容器;o1、2、3 级泵、阀、管路系统;o 2 和3 级储罐;o CS 级堆芯支撑;o1、2、3 级设备工厂安装。
∙NPT 证书的制造范围:o1、2、3、CS 和MC 级部件或附件制造,不承担设计责任。
∙MO的范围o提供核级铁基和有色金属材料、包括焊材。
二、ASME核规范∙为什么核规范(第III卷)与非核规范存在差异?o核设备内有放射性物质;o核电站发生事故,后果更为严重;o核电站受联邦法律管制,要求按10 CFR 50 建立质量保证体系,以确保公众安全;o非核锅炉压力容器受州法律管制,必须建立质量控制体系。
∙按10 CFR 50,什么是“质量保证”?o“质量保证”包括所有经策划的、有系统的必要活动,以对结构、系统或设备能在给定的工况下正常运行建立充分的信心。
o“质量保证”包括质量控制,包括与材料、结构、设备或系统物理特性有关的各种质量保证措施,按规定的要求对材料、结构、设备或系统提供质量控制的方法。
为使核设备制造厂建立的“质保体系”符合10 CFR 50 的要求,ASME制定了NQA-1 “核设施质量保证大纲要求”。
同时,ASME核规范应用于中国国内核电的建设,相关单位还必要遵守HAF601的相关要求。
设备制造单位可能涉及的相关问题:1. ASME核级规范在国内核电市场使用时,国内制造单位是否需要取得ASME核级规相关钢印认证才能承接这一类业务?(制造单位业务能力认证)案例:江苏******,曾制作三门核电相关核级产品,他们并没有如ASME核电规范所描述的那样进行钢印认证,而是按照ASME NQA-1《核设施质保体系要求》重新制定了满足ASME核电规范要求的《质量保证大纲》,并且需要业主审核同意,受到业主的监督与管理。
ASME质量手册培训

ASME取证目的与意义 ➢ 提高企业形象和知名度 ➢ 承担ASME钢印产品的制造 ➢ 获得市场投标资格
工艺流程图
TASK(内容) MT RT UT WPQ
WOPQ
WPS PQR PT
English (英文) Chinese (中文)
Magnetic Particle Examination
Radiographic Examination
Ultrasonic Examination Welder’s Performance Qualification
焊接操作工技能评 定
焊接工艺说明书
工艺评定记录
液体渗透探伤
C3-设计和图纸
3.4.2设计文件的修改采用下列二种方法:
(2)当用新版本的图纸取代旧版本图纸时,其准备,审批和发放 程序与原来的程序一致。资料管理员发放新版图的同时将旧版图纸 收回并销毁,除了资料管理员保留一份作废的版本直到规范产品的 MDR(制造数据报告)发证为止,作废的版本应标注“作废”并不能 用于生产。
ASME取证的了解
ASME是American Society of Mechanical Engineers(美国机械工程师协会) 的英文缩写。 美国机械工程师协会成立于1880年,在世界各地建有分部, 是一个有很大权威和影响的国际性学术组织。
ASME认证项目包括以下四大类: ➢ 锅炉及压力容器(BPV) ➢ 核动力装置(N-Type) ➢ 核原料(QSC) ➢ 树脂及塑料容器(RTP)
Welding Operator’s Performance Qualification Welding Procedure Specification Procedure Qualification Record Liquid Penetrant Examination
《ASME焊接培训》课件

通过《ASME焊接培训》PPT课件,我们将深入探讨ASME焊接标准,了解其在 工业界的重要性,并介绍焊接程序规范、工艺技术和符合性评估。
ASME焊接培训的目的
1 提升焊接技能
通过培训,学员将掌握ASME焊接标准,提高焊接技巧和质量。
2 确保安全性
培训将强调焊接过程中的安全措施,确保工作场所的安全和员工的健康。
法规合规
符合ASME焊接认证的公司能够满足相关法律法 规的要求,避免潜在的法律风险。
ASME焊接程序规范
1
程序制定
根据ASME要求编制焊接程序规范,确保焊接过程可重复和一致。
2
程序审核
审核焊接程序规范,确认其符合ASME标准,并及时修改和优化。
3
程序培训
为焊工提供相应培训,确保他们了解并能正确执行焊接程序规范。
比赛与认可
介绍ASME焊接培训中举办的焊接 技能比赛和认可,鼓励学员争取 更高的成就。
总结和回顾
重点总结
回顾课程的重点内容,强调 学员需要掌握和应用的核心 知识。
提问与交流
为学员提供提问和交流的机 会,解答他们可能有的疑问 和困惑。
鼓励实践
激励学员将所学知识应用于 实践中,不断提高焊接技能 和质量。
3 满足认证需求
ASME焊接认证是许多行业和项目的必备要求,在竞争激烈的市场中脱颖而出。
ASME焊接认证的重要性
全球认可
ASME焊接认证是全球范围内最受认可的焊接标 准,为企业赢得国际市场的信任。
质量保证
认证确保焊接过程符合ASME标准,提高了焊接 接头的质量和可靠性。
进一步发展
具备ASME焊接认证使企业能够承接更大规模和 更高技术要求的项目,带来更丰厚的业务机会。
ASME无损检测人员培训考核资格资料
学习-----好资料Written Practice for Training, Examinationand Qualification of NDE Personnel 无损检测人员培训、考核和资格鉴定实施细则Doc No. EeeeePage 1 of 25文件号FIRST ISSUE A / 0 首次发放Approved by Prepared by Edition/Rev. No. Description批准制明说/版次修改号编更多精品文档.学习-----好资料Content目录No.TitlePag页章节名序Scope31范Levels and Responsibility of Qualification23资格等级和责Qualification Requirements for NDE Personnel34无损检测人员资格鉴定要Responsibilities of Relevant Personnel45相关人员的职Initial Qualification of Level55Ⅲ级人员首次资格鉴Initial Qualification of Level I and II67Ⅰ、Ⅱ级人员首次资格鉴Grading711评Vision811视力检Certification912批准Termination10 15终止16培训大纲附录AppendixI: Training Courses更多精品文档.学习-----好资料1 Scope适用范围1.1 This document is suitable to xxxxe for control and administration of training, examination,qualification and certification of NDE personnel.本实施细则适用于本公司无损检测人员培训、考核、资格鉴定和证书发放的控制及管理。
ASME培训教程 ASME规范第VIII-1卷 -- 压力容器

VIII-1卷 卷
对于第VIII卷来说,Section II Part D中的表1用于VIII-1卷、表2用于VIII-2。 表1进一步分为两部分: 表1A – 钢铁材料 表1B – 有色金属材料 对于铸铁(UCI)、球墨铸铁(UCD)和低温材料(ULT),许用应力在VIII-1卷中,而 不是Section II Part D。 使用此表时应注意以下两点: 确认你所查阅的那一行在VIII-1卷一栏里没有“NP”(Not Permitted)字样。 确认已查阅过与VIII-1卷有关的注释。 另外: UG-45(c) :接管剪切许用应力 = 接管抗拉许用应力的70% UW-15(c) :焊缝的许用应力是容器材料许用应力的百分之几: 坡口焊缝抗拉许用应力 = 74% 坡口焊缝抗剪 许用应力 = 60% 坡口焊缝抗
金属学基础
金属通常划分为钢铁材料(铁>50%)和有色金属。含有一种以上元素的金属为合金。 铁合金(SA-XXX) 铁合金( ) 铸铁 钢材 碳钢 — 碳>2%,非常脆,不易焊接,适合于制造复杂形状的部件。 — 碳<2%,不脆(有韧性),较易焊接。 — 含硅、锰,用于较低温度。
低合金钢 — 含铬(<10%)、钼、镍,用于高温和含氢介子。 高合金钢 — 含铬(>10%)、钼、镍、锰,用于腐蚀、高、低温。按化学成分和性能, 不锈钢可分为: 不锈钢可分为 马氏体不锈钢(如410) — 高铬(>12%),导磁,可通过热处理改善强度和硬度。
UG-10未能完全识别的材料 未能完全识别的材料 通常认为只有“规范”认可的材料才能用于规范容器的制造。但是,在UG-4(a)中提到, UG-10允许使用未完全识别、或可按本卷不允许使用的某个技术条件加以识别、即按此技术条 件制造的材料,只要其满足UG-10(a)、(b)、(c)的相应要求。 UG-10(a) 可按材料制造厂提供的完整证明加以识别的材料 UG-10(a)允许使用VIII-1卷中没有列入的材料,只要此材料可以识别、并能够通过炉批号追踪 到材料制造厂的原始化学成分。此段叙述了为使用这类材料需要进行的步骤。简单地说,你应 将这类材料的理化性能与ASME允许使用的材料进行比较,如果一致,即可对其认可。此认可 步骤可以由ASME持证厂家或材料制造厂完成。 UG-10(b) 可按生产批号识别、但不能按 可按生产批号识别、但不能按UG-10(a)认可的材料 认可的材料 UG-10(b)允许使用VIII-1卷中没有列入、虽可识别但不能追踪到材料制造厂原始化学成分的材 料。与UG-10(a)一样,此段也叙述了为使用这类材料需要进行的步骤。不过,在此种情况下, 你必须对每一炉号都进行理化性能试验,并将试验结果与ASME允许的技术条件相比较。如果相 符,你可认定此材料符合Section II的相应材料技术条件。此认可步骤只能由ASME持证厂家完 成。
ASME培训教程ASME规范第VIII-1卷--压力容器 共164页

- 材料性能
III Subsection NCA – Division 1和Division 2的总要求
Division 1
Subsection NB - 1级部件
Subsection NC - 2级部件
Subsection ND - 3级部件
Subsection NE - MC级部件
Subsection NF - 设备支撑
坡口焊缝抗拉许用应力 = 74%
坡口焊缝抗剪
许用应力 = 60%
角焊缝抗剪许用应力 = 49%
用于按UG-41的补强强度计算。
Subsection A 一般要求
Subsection A中有关材料的基本条款为:
UG-4 一般要求
UG-5 板材
UG-6 锻件
UG-7 铸件
UG-8 管道和管子
UG-9 焊接材料
UG-4(b)还提到,未能按UG-93识别的材料,其许用应力不能超过Subsection C允许的 类似材料的许用应力的80%。换句话说,在进行载荷计算时,你只能使用该材料许用应力 值的80%。 UG-4(d)
如果材料既没有列入VIII-1卷,又不符合UG-10或15,要使用此种材料可按附录B向 ASME提交申请。ASME通常要求,此种申请是针对已向ASTM提交过申请的材料。按照 附录B,在一般情况下,可能会出版一份规范案例,允许采用这种材料。
Subsection NG - 堆芯支撑结构件
Subsection NH - 在高温工况下运行的1级部件
Appendices
Division 2 – 混凝土反应堆容器和安全壳规范
Division 3 – 核燃料废料、高辐射材料及废料的储存和运输包装安全要求
ASME核电认证培训PPT

▪ 要求6:文件的控制Document Control
NCA-5000(N/A) Authorized Inspection授权检验
NCA-8000 Certificates, Nameplates,Code Symbol Stamping, and Data Reports 证书,铭牌,规范,印迹和数据报告;
NCA-9000 Glossary术语汇编
第十一页,共四十七页。
1.4 ASME核电认证(rènzhèng)的工作安排
第十二页,共四十七页。
1.4 ASME核电认证的工作(gōngzuò)安排
第十三页,共四十七页。
1.4 ASME核电认证的工作(gōngzuò)安排
第十四页,共四十七页。
1.4 ASME核电认证(rènzhèng)的工作安排
NCA-1000 Scope of Section Ш 第Ш卷的范围
NCA-2000 Classification of Components and Supports 设备和支承件的分级
NCA-3000 Responsibilities and Duties责任和义务
NCA-4000 Quality Assurance质量保证
2.1 质量部需要编制的程序文件; 2.2 NDE人员资质评定根本要求; 2.3 NDE方法参考标准(biāozhǔn); 2.4 NB分册中关于无损检测的要求;
第二十三页,共四十七页。
ASME焊接培训

焊接术语:WPS——焊接工艺规程;PQR——焊接工艺评定;WPQ——焊工技能评 定;PWPS——预编焊接工艺规程;DCEP——焊接中的直流反接;DC——直流;
焊缝代号:A——筒体及接管纵缝; B ——环缝;C——接管与法兰焊缝; D——接管与筒体焊缝
WPQ,焊缝识别卡和已有资格焊工表。
三、车间主任应从焊缝识别卡中找出需用的WPS,并从已有资格焊工表和WPQ
20中20指/1定2/资13格焊工,使该焊工的资格范围满足于所用WPS的变素要求。
5
ASME认证 培训教程
xxxx股份有限公司
●焊接基本知识
焊接方法代号:SMAW——手工电弧焊 ;GMAW——熔化极气体保护焊; SAW——埋弧焊;GTAW——钨极气体保护焊
必须在每隔开不大于3ft (1000mm)内打上焊工钢印标记。
2020/12/13
4
ASME认证 培训教程
xxxx股份有限公司
五、焊缝标记的方法和要求
钢印字高一般不小于8mm,如焊缝并非由一个人施焊完成时,应对各施焊者的评定
合格的钢印识别标记进行记载,由最后一道焊缝施焊者打上其焊工号。打焊工号的部
自动焊的资格。Biblioteka 2. 当有特别理由怀疑焊工是否能焊接符合工艺规范要求的焊缝时,支持他正进行的焊接的
资格应予取消,所有其他没有疑问的资格仍为有效。
3. 当技能的某一种评定合格方法的一个或多个重要变素改变时
●车间主任要求
一、车间主任应指导和监督焊工按WPS和图纸进行正确施焊
二、发放至车间的焊接文件由车间主任负责保存,焊接文件应包括WPS,
ASME-NDE人员培训大纲(修订版)

无损检测人员培训大纲NDE Personnel Training Program编制:日期:Prepared By Date(NDE Level III)审批:日期:Reviewed &Approved By Date(QC Manager)Accepted By Date(AI)XXXXXX有限公司XXXX Co., LtdRT Training Course射线检测培训课程大纲Note:注A---- High school graduate or equivalent.A类:高中毕业或同等学历。
B-----Completion with passing grades of at least two years of engineering or science study at a university, college, or technical school.B类:在理工科大学、学院或技术学校至少2年学习的经历。
Training Course for Level ⅠRTI RT-Ⅰ级人员的培训课程I Radiographic Equipment Operating and Emergency Instructions course一、射线透照设备的操作和应急处理1.Personnel monitoring 人员的监测2.Survey instruments 监测仪表3.Leak testing of sealed radioactive sources 密封辐射源的泄露检测4.Radiation survey reports 辐射监控报告5.Radiographic work practices 射线照相作业规则6.Exposure devices 曝光装置7.Emergency Procedures 紧急处理程序8.Storage and shipment of exposed devices and sources 放射性装置和射线源的储存和装运II Basic Radiographic Physics Course二、射线透照基础物理课1.Introduction 介绍2.Fundamental properties of matter 物质的基本性质3.Radioactive materials 放射性材料4.Types of radiation 辐射的类型5.Interaction of radiation with matter 射线与物质的相互作用6.Biological effects of radiation 辐射的生物效应7.Radiographic Examination射线检测8.Exposure devices and radiation sources 曝光装置和射线源1)Radioisotope sources放射性同位素2)Radioisotope exposure device characteristics放射性同位素曝光装置特性3)Electronic radiation sources-500KeV and less, low-energy ≤500 KeV的低能量电子辐射源4)Electronic radiation sources-medium, and high energy 中、高能量的电子辐射源5)Screen to observe the radiation source观察辐射源的荧光屏III Radiographic Technique Course三、射线透照的技术课1.Introduction 介绍2.Basic principles of radiography 射线透照的基本原理1)Geometric exposure principles 曝光的几何原理2)Radiographic intensifying screens射线透照用增感屏3)Radiographic cassettes胶片暗盒4)Composition of industrial radiographic film工业射线胶片的构成5)The “heel effect” with X-ray tubes X射线的倾斜效应3.Radiographs 射线透照1)Formation of the latent image on film底片上潜影的形成2)Inherent unsharpness 固有不清晰度3)Arithmetic of radiographic exposure 射线曝光的计算4)Characteristic (H and D) curve曝光曲线5)Film speed and class descriptions 胶片的感光速度和分类6)Selection of film for particular purpose 特殊用途胶片4.Radiographic image quality 射线透照影像质量1)Radiographic sensitivity射线照相灵敏度2)Radiographic contrast 射线照相对比度3)Film contrast 胶片对比度4)Subject contrast 被检件的对比度5)Definition 清晰度6)Film graininess and screen mottle effects 胶片颗粒度和增感屏的斑点7)Penetrometers 像质计5.Film handing, loading, and processing 胶片取放、拆装和处理6.Exposure techniques-radiography 射线透照和曝光技术1)Single wall radiography 单壁射线照相2)Double wall radiography 双壁射线照相①、Viewing two walls simultaneously双壁双影法②、Offset double-wall exposure single-wall viewing 双壁单影法③、Elliptical techniques 椭圆技术3)Panoramic radiography 全景射线照相4)Use of multiple-film loading 使用多胶片法5)Specimen configuration 透照排列配置的实例7.Fluoroscopic techniques 荧光屏观察技术Training Course for Level ⅡRTRT-Ⅱ级人员的培训课程I Film Quality and Manufacturing Processes Course一、底片质量和制造工艺课1.Review of basic radiographic principles 射线透照基本原理的复习2.Darkroom facilities, techniques and processing 暗室设施、技术和底片处理1)Facilities and equipment 设施和设备2)Film loading 胶片的拆装3)Protection of radiographic film in storage 储存胶片的保护4)Processing of film-manual 底片手工处理a.Developer and replenishment 显影液及其补给b.Stop bath 停显液c.Fixer and replenishment 定影液及其补给d.Washing 冲洗e.Prevention of water spots 水渍的预防f.Drying 干燥5)Automatic film processing 底片的自动处理6)Film filing and storage 底片的归档和储存7)Unsatisfactory radiographs-causes and cures 不合格底片产生的原因及纠正方法a.High film density 黑度过高b.Insufficient film density 黑度不足c.High contrast 对比度过高d.Low contrast 对比度不足e.Poor definition 清晰度不足f.Fog 灰雾g.Light leaks 漏光h.Artificial 人为缺陷8)Film density 底片的黑度a.Step wedge comparison film 阶梯试块黑度比较片b.Densitometers 黑度计3.Indications, discontinuities, and defects 显示和缺陷1)Indications 显示2)Discontinuities 不连续性a.Inherent 本身固有的b.Processing 加工过程造成的c.Service 使用中产生的3)Defects 缺陷4.Manufacturing Processes and associated Discontinuities 制造工艺及由此产生的不连续1)Casting processes and associated discontinuities 铸造工艺及由此产生的不连续2)Wrought processes and associated discontinuities 锻造工艺及由此产生的不连续3)Welding processes and associated discontinuities 焊接工艺及由此产生的不连续a)Submerged arc welding (SAW) 埋弧焊b)Shielded metal arc welding (SMAW)手工电弧焊c)Gas metal arc welding(GMAW)熔化极气体保护焊d)Flux corded arc welding(FCAW)药芯焊丝电弧焊e)Gas tungsten arc welding(GTAW)钨极气体保护电弧焊f)Resistance welding 电阻焊g)Special welding processes-electron beam, electroslag , electrogas , etc 特殊焊接方法,电子束焊,电渣焊5.Radiological safety principles review 辐射安全防护的复习II Radiographic Evaluation and Interpretation course二、射线底片的评定和解释课1.Radiographic Viewing 射线透照底片的观察1)Film-illuminator requirements 评定照明装置的要求2)Background lighting 背景照明3)Multiple-composite requirements 综合观察4)Penetrometer placement 透度计(或像质计)的放置5)Personnel dark adaptation and cisual acuity6)Film identification 底片的辨认7)Location markers 标记的位置8)Film-density measurement 底片黑度的测定\9)Film artifacts 胶片的伪缺陷2.Application techniques 使用的技术1)Multiple-film techniques 多胶片法a.Thickness variation parameters 厚度改变参数b.Film speed 胶片的感光速度c.Film latitude 胶片曝光的时限2)Enlargement and projection 放大和投影3)Geometrical relationship 几何关系a.Geometrical unsharpness 几何不清晰度b.Penetrometer sensitivity 透度计(像质计)灵敏度c.Source-to-film distance 射线源至胶片的距离d.Focal spot size 焦点尺寸3.Evaluation of castings 铸件底片的评定4.Evaluation of weldments 焊件底片的评定1)Welding method review 焊接方法的复习2)Welding discontinuities 焊接产生的不连续性3)Origin and typical orientation of discontinuities 不连续形成的原因和典型部位4)Radiographic appearance 射线底片的显示5)Welding codes/standards-applicable acceptance criteria 使用的合格标准-焊接规程/标准6)Reference radiographs or pictograms 参考的射线底片5.Standards, codes and procedures for radiography 射线透照的标准、规范和规程1)Acceptable radiographic techniques and equipment 适用的射线透照方法和设备2)Procedure for radiograph parameter Verification 射线透照工艺参数的验证规程3)Radiographic reports 评片报告Training Course for Level ⅢRTRT-Ⅲ级人员的培训课程1.Principles/Theory 原理/理论1)Nature of penetrating radiation 穿透辐射的性质2)Interaction between penetrating radiation and matter穿透辐射与物质的相互作用3)Radiography 射线透照a.Imaging by film 胶片的成像b.Imaging by fluorescent materials 荧光材料的成像c.Imaging by electronic devices 电子装置的成像4)Radiometry 辐射测量2.Equipment/Material 设备、材料1)Electrically generated sources 电离射线源a.X-ray sources X射线源2)Particulate radiation sources 粒子辐射源3)Radiation detectors 辐射探测器a.Imaging 影像b.Nonimaging devices 非影像装置4) Gamma 伽马源3.Techniques/Calibrations 技术/校准1)Imaging considerations成像因素考虑a.Sensitivity 灵敏度b.Contrast and Definition 对比度和清晰度c.Geometric factors 几何因素d.Intensifying screens 增感屏e.Scattered radiation 散射的辐射f.Sources factors 源的因素g.Detection media 检测介质h.Exposures curves 曝光曲线2)Film processing 胶片处理过程a.Darkroom procedures 暗室工艺b.Darkroom equipment and chemicals 暗室的设备和化学物质c.Film processing 胶片处理程序3)Viewing of radiographs 底片的观察4)Judging of radiographic quality 射线底片质量评定a.Density 黑度b.Contrast 对比度c.Definition 清晰度d.Artificial 人为缺陷e.IQIs 像质计f.Causes and correction of unsatisfactory radiographs 不合格射线底片产生的原因及纠正5)Exposure calculations 曝光量的计算6)Radiographic techniques 射线照相技术4.Interpretation/Evaluation 解释/评定5.Procedures 规程6.Safety and Health 安全与健康PT Training Course渗透检测培训课程大纲Note:注A-----High school graduate or equivalent.A类:高中毕业或同等学历。
ASME培训教程

03ASME 成立于1880年,初期主要关注机械工程领域的安全问题,制定了一系列锅炉和压力容器的安全标准。
创立初期随着工业革命的推进,ASME 标准逐渐扩展到其他领域,包括核电、航空航天、石油化工等。
发展壮大ASME 积极与国际标准化组织合作,推动国际标准的制定和互认,为全球工程领域的安全和可持续发展做出贡献。
国际化合作ASME 标准发展历程01认证机构ASME认证机构负责对制造商、检验机构和产品进行认证,确保符合ASME标准的要求。
02认证程序包括申请、评审、批准和监督等环节,确保认证过程的公正、透明和有效性。
03认证标志通过认证的产品将获得ASME标志,证明其符合ASME标准的安全和质量要求。
ASME认证体系组成ASME 标准被全球许多国家和地区广泛认可,为国际贸易和技术交流提供了便利。
国际认可行业标杆推动创新ASME 标准代表了工程领域的先进技术和安全理念,为行业发展树立了标杆。
ASME 不断推动技术创新和标准升级,引领工程领域向更安全、更高效的方向发展。
030201ASME 标准在全球范围内影响锅炉及压力容器规范ASME BPVC规范概述介绍ASME锅炉及压力容器规范(BPVC)的体系结构、适用范围和主要内容。
材料选择与验收标准详细阐述BPVC中对于锅炉及压力容器用材料的选择、验收标准和检验方法。
设计原则与强度计算深入讲解BPVC中的设计原则,包括载荷分析、强度计算、稳定性评估等方面的要求。
制造、安装与检验系统介绍BPVC中关于锅炉及压力容器的制造、安装和检验等方面的规定,包括焊接工艺评定、无损检测、压力试验等内容。
简要介绍ASME NQA-1规范的背景、目的和适用范围。
ASME NQA-1规范概述详细阐述NQA-1规范中质量保证体系的建立和实施要求,包括组织结构、职责权限、文件控制等方面的内容。
质量保证体系建立与实施深入讲解NQA-1规范在核动力装置设计与建造阶段的应用,涉及设计控制、采购控制、制造过程控制等方面。
ASME标准培训大纲(冲击、金相,化学分析)
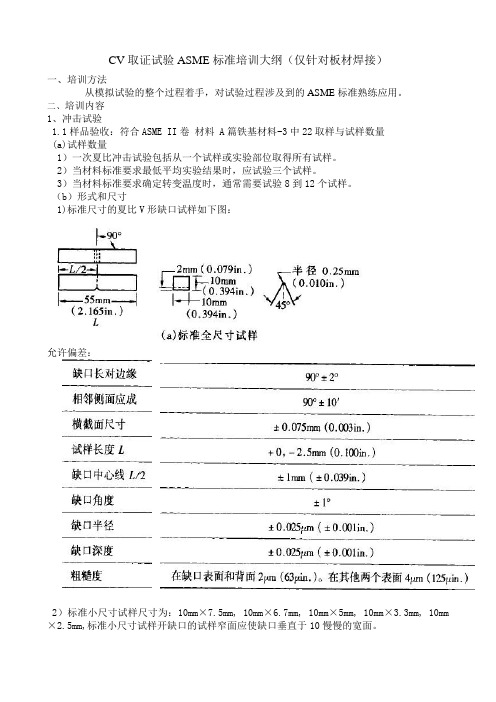
CV取证试验ASME标准培训大纲(仅针对板材焊接)一、培训方法从模拟试验的整个过程着手,对试验过程涉及到的ASME标准熟练应用。
二、培训内容1、冲击试验1.1样品验收:符合ASME II卷材料 A篇铁基材料-3中22取样与试样数量(a)试样数量1)一次夏比冲击试验包括从一个试样或实验部位取得所有试样。
2)当材料标准要求最低平均实验结果时,应试验三个试样。
3)当材料标准要求确定转变温度时,通常需要试验8到12个试样。
(b)形式和尺寸1)标准尺寸的夏比V形缺口试样如下图:允许偏差:2)标准小尺寸试样尺寸为:10mm×7.5mm, 10mm×6.7mm, 10mm×5mm, 10mm×3.3mm, 10mm ×2.5mm,标准小尺寸试样开缺口的试样窄面应使缺口垂直于10慢慢的宽面。
1.2试验过程按照ASME 第II卷 SA370-25中进行。
第一步:当材料标准或采购方要求特定的试样温度时,控制加热或冷却的温度在±1℃之内。
将试样保持在试验温度的介质中,液体介质至少5min,气体介质至少30min来调整价将要冲断试样的温度。
每次试验前,将拿试样的夹钳保持在与试样相同温度下,为的是不影响缺口处的温度。
第二步:小心对中占座上的试样和放下摆锤打击试样。
如果试样从调温介质后摆锤在5s内没有放下,不要打击试样。
将试样放回调温介质中保持第一步中的所要求的时间。
第三部:如若必须测定端口形貌和侧向膨胀量时,在冲击下一个试样之前,将每个断裂试样的两半截配对复原。
第四步:数值记录,记录冲击吸收能量精确到1J。
测量侧向膨胀量。
1.3结果判定夏氏V型缺口冲击试验的横向膨胀三个试样的平均值和单个试样的试验结果都应符合表(a)夏氏V型缺口冲击试验可在同一温度下进行一次复试,复试需满足以下条件:(1)试验结果平均值应满足表NE-2332.1-1、NE-2332.1-2中相应规定的三个试样的平均值(2)每次试验中只能有一个试样小于表NE-2332.1-1、NE-2332.1-2相应规定的三个试样的最低值(3)不满足最低值要求的试样应比表表NE-2332.1-1、NE-2332.1-2中相应规定的三个试样中一个的要求低于6.8J或0.13mm的值以内。
ASME标准设计培训资料

ASME对规范技术方面的询问作出书面的解释,并将规范解释作为规范更新服务 的一部分。规范解释不能作为规范或增补的一部分。
案例
锅炉压力容器委员会定期召开会议,对所建议的增订和修改进行讨论,并形成 案例以澄清现有规范的意图,或者,在紧急的情况下,对现有规范中没有提到 的材料或建造方法作出规定。已经采纳的规范案例刊登在相应的规范案例卷中 :1)锅炉压力容器;2)核设备。
- 材料性能
III Subsection NCA – Division 1和Division 2的总要求
Division 1
Subsection NB - 1级部件
Subsection NC - 2级部件
Subsection ND - 3级部件
Subsection NE - MC级部件
Subsection NF - 设备支撑
正火
将材料加热到稍高于退火温度,然后以比退火快的冷却速度冷却。
固溶处理 在足以使各合金元素可随机弥散的高温下进行的热处理。
稳定化 低温加热以稳定某种合金元素。
温度处理 对合金以一定的温度处理以产生一稳定的性能。
(参见:Structural Analysis and Design of Process Equipment, Jawad Farr)
购清单” 中没有列入的此材料。(见规范解释VIII-1-89-194) 强制性附录规定的材料。 规范案例允许的材料。
材料的许用应力
总则 对于大多数锅炉压力容器规范卷册,许用应力可在Section II Part D-材料性能中找到。 用于: 计算所需要的厚度 与计算应力值比较 Section II Part D所列材料顺序按合金含量递增排列:
UG-10(b) 可按生产批号识别、但不能按UG-10(a)认可的材料
ASME无损检测人员培训、考核、资格

Written Practice for Training, Examination and Qualification of NDE Personnel无损检测人员培训、考核和资格鉴定实施细则Content 目录1 Scope 适用范围1.1 This document is suitable to xxxxe for control and administration of training, examination, qualification andcertification of NDE personnel.本实施细则适用于本公司无损检测人员培训、考核、资格鉴定和证书发放的控制及管理。
1.2 This Written Practice is prepared by the QA Engineer based upon SNT-TC-1A and satisfies the requirementsof ASME Code applicable Sections, and meets particular needs of XXXXE.本实施细则由质保工程师根据SNT — TC — 1A和ASME规范相关卷的要求,并结合本公司具体情况制定。
1.3 Only the NDE personnel who have been qualified and certified by XXXXE in accordance with this WrittenPractice are allowed to perform the nondestructive examination of ASME Code items.只有按本实施细则培训考核合格,并由本公司发给资格证书的无损检测人员,才允许担任ASME规范产品的无损检测工作。
1.4 Each qualified personnel can only be engaged in the nondestructive examination with relation to qualifiedexamination method(s) and his level, and shall exercise responsibility of relevant level.不同种类的技术资格等级人员,只能从事与该类检查方法和等级相适应的无损检测工作,并负有与其等级相应的技术责任。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2010
2010 2010 2010 2010 2008+2009a
另外, 无损检测人员资质评定执行SNT-TC-1A-1992《无损检测人员资格 鉴定和认证》。
1.5 ASME核电认证的所用规范
NCA分册 章节目录
NCA-1000 Scope of Section Ш 第Ш卷的范围 NCA-2000 Classification of Components and Supports 设备和支承件的分级 NCA-3000 Responsibilities and Duties责任和义务 NCA-4000 Quality Assurance质量保证 NCA-5000(N/A) Authorized Inspection授权检验 NCA-8000 Certificates, Nameplates,Code Symbol Stamping, and Data Reports 证书,铭牌,规范,印迹和数据报告; NCA-9000 Glossary术语汇编 Subsection NCA General Requirements for Division 1 and Division 2 NCA分卷 第1册和第2册的总要求 Subsection NB Class 1 Components NB分卷 1级设备 Subsection NC Class 2 Components NC分卷 2级设备 Subsection ND Class 3 Components ND分卷 3级设备 Division 1 Metal components 第1册 金属设备 Subsection NE Class MC Components NE分卷 MC级设备(钢制安全壳) Subsection NF Supports NF分卷 支承件 Subsection NG Core Support Structures NG分卷 堆芯支承结构 Subsection NH Class 1 Components in Elevated Temperature Service NH分卷 高温使用的1级部件 Division 2 Code for Concrete Containments 第2册 混凝土安全壳规范 Division 3 Containments for Transportation and Storage of Spent Nuclear Fuel and High Level Radioactive Material and Waste 第3册 用于运输与储存乏燃料和高放射性材料及废料的安全容器
1.3 ASME核电认证的流程
• ASME核电取证周期约为10个月; • ASME核电认证是产品认证,审核现场主要关注示 范产品的演示过程,与文件规定的符合性,所有 的不符合项必须在审核期间必须当场关闭,负责 就面临取证失败;而国内的ISO9001主要针对文件 资料进行审核,难度较低; • ASME核电认证联检组通常由美国ASME总部派出 一名代表,授权检验机构(AIA)派出ANI(授权 核级检验师)一名,ANIS(授权核级主任检验师) 一名。通常,他们分成三组进行审核,一个组专 门负责审核体系文件,另外两组审核文件的执行 情况;
1.4 ASME核电认证的工作安排
1.4 ASME核电认证的工作安排
1.5 ASME核电认证的所用规范
序号 1 2 3 4 5 6
ASME 所属卷/册/篇
第Ⅱ卷 A篇 第Ⅱ卷 B篇 第Ⅱ卷 C篇 第Ⅱ卷 D篇 第Ⅲ卷 第1册 NCA分册 第Ⅲ卷 第1册 NB分册
ASME 规范名称
《铁基材料》 《非铁基材料》 《焊条、焊丝及填充金属材料》 《性能(公制)》 《第1册和第2册的总要求》 《1级部件》
ASME核电认证培训 (1)
目录
• 一、ASME核电认证基础知识;
• 二、无损检测(NDE)的相关要求; • 三、人员资质的相关要求;
• 四、计量器具检定的相关要求;
一、ASME NPT核电认证基础知识
• • • • • 1.1 ASME核电认证的意义; 1.2 ASME核钢印的类型及其选择; 1.3 ASME核电认证的流程; 1.4 ASME核电认证的工作安排; 1.5 ASME核电认证的所用规范;
1.2 ASME核钢印的类型及其选择
ASME核电规范 最重要的四个名 词介绍及其之间 关系
1.2 ASME核钢印的类型及其选择
• N钢印适用于核级设备,包括核容器、管道系统、 核泵、阀、储罐、堆芯支撑和混凝土安全壳等安全 壳以内的设备;NA钢印适用于设备的现场安装与车 间组装;NV钢印适用于安全泄压装置,包括泄压阀 等;N3钢印适用于盛放核废料和高放射性废料的容 器,这四种钢印都不适用于我公司的产品。
版本 2010 2010 2010 2010 2010 2010
7
8 9 10 11 12
第Ⅲ卷 第1册 NC分册
第Ⅲ卷 第1册 ND分册 第Ⅲ卷 第1册 NE分册 第Ⅴ卷 第Ⅸ卷 ASME NQA-1 合计
《2级部件》
《3级部件》 《MC级部件》 《无损检测》 《焊接和钎焊评定》 《核设施的质量保证要求》 共12类规范
1.4 ASME核电认证的工作安排
• 取证领导小组成员
汪洋(组长) ,黄杏利(副组长) 赵惠,李进军
• 取证工作小组成员
ห้องสมุดไป่ตู้
黄杏利(组长),赵惠(副组长),李进军(副组长 )王礼营,谢刚,马东康,何波,李莹,张建微 , 王俊,罗娟,杨海萍,李媛
1.4 ASME核电认证的工作安排
1.4 ASME核电认证的工作安排
1.4 ASME核电认证的工作安排
1.4 ASME核电认证的工作安排
• 从8月份开始,NPT取证小组将要采取 一系列措施使大家认识并参与到取证 工作中来:
(1)制定各厂部工作部署(按月); (2)问卷知识调查(每月至少一次); (3)内部培训(每月至少一次);
1.4 ASME核电认证的工作安排
• NPT钢印是核级部件和支撑件的制造,焊接后的材 料称为部件,我们公司生产的核电用复合板产品包 括焊接,所以我们应该选择NPT钢印和证书。
1.3 ASME核电认证的流程
1.3 ASME核电认证的流程
取证企业的准备工作
a)编制符合ASME规范要求的英文版的质量手册和程序文件 ; b)采购ASME的规范材料; c)按照ASME第Ⅸ卷的要求完成焊接的WPS、PQR、WPQ; d)完成NDE人员的培训和考核; e) 完成演示产品的制造; f ) 完成计量设备的检定; g)按照ASME核电体系的要求完成对供方(包括理化试验室 和检定试验室)质保体系的审核和认可; h)对公司人员进行周期性的培训,使其了解其岗位要求;
1.2 ASME核钢印的类型及其选择
ASME核钢印的类型
N:Nuclear核级设备(可以包括或不包括设计责任); NA:Nuclear Assembly现场安装与车间组装; NPT:Nuclear Partials核级部件或支撑件的制造(可以包 括或不包括设计责任); NV:Nuclear Safety Valves安全泄压装置; N3:Transportation/Storage Containers盛放核级乏燃料与 高辐射废料的容器;
1.1 ASME核电认证的意义
• ASME是国际公认并应用最广泛的技术标准 ; • 第三方检验机构的介入,确保了ASME认证的公 平、公正、安全性 ; • 提高企业形象、信誉、管理水平和知名度; • 增加市场的投标实力; • 为企业进入国际市场提供了钥匙; • 可以承揽打钢印的产品; • 培养一批达到国际先进水平的工程技术管理人员 ;