一汽大众过程审核表单
SVW大众Formel_Q之QPN(2TP)审核说明

如果从第1个提问开始就被评为0分, 或者从第3个问题开始给评为5分, 那么无论 总分如何, 对项目状态的定级至少是黄灯.
2天试生产验收纪要
Delphi Confidential
RL 3-Ago-2011
问题升级与解决(升级流程)
如果在QPN过程中出现问题, 必须仔细查明原因并有效解决问题. 问题解决过程要有供货商的一起参与. 这里运用三级升级过程是为了经济地利用各种资源来解决问题
升级的每个阶段: 升级阶段1 - 质量会议 - 在质量会议上供货商要被迫面对目标偏差 - 供货商应计划并实施一个有效的问题解决过程, 以便将项目目标重新协调统一. 参 加人员范围按照问题来确定(例如: 采购, 开发, 试制车间, 质保部, 物流, 生产...) 升级阶段2 - 供货商进行项目检测 - 第一阶段中的措施没有达到预期的效果, 进行分析, 利用客户的支持在供货商处进 行措施跟踪是有必要的. 升级阶段3 - 由客户在供货商处进行项目检测 - 前阶段的活动没有达到目的, 由客户在现场进行深入的照管是有必要的. - 客户与供货商之间必须举行高层会议.
新零件质量提高/开发计划 (QPN) 批量成熟 (2TP)
Delphi Confidential
RL 13-sep-2011
Formel Q之新零件的成熟度
Formel Q 是大众集团 对其涉及供应商/外购 件质量管理工作的现有 4本手册的统称;
Delphi Confidential
大众过程审核表格

产品组 Produktgruppe
用户 Abnehmer
备注 Bemerkungen
产品组 Produktgruppe
用户 Abnehmer
备注 Bemerkungen
可能提供的汽车生产所需的其它产品 (不包括已有的生产品种) Sonstige Erzeugnisse, die auch bei der Automobilherstellung Verwendung finden könnten (ausserhalb des schon bestehenden Lieferprogrammes) :
一般情况
Allgemeine Angaben
报告号 Auftrag: 0 页次 Seite: 附件
供应商名称 Lieferant :
职工总数 Belegschaftsstärke :
ห้องสมุดไป่ตู้
电话 Tel.:
负责人 Verantwortlichkeiten
审核联系人 Kontaktperson Audit :
企业经营者 Geschäftsführung :
工厂厂长 Werkleitung :
质量管理 Qualitätsmanagement :
营销 Marketing :
研究/开发 Forschung/Entwicklung :
物流运输 Logistik :
与大众集团技术联系人: Verbindung (Techn.) zum VW-Konzern 合作/合资 Kooperation / Joint Venture :
传真 Telefax:
使用电子数据处理系统 Verwendete EDV-Systeme :
PPS/BDE
过程审核报告-一汽大众产品
注意:如品牌,组织/部门发生变化,需在文本栏中对相应地址,传真,邮箱等信息进行修改。如需 要也在QTP页中更改。
产品组 5 :
产品组 6 :
I I FQF 7.0 Januar 2012, V_1.0
AUTO
DECORATIONS
国家代码
传真号码: 0574-62599898
生产地点(地址)
No.788,Tanjialing West Road Yuyao City,Zhejiang,China 生产地点(邮编)
生成FST号
供应商签字
315408
工厂管理层 XIONG XIAOPING 质量管理层 HUANG YUEFEI/SHI CHAOJIA
本地供应商代码ISQAD ANGJIANG 电话号码: 0574-62599971
B2B Plattform (Info).
功能 高级管理层 名称 FANG LIFENG/XIONG XIAOPING
功能 产品安全检察员 名称 HUANG YUECAI
上一次审核结果:
认证证书/以前评审编号 签发日期
评审者
结果
VDA6.1/ISO 16949 认证 (有认证打X)
x
注意:此项被认可(X标示)时,最终结果方可定位A级(参考问题3.1)
批量生产前
批量生产后
x
部门 QUALITY 部门
降为C级
风险批量供方项目
供应商:
50172
NINGBO SHENTONG CO.,LTD
销售部1: FANG FANG 销售部2:
产品组 B 部分审核:
工序: 工序名称:工序1-工序10 1 注塑 2 植绒 3 油漆 4 装配 5 6 7 8 9 10
一汽大众汽车工业的质量管理认证和审核VDA6312010版

Q-VDA6.3(2010版) 针对汽车制造业
质量管理标准的发展
1999
2000
VDA6.1
ISO/TS16949 QS-9000第3版
2002
2008
ISO/TS16949 第2版
2009
ISO/TS16949 2009年发布
没有针对性
ISO9000:1994 (基础标准)
ISO9000:2000 (基础标准)
注2:“…外包过程…” 注3:“…确保对外包过程的控制并不免除组织满足顾客和法律法规要求的责任…”
Q-VDA6.3(2010版)
基本原则
ISO9001新增项目节选内容
ISO9001构成了ISO/TS16949的基础
ISO9001:2008 质量管理体系-要求 8.3 不合格品控制 组织应确保不符合产品要求的产品得到识别和控制,以防止其非预期的使用和交付。应编制形成 文件的程序,以规定不合格品控制以及不合格品处置的有关职责和权限。 适用时,组织应通过下列一种或几种途径,处置不合格品: a)采取措施,消除发现的不合格,…
德国汽车制造业的质量标准(VDA 6)
VDA 6
第1部分 VDA6
VDA 6 质量审核 第3部分 一般基础
VDA 6
第5部分
质量管理体系审核 产品审核
VDA 6 第2部分
过程审核
VDA 6 第6部分
质量管理体系审核 针对服务对象
产品审核 服务
德国汽车制造业的质量标准(VDA 6)
VDA 6 质量管理体系审核 VDA 6 质量管理体系审核 VDA 6 质量管理体系审核
7.4.1.1 法规的符合性 7.4.3.1 进货产品的质量
ISO/TS16949:2009
TS过程审核表格

分发部门: Verteiler:
2101 注塑件
83
0
0
0
B
ED=产品诞生过程 Produktentstehungsprozeß EP=批量生产过程 Serienproduktion
分级标准 Einstufungsskala: qualitä tsfä hig
A=90-100% B=80- 89% C= 0- 79%
有质量能力 有条件质量能力 无质量能力
VA-S-01592
2001/10/24
供应商编号 Lief.-Nr.: 341 (5JD)
委托原因 Auftragsgrund:
例行审核
委托人 Auftraggeber: 上次审核结果/认证证书 Letzte Auditergebnisse/Zertifikate: 认证证书编号 日期 审核单位 Zertifikat-/Auditbasis Nr. Datum durchgefü hrt von
改进计划期限 Termin Verbesserungsprogramm: 签名 Unterschriften: 供应商 Lieferant:
2001/11/30
审核员 Auditor/in:
张军
厂长
上海众安电器塑料厂
供应商质量审核负责人 Leitung Qualitä tsaudit Lieferanten 供应商 北京办事处 MQS-3
结论/要求Leabharlann Feststellungen/Erfordernisse:
可能降级处理(原因如下) Abstufung mö glich(Begrü ndung s.u)
上海众安电器塑料厂为上海大众配套注塑件28件。经审核,目前还存在如下问题,需改进: 1. 按Formel Q(第4版)的要求,开展分供方审核工作。 2. 增添维卡仪,完善试验室装配。 3. 加强仓库管理,内部剩余料要分开存放和标识。 4. 加强设备管理,完善设备管理条例,建立TPM管理体系。 5. 完善FMEA ,增加外购件的缺陷分析,注塑过程发生的缺陷需逐一进行分析,提出预防措施。 6. 开展人员素质调查,系统开展员工培训,建立培训有效性的评价工作。 7. 尽快通过VDA6.1认证。
大众过程审核表格

缺陷数量/级别 Fehleranzahl / Klasse A B C
备注 Bemerkung
总计 Summen: 决定 Entscheidung
隔离/分选 Sperrung / Aussortierung 缺陷排除措施已实现/须要求 Abstellmaßnahme realisiert / erforderlich 签名 Unterschriften 日期 Datum 供应商 Lieferant 审核员 Auditor/-in 技术条件更改 Spezifikationsänderung einleiten 过程更改/工作场地更改 Prozeß- / Arbeitsplatzänderung
产品审核 Produktaudit
上海大众
上海大众供应商质量审核 SVW Qualitä tsaudit Lieferanten
报告号 Auftrag: 0 页次 Seite:
结果一览 Ergebnisübersicht
零件名称 Teil- Bezeichnung: 图纸日期 Zeichn.-Datum: 零件号 Teil- Nr.:
o
无 4.9-5.0mm 119.8-119.9mm 合格 合格 合格 合格
10 10 10 2 2 2 2
0 0 0 0 0 0 0
0 0 0 0 0 0 0
0 0 0 0 0 0 0
备注 Bemerkung
总计 Summen: 决定 Entscheidung
隔离/分选 Sperrung / Aussortierung 缺陷排除措施已实现/须要求 Abstellmaßnahme realisiert / erforderlich 签名 Unterschriften 日期 Datum 供应商 Lieferant 审核员 Auditor/-in 技术条件更改 Spezifikationsänderung einleiten 过程更改/工作场地更改 Prozeß- / Arbeitsplatzänderung
一汽大众康采恩过程审核(VDA6.5)
康采恩-过程审核准则( VDA 6.5 ) 总成以及整车技术质量控制目录1.概述 ...................................................................................... ......... (4)1.1.准则的结构 (4)1.2.准则目的 (5)1.3.术语和缩写 (5)1.4.责任 (7)1.4.1技术质量控制的责任 (8)1.4.2品牌公司和工厂的责任 (8)1.5.适用范围 (8)1.6.报告构成 (8)1.7.更改 (9)2.过程审核 (10)2.1.程序说明 (10)2.2.审核准备 (10)2.3.过程分界 (12)2.4.实施审核 (12)2.5.评价 (13)2.6.分级规定 (14)2.7.末次会谈和报告 (15)2.8.改进措施的有效性 (16)2.9.对审核员的要求 (17)3.附件 (19)3.1.检查表的审核准备 (19)3.2.举例:工厂过程划分 (20)3.3.(按VDA 6.5)评价入门指导 (21)1. 概述前言过程的位置是联系所有工作步骤的纽带,它从顾客的角度来表明整体业绩。
合适的过程对于一个以顾客为导向的组织来说是真正意义上的“支柱脊梁”。
在此,企业内部的“顾客-供货商”原则是使得“支柱脊梁”保持平衡的“肌肉结构”。
Bernd Pischetsrieder , 来自 QZ 4 / 2001过程导向管理通过持续的过程引导以及评价确保原则,我们可以快速实现资源利用最优化。
在事实以及战略角度基础上进行决策摘录:大众汽车康采恩质量方针二零零三年八月1.1. 准则的结构建立在德国汽车工业联合会VDA准则6第三部分过程审核基础之上,在要素6“生产”中实施,并且在概述里对其结果进行说明。
可以在工厂内部审核的时候对其它要素(比如说:供货厂/原材料)另外进行审核。
然而这些要素的结果在对整个结果进行结算的时候不用考虑,而应该分别指出。
过程审核检查表(根据大众FORMEL-Q要求)

要求/说明 过程参数和检验特性必须标明公差。生产文件和检验文件必须位于生产岗 位和检验岗位。对偏差和由此采取的措施要进行记录保存。 考虑要点,例如: -过程参数(如压力、温度、时间、速度) -机器/工装模具/辅助器具的数据 2.2.4 -检验规范(重要的特性、检验器具、方法、检验频次) -过程控制图中的控制限 -机器能力和过程能力的证明 -设备操作指导 -作业指导书 -检验指导书 -反映最新缺陷状况的信息
过 程 审 核 提 问 表
B
批量生产 问题清单 检查记录
2
生产
生产设备/工装模具 投入使用的生产设备必须能够满足产品的质量要求,必须达到并保持过程能力。检测设备也必须满足这些要求。 2.2 每次开工时要遵守一些特别的规定,要根据所生产的产品布置生产工位和检验工位,要在生产开始之前对产品和 过程进行认可。必须知道此生产工序之前的质量信息和过程信息,所有制订的改进措施必须得到落实。
生产设备/工装模具是否能确保产品特定的质量要求? 生产设备/工装模具是否能确保产品特定的质量要求?
要求/说明 对于选定的重要产品特性/过程特性,要测算其过程能力并不断进行验证 。对于短期过程能力MFU或临时过程能力PFU,Cmk/PpK值必须至少达到1.67。 长期过程能力CPK必须至少为1.33,并对其进行持续改进。 2.2.1 考虑要点,例如: -针对重要产品特性/过程参数的机器能力/过程能力的证明 -重要过程参数的强制性控制/调整 -超出控制界限时的报警(如灯光、喇叭、自动断闸) -上/下料装置 -工装模具/设备/机器的保养和维修状态(包括有计划
在批量生产中使用的测量和检验设备能否有效监控质量要求?
要求/说明 考虑要点,例如: 2.2.2 -可靠性试验、功能试验和耐腐蚀试验 -测量精度/检测设备能力 -数据采集和可评价性 -检测设备的校准证明
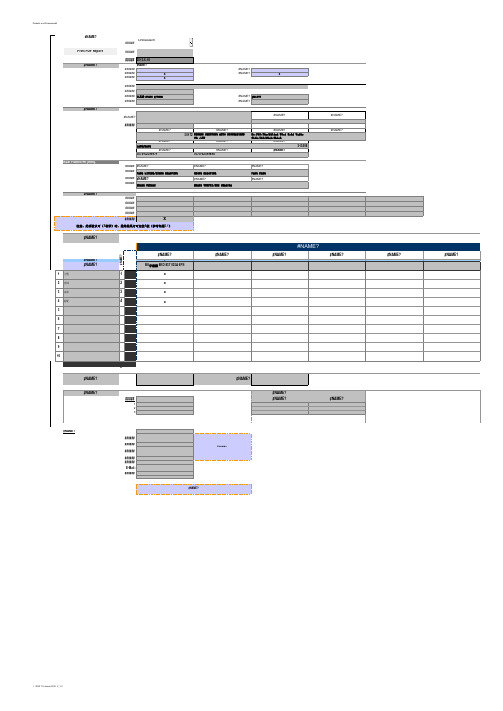
2TP (FVW)一汽大众二日生产评价表
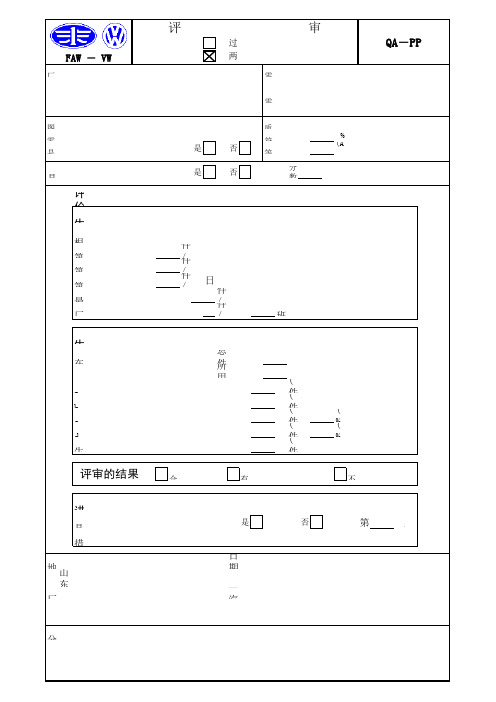
过 程 保 证两 日 生 产厂家名称 / 代码: 零件号:零件名称:图纸状态: 质量评审结果: 零件状态:符 合 率:% 是否采用流水线或连续生产工艺过程:是否 等 级:(A,B,C)是否完成了首批样品检验:是否分数:评 价 结 果 生产能力 (计划)根据同采购部门和物流部门的商议,厂家要在以下各周内验证生产能力。
第 周件 / 第 周件 / 第 周件 /日 最大能力 (包络线):件 / 厂家总的生产能力:件 / 日 ( 班 / 日)生产质量 (实际)在观察期间生产的零件数目:总件数所用工时a) 一次交检合格数:(件) b) 内部返工合格数:(件) c) 废品件数和废品率(件)( % ) d) 不合格件数 ( b+c )和不合格率:(件)( % )生产能力为 ( a+b )(件)合格(1分) 有条件的合格(3分) 不合格(6分)进一步措施:是否计划再次进行两日生产评价是否第周措施见附页 地点:日期:山东曲阜 厂家:一汽-大众:分发:评审的结果评 审QA-PPFAW - VW过 程 保 证两 日 生 产车型:型号:零件号:零件名称:厂家名称: 1.生产地点:厂家代码: 2.生产地点:参加人(公司):部门:参加人(公司):部门:图纸状态:零件状态(如 03S):是否采用流水线或连续生产工艺过程:是否两日生产/过程保证评审合格的前提条件通过认证VDA 6.1是日期:结论:否计划时间:DIN ISO 9001系列是日期:否计划时间:QS 9000是日期:否计划时间:其它:质量评审结果符合率:%定级(A,B,C):日期:样件检验结果是否合格?是否如果合格,所使用的模具类型:小批量模具批量模具EMPB号零件号分数图纸日期样件检验结束日期设计FMEA合格是否过程FMEA合格是否FAW-VW 的新件检查表合格是否B件认可需要否是否是否已认可是否产品部的联系人姓名:电话:部门:1.4.FAW- VW 第 1 页 共 5 页1.1.1.2.1.3.2.生产能力与物流评价2.1.生产能力根据与采购部及物流部门的协商 , 厂家要在以下各周内验证生产能力 :第 周 = 件 /第 周 = 件 /第 周 = 件 /最大生产能力 : 件 /人员数量 :计划 :实际 :人员培训 :确定人员素质矩阵 是否确定人员培训计划是否备注 :2.2.物流评价采用微机管理、微机远程传送方式订货和准时化生产方式(Just in Time ) :二次配套厂 / 供货质量 :是否有并采用了批量生产用的包装器具、仓库及运输工具 :3.质量评价3.1.对二次配套厂的样件检验二次配套厂样件检验合格否 ?是否如不合格 , 见附页3.2.二次配套厂的过程质量是否确定关键工序 / 关键零件 是否如有 , 是哪些 :已实施过程保证 / 两日生产评价吗 ?是否如果没有 , 计划何时进行 ?3.3.重点 / 关键工序在评价期间生产的零件数量 :-件-件/每小时a)一次交验合格合格零件数 :b)内部返修合格数合格零件数 :c)废品件数 / 废品率件 = %d)不合格数/ 不合格率件 = %生产能力( a + b ) 为件3.4.总的生产过程质量在评价期间生产的零件数量 :-件-件/每小时a)一次交验合格合格零件数 :b)内部返修合格数合格零件数 :c)废品件数 / 废品率件 = %d)不合格件数 / 不合格率件 = %生产能力( a + b ) 为件是否满足 FAW-VW 生产能力的要求是否如不满足要求 , 如何保证零件供应 ?备注 :3.5.工序能力验证 (Cp>1.67 ;Cpk>1.33)(由同步工程小组确定,必要时,与外协厂共同商定。
一汽大众康采恩过程审核(VDA6.5)
康采恩-过程审核准则( VDA 6.5 ) 总成以及整车技术质量控制目录1.概述 ...................................................................................... ......... (4)1.1.准则的结构 (4)1.2.准则目的 (5)1.3.术语和缩写 (5)1.4.责任 (7)1.4.1技术质量控制的责任 (8)1.4.2品牌公司和工厂的责任 (8)1.5.适用范围 (8)1.6.报告构成 (8)1.7.更改 (9)2.过程审核 (10)2.1.程序说明 (10)2.2.审核准备 (10)2.3.过程分界 (12)2.4.实施审核 (12)2.5.评价 (13)2.6.分级规定 (14)2.7.末次会谈和报告 (15)2.8.改进措施的有效性 (16)2.9.对审核员的要求 (17)3.附件 (19)3.1.检查表的审核准备 (19)3.2.举例:工厂过程划分 (20)3.3.(按VDA 6.5)评价入门指导 (21)1. 概述前言过程的位置是联系所有工作步骤的纽带,它从顾客的角度来表明整体业绩。
合适的过程对于一个以顾客为导向的组织来说是真正意义上的“支柱脊梁”。
在此,企业内部的“顾客-供货商”原则是使得“支柱脊梁”保持平衡的“肌肉结构”。
Bernd Pischetsrieder , 来自 QZ 4 / 2001过程导向管理通过持续的过程引导以及评价确保原则,我们可以快速实现资源利用最优化。
在事实以及战略角度基础上进行决策摘录:大众汽车康采恩质量方针二零零三年八月1.1. 准则的结构建立在德国汽车工业联合会VDA准则6第三部分过程审核基础之上,在要素6“生产”中实施,并且在概述里对其结果进行说明。
可以在工厂内部审核的时候对其它要素(比如说:供货厂/原材料)另外进行审核。
然而这些要素的结果在对整个结果进行结算的时候不用考虑,而应该分别指出。
汽车公司过程审核记录——TQ过程审核检查表工作表 螺母

过程审核检查表
TB117025/FP300131
产品名称
审核内容
生产过程控制计划是否实施? 现场是否有有效的作业文件?
10 20 30 40 50
做标记
断料
车平面
镗孔、 车平面
成型
10 10 10 10 10
10 10 10 10 10
JL-G07-03 NO.0705
审核人
王秋雅 潘洋
螺母
10
10
10 10 10
10
10 10 10
现场是否有设备和安全操作规 程?
10 10 10 10 10 10 10 10 10
过程材料和上工序加工的产品是 否合格?
10
10
10 10 10
10
10 10 10
操作者是否进行自检或首检? 10 10 10 10 10 10 10 10 10
过程的检测器具和装置是否检定 或定期校准?
10
10
10 10 10
10
10 10 10
是否对过程现有操作的有效性进 行评价和监视?
10
10
10 10 10
10
10 10 10
过程有无生产定额或消耗定额的 要求?
10
10
10 10 10
10
10 10 10
加工量是否与前后工序保持平 衡?
10 10 10 10 10 10 10 10 10
打分合计
228
227
228
228
228
225
230
230
230
工序(过程)符合率
0.991 0.987 0.991 0.991 0.991 0.97826 1
7-一汽大众VDA审核要点
检查要点(现场证据)
观察:标准操作卡。(实际操作与标卡是否一 致)查看:检验规程、检验计划、检验报告。 查看:焊接技术标准。(点焊/激光焊/电弧 焊/螺柱焊/钎焊) 查看:机器、设备的操作指导。 查看;工艺卡。 查看:重要过程参数的控制。(参数、记录表) 查看:设备故障引起的参数、质量的偏差的信 息及处理方法。(因设备原因引起的批量质量 事故的分析处理) 查看:设备、模具、辅具装置的管理、登记、 编号。
新产品、产品更改 停机/过程中断 修理、更换模具 更换材料(例如:换炉/ 批号) 生产参数更改 首件检验并记录存档 参数的现时性 工作岗位的整齐和清洁 包装 模具与检验、测量和试验 设备的认可/更改状态。
检查要点(现场证据)
查看;质量检查报告(新车型) 查看;停产检修后的质量检测报告。 查看;首件检验记录。 查看;参数更改记录。 查看;压合模调整后的质量状态、检验报告。
2、 生产设备/工装
2.7 要求的纠正措施是否按时落实并检查其有效性? 审核要求
风险分析(过程P-FMEA)/ 缺陷分析 审核后提出的改进计划 给责任者的信息 内部/外部的接口会谈 内部抱怨 顾客抱怨 顾客调查
检查要点(现场证据)
因设备、工装造成质量偏差的情况统计。 措施实施后的质量认可(检测报告)。 审核提出的问题改进计划(措施表)。
2、 生产设备/工装
2.2在批量生产中使用的检测、试验设备是否能有效地监控质量要求?
审核要求
检查要点(现场证据)
查看:检具、测量工具一览表。 查看:检具检验计划、检验记录。 (检定标签) 查看:检验规程。 查看:各种测量工具的精度/检定证 明/使用方法。 查看:测量数据的记录与分析。 查看:检具的调整损坏记录。
2TP (FVW)一汽大众二日生产评价表349

过 程 保 证两 日 生 产厂家名称 / 代码: 零件号:零件名称:图纸状态: 质量评审结果: 零件状态:符 合 率:% 是否采用流水线或连续生产工艺过程:是否 等 级:(A,B,C)是否完成了首批样品检验:是否分数:评 价 结 果 生产能力 (计划)根据同采购部门和物流部门的商议,厂家要在以下各周内验证生产能力。
第 周件 / 第 周件 / 第 周件 /日 最大能力 (包络线):件 / 厂家总的生产能力:件 / 日 ( 班 / 日)生产质量 (实际)在观察期间生产的零件数目:总件数所用工时a) 一次交检合格数:(件) b) 内部返工合格数:(件) c) 废品件数和废品率(件)( % ) d) 不合格件数 ( b+c )和不合格率:(件)( % )生产能力为 ( a+b )(件)合格(1分) 有条件的合格(3分) 不合格(6分)进一步措施:是否计划再次进行两日生产评价是否第周措施见附页 地点:日期:山东曲阜 厂家:一汽-大众:分发:评审的结果评 审QA-PPFAW - VW过 程 保 证两 日 生 产车型:型号:零件号:零件名称:厂家名称: 1.生产地点:厂家代码: 2.生产地点:参加人(公司):部门:参加人(公司):部门:图纸状态:零件状态(如 03S):是否采用流水线或连续生产工艺过程:是否两日生产/过程保证评审合格的前提条件通过认证VDA 6.1是日期:结论:否计划时间:DIN ISO 9001系列是日期:否计划时间:QS 9000是日期:否计划时间:其它:质量评审结果符合率:%定级(A,B,C):日期:样件检验结果是否合格?是否如果合格,所使用的模具类型:小批量模具批量模具EMPB号零件号分数图纸日期样件检验结束日期设计FMEA合格是否过程FMEA合格是否FAW-VW 的新件检查表合格是否B件认可需要否是否是否已认可是否产品部的联系人姓名:电话:部门:1.4.FAW- VW 第 1 页 共 5 页1.1.1.2.1.3.2.生产能力与物流评价2.1.生产能力根据与采购部及物流部门的协商 , 厂家要在以下各周内验证生产能力 :第 周 = 件 /第 周 = 件 /第 周 = 件 /最大生产能力 : 件 /人员数量 :计划 :实际 :人员培训 :确定人员素质矩阵 是否确定人员培训计划是否备注 :2.2.物流评价采用微机管理、微机远程传送方式订货和准时化生产方式(Just in Time ) :二次配套厂 / 供货质量 :是否有并采用了批量生产用的包装器具、仓库及运输工具 :3.质量评价3.1.对二次配套厂的样件检验二次配套厂样件检验合格否 ?是否如不合格 , 见附页3.2.二次配套厂的过程质量是否确定关键工序 / 关键零件 是否如有 , 是哪些 :已实施过程保证 / 两日生产评价吗 ?是否如果没有 , 计划何时进行 ?3.3.重点 / 关键工序在评价期间生产的零件数量 :-件-件/每小时a)一次交验合格合格零件数 :b)内部返修合格数合格零件数 :c)废品件数 / 废品率件 = %d)不合格数/ 不合格率件 = %生产能力( a + b ) 为件3.4.总的生产过程质量在评价期间生产的零件数量 :-件-件/每小时a)一次交验合格合格零件数 :b)内部返修合格数合格零件数 :c)废品件数 / 废品率件 = %d)不合格件数 / 不合格率件 = %生产能力( a + b ) 为件是否满足 FAW-VW 生产能力的要求是否如不满足要求 , 如何保证零件供应 ?备注 :3.5.工序能力验证 (Cp>1.67 ;Cpk>1.33)(由同步工程小组确定,必要时,与外协厂共同商定。
一汽过程审核标准

审核要点:
a)文件一致性。
b)注明特殊特性并加以区别。特殊特性与顾客规定的定义或符号相一致。
c)建立对重点工位的特殊控制。
d)作业文件易于得到。
e)过程参数注明公差。
f)对需要强制控制的过程做出明确的规定。
g)规定相应的记录。
h)适用时采用统计技术。
7.2.2作业活动符合文件的要求
要求:应能提供证据表明文件中的规定已得到实施。偏差与采取的措施应得到认可。
审核要点:
a)作业人员掌握本岗位的作业内容并遵照执行。
b)过程控制用控制图的维护应由作业人员完成。
c)规定的记录易于查找。
d)质量控制点的执行情况。
7.2.3工艺的变更得到控制
要求:工艺的变更必须得到验证和批准,必要时应得到顾客的批准和确认。
7.3.4设备、工装、监视和测量装置正确存放。
要求:组织应为设备、工装、监视和测量装置提供适宜的存放场所并得到实施。
审核要点:
a)合理存放并标识。
b)建立相应档案,合理发放。
c)不使用的和未被认可的应按规定存放并管理。
7.3.5作业环境满足要求。
要求:生产作业环境应符合产品特性、安全、环保的要求。
审核要点:
审核要点:
a)根据统计技术及原因分析的结果,找出主要原因。
b)制定措施。
c)实施和验证。
d)修改文件并固化措施。
7.5.5对产品和过程定期进行审核。
要求:组织应制定计划并实施产品/过程审核,达到持续改进的目的。
审核要点:
a)产品/过程审核计划及实施。
b)宜考虑安排专项过程审核。
c)确保最高管理层了解审核结果。