附录A可靠性试验流程图
APQP各阶段流程图PDF版
产品 设计 确认 评审
OK 确认 工程图 样
NO 批准
OK
整理 图纸
是否 需 顾客 确认 NO
OK
OK NO
产品 设计 更改 评审
产品 设计更 改
图纸 送顾客 确认
NO
与顾 客沟 通放 弃
OK 批准
顾客 确认
产品 设计更 改申请 NO
OK D
C
样件 制造
产品 设计 验证/评审
NO D
OK
产品 设计验 证资料 整理
进行 产品审 核作业 M
管理 者支持 N
页6
第五阶段 反馈、评定和纠正措施流程
N 编制 生产计 划
批量 生产 减少 变差 顾客 满意
交付 服务 持续 改进
页7
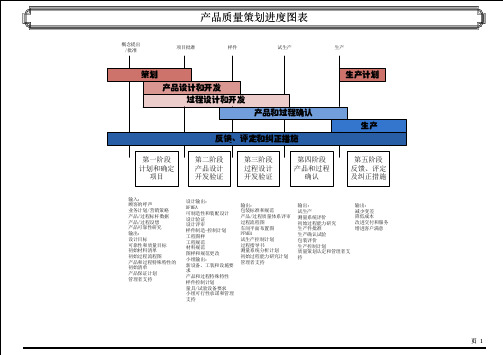
输出:
输出:
试生产
减少变差
测量系统评价
降低成本
初始过程能力研究
改进交付和服务
生产件批准
增进客户满意
生产确认试验
包装评价
生产控制计划
质量策划认定和管理者支
持
页1
APQP防错方法
顾客呼声
特殊特性 可行性评审 产品设计及DFMEA
样机控制计划
过程设计及PFMEA
试生产控制计划
MSA研究 初始能力评估及过程确认
NO 核准
OK 确定 新产品 设计/开发 的工作 和任务
确定 产品和 过程 特殊 特性初 始清单
编制 产品保 证计划
组件 多方论 证小组
管理 者支持
A
B
页3
第二阶段 产品设计和开发流程
B 设计FMEA分析
图纸 设计
C 确定 产品可 制造性 和装配 设计
列车无线调度通用式机车电台主要技术条件V2.0

列车无线调度通用式机车电台主要技术条件(v2.0)1 范围本技术条件规定了列车无线调度通用式机车电台(以下简称通用式机车电台)的设备组成、基本功能和主要技术性能以及工作过程、数据传输协议等。
本技术条件适用于通用式机车电台的产品制造、施工安装及维护管理。
2 引用和参考标准下列标准所包含的条文,通过在本标准中引用而成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 15844.2 -1995 移动通信调频无线电话机环境要求和试验方法移动通信设备安全要求和试验方法GB 15842-1995TB/T 1434 -铁路通信产品环境条件1999TB/T 3021 -铁道机车车辆电子装置2001TB/T 3052 -列车无线调度通信系统制式及主要技术条件2002列车无线电通信类型、基本参数及测量方法TB 1875-87TB 1945-87中华人民共和国铁路线路名称代码机车综合无线通信设备主要技术条件(暂行)铁道部运输局文件无线列调机车电台操作单元技术要求(试行)(运基通信[ 2002]133号)调度命令无线传送系统主要技术条件(暂行)铁道部运输局文件(运基通信[ 2003]452 号)铁路车站站名代码表-TMIS使用铁路通信地理信息数据库技术条件(暂行)3 设备组成3.1通用式机车电台包括电台主机(含机车电台功能单元和GPS单元)、控制盒、扬声器、送话器、控制电缆、电台天线、电台射频电缆、GPS 天线、GPS射频电缆、电源电缆以及应用软件和应用数据库等组成。
设备组成见图 1 。
3.2机车电台功能单元包括450MHz信道机设备、机车台控制单元、电源单元等。
3.3 GPS单元包括GPS接收机和线路数据库等。
\ 41、主机2、控制盒3、扬声器4、送话器5、控制电缆6、电台天线7、电台射频电缆 8、GPS 天线 9、GPS 射频电缆 10、电源电缆11、GPS 单元 12、机车电台功能单元图1列车无线调度通用式机车电台组成示意图4 设备基本功能 4.1 符合 TB/T3052- 2002 标准 B 、C 制式机车电台功能和性能的有关 规定(必12 电台天线接口 F91选)。
APQP五个阶段描述
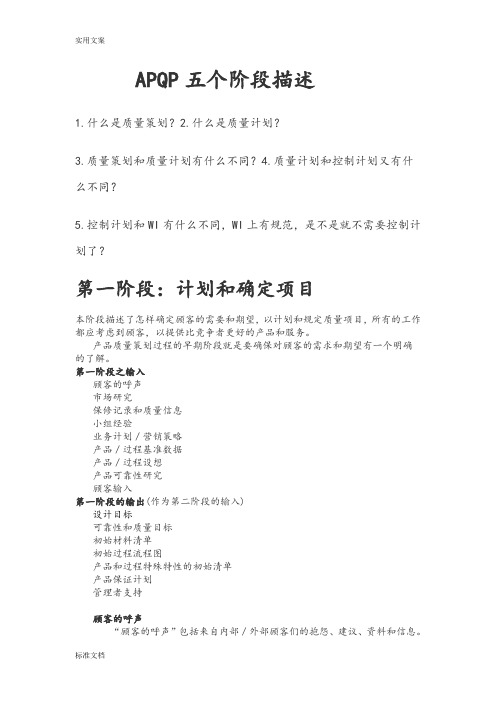
APQP五个阶段描述1.什么是质量策划?2.什么是质量计划?3.质量策划和质量计划有什么不同?4.质量计划和控制计划又有什么不同?5.控制计划和WI有什么不同,WI上有规范,是不是就不需要控制计划了?第一阶段:计划和确定项目本阶段描述了怎样确定顾客的需要和期望,以计划和规定质量项目,所有的工作都应考虑到顾客,以提供比竞争者更好的产品和服务。
产品质量策划过程的早期阶段就是要确保对顾客的需求和期望有一个明确的了解。
第一阶段之输入顾客的呼声市场研究保修记录和质量信息小组经验业务计划/营销策略产品/过程基准数据产品/过程设想产品可靠性研究顾客输入第一阶段的输出(作为第二阶段的输入)设计目标可靠性和质量目标初始材料清单初始过程流程图产品和过程特殊特性的初始清单产品保证计划管理者支持顾客的呼声“顾客的呼声”包括来自内部/外部顾客们的抱怨、建议、资料和信息。
市场研究对顾客的采访顾客意见征询与调查市场测试和定位报告新产品质量和可靠性研究运行情况良好报告竞争产品质量的研究运行情况良好(TGR)报告保修记录和质量信息为了评定在产品的设计、制造、安装和使用当中再发生不合格的可能性,应制定一份以往顾客所关注问题/需要的清单,这些应作为其它设计要求的扩展来考虑并应包括对顾客需要的分析中。
运行情况不良(TGW)报告保修报告能力指数供方工厂内部质量报告问题解决报告顾客工厂进货和废品现场退货产品分析小组经验小组适当时可利用包括如下内容的任何信息来源:来自更高层体系或过去质量功能开发(QFD)项目的输入媒介的评论和分析,杂志和报刊报告等顾客的信件和建议运行情况良好(TGR)/运行情况不良(TGW)报告销售商意见车队负责人的意见现场服务报告利用指定的顾客代理所作的内部评价道路行驶体验管理者的意见和指示由内部顾客报告的问题和议题政府的要求和法规合同评审业务计划/营销策略顾客业务计划和营销策略将成为产品质量计划的设定框架。
业务计划可将限制性要求施加给小组(诸如进度、成本、投资、产品定位、研究与开发资源)而影响其执行方向。
最新APQP五个阶段的输入和输出过程流程图及所有表单名称
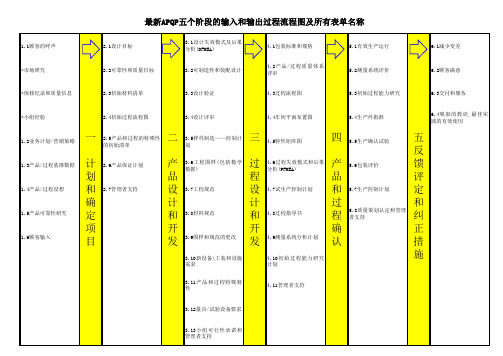
五 反 馈 评 定 和 纠 正 措 施
4.11管理者支持
3.12量具/试验设备要求
3.13 小组可行性承诺和 管理者支持
所用表单和文件
立项表 试作通知书 试作品方案策划表 顾客图纸\样品 产品质量先期策划进度 表 会议记录 汽车产品客户调查问卷
所用表单和文件
设计目标 产品可靠性和质量目标 报告 初始材料清单 初始过程流程图 产品和过程特殊特性初 始清单 产品保证计划 成本分析报告
2.7管理者支持
3.7工程规范
4.7试生产控制计划
5.7生产控制计划指导书
5.8质量策划认定和管理 者支持
1.6顾客输入
3.9图样和规范的更改
4.9测量系统分析计划
3.10新设备\工装和设施 需求 3.11 产品和过程特殊特 性
4.10 初始过程能力研究 计划
所用表单和文件
DFMEA DFMEA检查清单(参考) 可制造和装配设计报告 设计验证和评审报告 样件控制计划 控制计划检查清单(参 考) 产品图纸 生产作业规范 材料规范 材料测试报告 工程变更书 新设备/工装和设施清单 产品/过程特殊特性清单 量具/试验设备清单 项目可行行分析报告 小组可行性承诺报告
所用表单和文件
产品包装作业指导书 产品/过程质量体系评审 表 过程流程图 过程流程图检查清单 场地平面布置图 场地平面布置图检查清 单 特性矩阵图 PFMEA PFMEA检查清单 试生产控制计划 控制计划检查清单 各工序操作指引 测量系统的分析计划 初始过程能力研究计划
所用表单和文件
试生产制造计划 生产运行鉴定表 生产效率测算表 MSA分析报告 初始过程能力研究报告 PPAP清单 产品全尺寸检测报告 产品性能测试报告 包装评价报告 生产控制计划 控制计划检查清单 产品质量策划总结/认定 PSW(零件提交保证书)
雷电防护系统部件(LPSC) 第1部分:连接件的要求-最新国标
雷电防护系统部件(LPSC)第1部分:连接件的要求1范围本文件规定了构成雷电防护系统(LPS)中金属连接件的要求和试验方法。
这些典型的金属连接件包括接头、卡夹器、等电位连接排和跨接件、伸缩连接件和断接卡。
本文件连接件的连接方式包括放热焊、钎焊、熔焊、卡夹、(冷)压接、缝接、螺钉或螺栓连接。
本文件不包括用于爆炸性环境连接件的试验。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T2423.18—2021环境试验第2部分:试验方法试验Kb:盐雾,交变(氯化钠溶液)(IEC 60068-2-52:2017,IDT)ISO6957:1988铜合金抗应力腐蚀的氨熏试验(Copper alloys—Ammonia test for stress corrosion resistance)ISO22479-2019金属和合金的腐蚀——潮湿大气中的二氧化硫试验(固定气体法)IEC62561-2雷电防护系统部件第2部分:接闪器、引下线和接地极的要求(Lightning protection system components(LPSC)—Part2:Requirements for conductors and earth electrodes)3术语和定义3.下列术语和定义适用于本文件。
ISO和IEC在以下网址持续更新术语用于标准化的数据库:IECISO在线浏览平台1连接件connection component外部防雷装置的组成部分,用于导体之间的连接或导体与其他金属装置的连接。
示例:第1章给出了连接件的示例。
3.2金属装置metal installation在建筑物内部,例如管线、楼梯、电梯导轨,通风、供热或空调的管道,以及互连钢筋等需要进行保护的金属延伸物,这些金属延伸物可能形成雷电流通道。
apqp五个阶段描述
apqp五个阶段描述1.什么是质量策划?2.什么是质量计划?3.质量策划与质量计划有什么不一致?4.质量计划与操纵计划又有什么不一致?5.操纵计划与WI有什么不一致,WI上有规范,是不是就不需要操纵计划了?第一阶段:计划与确定项目本阶段描述了如何确定顾客的需要与期望,以计划与规定质量项目,所有的工作都应考虑到顾客,以提供比竞争者更好的产品与服务。
产品质量策划过程的早期阶段就是要确保对顾客的需求与期望有一个明确的熟悉。
第一阶段之输入顾客的呼声市场研究保修记录与质量信息小组经验业务计划/营销策略产品/过程基准数据产品/过程设想产品可靠性研究顾客输入第一阶段的输出(作为第二阶段的输入)设计目标可靠性与质量目标初始材料清单初始过程流程图产品与过程特殊特性的初始清单产品保证计划管理者支持顾客的呼声“顾客的呼声”包含来自内部/外部顾客们的埋怨、建议、资料与信息。
市场研究对顾客的采访顾客意见征询与调查市场测试与定位报告新产品质量与可靠性研究运行情况良好报告竞争产品质量的研究运行情况良好(TGR)报告保修记录与质量信息为了评定在产品的设计、制造、安装与使用当中再发生不合格的可能性,应制定一份以往顾客所关注问题/需要的清单,这些应作为其它设计要求的扩展来考虑并应包含对顾客需要的分析中。
运行情况不良(TGW)报告保修报告能力指数供方工厂内部质量报告问题解决报告顾客工厂进货与废品现场退货产品分析小组经验小组适当时可利用包含如下内容的任何信息来源:来自更高层体系或者过去质量功能开发(QFD)项目的输入媒介的评论与分析,杂志与报刊报告等顾客的信件与建议运行情况良好(TGR)/运行情况不良(TGW)报告销售商意见车队负责人的意见现场服务报告利用指定的顾客代理所作的内部评价道路行驶体验管理者的意见与指示由内部顾客报告的问题与议题政府的要求与法规合同评审业务计划/营销策略顾客业务计划与营销策略将成为产品质量计划的设定框架。
业务计划可将限制性要求施加给小组(诸如进度、成本、投资、产品定位、研究与开发资源)而影响其执行方向。
IATF16949五大工具运行图(APQP过程流程图)-详细完整版

材料进公司
产品的全工艺过程流程图 下料 锻造 机加工
压铸 机加工
热处理
顾客财产管理 4 产品和过程确认
(加工过程质量确认)
组装 包装入库 运输
顾客
工艺卡(控制计划) 分工分细表
有顾客要求时按顾客要求编制
无顾客要求时要符合IATF16949标准要求 工艺卡(控制计划)中应包括:
·SPC工具的应用 ·全尺寸检测的规定 ·型式试验要求 ·测量器具的确定及正确性
市场 占有率
市场开发 风险分析
交货期、数量、成本/售价(包括附件)、日期、双方签署签字
技术协议
级别设定会议确定等 级/记录
竞争对手分析(可行 性分析/风险分析) ·设计历史经验 ·产品技术分析 ·可靠性与质量目标 ·产品特殊特性清单 ·初始材料清单 ·供应商初选清单 ·投资预算 ·目标成本
功能/性能, 搭载车型, 特殊特性 (顾客提出)
图样 DFMEA 特殊特性清单 设备工装和设施要求 设备的增置与导入计划 产品标准(技术条件、交检技术条件)
过程设计品质保证计划
特殊特性一览表(产品工艺控制特性)
PFMEA 机加工、锻工、压铸、组装
设计依据:严重度、频度、探测度确定依据 人员因素分析、探测方法 顾客投诉、零公里、市场退货信息等
工艺过程卡
CPK
过程能力指数≥1.33
设备增置/变更
生产 平面图
生产线布局合理,维修方便
分布图
工装、刀具设计及明细表
过程审核 (分析)
品质保证计划
过程 审核计划
审核结果
审核 检查表
审核人员/时间 (资格确认)
修改工艺卡(控制计划)
初期管理要求
过程能力确认
APQP各阶段输入及输出流程图(含输出资料清单)

4.8
产品质量先期策划认定
产品质量策划总结和认定报告
管理者支持
管理者支持
五、反馈/评定和纠正措施
批量生产
生产计划表
5.1
减小变差
Xbar-R控制图
5.2
顾客满意
顾客满意度指标统计
顾客满意度调查表
5.3
交付和服务
产品交付绩效统计表/顾客服务反馈记录表
持续改进
3.3
过程流程图
过程流程图
过程流程图检查表
3.4
车间平面布局图
车间平面布置图
车间平面布置检查表
3.5
特性矩阵图
特性矩阵图
3.6
PFMEA
过程失效模式及后果分析
PFMEA检查表
3.7
试生产控制计划
(试生产)控制计划
控制计划检查表
3.8
作业指导书编制
作业指导书
3.9
测量系统分析计划
测量系统分析计划
3.10
工程规范
2.8
材料规范编制
材料规范
2.2
可制造性和可装配性设计
可制造性和可装配性设计
2.5
制订样件控制计划
样件控制计划
样件控制计划检查表
编制样件制造计划
样件制造计划
样件制造及确认
样件检验和确认记录表
2.3
产品设计验证
设计验证记录
2.4
产品设计评审
设计开发评审表
工程图样确认
工程图样确认表
工程规范确认
工程规范确认表
初始过程能力研究计划
初始过程能力研究计划
制定生产线平衡分析计划
生产线平衡分析计划
指定生产过程确认计划
电路失效分析、可靠性、稳定性测试
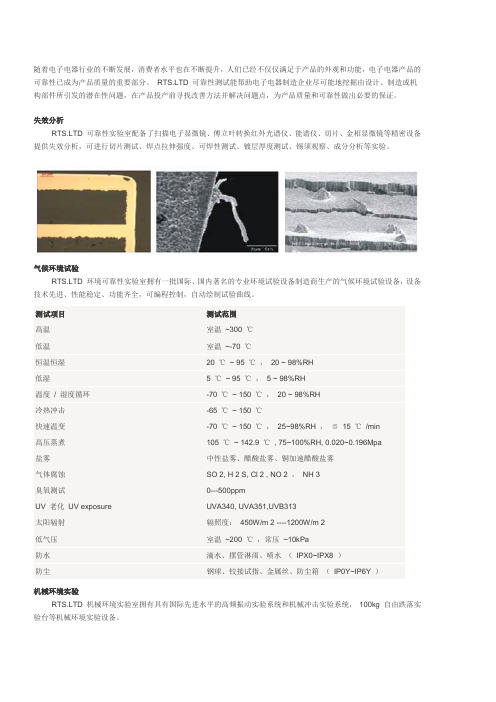
随着电子电器行业的不断发展,消费者水平也在不断提升,人们已经不仅仅满足于产品的外观和功能,电子电器产品的可靠性已成为产品质量的重要部分。
RTS.LTD 可靠性测试能帮助电子电器制造企业尽可能地挖掘由设计、制造或机构部件所引发的潜在性问题,在产品投产前寻找改善方法并解决问题点,为产品质量和可靠性做出必要的保证。
失效分析RTS.LTD 可靠性实验室配备了扫描电子显微镜、傅立叶转换红外光谱仪、能谱仪、切片、金相显微镜等精密设备提供失效分析,可进行切片测试、焊点拉伸强度、可焊性测试、镀层厚度测试、锡须观察、成分分析等实验。
气候环境试验RTS.LTD 环境可靠性实验室拥有一批国际、国内著名的专业环境试验设备制造商生产的气候环境试验设备,设备技术先进、性能稳定、功能齐全,可编程控制,自动绘制试验曲线。
测试项目测试范围高温室温~300 ℃低温室温~-70 ℃恒温恒湿20 ℃~ 95 ℃,20 ~ 98%RH低湿 5 ℃~ 95 ℃,5 ~ 98%RH温度/ 湿度循环-70 ℃~ 150 ℃,20 ~ 98%RH冷热冲击-65 ℃~ 150 ℃快速温变-70 ℃~ 150 ℃,25~98%RH ,≦15 ℃/min高压蒸煮105 ℃~ 142.9 ℃, 75~100%RH, 0.020~0.196Mpa盐雾中性盐雾、醋酸盐雾、铜加速醋酸盐雾气体腐蚀SO 2, H 2 S, Cl 2 , NO 2 ,NH 3臭氧测试0---500ppmUV 老化UV exposure UVA340, UVA351,UVB313太阳辐射辐照度:450W/m 2 ----1200W/m 2低气压室温~200 ℃,常压~10kPa防水滴水、摆管淋雨、喷水(IPX0~IPX8 )防尘钢球、铰接试指、金属丝、防尘箱(IP0Y~IP6Y )机械环境实验RTS.LTD 机械环境实验室拥有具有国际先进水平的高频振动实验系统和机械冲击实验系统,100kg 自由跌落实验台等机械环境实验设备。
IEC61215可靠性流程图
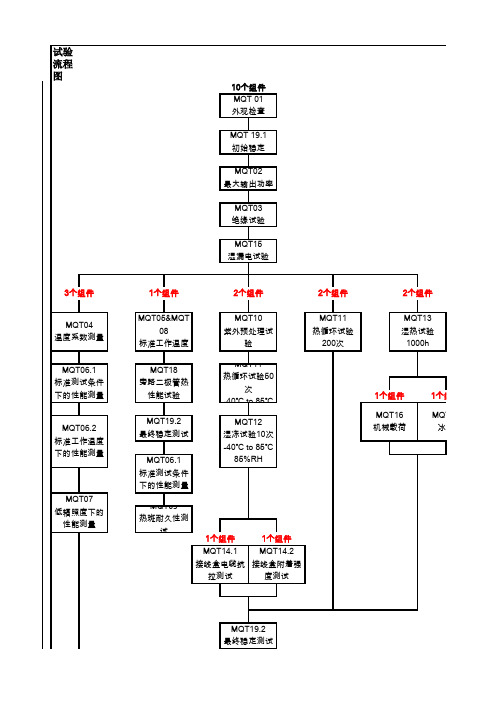
试验流程图
MQT15
湿漏电试验
10个组件
MQT 01
外观检查
MQT 19.1
初始稳定
MQT02
最大输出功率
MQT03
绝缘试验
MQT04温度系数测量MQT05&MQT
08
标准工作温度
MQT10紫外预处理试验MQT11热循环试验200次MQT13湿热试验1000h 3个组件1个组件
2个组件2个组件2个组件MQT16机械载荷MQT1冰雹MQT06.2标准工作温度下的性能测量
MQT19.2
最终稳定测试
MQT12湿冻试验10次-40℃ to 85℃85%RH MQT06.1标准测试条件下的性能测量MQT18
旁路二极管热
性能试验
MQT11热循环试验50次-40℃ to 85℃1个组件1个组件MQT19.2
最终稳定测试
MQT06.1
标准测试条件
下的性能测试
MQT06.1
标准测试条件
下的性能测量MQT07
低辐照度下的
性能测量MQT09热斑耐久性测
试1个组件
1个组件MQT14.1
接线盒电缆抗拉测试MQT14.2接线盒附着强
度测试
MQT06.1标准测试条件下的性能测试
MQT15
湿漏电试验
个组件
MQT17冰雹。
实验流程图

个人实践与提升实验流程图绘制能力的建议
实践建议:多参与实验项目,积累实验 经验,提高实验流程图的制作能力
能力提升:学习实验流程图相关的知识 和技能,提高实验流程图的绘制能力
谢谢观看
THANK YOU FOR WATCHING
角色定位:
• 实验负责人:负责实验流程图的制定、 审核和更新 • 实验操作人员:根据实验流程图进行 实验操作,采集实验数据 • 数据分析人员:对实验数据进行分析 和处理,得出实验结果
分工协作:
• 实验负责人负责整体实验设计和实验 流程图的制定 • 实验操作人员负责按照实验流程图进 行实验操作 • 数据分析人员负责对实验数据进行分 析和处理,得出实验结果
07
总结与展望
实验流程图在科学研究与工程实践中的重要性
科学性:实验 流程图有助于 实验过程的规 范和标准,提 高实验结果的 可信度和可靠
性
01
实用性:实验 流程图可以作 为实验过程中 的参考依据, 帮助实验人员 更好地理解实 验步骤和过程Leabharlann 02实验流程图的发展趋势与挑战
发展趋势:实验流程图的制作将更加智能化、可视化,提高绘图效率和质量
迭代更新:随着实验的进行,实验流程图可能需要不断更新,应及时修改和完善
实验流程图在0项5目管理中的应
用
实验流程图在项目管理中的优势与价值
价值:
• 为项目管理提供直观的参考依据,提高项目管理水平 • 为项目团队提供一个共同的工作框架,提高团队协作效率 • 有助于项目风险的识别和控制,降低项目风险
优势:
关系 • 注释框:对实验流程图中的某个部分进行解释和补充说明
产品可靠性试验要求

修订记版次 修订日期 修订内容核准 审查 制作6。
3.1.2 试验数量及对象:试产及包装材料变更时2箱;量产试验时为1箱。
包装材料变更时需进行此项试验,如彩盒及卡通箱,卡纸,保护膜及包装材料尺寸及产品尺寸变更等情况时。
6。
3。
1.3 判定标准:对包装材料,产品功能、外观、内部结构进行检测,包装材料应未丧失保户功能;卡通及彩盒表面字体及图案丝印不可脱色; 彩盒底部脱色点面积接受2.0—5.0mm 2且3cm 2内不超出3个,大于5.0mm 2的不予接受,其它面脱色点接受在0.5—1.5mm 2(脱色点不能存在于字体及图案丝印位置),3cm 2内不超过4个,大于1。
5mm 2的脱色点不接受;内部元件无松脱、无假焊,工艺完好,带电连接线不 能接触到利边和活动部件;产品本身不可有任何外观或功能上的损坏现象,产品内部结构不可有任何松脱现象。
6。
3。
2捆包落下试验: 模拟产品在运输及搬运中意外跌落,确定产品机械强度和包装的保护性. 6.3.2.1 试验条件: 参考标准为GB/T 2423.8,ISTA-1A测试时对箱进行二角,三邻边,所有六面共十一次自由落下硬面;选取最易受损的一角及对角落下,在不能判定哪一角为最薄弱环节时, 则落下卡通后面与右面相邻的底面角及 对角,跌落高度及重量对应如下:样本重量与跌落标准高度如下表:NO 样本包装重量 标准跌落高度 1 W <9kg 30 Inches 76cm 2 9≤ W <18kg 24 Inches 61cm 3 18≤ W <27kg 18 Inches 46cm 4 27≤ W <45kg 1 Inches 31cm 5W ≥45kg9。
8 Inches25cm6.3。
2.2跌落地面:钢板或水泥地板6。
3。
2.3 跌落顺序为:1> 测试样本的一角及对角 2> 此角放射出的最短相邻边 3> 此角放射出的次短相邻边 4> 此角放射出的最长相邻边 5> 面积最小面6> 面积最小的对应面 7> 面积较大面8> 面积较大面的对应面 9> 面积最大面(1)(顶面)(4侧面)图像指示(6侧面 3(底面)(5侧面)2(正面)额定电源电压下降10%.连续运转48小时.电源电压为额定电压.连续运转72小时升降压以变压器或开关电源的极限值为准,出往印度,墨西哥,等产品,以15%为准.老化室温度:30°C + 5°C试验信号电压设定方法:用0dB/1kHz 及100Hz的正弦波为参考电压将CD/DVD或其它播放器输出信号调到音箱卫星机及低音炮至2/3功率,不能同时达到则以低音为准,同时记录输入信号大小及各喇叭两端电压,以及音箱各音量控制器所调到的位置,再播放音乐信号测试碟;如产品有其特别要求及说明则其按要求做.6。
可靠性(信赖性)实验管理办法(流程或程序)
文件封面用纸文件名称:文件编号:使用单位文件编号文件名称信赖性实验管理办法1.0目的1.1为有效防止因原物料或设计不良而导致产品质量不稳定。
1.2为确保产品于规格内使用无失真之疑虑,以符合多方位客户质量之要求。
2.0范围凡本公司所生产产品均属之。
3.0定义3.1信赖性实验:确保产品于规格内之确识性、可靠性之实验。
3.2插拔力:产品公母对插,所需插入与拔出的力量。
3.3夹持力:端子植于塑胶槽内所需拔出的力量。
3.4寿命测试:产品公母对插所能承受之最大次数。
3.5接触阻抗:产品公母配对接触之阻抗值。
3.6耐压测试:检验产品两PIN间所能承受之最大AC电压。
3.7绝缘阻抗:量测产品两PIN间之最大阻抗值。
3.8冷热冲击:模拟产品于瞬时间低温转换到高温的环境状态下所能承受之变化。
3.9恒温恒湿:模拟产品在相对恒定或相对变化的温湿度环境状态所能承受之变化。
3.10高温老化:模拟产品于恒定的高温干燥环境下所能承受之变化。
3.11盐水喷雾:短时间模拟电镀五金件在日后使用进程中出现氧化、发霉所能承受之期限(多用于镀金五金件)。
3.12蒸汽老化:短时间模拟电镀五金件在日后使用进程中出现氧化、发霉所能承受之期限(多用于镀锡、半金锡五金件)。
3.13热风回流焊:模拟客户处过SMT时产品是否会出现不良。
3.14振动测试:模拟产品于运输途中及使用过程中因振动所能承受之幅度及时间。
3.15硬度测试:测试端子过料铜板及车PIN端子之维克氏硬度值。
3.16耐焊性:检验高温下焊锡是否会出现聚锡现象。
3.17吃锡性:检验端子在正常焊锡温度(235±5℃)之着锡性,一般要求着锡面积在95%以上。
4.0权责4.1制造单位4.1.1负责异常品的提供。
4.1.2负责量产品每日早9:30前随机抽样当天之产品至信赖性实验单位。
4.1.3负责提供每日产品生产数量至信赖性实验单位。
表单编号:01/版次:00页次:1文件撰写用纸文件编号文件名称信赖性实验管理办法4.2设计单位(研发工程)4.2.1负责新产品的研拟开发及相关特性规格的订定。
DV试验质量管理程序
1.范围本程序适用于对零部件、系统、整车开发设计验证试验质量的管理。
本程序适用于重庆长安汽车股份有限公司(以下简称长安汽车)本部。
2目的有目的性、针对性、阶段性去验证整车及零部件的主要性能、关键功能及提高整车可靠性,满足新产品的学习、开发、验证过程的要求。
3术语3.1DV(3.2DVP&R4职责4.1组织DV4.2试验计划发布及DV4.3STA:以及负责DV4.455.1工作程序5.1.1DV试验计划发布(1)OD阶段,汽研总院试验部门开始进行DV试验计划发布,汽研总院设计部门及STA进行相应的辅助支持。
(2)制定DVP&R时,应满足以下条件:1)应包含图纸、规范要求的所有试验目的;2)试验标准、样本容量满足图纸规范要求;3)试验的实施和完成时间应满足项目时间的要求;4)对于铸造、焊接、涂装、热处理等重要工艺,应考虑选择靠规格下限的最差极限样件进行试验;不便于取样的应加大样本容量;5)可以借鉴其他阶段试验或借用其它同类产品的试验项目,须提供相关证据和所借用的试验报告,并在DVP&R中注明。
5.1.2DV试验能力分析及开展(1)DV试验(汽(2)1)2)3)4)(3)5.1.3(1)院设计部门、STA、质量部一同参与评审验收,并做结论认可和风险评估。
(2)零部件验证评审通过后,汽研总院试验部门将牵头进行下一步试验计划验证,即系统性能、可靠性试验验证。
(3)零部件验证评审没有通过时,将出现以下两种情形:1)当零部件存在设计缺陷的质量问题时,将由汽研总院设计部门牵头进行相应整改,整改之后重新进行DV试验验证;2)当零部件存在制造缺陷的质量问题时,将由STA牵头进行相应整改,整改之后重新进行DV试验验证。
5.1.4系统性能、可靠性试验验证由汽研总院试验部门牵头进行系统性能、可靠性试验验证。
5.1.5系统验证评审(1)系统性能、可靠性试验验证完成以后,由汽研总院试验部门牵头组织系统试验验证评审,汽研总院设计部门、STA、质量部一同参与评审验收,并做结论认可和风险评估。
APQP五大阶段的流程图
TR7
向顾客提交 PPAP文件
TR8
监控质量目标 与持续改进
配置库的创建及维护、进行数据的访问控制、集成构建、变更控制、版本控制、发布控制
组织技术培训
详细设计评审 与技术决策
外部系 统认证
向订单履行提 供最终配置
资产管理
需求解释 产
品
维
护
产
改
品
进
整机
集 成
试装
与
与 技 术
联
技
支
调 单元 硬件集
试
转
试
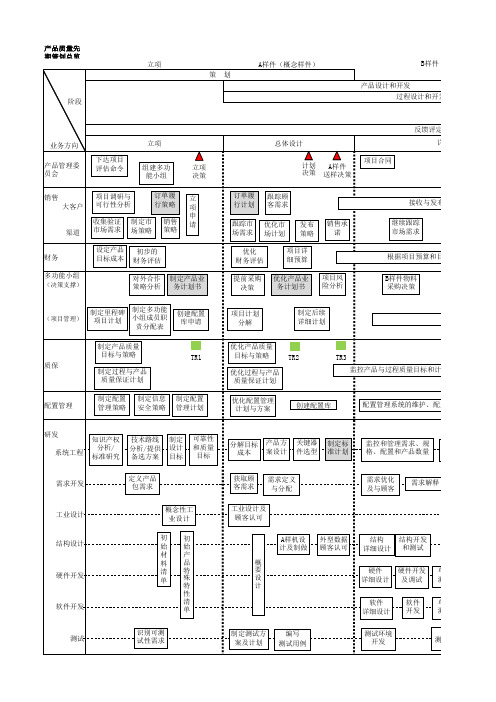
产品质量先 期策划总览
阶段
立项
策划
A样件(概念样件)
B样件(原理样件)
产品设计和开发 过程设计和开发
业务方向
产品管理委 员会
下达项目 评估命令
立项
组建多功 能小组
立项 决策
销售
项目调研与
大客户 可行性分析
订单渠道 市场需求 场策略 策略
财务
多功能小组 (决策支撑)
优化产品质量
目标与策略
TR2
优化过程与产品 质量保证计划
TR3 监控产品与过程质量目标和计划
优化配置管理 计划与方案
创建配置库
配置管理系统的维护、配置库的创建及维护
研发 系统工程
知识产权 分析/
标准研究
技术路线 制定 分析/提供 设计 备选方案 目标
可靠性 和质量 目标
分解目标 产品方 关键器 制定标 成本 案设计 件选型 准计划
识别可制造 性及制造可 测试性需求
制定过程 设计策略
制定生产 策略
识别安装和可 制定客户服务
服务性需求
支持策略
试验标准理解 与可行性分析
检验和试验控制程序(含流程图)
文件制修订记录1.0目的建立一个适合于对公司生产的所有产品(包括半成品与成品)及用于公司生产的所有原物料、辅料、零配件的检验与试验程序,规范公司的检验与试验作业,确保公司生产的产品质量/HSF达到客户所需的要求。
2.0范围:2.1适用于公司产品实现过程中所有物料包括原材料、半成品、成品的检验与试验。
2.2适用于公司制程管理值的验证作业。
3.0定义:3.1 IQC:Incoming Quality Control 指进料质量控制,即进料检验。
3.2 IPQC:In-process Quality Control 指生产过程中的质量控制,即制程检验,包含对产品以及生产过程中质量控制状态的检查与监视。
3.3 FQC:Final Quality Control制造过程最终检查验证,本公司指入库前的检验过程。
3.4 OQC:Outgoing Quality Control 指产品出货前由品质检验员对其进行的检验。
3.5 SQE:Supplier Quality Engineer 供应商质量工程师。
3.6 QE: Quality Engineer 质量工程师。
3.7自主检验:由操作员对本岗位材料、半成品、成品的检查,发现问题自己及时向直接上司汇报并作相应处理;同时也必须对过程质量(包括参数设定及是否按作业指导书要求作业等)的监控。
3.8首件检查:指生产者和技术员对生产调试阶段生产出来的产品(成品或半成品)进行确认并由品质检验员对其进行检验。
3.9巡检:指由品质检验员即IPQC人员对生产过程中的产品随机抽样检验或对制程过程状态(包括参数设置及是否按作业指导书要求作业等)的检查。
3.10抽检:指品质人员定期或定量对过程或项目进行抽样检查。
3.11半成品:指本公司还需要经下工序加工或装配后才能出货给客户的零组件。
3.12成品:指本公司可直接出货给客户的产品,对客户而言可能是半成品。
3.13原材料:指用于生产/加工成品的原料如塑胶粒、钢材等和组装产品用的零配件如螺丝、螺母、贴纸、辅料等,也包括包装产品用的包装材料如气泡袋、珍珠棉、PE袋、纸箱等。
A、B、C类零部件试验、验证方法
A、B、C类零部件试验、验证方法
1目的
规范零部件的试验过程,确保新产品的公告、环保、CCC证书的正常发放。
2术语
A类零部件:指车辆发动机、变速箱、车桥等需进行可靠性、强检等试验并申报公告、环保和CCC的各大总成部件。
B类零部件:指车辆灯具、喇叭、后视镜、安全带等需进行辅助强检试验并申报公告和CCC的各种部件。
C类零部件:指车辆制动软管、内饰件等无需进行辅助试验即可申报公告和CCC的各种部件。
3适用范围
适用于所有自主设计和外委设计的全新车型的A、B、C类零部件试验、验证。
4工作职责和工作程序
4.1采购公司采购零部件并提供合格的相关CCC证书和检测报告。
4.2产品中心对A类零部件进行可靠性、强检、对B类零部件进行辅助强检等
试验。
4.3产品中心申报公告、环保和CCC。
4.4产品中心归档申报文件。
5输出文件
公告光盘、环保目录、CCC证书、检测报告。
流程图如下:
A类零件B类零件C类零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 申请部门提出 试验申请, 申请 <试验申请单> To:试验申请单申请 单须注明型号/数 量/对应客户/样 品性质、试验目 的/项目/条件、 特别测试要求等. T1:试验申请单批 准 T1=T0+2WD 2. 新产品的P/R后 包装评价,RD需在 出货前一周将样品 T2:发行试验计划 提交给QA进行试验。 <可靠性试 T2=T1+1WD 验记录表>
流程名称:试验程序
流程编号:
流程版本:A0
流程负责人: 品质经理
流程/部门
开发部
工程部
业务部
产品部
QC
QA
N Y
流程处理时间
关键控制点
相关文件/记录
试验申请 单申请、 审批
试验申请 (附样品)
试验申请 (附样品)
试验申请 (附样品)
试验申请 (附样品)
试验申请 (附样品)
实验前样品测试 N Y 制作试验计划 进行试验 实验中间测试
改善对策 树立及实 施跟进
改善对策 树立及实 施跟进
改善对策 树立及实 施跟进
改善对策 树立及实 施跟进
改善对策 树立及实 施跟进
继续试验
T5:最终试验完成 最终测试 N 原因分析 改善对策 树立及实 施跟进 原因分析 改善对策 树立及实 施跟进 原因分析 改善对策 树立及实 施跟进 原因分析 改善对策 树立及实 施跟进 原因分析 Y 改善对策 树立及实 施跟进 结束
流程绩效指标 1.实验按时完成率,2。实验报告完成时间;3。跟进表回复时间
T6:最终报告发行 T6=T5+3WD
5.如果最终试验 不合格,申请部 门分析原因,QA 发行可靠性测试/ 中试评估跟进表, 申请部门对策并 跟进
<可靠性 测试/中 试评估跟 进析
原因分析
原因分析
原因分析
Y
Y
<试验报告> 3. 需中间测试的, T3:中间试验完成 根据测试结果,合 <可靠性 格继续试验,如试 测试/中 T4:试验报告发行. 验不合格,申请部 试评估跟 门分析原因,QA发 进表> T4=T3+3WD 行可靠性测试/中 试评估跟进表,申 请部门提出对策并 跟进。 4.根据试验状况 确定是否继续试 验,如中止试验, 出中间报告,否 则继续试验。 <试验报告>