PFMEA变更履历表
产品工程变更履历表

当前日期大于计划EC首 批出货时间,且实际EC 首批出货时间为空为逾
期
实际EC首批出货时间非 空时为关闭
当前日期小于等于 实际首批EC出货时
间+ 15天 为正常
当前日期大于实际 首批出货时间+ 15 天 ,且未完成审核
为逾期
审核已完成为关闭
(保存16年)
功能
当前日期小于等于起始 时间+7天时显示正常
当前日期大于起始时间 +7天,且EC实施时间为
空时显示逾期 EC实施时间非空时显示
关闭
当前日期大于EC实 施时间,且EC首次 出货时间为空为逾
期
EC首次出货时间非 空时为关闭
EC号由系统 自动编排不 再手工输入
斜体字为填写说明和 ERP规则
EC号编号规 则:年年月 月日日+4位 流水号,每 次EC时按当 前日期生成
公司
产品工程变更履历表
序
客户产 当前 内部 变更管 责任 品编号 版本 料号 理号 部门
责任 人
起始 时间
EC状态
EC号
EC实施 时间
EC状态
计划EC 首批出 货时间
EC状态
实际EC 首批出 货时间
EC状态
备注
6月1日
6月20日
6月25日
6月28日
Байду номын сангаас变更管
这是 客户 版本 号
理号手 工输 入,请 同样开 启提示
PFMEA(客户变更后)

FMEA编号:页码:项目名称:过程责任部门:编制者:车型年度/车辆:关键日期:FMEA日期:核心小组:采取的措施严重度频度探测度RPN供应商包装不适合3依客户提供的外观检验检验IQC核对外观,拒收外观不良的原料448运输过程中操作不当3使用叉车移动I QC核对包装,拒收包装破损的原料672供应商送错物料3要求供应商提供材质证明IQC核对材质材质证明484检验员粗细未核对材质证明3填写检验记录IQC核对材质材质证明484原料颜色不符影响产品性能6检验员粗心未核对颜色3填写检验记录IQC用色板对照472RHOS不符合环保要求影响产品性能、客户抱怨7原料供应商未做ROHS测试3要求原料供应商提供RHOS测试报告IQC核对ROHS测试报告484领错原料产品报废6原料标识不清楚3建立原料物资收发卡 1.标识储存 2.领料员核对领料单无误后签字472混料产品报废6储放位置不正确3建立原料物资收发卡 1.标识储存 2.领料员核对领料单无误后签字472烘烤时间/温度过短/低水份去除不彻底,影响产品外观和产品性能7时间观察错误3记录烘烤时间时钟484烘烤时间/温度过长/高导致产品有色差,影响产品外观.7人员失误导致时间过长3记录烘烤时间时钟4844烘料(03)(除去原料中所含水份,确保产品成型外观)领料(02)原材料不能错料、混料,确保符合客户要求降低产品使用功能或寿命责任和目标完成日期进料检验(01)确保材料材质、颜色、环保符合客户要求。
外观不良(包装破损)1.材料潮湿,干燥时间过长现行探测过程控制现行预防过程控制频度(O )7材质不符合要求(错料)潜在过程失效模式及后果分析保险杠潜在失效起因/机理分类建议措施潜在失效后果潜在失效模式BXG-FEMA-001模具检测中心过程功能要求LMC-12MY措施执行结果第1页,共5页郭京严重度(S )探测度(D )风险顺序数(RPN)★★QR-G-工-009 版次:A/0。
PFMEA管理规定
宁波技嘉科技PFMEA管理规定受控状态:文件编号: IPE-006版本: 1.12021年12月11日发布2021年12月11日实施宁波技嘉科技文件修订履历表1目的PFMEA是一种分析方法,它确保在过程开发的过程中,考虑并处理了潜在的问题,可以辅助降低制造过程开发中的失效风险。
2范围适用于公司对PFMEA的开发和维护管理。
3职责3.1 多方论证〔跨职能〕小组负责PFMEA的开发和维护。
3.2 工程部负责具体落实全流程的PFMEA的编制和修订。
3.2 品保部、制造一部、资材一部等参与PFMEA的编制和修订。
4 管理内容4.1 PFMEA的开发4.1.1 PFMEA的应用情况1) 新过程;2) 对现有过程的更改;3) 在新的环境、场所、应用或使用形式下,使用现有的过程。
4.1.2 PFMEA开发的时间1) 在可行性认证阶段或之前启动;2) 在生产工具装备的开发、采购之前启动。
初次PFMEA的开发,必须在方案的试生产开始日期前完成。
4.1.3 PFMEA开发的假定1) 假定设计的产品能到达设计目的;2) 假定接受的零件/材料是正确的。
当有历史数据说明零件/材料质量有差异时,小组可以作例外处理。
3〕假定机械和设备满足设计和开发的要求。
4.1.4 PFMEA开发的信息输入在FMEA文件开始前,小组必须定义工程范围,收集有效和有效率地进行FMEA开发过程的必要信息,主要包括以下方面:1〕过程流程图;过程流程图是PFMEA的主要输入,PFMEA必须与过程流程图内的信息保持一致。
2〕DFMEA;3〕图纸和设计记录;4〕过程清单;5〕特性矩阵;6〕内部和外部〔顾客〕的不符合〔即:基于历史数据的失效模式〕;7〕质量与可靠性历史。
4.1.5为了确保持续性,过程流程图、PFMEA和控制方案的开发由同一个跨职能小组负责进行。
4.2 PFMEA表的填写过程潜在失效模式与影响分析〔PFMEA〕的表格见附录1。
4.2.1 PFMEA表的表头(A-H)在PFMEA的表头必须清楚说明PFMEA的目的,以及与文件开发和控制过程相关的信息。
2020年 手册更改履历表
XX有限公司
MS-CARE-01
社会责任及EHS手册
(1.0版)
制订:
审批:
2020-1-1发布2020-1-1实施
记录编号:YEDA/ER-445-02
环境管理手册更改履历表
管理部门认证办公室版本编号YEDA/EMH-3/
0 更改项目更改内容页
数
修订日期批准(签字)
附录1管委会重大环境
因素清单
增加1个重大环境因素
调整原有附录顺序附录2改为管委会组织机构表
附录3改为环境管理体系要素相
关职责分配表
附录4改为运行控制程序责任部
门对照表
附录5管委会各部门环境保护职责清单根据开发区现有部门职责、名称进行调整,增加科技知识产权局、国土资源分局、民政局、卫生人口计生局、政务办、**街道办事处为主体部门
附录6程序文件清单删除白色污染防治工作程序
17个要素内容按适用性要求修改
环境管理手册换版
制表:认证办公室记录日期:2020.X.X。
PFMEA编制实施工作指南
是否影响安全?
是
无预警
10
有预警
9
否
是
丧失
8
是否影响基本功能?
否
降低
7
丧失
是
6
是否影响附加功能?
降低
5
否
多数用户
4
是
是否为用户不满意的 缺陷?
部分用户
3
否
少量用户
2
1
6)分类 可用来强调失效模式的优先级,也可以用来确定产品或过程特性的特殊特性(安 全、关键、重要) a、特殊特性(安全):严重度为 9、10 的产品/过程特性 以符号“★”标识 b、特殊特性(关键):严重度为 7、8 的产品/过程特性 以符号“◆”标识 c、特殊特性(重要):严重度为 5、6 的产品/过程特性 以符号“▲”标识 顾客指定的特殊特性,按顾客要求执行。 7)失效的潜在原因 对失效如何会发生的过程的说明,被描述为可以纠正、控制的问题。潜在失效 原因可能是一个设计或过程不足的显示,其结果是失效模式。 失效潜在原因主要考虑和识别第一层原因,与过程特性相对应。 描述原因时,应具体列出错误和操作情况,不应使用模棱两可的用词(如操作
括那些在生产之后所发生的措施。
7.2、因顾客投诉、内部质量问题、改进等方面,导致产品发生工程更改、工艺、 材料、设备工装发生变更时,必须对现有 PFMEA 重新分析,并对 PFMEA 做适当 的修改和更新。更新需填写《PFMEA 履历表》 7.3、根据流程图的返工工序对规定需要对返工件,顾客反馈的失效件等进 行 PFMEA 分析及更新,PFMEA 发布前需要进行多方评审,并在 PFMEA 上签字。
——有客户抱怨和索赔历史的零件的 PFMEA; ——频度(FTQ、报废等)得分发生明显变化的; ——老版本的 PFMEA; ——检查所有的操作/过程(油漆、热处理、物料搬运)都包含在内并且准确; ——包括所有过程的控制; ——不可探测度得分准确; ——使用数据分析频度得分(SPC、FTQ、检验工位、报废率、过程分层审核结 果等); ——检查 PFMEA 是否得到客户的要求和期望(AIAG、PPAP,投产等) 8.7、PFMEA 现场评审(逆向审核) 逆向 PFMEA 是由多功能小组实施的在工位上检查 PFMEA 中所有的失效模式,检 查失效模式是否有适当的控制(预防/探测)并且控制是否正常运行。 ——需建立《PFMEA 逆向审核计划》 ——需 PFMEA 团队成员一起做逆向审核工作。 ——需要当前的失效模式有恰当的方法和控制。 ——在工位上做实验,以尝试找到新的失效模式。 ——审核完成后,所有的发现都要记录在行动计划中,行动计划有优先顺序和 完成日期。并在生产线上增加识别出缺陷的预防措施。
过程PFMEA变更管理台帐

点进行打红胶操作。
分离板边及涂散热油与程序补丁烧 录合并,先在机芯组件上装前咀,
机芯及前架配合方式改变,工艺变 更。
装围框,左固定块与散热片提前固
定,插排线,装主板,固定散热
片,围框周边螺钉固定,点胶,固
定右定位块,安装上下盖。
设计变更
2.1
3 223 3
3.1
3
3 3 223 3
S03
FM(P)XXXXX
主机部件
XXXX 2017.08.2
5
01-S31~33 前架固定动作放在前咀测试前。
工序优化
工艺变更
A.01-S31
取消装前架动作,增加VOL钮压制 完成后手工确认是否钮偏。
B. 00S17~18
C. M12~20
增加机芯固定前架动作,增加插FPC
软排机芯端Байду номын сангаас作,对机芯四个固定
过程FMEA变更管理台帐
编号
部件
责任部门
制定人/ 制定日期
变更人/ 变更日期
版序
项目 工序
变更内容
变更原因
信息来源
变更后的编 号
备注
XXXX/2018. 07.23
S/01
自M24后工位 调整。
包装线格局变更,工序调整
格局变更,工序调整
工艺变更
1.1
XXXX/2019. 02.15
S02
XXXX/2019. 03.09
模具修改履历表
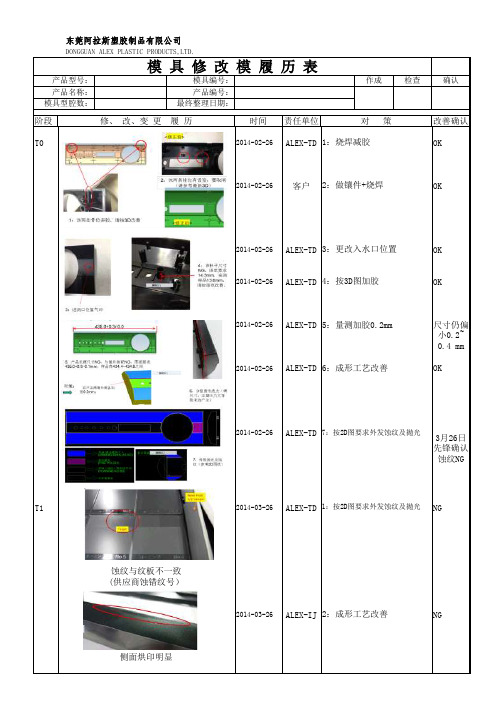
作成检查确认阶段时间责任单位改善确认T02014-02-26ALEX-TD OK2014-02-26客户OK2014-02-26ALEX-TD OK2014-02-26ALEX-TD OK2014-02-26ALEX-TD 2014-02-26ALEX-TD OK2014-02-26ALEX-TD T12014-03-26ALEX-TD NG2014-03-26ALEX-IJ NG产品型号:模具编号:模具型腔数:最终整理日期:产品名称:产品编号:修、 改、变 更 履 历对 策1:烧焊减胶2:做镶件+烧焊4:按3D图加胶3:更改入水口位置5:量测加胶0.2mm尺寸仍偏小0.2~0.4 mm 6:成形工艺改善7:按2D图要求外发蚀纹及抛光3月26日先锋确认蚀纹NG1:按2D图要求外发蚀纹及抛光蚀纹与纹板不一致(供应商蚀错纹号)侧面烘印明显2:成形工艺改善作成检查确认阶段时间责任单位改善确认产品型号:模具编号:模具型腔数:最终整理日期:产品名称:产品编号:修、 改、变 更 履 历对 策T2DPP2014-04-04ALEX-TD NG2014-04-04ALEX-IJ NG2014-04-04ALEX-IJ OK2014-04-04ALEX-IJ OKT32014-04-15ALEX-TD NGDPPT4LPP2014-05-8ALEX-TD OK1:重新外发蚀纹(英可现场确认错纹号为犁地纹)蚀纹与纹板不一致侧面烘印明显2:成形工艺改善3:采用定型治具定型4:成形工艺改善(重新接驳前模运水)变形超标1:重新外发蚀纹侧面夹水线蚀纹与纹板不一致1:取消蚀纹,将外侧改为喷黑油**薄弱位置加支撑骨改善作成检查确认阶段时间责任单位改善确认产品型号:模具编号:模具型腔数:最终整理日期:产品名称:产品编号:修、 改、变 更 履 历对 策T5LPP2014-05-29ALEX-SS OK2014-05-29ALEX-SS NG2014-05-29ALEX-SS OK2014-05-29ALEX-SP OKT6PP2014-06-13ALEX-TD OK2014-06-13ALEX-TD OK1:烫金工艺调整(烫金温度适当调低,压力适当增加,速度适当调慢)2:烫金工艺调整(烫金温度适当调低,压力适当增加,速度适当调慢)烫金表面雾状白气边角位置掉金及露白烫金面丝印防酒精测试N G3:丝印油墨加适量固化剂4:供应商重新调整油漆配方1:在后模周圈骨位减胶做火山口喷油面防酒精测试NG大孔周圈缩水难调整,烫金后明显**调整中间进胶口尺寸及位置2: 在前模边缘位置省模与烫金面保持一致。