FRONIUS数字化焊机TPS4000工艺及性能研究---李志刚
激光焊接技术在船舶制造中的发展及应用现状
激光焊接技术在船舶制造中的发展及应用现状王凯;朱加雷;焦向东;王纪兵;蔡源超【摘要】激光焊接技术作为激光加工技术的研究热点之一,近年来在船舶制造领域的应用引起各国的广泛关注,随着造船工业对节能高效、低碳环保、生产自动化的发展要求逐步提高,激光焊、激光复合焊等新型焊接工艺得到了飞速发展.介绍激光焊接技术在船舶制造领域的发展及应用现状,分析激光复合焊在船用铝合金、防锈铝,船用T型高强钢及不锈钢的焊接优势,提出深入研究激光复合焊接工艺在船用合金材料焊接应用的必要性.【期刊名称】《电焊机》【年(卷),期】2017(047)002【总页数】7页(P58-64)【关键词】激光焊接技术;节能高效;激光复合焊接工艺【作者】王凯;朱加雷;焦向东;王纪兵;蔡源超【作者单位】北京石油化工学院机械工程学院,北京102617;北京石油化工学院机械工程学院,北京102617;北京石油化工学院机械工程学院,北京102617;北京石油化工学院机械工程学院,北京102617;北京石油化工学院机械工程学院,北京102617【正文语种】中文【中图分类】TG456.7激光焊接技术始于20世纪60年代末,是一种焊接速度快、深宽比大、变形小的新型焊接技术,在德国、美国、日本等发达国家已经进入了工业化应用阶段。
目前,激光焊在船舶制造、航空航天、汽车工业等领域已有诸多应用。
造船业是激光焊接技术工业应用的重要领域之一。
船身的主要制造工艺就是焊接,由于船用板材厚度大、焊缝长,因此焊后的翘曲变形是造船工艺的主要问题。
激光焊接技术可以有效减小焊接变形和焊缝缺陷,再加上近年来大功率连续激光器的发展和应用,激光焊接的钢板厚度、焊缝质量和焊接效率也随之大幅提高。
因此,激光焊接技术在船舶制造领域具有广阔的推广发展前景以及经济价值。
激光焊接技术用于造船业的主要优势就是低畸变制造技术。
此外,还能集切割与焊接操作于一体,与其他工业设备搭配灵活,易于实现大批量生产线高度自动化生产。
电阻点焊质量控制技术的方法与研究现状

电阻点焊质量控制技术的方法与研究航空制造工程学院080142 05 韦谨宗0 前言电阻点焊是一种高效的焊接方法,具有能量集中、变形小、辅助工序少、无须填加焊接材料、生产效率高、操作简便和易于实现自动化等特点,广泛应用于航空、航天、汽车制造等行业生产中,但是由于点焊过程以电流通过焊接区产生的电阻热为热源,是一个高度非线性、多变量藕合作用并伴随着大量随机不确定因素的过程,焊点接头质量受各种不可测因素的影响;并且焊点熔核处于封闭状态,使形核过程无论是在焊接期间还是在焊后都无法直接观测到,质量信息的提取比较困难;焊点形核凝固时间短暂,同时要求特定、精确的温度场分布,环境的瞬时改变可能造成严重后果,出现裂纹、缩孔、疏松、偏析、深度压痕、喷溅乃至虚焊、漏焊、弱焊、烧穿等缺陷,造成焊点质量不稳定和难以控制,严重限制和影响了点焊技术在重要结构上的广泛使用[1].。
传统生产中,焊接质量是通过稳定焊接工艺参数和焊后检验来保证的。
由于焊点接头质量受大量随机因素的影响,仅通过稳定工艺参数不可能全面保证焊点质接缺陷、实现焊接质量在线监控,因此发展一种在线、非破坏性、低成本、诊断可靠性高的质量评判系统对于现实生产及点焊方法的广泛使用是非常有意义的。
现代信号分析处理、人工智能、模式识别、数据挖掘等信息处理方法凭借其明确的问题定义、严格的数学基础、坚实的理论框架和广泛的应用价值,为处理点焊过程监测特征参量与焊点质量评价指标之间复杂的多元非线性相关关系提供了丰富的方法。
1电阻点焊质量监测技术的方法点焊过程通常由预压、焊接、锻压三个阶段构成[2],是一个电场、热场、力场等各种场祸合作用的过程,因此产生焊接缺陷的原因必然隐含于各种场监测参量的动态变化之中。
点焊过程的工艺参数主要有焊接电流、焊接时间、预紧力、顶锻力等。
接头形式和焊接规范一定时,焊点质量主要取决于电极、工件表面、接触面的微观状态、动态变化,它们影响点焊过程中能量的输入与分配、局部热积累速度和热量的分布。
TPS5000全数字化MIG焊机操作培训资料

Vertriebstagung Hohenroda 2003 © Fronius 01/2003
4.确定焊丝直径
0.8 1.0 1.2 1.6
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
5.其他功能键
点动送丝键 在不通气和电流的情况下送丝。 其送丝速度大小由参数Fdi决定。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
8.常用内部菜单调节
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
9.焊机的自检代码
no | Prg未选择适当的焊接程序,请重新选择 tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx 焊机初级回路过热,请让焊机冷却 tS1 | xxx, tS2 | xxx, tS3 | xxx 焊机次级回路过热请让焊机冷却 Err | 049主电源输入电压缺相 Err | 051主电源输入电压低于允许范围
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
1.确定焊接模式
MIG/MAG 一元化脉冲焊 MIG/MAG一元化直流焊 MIG/MAG非一元化 TIG作业模式 手工电焊条 铝合金材料的焊接将使用一元化脉冲程序。 一元化调节又称单选钮调节,这类设备只设一个电流调节旋钮,调 节焊接电流后,控制系统自动选定与该电流相匹配的电弧电压,通 常都能满足焊接要求,焊工只需要根据焊缝的形状,熔合情况或飞 溅大小修正一下电弧电压就能得到更满意的效果。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
熊谷DPS-500P全数字多功能管道焊机诞生记
十年铸剑,十年成长——熊谷DPS-500P全数字多功能管道焊机诞生记文:成都熊谷加世电器有限公司何亚宁十年,不过是时间长河里的惊鸿一瞥,却也是人生的一段重要旅程。
十年,可以平平淡淡波澜不惊的度过,也可以风起云涌波澜壮阔的度过。
古人云,十年一觉扬州梦,十年离别故人稀,十年生死两茫茫……回顾自己的这个十年,算是十年艰辛铸一剑吧。
不管如何,十年的流逝总免不了让人感伤,十年霜鬓不禁秋,人生又能有几个十年?2008年,不满四十,带着在晨星半导体公司学习的芯片设计技能回到家乡。
股票海外上市,已是设计经理的自己,握有4倍于普通工程师的原始股,在当时可以说财务基本无忧。
游山玩水,就这样无忧无虑的过了大半年。
但渐渐的,我开始倦怠这种平淡如水的日子,内心有一种声音越来越强烈,这么年轻,应该运用所学做点更有价值的事情!由于在熊谷初创时,我曾在公司从事过一段时间的技术工作,多年来与熊总一直保持着联系,恰好在这个茫然期,熊总问我有没有兴趣在弧焊电源领域施展一番。
由于之前设计的都是小功率的电源芯片或应用系统,我决定还是先学习了解一下弧焊电源领域的基础知识,调研一下技术、市场再说。
调研的结果令人沮丧,不仅过去专业上的知音没有勇气参与这项新事业,连远在浙江的忘年交朋友,电源学会的秘书长杨工也告诫我搞弧焊电源吃力不讨好,因为电弧是时变强非线性负载,小心把自己搞砸了。
但在仔细阅读了熊总大学时学习的焊接教科书,并查阅了大量国内外的相关文献后,我感觉还是有超过50%的成功可能。
在探索未知的强烈求知欲和兴趣的推动下,2009年5月,我正式接下了熊谷数字化脉冲焊机DPS-500研制的任务,并制定了阶段项目设计和开发计划书。
得益于三年芯片正向设计的严格训练,在设计DPS-500的初期就采用了自上而下的设计流程。
由焊接工艺对焊接电源的要求提出焊机的系统指标,进而得出具体的电路指标。
运用模块化的设计方法,把项目分为逆变电源设计和焊接工艺控制算法设计两大部分。
MIG电弧钎焊技术

德国克鲁斯MIG电弧钎焊技术的研究和应用珠海市金宝热融焊接技术有限公司罗正武魏占静王越摘要:MIG电弧钎焊从某种意义上说也属于熔化极气体保护焊(MIG)。
在焊接时不需要做焊前和焊后的处理,它采用低熔点的铜基焊丝代替碳钢焊丝,焊接时热输入量低,母材不会熔化,同时对镀层的破化坏降到最低,提高了焊缝的抗腐蚀性能(铜基焊缝也耐腐蚀)。
从而确保了带镀层板才更好更有效的焊接。
常用的带镀层的板材有镀锌板、渗铝板、镀铅板和镀锡板等,在实际的生产中用途较多的是镀锌板和渗铝板。
关键词:MIG电弧钎焊镀锌板渗铝板铜基焊丝0前言:随着近年来带镀层的板材(如镀锌板,渗铝板)在工业中的应用的增多,带镀层的板材和铝、镁一同做为最具有前景的材料而越来越被人们所重视,可是带镀层的板材如何有效的焊接一直困扰着我们的工程技术人员。
镀锌板锌的熔点约420℃,挥发温度为908℃,普通熔焊的高温电弧(约3000-4000℃)必然促使大量的锌的蒸发,从而导致各种焊接缺陷。
而渗铝板的焊接由于镀层中的铝容易熔入到焊缝,焊缝容易出现气孔和焊缝表面粗糙不平等焊接缺陷。
在现有的焊接工艺中,镀锌板和渗铝板的焊缝往往是打磨掉镀层后再进行焊接的,焊接完成后再重新进行防腐处理。
这样不但增加工作量,还破坏了镀层原有的功能,使焊缝位置容易最先开始生锈。
为此珠海市金宝热融焊接技术有限公司从得国克鲁斯公司引进了MIG电弧钎焊技术,在国内进行推广,并得到了广泛的应用。
1镀锌板MIG电弧钎焊(1)镀锌板及其焊接性能的介绍镀锌钢板大致可分为电镀锌钢板和热浸镀锌钢板。
大量的镀锌钢板应用于汽车制造、冷藏设备、建筑业、通风和供热设施以及家具制造等领域。
镀锌成为钢板的重要防腐方法,它不仅仅是因为锌在钢板的表面形成致密的保护层,还因为锌具有阴极保护效果。
当镀锌层破损时,它仍然能通过阴极保护来防止铁质母材腐蚀。
这种保护效果可以延伸到1-2mm无保护层的区域,因此镀锌可以有效的保护到板材的切口和冷加工造成的微裂纹,以及近焊缝的锌烧损区,防止从这里开始生锈。
福尼斯TPS4000系列焊机故障处理

福尼斯TPS4000系列焊机故障处理
邱令超
【期刊名称】《设备管理与维修》
【年(卷),期】2015(0)2
【摘要】1.故障现象奥地利IGM焊接机器人,配备福尼斯TPS4000系列全数字化焊机,主要用于挖掘机斗杆和动臂的焊接工作。
每台IGM焊接机器人采用两台焊机共同工作以满足大电流和大电压需要。
近期,福尼斯焊机工作一段时间后,主焊机(带控制屏)显示报警“TP670”(TP6表示模块编号,70是温度值),查看说明书,提示内容为BPS(电源板)内功率模块过温,处理方法是使电源冷却,检查风扇是否工作,否则更换BPS。
【总页数】1页(P93)
【作者】邱令超
【作者单位】山推工程机械结构件有限公司山东济宁
【正文语种】中文
【相关文献】
1.奥地利福尼斯全数字化焊机
2.福尼斯高速焊机在低合金钢铸件中的应用研究
3.FRONIUS数字化焊机TPS4000工艺及性能研究
4.杭州沙福奥林康焊接切割有限公司脉冲MIG/MAG焊机OPTIPULS系列
5.福尼斯TPS4000系列数字焊机故障分析
因版权原因,仅展示原文概要,查看原文内容请购买。
TPS5000全数字化MIG焊机操作培训

珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
TPS4000全数字化焊机主要整体结构 一、主电源
二、送丝机
三、冷却水箱
四、中继线
五、焊枪
焊接薄板和中等板厚时采用纯Ar气,焊接厚板时宜采用Ar、He混 合气。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
铝合金的焊接
坡口准备: 板厚小于6mm时,不需要开坡口,间隙应小于0.5mm。 板厚在6mm以上,需加工成V形或X形坡口。 干伸长: 喷嘴端部至工件间的距离应保持在10-15倍焊丝直径。 焊缝连接处: 收弧处要盖过上道焊缝的起弧或收弧20mm。并且在连 接前要将起弧或收弧处铲除。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
8.常用内部菜单调节
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
9.焊机的自检代码
no | Prg未选择适当的焊接程序,请重新选择 tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx 焊机初级回路过热,请让焊机冷却 tS1 | xxx, tS2 | xxx, tS3 | xxx 焊机次级回路过热请让焊机冷却 Err | 049主电源输入电压缺相 Err | 051主电源输入电压低于允许范围
指定送丝速度
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
福尼斯焊机4000面板参数设置

福尼斯焊机4000面板参数设置介绍福尼斯焊机4000是一种高性能的焊接设备,其面板参数设置对于焊接过程起着至关重要的作用。
本文将对福尼斯焊机4000的面板参数进行全面、详细、完整、深入地探讨,并提供最佳的参数设置建议。
面板参数说明福尼斯焊机4000的面板参数设置包括以下几个关键参数:1. 电流设置(Current)焊接电流是指通过焊条或焊丝传导的电流强度。
电流设置的合理选择是保证焊接效果的关键。
2. 电压设置(Voltage)焊接电压是指焊接过程中所施加的电压。
电压设置对于焊接接头的形成和稳定起着重要作用。
3. 速度设置(Speed)焊接速度是指焊接过程中焊枪或电弧的移动速度。
合理的速度设置能够提高焊缝的质量和稳定性。
4. 电极间距设置(Electrode Gap)电极间距是指电极之间的距离。
电极间距的合理设置能够影响焊接接头的质量和焊接速度。
最佳参数设置建议根据福尼斯焊机4000的使用经验和专家的建议,以下是一些最佳的参数设置建议:1. 电流设置建议•对于薄板焊接,建议选择较低的电流设置,以避免过热和焊接变形。
•对于厚板焊接,建议选择较高的电流设置,以确保焊接强度和质量。
2. 电压设置建议•对于焊接脆性材料,建议选择较低的电压设置,以避免熔深过大和裂纹形成。
•对于焊接高硬度材料,建议选择较高的电压设置,以提高焊缝的硬度和强度。
3. 速度设置建议•对于焊接较薄的材料,建议选择较快的焊接速度,以减少热输入和变形的风险。
•对于焊接较厚的材料,建议选择较慢的焊接速度,以确保焊接质量和均匀性。
4. 电极间距设置建议•对于焊接负载较小的接头,建议选择较小的电极间距,以提高焊接速度和效率。
•对于焊接负载较大的接头,建议选择较大的电极间距,以确保焊接强度和稳定性。
面板参数设置步骤根据以上最佳参数设置建议,以下是福尼斯焊机4000面板参数设置的步骤:1.首先,根据需要选择合适的焊接电流,以获得所需的焊接质量和效果。
奥地利Fronius福尼斯焊接、电焊机、机器人焊接、便捷式焊枪介绍

奥地利Fronius福尼斯焊接、电焊机、机器人焊接、便捷式焊枪介绍奥地利福尼斯(Fronius)公司是欧洲著ming的焊机制造商,也是世界焊接工业的主导企业。
自1945年成立后半个世纪以来,一直以创新的产品领dao着焊机的发展,曾率xian开发出第1台硅整流焊机和第1台逆变焊机。
其先进的技术、可靠的服务,使福尼斯公司在世界范围内备受推崇。
已成为大众、宝马等汽车集团quan球指ding产品,其年销量居欧洲di一。
在国内,FRONIUS焊机已广泛应用到汽车、铁路机车、航天、造船、军gong等高质量要求的行业,并呈快速增长趋势。
产品主要有TP系列手工焊机、TT/MW系列交/直流氩弧焊机、TPS系列MIG/MAG 焊机、VST系列气保焊机、TIME TWIN双丝焊机、热丝TIG焊机、激光MIG焊机、FPA管焊机。
今天,福尼斯公司结合最xian进的微处理器控制技术和逆变技术,推出新一代的微机控制焊机,正引发焊接史shang的一次数字化革命。
新一代焊机采用微处理器监控焊接过程,程序化引弧和收弧,智能化调节参数。
Fronius公司焊接技术,Fronius公司有着远大的目标,并且自信在焊接领域主导焊接技术的发展。
在MIG/MAG、TIG以及手工电焊方面,Fronius取得了非凡的成就。
在TIG焊方面,Fronius最xian将模糊技术引入到焊接领域,研制成功世上di一套全数字化氩弧焊机。
在MIG/MAG焊方面,Fronius开发出革命性的全数字化焊机TransPuls--Synergic以及普通的MIG/MAG焊机VS 3400-2/4000-2/5000-2。
两个系列的机型均带有专家系统,具有非常优良的焊接性能,可以焊接碳钢、不锈钢、合金钢、铝以及铝合金、铜等各种金属。
另外,Fronius还开发了高效高速MIG/MAG焊接设备T.I.M.E Synergic以及双丝焊Time Twin。
全数字化焊机TransPulsSynergic Fronius的全数字化焊机。
TPS系列焊机的应用维护维修培训

在3200、4000、和5000的电源中有4种类型的逆变板。必 须使用正确的逆变板,否则电源不能合理的工作。
TS, TPS, TT, MW 3200, 4000 TS, TPS, TT, MW 5000
BPS-42 或 BPS-43 (首选) BPS-50 (首选)或 BPS-53
步骤6:将job做备份
用RS-232工具备份job设置
步骤7:将电源连上负载,并检查
把电源连接上负载来模拟焊接,同时变化电源 的设置和模式。在美国的Fronius,检查电源时在1/4的功率、1/2的功率和全功率下都要运行 几分钟。
Service Training
Cowin 2011-10-28
检验电源
用万用表检查两个整流桥,确保所有的二极管没有短 路。整流桥短路会破坏电源,导致电路板损坏
步骤4:插上电源
连接好电源线,注意确保地线端(PE)连接好,确保电源的输入电压是合适的
Service Training
Cowin 2011-10-28
检验电源
步骤5:检查电源的软件版本及专家程序库
同时按下“存储键”和“材料选择”向下键(左边的第一个向下箭头的键),进入版本菜单。
Err PE 地线电流监控器启动了
原因:电源保护断路器(正常是闭合的) 关掉电源,10秒钟后再开。如若试过多次还有此错误 显示,排除接地问题,安装与地绝缘的装置,否则更换滤波板(地线电流监控器外置的只 需换监控器)
点A(-)和点1(+) 点A(-)和点2(+)
点1
点A
Service Training
点2
Cowin 2011-10-28
TPS(奥地利福尼斯)焊机使用说明书
图 1 TS4000/5000,TPS4000/5000 和 TP2700 焊机
概述 正确地运用设备 所有者/操作者的责任 人为的责任 安全操作及保护 防止焊接烟尘的危害 防止 飞溅引起的危害 防止网路电压和焊接电流伤害 注意事项 一般性的安全防范措施 安装焊机的安全措施 焊接电流不稳定的防范措施 焊机正常工作安全防范措施 安全检测 改装焊机 备用和损耗件 焊机检修 CE 标记 版权声明
启用焊机---------------------------------------23
合理的使用 设备安置原则 主电源线安装 冷却液循环回路的安装 在小车上安装水箱 给电源配置冷却系统 安装气瓶架和送丝机固定装置 在电源和水箱之间安装连接电缆 中继线缆同送丝机的连接 安装/连接气瓶 安装焊枪 启动冷却系统 设置保护气的流量 安装焊丝盘 送丝 更换送丝轮
TS4000/5000 和 TPS2700/4000/5000 电源 FK4000 和 FK4000R 水箱 VR4000/C,VR7000,VR2000 送丝机
3
[安全守则]
概述
此类型焊机是遵照焊机技术规定制造的,符合所有 安全规定。但错误的操作或者滥用焊机则将导致如 下危险:
危害操作者及他人的生命安全 损坏焊机及公共或私人财产 影响焊机有效的工作
所有者/操作者的责任
每个操作焊机的人都必须具备以下条件: 熟悉基本的劳动安全规则,会操作焊机,懂得 如何预防意外事故的发生。 阅读并理解说明书的安全守则和警告,清楚对 应信号。
保证完成常规检查,确保人员工作安全。
操作需知
开始工作之前,所有的焊接操作人员都应该做到: 遵守劳动安全基本规则,预防发生意外事故 阅读包含在说明书的安全警告部分的内容, 并确认他们对这些内容已经理解。
增材制造文献

增材制造文献作者:来源:《机械制造文摘·焊接分册》2022年第01期基于开源切片路径规划的机器人电弧增材制造系统/洪恩航,等. 焊接学报, 2021, 42(11): 65-69.为提高电弧增材制造的灵活性和路径规划可靠性,使用ABB IRB1410工业机器人和Fronius CMT TPS3200焊接电源,通过Python自主编程利用开源切片软件Cura,成功搭建了电弧增材制造系统,自主开发了电弧增材制造软件,并进行了4043铝合金电弧增材成形.结果表明,自主开发的电弧增材软件能够读取开源切片软件Cura输出的二维路径数据,并进行转换和输入工业机器人,控制焊枪运行路径和焊接电源运行参数,有效实现电弧增材制造.使用直径1.2 mm的4043铝合金焊丝,在送丝速度为3.2 m/min、焊接速度8 mm/s、层高1.65 mm、氩气保护气体流量15 L/min条件下,分别成功制备71层单道多层试样和58层单道多层壳体零件.试样微观组织分析结果表明,成形件凝固组织为典型柱状晶,层与层之间搭接良好.壳体零件形状完整、表面质量良好.预热温度对GTA增材制造钛铝合金组织及性能的影响/蔡笑宇,等. 焊接学报, 2021, 42(10): 14-21.高温结构材料TiAl金属间化合物的可加工性较差,复杂结构成形技术难度大,制造成本高.电弧增材可以实现TiAl基合金的原位低成本柔性制造,但制造过程中仍需注意裂纹控制问题.预热处理通过改善组织可以有效抑制裂纹产生.文中以Ti6Al4V与ER1100纯铝焊丝作为原材料,在200,300,450 ℃的预热温度下利用TIG焊原位合成了铝含量为50%(原子分数)的TiAl基合金,考察了不同预热温度下TIG电弧增材制造的钛铝合金的组织与力学性能.结果表明,随着预热温度的增加,构件的顶部与中部区域逐渐在γ/α2层片团的晶界析出更多的块状γ相,底部组织变化不明显.预热温度的增加使得合金中γ相增多而α2相减少,导致合金室温硬度减少.同时,弥散分布的块状γ相的增多,使得构件的压缩性能提升,当预热温度为450 ℃时,构件抗压强度与压缩率最高.高熵非晶材料及其增材制造技术研究进展/舒凤远,等. 焊接学报, 2021, 42(9): 1-8.高熵非晶合金具有独特的物理、化学和力学性能以及更好的热稳定性,因而其制备技术成为国内外重要的研究热点之一.然而利用传统技术制备高熵非晶材料时会产生晶粒粗大及材料浪费等缺点,难以满足工艺生产需要.而增材制造技术的精准制造和快速冷却等特点可以解决这一问题,制备出各项性能优越的高熵非晶合金.简要介绍了高熵非晶材料的研究体系和常用制造方法,着重阐述了高熵非晶材料的断裂强度、耐腐蚀性和热稳定性的研究,对增材制造技术的工艺特征和优势,以及利用增材制造技术制备高熵非晶合金的科学难点作出了总结.结果表明,利用增材制造技术有利于获得致密均匀的高熵非晶材料,但对于非晶相形成的解释仅限于高熵合金4大效应.最后阐述了近年来利用常用的两种增材制造手段制造高熵非晶合金的研究,并对增材制造技术制备高熵非晶材料的发展趋势提出了展望.微弧等离子增材制造NiCr合金的分子动力学数值模拟/袁晓静,等. 焊接学报, 2021 ,42(8): 25-32.微弧等离子增材制造NiCr合金快速凝固过程对增材制造的结构件微观组织结构性能具有重要影响.采用分子动力学对微弧等离子增材制造NiCr合金构件生长过程中温度场变化及等轴晶生长过程进行模拟.结果表明,冷却速率为3.38 K/ps和0.675 K/ps时,NiCr体系呈现非晶凝固,0.077 5 K/ps冷却速率下,NiCr体系自发形核长大,实现等轴晶凝固结晶过程,这为微弧等离子增材制造组织演变研究提供了理論支撑.Nb合金化对电弧增材制造NiTi基形状记忆合金的影响/许博,等. 焊接学报, 2021, 42(8): 1-7.NiTi合金是一种应用广泛的形状记忆合金,其中Ti47Ni44Nb9成分的合金是一种可靠的航空管接头材料.采用双丝电弧增材制造(WAAM)的方法制备了Ni52Ti48合金,并以Nb元素进行了原位合金化得到了Ti47Ni44Nb9合金,研究了其典型组织、压缩性能、相变温度与形状记忆效应,分析了Nb元素的添加对WAAM镍钛合金组织及性能的影响.结果表明,加入Nb 元素后,合金的组织除B2相晶粒外,还在晶界处有细小的βNb相析出,使得合金的压缩强度在横向与纵向上分别增加了7.9%与3.1%,形状记忆回复率则下降了4.0%,相变温度滞后从-6.4 ℃提升至40.9 ℃,使得该材料作为记忆合金管接头时更加利于储存与装配.电弧熔丝增材制造钛/铝复合材料的组织与性能/夏玉峰,等. 焊接学报, 2021, 42(8): 18-24.通过基于冷金属转移的电弧熔丝增材制造技术制备了铝/钛复合材料.观察到钛/铝结合界面存在元素扩散,形成一定厚度的中间反应层,表明界面结合良好.同时,通过硬度测试得到界面附近的硬度介于钛侧与铝侧之间,这主要是由于元素扩散导致界面附近生成了硬脆金属间化合物.考虑到不同的复合比会导致不同力学性能,通过拉伸试验,研究了复合比对带缺口的钛/铝复合材料拉伸力学性能的影响规律.结果表明,在持续拉伸载荷作用下,钛/铝复合材料的两组成层之间相互影响.随着复合比的增加,抗拉强度和屈服强度增加,断后伸长率由于受钛铝之间冶金反应的影响较大,当钛/铝试样具有较低复合比时,其断后伸长率甚至小于单一沉积铝,随后才随着复合比的增加而增大.另外,运用ABAQUS补充了多组复合比下钛/铝复合材料的拉伸过程,得到了复合比与屈服强度和抗拉强度的关系式.电弧增材制造中空间曲面等距路径规划算法/李鑫磊,等. 焊接学报, 2021, 42(7):14-20.基于曲面分层的增材制造是目前研究热点之一.相比于平面路径规划,在曲率任意变化的复杂空间曲面上进行路径规划算法研究较少,尤其是等距路径规划算法.提出了一种基于体素化和曲线积分思想的空间曲面等距路径规划算法,算法主要包括体素化模型、计算体素点到源曲线的测地距离、生成增材路径等步骤.该算法精度可控,其精度主要由模型体素化密度决定;与扫描线法相比,从根本上避免了平移路径时由于局部和全局自相交生成的无效环,提高了计算效率.最后,选取3种典型曲面,分别为由平面组成的简单曲面、圆柱曲面、B样条曲面,进行空间曲面等距路径规划,已验证算法的适用性,并在圆筒试件上进行曲面分层GMAW电弧增材验证试验.结果表明,该算法可以满足电弧增材制造的精度要求.308L不锈钢热丝等离子弧增材构件组织和性能/冯曰海,等. 焊接学报, 2021, 42(5): 77-83.随着增材构件重量的大幅度增加和形状复杂性的急速提升,增材时间成本占比越来越高,为了在保持焊枪达到尽可能多空间位置的基础上,提高熔敷效率,降低时间成本比例,提出了热丝等离子弧增材制造工艺.分别采用冷丝等离子弧增材制造(CWPAM)和热丝等离子弧增材制造(HWPAM)两种工艺进行了50层直壁体增材对比试验,研究了HWPAM工艺的特性,并对增材试样的显微组织和力学性能进行对比分析.结果表明,HWPAM工艺的平均熔敷效率提高了105%,在电弧行进速度为20 cm/min时,熔敷金属损失率最多可降至1.42%,比CWPAM工艺降低了6.18%.在电弧行进速度为50 cm/min时,试样内部存在大量非等轴铁素体,平均晶粒直径从CWPAM工艺的8.37 μm细化到7.62 μm. HWPAM试样的抗拉强度均在700 MPa以上,断后伸长率最高可达到53%,比CWPAM工艺提高了6.25%.薄壁中空环形件的电弧增材制造工艺分析/薛丁琪,等. 焊接学报, 2021, 42(4): 42-48.基于冷金属过渡技术,研究了全封闭薄壁中空环形件的电弧增材制造工艺.首先在单层单道熔敷层圆弧形截面轮廓的基础上推导了单道多层熔敷层的叠加数学模型;其次建立了可根据薄壁结构尺寸获取合理工艺参数的等体积电弧增材模型,最后通过试验数据验证了模型的可靠性.基于该模型,建立了工艺参数(送丝速度、电弧移动速度)与成形件尺寸之间的关系,在优化的增材工艺下成形出了外观质量良好的薄壁中空环形工件,并将成形件扫描得到的实际轮廓与理论轮廓进行对比,验证了叠加模型和等体积增材模型的准确性以及工艺的可行性.等离子弧增材制造双金属交织結构微观组织及力学性能/郭顺,等. 焊接学报, 2021, 42(3): 14-19.以18Ni高强钢和高氮奥氏体不锈钢为丝材,采用等离子弧增材制造高强钢-高氮钢双金属交织结构,通过对高强钢-高氮钢双金属交织结构的微观组织观察、显微硬度及抗拉强度等力学性能试验研究了双金属交织结构的组织转变特征及其与力学性能关系.结果表明,在高氮钢区域显微组织主要为奥氏体等轴晶及树枝晶,高强钢区域为板条状马氏体.高强钢区域硬度变化范围为480~500 HV;高氮钢区域硬度变化范围为310~320 HV.拉伸试验结果表明,交织结构在x向抗拉强度均值为1 092 MPa,略低于y向抗拉强度1 189 MPa;x向断后伸长率均值为20.0%,与y向断后伸长率19.5%相差不大;断口呈暗灰色、明显纤维状,分布有大量的等轴韧窝,韧窝尺寸大而深,断口边缘存在明显剪切唇区,属于韧性断裂.典型薄壁结构件增材制造焊接路径规划优化算法/李天旭,等. 焊接学报, 2021, 42(2): 69-74.针对复杂曲面薄壁件的电弧增材制造引入有理B样条曲线求取成形轨迹.首先根据预制件三维模型提取轮廓数据建立轨迹曲线方程,自动生成成形路径;然后通过边缘曲线方程计算预制件在z轴方向上偏移量,进行高度补偿预测,提高分层精度,实现基于高度预测的分层算法优化.另一方面针对具有相交特征的薄壁件交叉点处焊高过高等问题,基于相反、相切成形路径思想设计最佳路径,同时可以尽量减小由于应力集中和热累计产生的误差.最后通过试验得到不同焊接参数下对应焊缝尺寸,确定合适的焊接参数范围,并通过典型复杂薄壁件的成形试验验证优化算法可行性.结果表明,电弧增材制造成形路径规划优化算法提高了分层精度,实现了基于高度预测的分层算法优化,并且制备的实体件表面成形良好,成形尺寸误差在可接受范围内,此算法可以应用在制备薄壁结构件过程中.不同路径下316不锈钢电弧增材组织和性能/刘黎明,等. 焊接学报, 2020, 41(12):13-19.以316不锈钢为材料,探讨了平行往复、"十"字正交、插补堆积三种不同路径下TIG电弧增材试件微观组织及力学性能的差异.结果表明,三组试件中部组织存在明显差异,平行往复试件树枝晶粗大发达,生长方向高度一致."十"字正交试件树枝晶生长方向多,枝晶紊乱,层间过渡区域大.插补堆积试件二次枝晶不发达,组织细密.在显微硬度方面,三组试件的维氏硬度自底板至顶部呈现先减小后增大的趋势,平行往复试件显微硬度最大.在拉伸性能方面,平行往复试件纵向抗拉强度最高,纵向受力时可采用该方式增材.插补堆积试件横向抗拉强度最高,横向受力时可采用该方式增材."十"字正交试件力学性能表现出各向同性,多向受力且对塑性要求较高时可采用该方式增材.基于分区减光的电弧增材制造熔敷道尺寸主被动联合视觉检测/韩庆璘,等. 焊接学报,2020, 41(9): 28-32.设计了电弧增材制造熔敷道成形尺寸主被动联合视觉检测方法,以克服结构光主动视觉传感的滞后性与被动视觉传感的信息单一性.为了实现极高亮度的熔池与极低亮度的结构光条纹在同一CCD靶面同时清晰成像,提出了分区减光策略,对熔池与结构光条纹进行差异化的减光,使二者光强在减光之后水平相当,进而清晰成像.相机成像光路分析表明,需要将分区减光元件设置在镜头前方一倍焦距以外或镜头后方焦点与靶面之间.该方法实现了单CCD在一幅图像中同时清晰拍摄熔池和结构光条纹.开发了一套图像处理算法,实时提取出了熔敷道尺寸.结果表明,熔敷道高度检测误差优于0.1 mm,宽度检测误差优于0.2 mm.熔化极电弧增材制造18Ni马氏体钢组织和性能/杨东青,等. 焊接学报, 2020, 41(8): 6-9, 21.采用熔化极电弧增材工艺制备了成形良好的18Ni马氏体钢单墙体,研究了增材构件热处理前、后的组织力学性能.结果表明,增材构件的微观组织主要是柱状树枝晶,沉积态增材构件组织和力学性能存在局部差异:构件组织顶部为马氏体,硬度平均值为360 HV;中部和底部区域则为马氏体和奥氏体且中部硬度平均值为468 HV,略高于底部硬度平均值437 HV;构件纵向抗拉强度(1 375 MPa)高出横向抗拉强度(1 072 MPa)约28.3%,对应的断后伸长率分别为1.1%和0.8%.对增材构件进行825℃保温1 h的固溶热处理后,析出相重新溶入奥氏体,构件组织转变为马氏体,硬度值下降(平均值为328 HV),变化波动小;纵向和横向抗拉强度相当,分别为1 025 MPa和1 034 MPa,断后伸长率分别为6%和14%.308L不锈钢热丝等离子弧增材构件组织和性能/冯曰海,等. 焊接学报, 2021, 42(5): 77-83.随着增材构件重量的大幅度增加和形状复杂性的急速提升,增材时间成本占比越来越高,为了在保持焊枪达到尽可能多空间位置的基础上,提高熔敷效率,降低时间成本比例,提出了热丝等离子弧增材制造工艺.分别采用冷丝等离子弧增材制造(CWPAM)和热丝等离子弧增材制造(HWPAM)两种工艺进行了50层直壁体增材对比试验,研究了HWPAM工艺的特性,并对增材试样的显微组织和力学性能进行对比分析.结果表明,HWPAM工艺的平均熔敷效率提高了105%,在电弧行进速度为20 cm/min时,熔敷金属损失率最多可降至1.42%,比CWPAM工艺降低了6.18%.在电弧行进速度为50 cm/min时,试样内部存在大量非等轴铁素体,平均晶粒直径从CWPAM工艺的8.37 μm细化到7.62 μm. HWPAM试样的抗拉强度均在700 MPa以上,断后伸长率最高可达到53%,比CWPAM工艺提高了6.25%.薄壁中空环形件的电弧增材制造工艺分析/薛丁琪,等. 焊接学报, 2021, 42(4): 42-48.基于冷金属过渡技术,研究了全封闭薄壁中空环形件的电弧增材制造工艺.首先在单层单道熔敷层圆弧形截面轮廓的基础上推导了单道多层熔敷层的叠加数学模型;其次建立了可根据薄壁结构尺寸获取合理工艺参数的等体积电弧增材模型,最后通过试验数据验证了模型的可靠性.基于该模型,建立了工艺参数(送丝速度、电弧移动速度)与成形件尺寸之间的关系,在优化的增材工艺下成形出了外观质量良好的薄壁中空环形工件,并将成形件扫描得到的实际轮廓与理论轮廓进行对比,验证了叠加模型和等体积增材模型的准确性以及工艺的可行性.等离子弧增材制造双金属交织结构微观组织及力学性能/郭顺,等. 焊接学报, 2021, 42(3): 14-19.以18Ni高强钢和高氮奥氏体不锈钢为丝材,采用等离子弧增材制造高强钢-高氮钢双金属交织结构,通过对高强钢-高氮钢双金属交织结构的微观组织观察、显微硬度及抗拉强度等力学性能试验研究了双金属交织结构的组织转变特征及其与力学性能关系.结果表明,在高氮钢区域显微组织主要为奥氏体等轴晶及树枝晶,高强钢区域为板条状马氏体.高强钢区域硬度变化范围为480~500 HV;高氮钢区域硬度变化范围为310~320 HV.拉伸试验结果表明,交织结构在x向抗拉强度均值为1 092 MPa,略低于y向抗拉强度1 189 MPa;x向断后伸长率均值为20.0%,与y向断后伸长率19.5%相差不大;断口呈暗灰色、明显纤维状,分布有大量的等轴韧窝,韧窝尺寸大而深,断口边缘存在明显剪切唇区,属于韧性断裂.典型薄壁结构件增材制造焊接路径规划优化算法/李天旭,等. 焊接学报, 2021, 42(2): 69-74.针对复杂曲面薄壁件的电弧增材制造引入有理B样条曲线求取成形轨迹.首先根据预制件三维模型提取轮廓数据建立轨迹曲线方程,自动生成成形路径;然后通过边缘曲线方程计算预制件在z轴方向上偏移量,进行高度补偿预测,提高分层精度,实现基于高度预测的分层算法优化.另一方面针对具有相交特征的薄壁件交叉点处焊高过高等问题,基于相反、相切成形路径思想设计最佳路径,同时可以尽量减小由于应力集中和热累计产生的误差.最后通过试验得到不同焊接参数下对应焊缝尺寸,确定合适的焊接参数范围,并通过典型复杂薄壁件的成形试验验证优化算法可行性.结果表明,电弧增材制造成形路径规划优化算法提高了分层精度,实现了基于高度预测的分层算法优化,并且制备的实体件表面成形良好,成形尺寸误差在可接受范围内,此算法可以应用在制备薄壁结构件过程中.不同路径下316不锈钢电弧增材组织和性能/刘黎明,等. 焊接学报, 2020, 41(12):13-19.以316不锈钢为材料,探讨了平行往复、"十"字正交、插补堆积三种不同路径下TIG电弧增材试件微观组织及力学性能的差異.结果表明,三组试件中部组织存在明显差异,平行往复试件树枝晶粗大发达,生长方向高度一致."十"字正交试件树枝晶生长方向多,枝晶紊乱,层间过渡区域大.插补堆积试件二次枝晶不发达,组织细密.在显微硬度方面,三组试件的维氏硬度自底板至顶部呈现先减小后增大的趋势,平行往复试件显微硬度最大.在拉伸性能方面,平行往复试件纵向抗拉强度最高,纵向受力时可采用该方式增材.插补堆积试件横向抗拉强度最高,横向受力时可采用该方式增材."十"字正交试件力学性能表现出各向同性,多向受力且对塑性要求较高时可采用该方式增材.基于分区减光的电弧增材制造熔敷道尺寸主被动联合视觉检测/韩庆璘,等. 焊接学报,2020, 41(9): 28-32.设计了电弧增材制造熔敷道成形尺寸主被动联合视觉检测方法,以克服结构光主动视觉传感的滞后性与被动视觉传感的信息单一性.为了实现极高亮度的熔池与极低亮度的结构光条纹在同一CCD靶面同时清晰成像,提出了分区减光策略,对熔池与结构光条纹进行差异化的减光,使二者光强在减光之后水平相当,进而清晰成像.相机成像光路分析表明,需要将分区减光元件设置在镜头前方一倍焦距以外或镜头后方焦点与靶面之间.该方法实现了单CCD在一幅图像中同时清晰拍摄熔池和结构光条纹.开发了一套图像处理算法,实时提取出了熔敷道尺寸.结果表明,熔敷道高度检测误差优于0.1 mm,宽度检测误差优于0.2 mm.熔化极电弧增材制造18Ni马氏体钢组织和性能/杨东青,等. 焊接学报, 2020, 41(8): 6-9, 21.采用熔化极电弧增材工艺制备了成形良好的18Ni马氏体钢单墙体,研究了增材构件热处理前、后的组织力学性能.结果表明,增材构件的微观组织主要是柱状树枝晶,沉积态增材构件组织和力学性能存在局部差异:构件组织顶部为马氏体,硬度平均值为360 HV;中部和底部区域则为马氏体和奥氏体且中部硬度平均值为468 HV,略高于底部硬度平均值437 HV;构件纵向抗拉强度(1 375 MPa)高出横向抗拉强度(1 072 MPa)约28.3%,对应的断后伸长率分别为1.1%和0.8%.对增材构件进行825℃保温1 h的固溶热处理后,析出相重新溶入奥氏体,构件组织转变为马氏体,硬度值下降(平均值为328 HV),变化波动小;纵向和横向抗拉强度相当,分别为1 025 MPa和1 034 MPa,断后伸长率分别为6%和14%.308L不锈钢热丝等离子弧增材构件组织和性能/冯曰海,等. 焊接学报, 2021, 42(5): 77-83.随着增材构件重量的大幅度增加和形状复杂性的急速提升,增材时间成本占比越来越高,为了在保持焊枪达到尽可能多空间位置的基础上,提高熔敷效率,降低时间成本比例,提出了热丝等离子弧增材制造工艺.分别采用冷丝等离子弧增材制造(CWPAM)和热丝等离子弧增材制造(HWPAM)两种工艺进行了50层直壁体增材对比试验,研究了HWPAM工艺的特性,并对增材试样的显微组织和力学性能进行对比分析.结果表明,HWPAM工艺的平均熔敷效率提高了105%,在电弧行进速度为20 cm/min时,熔敷金属损失率最多可降至1.42%,比CWPAM工艺降低了6.18%.在电弧行进速度为50 cm/min時,试样内部存在大量非等轴铁素体,平均晶粒直径从CWPAM工艺的8.37 μm细化到7.62 μm. HWPAM试样的抗拉强度均在700 MPa以上,断后伸长率最高可达到53%,比CWPAM工艺提高了6.25%.薄壁中空环形件的电弧增材制造工艺分析/薛丁琪,等. 焊接学报, 2021, 42(4): 42-48.基于冷金属过渡技术,研究了全封闭薄壁中空环形件的电弧增材制造工艺.首先在单层单道熔敷层圆弧形截面轮廓的基础上推导了单道多层熔敷层的叠加数学模型;其次建立了可根据薄壁结构尺寸获取合理工艺参数的等体积电弧增材模型,最后通过试验数据验证了模型的可靠性.基于该模型,建立了工艺参数(送丝速度、电弧移动速度)与成形件尺寸之间的关系,在优化的增材工艺下成形出了外观质量良好的薄壁中空环形工件,并将成形件扫描得到的实际轮廓与理论轮廓进行对比,验证了叠加模型和等体积增材模型的准确性以及工艺的可行性.等离子弧增材制造双金属交织结构微观组织及力学性能/郭顺,等. 焊接学报, 2021, 42(3): 14-19.以18Ni高强钢和高氮奥氏体不锈钢为丝材,采用等离子弧增材制造高强钢-高氮钢双金属交织结构,通过对高强钢-高氮钢双金属交织结构的微观组织观察、显微硬度及抗拉强度等力学性能试验研究了双金属交织结构的组织转变特征及其与力学性能关系.结果表明,在高氮钢区域显微组织主要为奥氏体等轴晶及树枝晶,高强钢区域为板条状马氏体.高强钢区域硬度变化范围为480~500 HV;高氮钢区域硬度变化范围为310~320 HV.拉伸试验结果表明,交织结构在x向抗拉强度均值为1 092 MPa,略低于y向抗拉强度1 189 MPa;x向断后伸长率均值为20.0%,与y向断后伸长率19.5%相差不大;断口呈暗灰色、明显纤维状,分布有大量的等轴韧窝,韧窝尺寸大而深,断口边缘存在明显剪切唇区,属于韧性断裂.典型薄壁结构件增材制造焊接路径规划优化算法/李天旭,等. 焊接学报, 2021, 42(2): 69-74.针对复杂曲面薄壁件的电弧增材制造引入有理B样条曲线求取成形轨迹.首先根据预制件三维模型提取轮廓数据建立轨迹曲线方程,自动生成成形路径;然后通过边缘曲线方程计算预制件在z轴方向上偏移量,进行高度补偿预测,提高分层精度,实现基于高度预测的分层算法优化.另一方面针对具有相交特征的薄壁件交叉点处焊高过高等问题,基于相反、相切成形路径思想设计最佳路径,同时可以尽量减小由于应力集中和热累计产生的误差.最后通过试验得到不同焊接参数下对应焊缝尺寸,确定合适的焊接参数范围,并通过典型复杂薄壁件的成形试验验证优化算法可行性.结果表明,电弧增材制造成形路径规划优化算法提高了分层精度,实现了基于高度预测的分层算法优化,并且制备的实体件表面成形良好,成形尺寸误差在可接受范围内,此算法可以应用在制备薄壁结构件过程中.不同路径下316不锈钢电弧增材组织和性能/刘黎明,等. 焊接学报, 2020, 41(12):13-19.以316不锈钢为材料,探讨了平行往复、"十"字正交、插补堆积三种不同路径下TIG电弧增材试件微观组织及力学性能的差异.结果表明,三组试件中部组织存在明显差异,平行往复试件树枝晶粗大发达,生长方向高度一致."十"字正交试件树枝晶生长方向多,枝晶紊乱,层间过渡区域大.插补堆积试件二次枝晶不发达,组织细密.在显微硬度方面,三组试件的维氏硬度自底板至顶部呈现先减小后增大的趋势,平行往复试件显微硬度最大.在拉伸性能方面,平行往复试件纵向抗拉强度最高,纵向受力时可采用该方式增材.插补堆积试件横向抗拉强度最。
TPS(福尼斯MIG焊机)教学文案

December 1999
冷却水箱
FK 4000 1600 W
DIGITAL REVOLUTION - CONCEPT
FK 4000 R 2350 W
December 1999
移动车架
DIGITAL REVOLUTION - CONCEPT
December 1999
送丝机小车
DIGITAL REVOLUTION - CONCEPT
t
December 1999
收弧过程
vD
常规
I t
DIGITAL WELDING - POWERSOURCES
数字化
December 1999
收弧
普通收弧
数字化收弧
December 1999
弧长控制
A
B
干伸长 A: 8 mm B: 35 mm
逆变技术
V [dm砞 20
1 50
f [Hz] 100kD来自cember 1999全数字焊机框图
面板
送丝机
RS485 HOST
主控制系统
AD AD
DSP
焊接参数 数字信号处理
逆变电源
+-
分流器
DIGITAL WELDING - POWERSOURCES
December 1999
数字化焊机(不带脉冲)
t
数字化引弧
December 1999
短路过渡
U
t I
3
2
1
4
t
1
2
3
4
DIGITAL WELDING - POWERSOURCES
December 1999
短路过渡
可控硅焊机
tps新样本

无飞溅起弧
送丝
接触时 送丝停止
焊丝回抽 电弧引燃
焊丝回抽至 向前送丝
设定弧长
开始焊接 熔滴过渡
电弧控制
不同的焊接需要不同的电弧 形式,电弧控制的越精确,焊接质 量越好。TS/TPS 系列全数字化焊机 全方位的控制电弧。由于采用了数字 化技术,因此控制系统的反馈时间比 传统的焊机减少了几个数量级,极大 的提高了反馈的精确性和灵敏性。在 采用脉冲焊接时,TPS 系列焊机不仅 能提供相适宜的脉冲波形,还控制每 个脉冲只过渡一个熔滴,这使得整个
焊接过程几乎没有飞溅,而且可以实 现超低线能量的焊接,可以用Φ 1.2mm 的焊丝来焊接 0.8mm 厚的铝 板。
Fronius 的全数字化焊机具有精 确的弧长控制功能,在焊接过程中, 当由于各种因素引起电弧发生变化 时,焊机能够在极短的时间内做出反 应,保持弧长不变,从而保证焊接几 乎没有飞溅的产生。
一个程控脉冲程序,它具有熔滴分离功能,可以将焊丝末端的结球削掉,从而保
证 100%的再引弧特性。
Fronius 的全数字化焊机可以实现无飞溅起弧,开始时,焊丝缓慢的向工件
输送,接触的一瞬间停止,然后小电流引弧,焊丝回抽,达到了设定的弧长时,
按已设定的送丝速度送丝。
无飞溅起弧的优点:
·基本无飞溅
·起弧电流小(增加了导电嘴寿命) ·100%的可重复起弧 ·推-拉式提高了送丝特性
-FK 9000R
用于高效化焊接,极高的冷却能力
送丝系统
VR 1500
小型、轻便的数字化控制的机用送 丝机,采用 4 轮驱动。
VR 1530 PD
采用行星轮驱动送丝,尤其适 用于自动焊和机器人焊接,确保在 使用加长焊枪时获得高度稳定的 送丝。
Fronius焊机CMT介绍
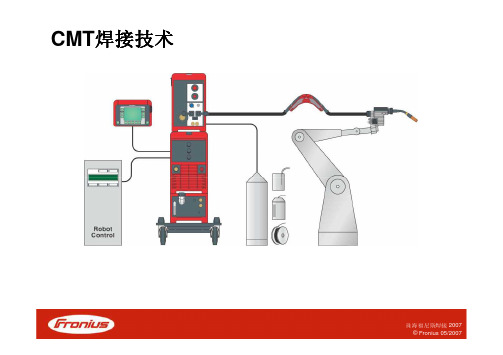
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
CMT更低的热输入量,焊缝均匀一致
普通MIG焊 送丝速度 焊接电流 焊接电压
5,0 m/min 96 A 13,3 V
CMT 送丝速度 焊接电流 焊接电压
5,0 m/min 84 A
11,1 V
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
引弧可靠迅捷 引弧的速度是迄今为止的两倍 在非常短的时间内即可熔化母材
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
CMT焊弧长控制更精确,电弧更稳定
普通MIG/MAG焊在焊接 过程中,焊丝干伸长改 变时,焊接电流会增加 或减少。而CMT焊焊丝 干伸长改变时,仅仅改 变送丝速度,不会导致 焊接电流的变化,从而 实现一致的熔深,加上 弧长高度的稳定性,就 能达到非常均匀一致的 焊缝外观成形
t = 7.56 ms t = 11.34 ms t = 13.23 ms t = 13.77 ms t = 14.31 ms
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊接同普通MIG/MAG焊有三个抽运动帮助焊丝与熔滴分离
MIG pulsed arc
CMT
IS= 111 A US=17,87 V
AlSi5 1,2 mm wfs= 5 m/min
IS= 81 A US=11,2 V
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
全球最具影响力十大焊接设备巨头都有哪些?
全球最具影响力十大焊接设备巨头都有哪些?来源:真空技术网(.chvacuum.)数字化企业网作者:数字化企业网最早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。
20世纪早期,随着第一次和第二次世界大战开战,对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。
今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。
国外专家认为:到2020年焊接技术仍将是制造业的重要加工手段,它是一种精确、可靠、低成本,并且是采用高技术连接材料的方法。
电焊机作为工业部门中的必备设备,被广泛应用于各行各业。
所以对于电焊机的选择来说,同样是非常受企业重视的一个环节,下面为大家介绍一下全球最具影响力十大焊接设备巨头。
瑞典伊萨(ESAB)1904年,奥斯卡·卡尔伯格(OscarKjellberg)发明了药皮焊条,随后建立了伊萨公司。
自成立之始,公司就从未间断对已有技术和材料进行改进。
与此同时,伊萨还发明了许多新方法来迎接技术革新所带来的挑战。
目前公司生产的焊材和设备应用到焊接和切割工艺的各个方面。
经过一百多年的持续钻研、发展和生产,伊萨已成为焊接切割和全球产品供应的领军企业,在专业技术和客户服务方面均无人能及。
伊萨公司在很多国家设有代表处,向世界各地提供最出色的焊材和设备。
在四个关键行业中,伊萨就是专业经验的代名词—手工焊接及切割设备、焊接自动化、焊接材料以及切割系统。
2005年7月,伊萨在中国正式注册成立伊萨焊接切割器材()管理,并由此陆续开始在中国投资设厂。
金属加工在线编辑统计截止目前,伊萨已在中国家港、、等地建立了4家工厂及1家工艺中心,其围涉及焊机、焊材、自动化以及切割机等,重点发展行业包括能源、工程机械、运输、造船与海洋平台等。
作为世界焊接切割领域的领先者,伊萨正随着俄罗斯、中国及亚洲其他国家重工业的快速崛起,以其领先的技术优势和一流的服务充满自信地打造伊萨的第二个百年。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FRONIUS数字化焊机TPS4000工艺及性能研究李志刚,丁书娜,石红信,朱锦洪(河南科技大学河南洛阳471003)摘要:奥地利FRONIUS生产的TPS4000焊机是一台数字化多功能逆变焊机,可实现多种焊接方法。
焊机的控制中心数字信号处理器(DSP)可对焊接过程进行实时检测并依据内置的专家系统程序对焊机的时序、电流、电压等参数进行优化输出[1]。
该焊机在控制方法、硬件实现以及工艺制定方面具有典型的研究意义。
本文对其专家系统参数进行提取,并对实验过程中电流、电压波形进行采集,分析不同工艺参数规范下焊接参数对焊接过程及焊缝成形的影响,有助于在应用过程中选择合适的焊接规范和焊机开发。
关键词: FRONIUS逆变焊机数字化一元化专家系统Study on the performance of digital power supply forwelding of Fronius(TPS4000)LI Zhi-gang, DING Shu-na,SHI Hong-xin, ZHU Jin-hong (School of Materials Science and Engineering, HenanUniversity of Science and Technology, Luoyang 471003) Abstract: The welding machine (TPS4000) produced by FRONIUS in Austria is a digitalmulti-functional inverter welding machine; it can be used in a variety of welding methods. As the control center of the welder, DSP can conduct real-time detection and adjust the process of welding machine timing、current、voltage and other parameters based on the built-in expert system to optimize output. The welding power source obtains better dynamic characteristics and control effection, so the expert system parameters were extracted and the waveform of current、voltage were collected. Then the influence of welding parameters in different processing were analyzed, it’s useful to select the appropriate welding standards in application and the development of the welder.Key words: invert welder, digital, Singularity, Expert System引言:奥地利FRONIUS公司生产的TPS4000焊机为完全数字化的多功能逆变焊机,可实现MIG/MAG焊、脉冲MIG/MAG焊、CO2气体保护焊、TIG和SMAW焊。
该焊机以数字信号处理器DSP为控制核心,通过硬件和软件系统的协调运作 ,实现了焊机的焊接参数预设与实时显示、焊接时序控制、焊丝种类和直径选择、焊接参数一元化、焊接引弧和收弧、以及不同的焊接方法的数字化控制,尤其是其内置的专家系统是目前开发的为数不多的焊接专家系统之一,是包含了众多焊接专家和工程师的大量专门知识和经验的计算机程序系统,不同的母材、焊材的规格和材料具有相应的焊接程序[2,3]。
针对奥地利Fronius TPS4000全数字化焊机就CO2焊的焊接工艺特点,从反映焊机性能的引弧、收弧、波形控制等方面进行阐述,通过选择合适的焊接试件和焊丝材料,进行平板上堆焊焊缝焊道及上下坡焊试验,然后通过实测电压电流波形,分析其应用范围、熔滴过渡形式、判断焊接状态及控制性能,并对焊缝形状与轮廓进行测试,从而对规范参数预置做出评判;单独就从奥地利全数字化焊机面板上调出的其内存的80位焊接专家系统的焊接参数应用画图技术分别进行其数据分析,并结合其相应的焊缝进行分析。
结合实测波形记录其优化的焊接规范数据;一、参数设置及相关原理FRONIUS焊机面板设置如1所示:面板上有两个液晶屏,第一个可以显示焊角尺寸、板厚、焊接电流、送丝速度和用户定义;第二个可以显示弧长、电感、电压、焊接速度和工作任务号。
通过相应键可以实现点动送丝、试气、功能设置、焊丝直径选择、焊接材料选择、焊枪操作方式选择、焊接方法选择等功能。
面板布局如图1所示。
图1 Fronius焊机面板专家系统与一元化自寻优:众所周知 ,多功能焊机的规范参数多 ,调节麻烦 ,牵涉到焊接电流、电压、送丝速度、焊丝直径等多个参数的选择调节。
由于电压与电流的这一非线性耦合,想利用人工调节这两个参数使其达到最佳匹配是很困难的,在参数调节或配合不当时就会导致焊接飞溅大 ,成形差等问题。
因此该焊机在多位专家及工程师的经验总结的基础上研制开发焊接专家系统,实现了焊接电流、电压和送丝速度的一元化调节。
基于一元化功能的实现,使该焊机界面清晰、操作方便,二、反映焊机性能的几个方面及其影响因素1.引弧性能及影响因素在数字化的自动焊接场合,起弧和收弧的好坏对焊接过程稳定工作和重复稳定工作有非常直接的影响。
起弧不好会在起弧点产生多次熄弧造成飞溅过大或者根本无法起弧,而收弧不好会在焊丝末端造成结球过大而使得下次引弧困难[4]。
其影响因素如下:①焊接回路的短路电流增长速度:一般在短路电流增长速度足够高的条件下,引弧过程能保证在短时间内使焊丝端部优先熔断,电弧启动性好。
如果短路电流增长速度国小,则热量积累慢,可能使其它部位优于焊丝端部熔断,造成焊丝大段爆断,引起飞溅或阻塞导电嘴;②焊丝端部形状:引弧时若把焊丝末端剪尖,使短路接触面积小,接触电阻增大,则容易在焊丝端部熔断。
反之,若焊丝端部呈圆球状,则短路时接触面积增大,电弧启动特性就变差。
2.燃弧短路过程分析[5]气体保护焊短路过渡过程图2 CO2短路过渡过程如图2所示:首先,在小电流、高电压起弧时,焊丝在电弧热和电阻热的共同作用下熔化形成熔滴;然后,熔滴逐渐长大,由于电弧向未熔化的焊丝所传递的热量减小,焊丝熔化速度降低,随着焊丝的送进,弧长逐渐变短,这导致焊接电流的增大和斑点力的增加。
当熔滴与熔池相接触时,电弧空间短路,电弧熄灭,电压信号由燃弧电压迅速降低到短路电压,短路电流开始按指数规律增长,它所引起的电磁收缩力强烈地压缩位于焊丝和熔池间的液态金属柱。
同时在表面张力作用下,液柱金属开始向熔池方向流动,形成称为“小桥”的缩颈。
该小桥连接着焊丝与熔池,随着短路电流的增长,小桥形成的后期短路电流达到峰值I max,使其由于过热气体而迅速爆断。
这时电弧电压很快恢复到再燃烧电压,电弧又重新燃烧,在燃弧过程中,电流逐渐减小,熔滴逐渐长大,直至与熔池接触,进入下一个“短路—燃弧”周期。
另外熔池也并非是平静的,电弧力的搅拌作用,小桥的爆断,电弧再引燃的冲击等等,都会使熔池表面不停地起伏震荡,从而导致电弧电压的波动。
三、实际波形及结果分析1、引弧收弧波形图3、图4为CO半自动焊、两步操作方式起弧和收弧时的波形图。
其中2通道为电压2波形,通道3为电流波形,从图中可以看出,引弧时具有高的空载电压,在起弧瞬间电压由空载电压70V陡降至较低电压,同时焊接电流以较高的上升率升至 600A左右,使焊丝端部在短时间内聚集大量能量,在焊丝端面和焊件表面的之间的接触电阻来不及下降就已熔断。
从引弧开始到电弧建立,整个引弧过程柔和、稳定,没有出现爆断的现象,具有良好的引弧效果。
图3为收弧时当焊枪开关松开,但焊枪不离开工件仍保持焊接姿态所采集到的波形,总体上能量程逐渐减小趋势,保证最后熔化的焊丝能顺利过渡到熔池而非残留焊丝端部,影响下次引弧。
图3起弧波形图4收弧波形2、燃弧短路过程分析CO2 气体保护焊的短路过渡过程提供了丰富的电压、电流的动态信息, 并具有周期短、频率高、信号幅值变化剧烈等特点,,该实验采集了几种焊接规范下的波形图,因篇幅有限,现列举一例如下,图5为预设电流为107A,电压为19.6V时捕获的波形图,清晰的反映了短路过渡过程中电流电压波形关系,短路时刻,电流先以较大的斜率上升(a-b段),加速短路液桥的形成;然后再以稍低的斜率上升(b-c段)以使熔滴在熔池中稳定的铺展;c-d段电流迅速下降防止小桥爆断;d-e段提供一定的电流电压保证燃弧能量。
从图中我们可以得出电流上升率di/dt=50A/ms,短路过渡频率f tran=62.5S-1,燃弧时间t a=11ms,短路电流时间t=4ms,短路电流上升率合适,过度频率高,燃弧短路比较大燃弧时间长能量大,焊缝成形s好。
图5 I=107A,U=19.6V电流电压波形图及其对应焊缝3.焊机工作频率响应速度快:CO焊短路过度频率为8~30ms,图6为时间单位设定为4.00μs时采集焊2机内部的工作波形,从该图可以看出波形周期T为14.4μs,所以该焊机的实际工作频率f 为69.44KHZ,与焊机的标定频率为70KHZ相符。
该焊机具有相当高的逆变频率,所以该焊机能够微妙级范围内对焊接过程做出实时检测和控制。
图6:焊机内部工作波形4.内置专家系统举例焊机内部的专家系统是焊接专家和工程师的经验和智慧的总结,对其进行分析研究具有实际的指导意义。
因此本实验对焊机内部专家系统参数进行了提取,并对电流、电压、送丝速度对应关系做出分析,为以后焊机程序开发提供技术参数,为实际生产工艺参数的制定提供依据。
图7为其部分数据对应关系图,在数据采集中,我们发现焊接电流、电压、送丝速度之间具有一一对应的关系,这证明了焊机一元化的实现,且在小电流、中电流、大电流阶段对应关系之间的比例不同,在预置参数时,若焊机规范选择不当(在该规范下,焊接效果不良),则焊机会提示操作者,从而有助于实际操作时参数的正确选择。
图7普通MIG/MAG焊电流、电压、送丝速度三者之间的关系结论:a.该焊机使用DSP控制系统,具有较高的逆变频率,可以快速对电流电压做出响应;b.控制方式灵活,针对CO焊短路过渡的不同阶段分别予以不同的波形控制,有效的2减少飞溅,使熔滴过渡均匀,焊缝成形美观;c.该焊机参数容易设定,具有参数预设与实时显示功能。