螺纹紧固工艺规范
装配中螺纹紧固胶使用规范

5.3 固化
1277初固时间:30分钟以内,1262初固时间:10分钟以内,完全固化时间为24小时(标准温度23±2℃,相对湿度50%~60%),冬季温度5℃时,完全固化时间为3天以上。
6.拆卸及重复使用
6.1用普通工具和方法拆卸;
5.2.2 盲孔:如盲孔开口向上,将螺纹紧固胶滴至盲孔底部,再将螺纹紧固胶涂到螺栓的螺纹上,装配并上紧至规定力矩,见图3;如盲孔开口向下或水平,则只需将螺纹紧固胶涂在螺栓的螺纹上即可,盲孔内不需涂螺纹紧固胶,见图4;
5.2.3 注意事项:
① 涂胶前摇晃胶瓶,使胶液回复均匀,使用中尽量避免胶嘴接触金属物质;
正确 错误
5.1.7清洗工件细节或深孔时,可将红色细配
5.2.1 通孔:将螺栓穿过螺孔,将螺纹紧固胶涂至啮合部外螺纹上,涂3-4扣,四周均匀涂,装配螺母并上紧至规定力矩,见图1;对于螺纹啮合较长的螺栓,须将螺纹紧固胶涂到螺纹长度至少一半以上,装配螺母并上紧至规定力矩,见图2;
5.1.3如果螺栓表面油污过重,先用抹布或者棉布擦拭螺栓上的油污;
5.1.4可用高压气体吹洗螺孔,清除螺孔内的污渍和油漆杂质;
5.1.5注意不许用不洁的手套或手上有油污时接触螺纹;
5.1.6使用清洗剂时,应竖直握清洗剂罐体,使喷射孔距离工件约20~30cm,对准后喷射,不能倒握罐体,避免使用时喷出推进气,而导致有残留液体,见下正误照片;
2.3JV85(含85)以下挖机机型中回转支撑、行走马达、支重轮、配重采用1277螺纹紧固胶,其余采用1262螺纹紧固胶,JV85以上机型均采用1277螺纹紧固胶;
2.4 本文不含管螺纹施胶规范;
2.5本文件适用于挖掘机械事业部挖掘机械的装配,其它事业部可作参考。
螺钉紧固工艺
螺钉紧固工艺 The manuscript was revised on the evening of 2021山东奥太电气有限公司螺钉紧固通用工艺受控状态:文件编号:TY-15-GW分发号:拟制:审核:批准:(一般螺钉紧固工艺要求)( TY-15-1-GW )共13页第1页1.适用范围:各种产品部件及整机生产装配2.工艺目的:为了使产品在加工、装配、调试、检验等生产过程中,有一个统一的技术标准。
使整个生产、加工制造的过程,按标准有序进行,进而确保产品工艺结构的可靠性及质量。
3.适用岗位:控制面板、前面板、电源变压器、小板、整机装配、整机连线、整机调试、扣壳、送丝机4.工具选用:一字槽螺丝批和十字槽螺丝批的选用及使用方法:披头端与螺钉端对应水平匹配,并与螺钉槽的宽度一致,螺丝批上无油污。
让螺丝披头端与螺钉槽完全吻合,螺丝批中心线与螺钉中心线同心后,拧转旋具,即可将螺钉拧紧或旋松。
(如图2-1、2-2)图2-1表2-1:一字螺钉规格与适用一字螺丝披规格对照表序号螺钉规格披头长度*宽度披头规格备注英寸毫米1 MI-M2 *3 2 502 *4 503 M3 *54 3-4 654 M4 *7 4-5 75-1005 M5 1*96 100-1256 M6 * 6 125-150旧底图总号底图总号设计侯传迪签字审核张延河/王希华尹兆远、韩滨标记处数更改文件号签字日期批准谢军木(一般螺钉紧固工艺要求)( TY-15-1-GW )共13页第2页图2-2表2-2:十字螺钉规格与适用十字螺丝批规格对照表序号槽号规格适用范围备注1 I Ф5*652 IIФ6*100M4-M5Ф6*1503 IIIФ8*150M6-M8Ф8*250.开口扳手、套筒扳手、双头梅花扳手、内六角扳手、活络扳手的选用:1.开口扳手又称呆扳手,主要分为双头开口扳手和单头开口扳手。
每一把单头开口扳手只能拧紧一种或旋松一种规格的螺栓或螺母,而一把双头的开口扳手可以适用两种不同规格的螺栓。
(2024版)螺钉紧固力矩要求
可编辑修改精选全文完整版螺纹紧固件紧固扭矩规范文件编号:ZYGY‐003 版本号:Rev . 2 页数 1 / 3 一、适用范围本规定适用于公司内部电机类零件螺纹直径 3~30mm 紧固件的紧固扭矩。
无特殊要求,拧紧前螺纹啮合部位需按要求涂螺纹锁固胶,按对称交叉顺序或近似于对称交叉顺序先预紧后拧紧,拧紧后在螺钉(或螺母)与工件接触面画线标识。
本规定适用于符合以下条件,以控制扭矩方式进行的紧固。
1) 外螺纹的机械性能符合GB/T3098.1规定的4.8、5.8 、8.8、10.9、12.9级;2) 内螺纹机械性能符合 GB/T3098.2 或 GB/T3098.1 且具有充分发挥螺纹联接副承载能力的精度;3) 螺纹符合GB/T 196,螺纹精度不低于GB/T 197 规定的6级;4) 内、外螺纹件的六角对边尺寸符合GB/T 3104规定的标准系列;5) 外螺纹在紧固中承受轴向拉伸载荷。
6) 特别注意:若螺钉联接件为铜制或铝制件,按5.8级拧紧力矩要求拧紧固定。
螺纹等级为8.8—12.9级,暂统一按8.8级拧紧力矩要求拧紧固定。
本规定不适用于外螺纹见在紧固中承受压缩里的紧定螺钉、由外螺纹件攻出螺纹的自攻螺钉及大螺钉、以及有效力矩型螺纹紧固件的紧固;本标准不适用于加润滑剂装配的螺栓、螺钉、螺柱和螺母的紧固件,以及紧定螺钉和类似的不规定抗拉强度的螺纹紧固件。
当表面状态不同、支撑面尺寸及形态与标准条件差异较大,以致预紧力不能满足要求以及对预紧力有特别要求时,应对紧固力矩进行调整。
二、规范性引用文件本规范主要以《QC/T 518-2007 汽车螺纹紧固件紧固扭矩》为参考,在第一版基础上结合公司实际情况而制定。
其它还参考的资料有:1) 《QC/T 518-1999 汽车螺纹紧固件紧固扭矩》2) 《机械加工工艺员设计手册》——普通螺栓拧紧力矩(陈宏钧主编)3) 《机械装配技术》(徐兵编著)4) 东风日产——螺栓拧紧力矩标准螺纹紧固件紧固扭矩规范文件编号:ZYGY‐003 版本号:Rev . 2 页数 2 / 3 三、常用未注螺钉、螺母紧固扭矩值以下表格规定公司常用的未注螺钉、螺母紧固扭矩标准值。
螺纹紧固工艺规范

螺纹紧固工艺规范目录1 范围 42 规范性引用文件 (4)3 定义和缩略语 (5)3.1定义 (5)3.1.1(螺钉)紧固 (5)3.1.2扭矩 (5)3.1.3紧固扭矩 (5)3.1.4松脱扭矩 (5)3.1.5手批、电批、风批和批头 (6)3.1.6螺纹紧固件、螺纹连接件 (6)3.1.7手批、批头的规格 (6)3.1.8螺钉槽损坏 (6)3.1.9螺纹紧固失效 (6)3.1.9.1 螺纹连接失效 (6)3.1.9.2 紧固件失效 (6)3.1.9.3 连接件失效 (6)4 螺纹连接要素说明与控制 (7)4.1螺纹连接要素说明 (7)4.1.1紧固扭矩 (7)4.1.1.1 螺纹紧固件公称直径 (7)4.1.1.2 螺纹紧固件材料等级 (7)4.1.1.3 螺纹连接件材料 (7)4.1.1.4 螺纹连接应用场合 (7)4.1.1.5 螺纹紧固件和连接件之间结合面的润滑程度和粗糙度 (7)4.1.2螺纹紧固件头部形状 (8)4.1.2.1 头部形状 (8)4.1.2.2 十字槽 (8)4.1.3十字批/十字批头形状 (8)4.1.4电批/风批扭矩范围 (8)4.1.5操作方法 (9)4.2工具选用 (10)4.2.1十字批与十字批头 (10)4.2.1.1 十字批与十字批头图示 (10)4.2.1.2 十字批和十字批头规格参数说明 (10)4.2.1.3 常用十字批和十字批头规格参数范围 (11)4.2.2一字批与一字批头 (12)4.2.2.1 一字批与一字批头图示 (12)4.2.2.2 一字批规格参数说明 (12)4.2.2.3 常用一字批规格范围 (12)4.2.3手动套筒、套筒批头、内六角批、内六角批头、扳手、梅花批和梅花批头 (13)4.2.3.1 手动套筒、套筒批头、内六角批、内六角批头、扳手、梅花批和梅花批头图示 (13)4.2.3.2 手动套筒、套筒批头、内六角批、内六角批头和扳手规格参数说明 (14)4.2.3.3 常用手动套筒、套筒批头、内六角批、内六角批头和扳手规格参数范围 (14)4.2.4扭力批 (15)4.2.5风批 (16)4.2.6工具选用注意事项 (16)4.3紧固扭矩和批头选用 (17)4.3.1一般螺纹连接紧固扭矩和批头选用 (17)4.3.2高等级螺纹连接紧固扭矩选择 (18)4.3.3自攻螺钉连接紧固扭矩选择 (19)4.4操作方式 (19)4.4.1物料拿取 (19)4.4.2电批转速选择 (19)4.4.3工具使用方法 (20)4.4.4成组螺钉的紧固方法 (20)4.5扭矩校准 (21)4.5.1校准范围 (21)4.5.2校准方法 (21)4.5.3校准周期 (22)4.6要素检验 (22)4.6.1螺钉外观 (22)4.6.2配合长度关系 (22)4.6.3螺纹紧固程度(扭矩检验) (23)5 标准紧固件选型原则 (23)5.1沉头螺钉选型 (23)5.2盘头螺钉选型 (23)5.3对垫圈、螺母、螺栓等选型 (23)5.4标准紧固件选型细则 (26)5.5标准件优选系列 (27)6 参考文献 (30)附录A 螺纹紧固件的拧紧扭矩估算方法 (30)附录B 杭州XX通信技术有限公司扭矩可调工具校准表 (30)表目录表1 HIOS电批扭矩和精确控制范围 (12)。
法兰螺栓紧固工艺
法兰螺栓紧固工艺
为规范法兰螺栓的紧固顺序,根据相关标准,编制本螺栓紧固顺序说明。
1、法兰螺栓紧固应按照多步紧固和顺序紧固的原则进行紧固。
2、根据现场的设备情况,把螺栓从12点的方位按顺时针的方向用记号笔编号好。
3、螺栓的紧固应分三遍进行,每遍的起点应相互开120°。
4、第一遍紧固先用50%的扭力值(取整数值),采用十字交叉法紧固螺栓并保证密封面平行,尽量避免螺栓在紧固过程中造成法兰变形。
5、第二遍紧固用100%的扭力值加力紧固螺栓,紧固同时注意测量法兰的间隙是否均匀,保证每个螺栓紧固力量一致。
6、第三遍紧固再用100%的扭力值按第一遍紧固顺序均匀紧固螺栓。
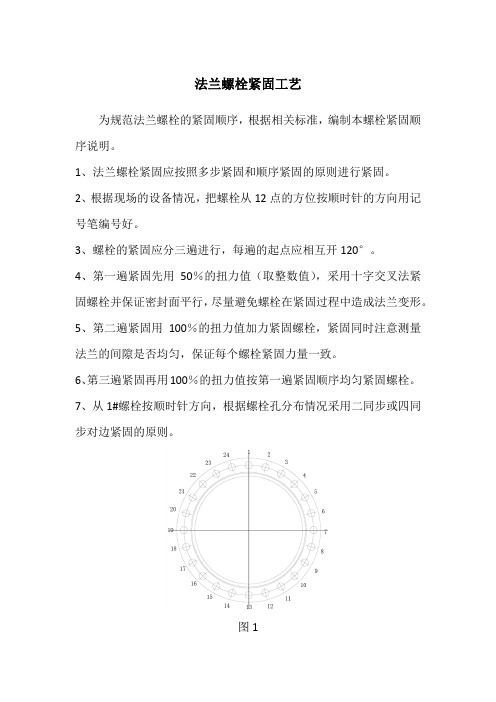
7、从1#螺栓按顺时针方向,根据螺栓孔分布情况采用二同步或四同步对边紧固的原则。
图1
8、以图1的24孔法兰为例,按照螺栓紧固原则,采用如下螺栓紧固顺序:
两同步紧固顺序
两同步紧固顺序
注:
(1)、螺栓紧固时,不得采用活动扳手,每个螺母下面不得使用1
个以上相同的垫圈,沉头螺钉拧紧后,钉头应埋入机件内,不得外露。
(2)、一般情况下,螺纹连接应有防松弹簧垫圈,对称多个螺栓拧紧方法应采用对称顺序逐步拧紧,条形连接件应从中间向两方向对称逐步拧紧。
(3)、螺栓与螺母拧紧后,螺栓应露出螺母1-2个螺距;螺钉在紧固运动装置或维护时无须拆卸部件的场合,装配前螺丝上应加涂螺纹胶。
(4)、有规定拧紧力矩要求的紧固件,应采用力矩扳手,按规定拧紧力矩紧固。
钢筋螺纹连接规范

钢筋螺纹连接规范钢筋螺纹连接规范是指在建筑工程中使用的钢筋螺纹连接的相关标准和规范。
以下是钢筋螺纹连接规范的相关内容。
首先,钢筋螺纹连接必须符合相关的国家标准。
在中国,钢筋螺纹连接的相关标准包括GB1499.1-2018和GB/T 13013-2017等。
这些标准规定了钢筋螺纹连接的尺寸、公差、力学性能等要求。
钢筋螺纹连接的加工必须符合相关的工艺要求。
钢筋螺纹连接的加工通常包括两个步骤,首先是对钢筋进行剪切和修整,确保钢筋的尺寸和表面质量符合要求;然后是进行螺纹加工,按照规定的螺纹类型和尺寸进行螺纹切削或滚螺纹加工。
螺纹连接的紧固必须符合相关的要求。
螺纹连接的紧固必须使用扭矩扳手进行,扭矩值必须符合相关国家标准的规定,不得过紧或者过松。
同时,螺纹连接的紧固要求均匀,不得出现偏斜或错位。
螺纹连接的检验必须符合相关的要求。
螺纹连接的检验通常包括两个方面,一个是外观检验,检查连接部位是否有裂纹、皮肤等表面缺陷;另一个是力学性能检验,包括拉伸试验和扭转试验等,确保连接的强度和刚度满足设计要求。
钢筋螺纹连接的质量控制必须符合相关的要求。
在钢筋螺纹连接的质量控制中,必须严格按照标准规范要求进行操作,确保每个连接的质量稳定可靠。
同时,必须建立相应的记录和档案,对每个连接进行跟踪和追溯。
钢筋螺纹连接的施工必须符合相关的要求。
在施工过程中,必须按照相关的工艺要求进行操作,遵循安全操作规程,确保每个连接的施工质量。
并进行必要的验收和交接。
钢筋螺纹连接的防护必须符合相关的要求。
对于暴露在室外的钢筋螺纹连接,必须采取合适的防护措施,防止锈蚀和腐蚀。
常用的防护措施包括涂刷防锈涂料、包覆防腐材料等。
总之,钢筋螺纹连接规范是为了保证钢筋螺纹连接的质量和安全性而制定的标准和规范,它对于建筑工程的施工和使用具有重要的意义,必须严格遵守。
螺纹紧固工艺规范

版本Version:A/0 页码Page1 of 6 生效日期Effective Date:螺纹紧固工艺规范1.目的本规范用于指导产品生产中各种常用螺纹连接的装配2.使用范围适用于公司所有产品的装配。
3.参考资料《机械设计手册》4.名词解释:4.1 螺纹紧固使用工具将螺纹连接件与螺纹紧固件紧密结合在一起,并保证一定预紧力的过程。
4.2 扭矩在螺纹连接中,为达到一定的预紧力而通过装配工具施加在螺纹紧固件上的力矩,单位有:牛顿•米 (N.m),“千克力.厘米”(kgf.cm),换算关系:0.98N.m=10kgf.cm,在实际计算中,可近似取1N.m=10kgf.cm。
在生产中,一般以kgf.cm为单位。
5.螺纹连接说明5.1 螺钉槽损坏:在螺钉紧固过程中,由于各种原因造成螺钉十字槽或一字槽镀层破坏,或者十字槽/一字槽磨损,起毛刺,破损等机械损坏。
在口语中,常称为“螺钉打花”.5.2 螺纹紧固失效:螺纹紧固失效可以分为螺纹连接失效、紧固件失效和连接件失效。
5.2.1 螺纹连接失效:因强度不够引起螺纹紧固件破坏,如螺杆拉断,螺纹破坏(滑丝),松动或松脱。
由于压力不够,从而使密封、屏蔽、接地、低阻电导通等场合不能达到相应要求。
5.2.2 紧固件失效:1.外观损坏,从而进一步影响连接性能。
(如锈蚀等)2.螺钉槽型损坏。
5.2.3 连接件失效:1.连接件失效主要表现在连接件强度不够或连接压力过大,从而引起连接件被压溃、折断。
2.连接件外观损伤。
版本Version:A/0 页码Page2 of 6 生效日期Effective Date:5.3 螺纹紧固件材料等级一般机械用碳素钢和合金钢螺纹紧固件按机械性能分为3.6,4.6,4.8,5.6,5.8,6.8,8.8,9.8,10.9,12.9共10个等级,一般情况下都使用4.8级的螺纹紧固件。
对于电气连接中有时会使用8.8等级的螺纹紧固件。
其他等级我们公司一般不涉及。
螺钉的规范
螺钉的规范螺钉的规范螺钉是一种极为常见的紧固件,广泛应用于工业生产、机械制造、建筑安装等领域。
为了确保螺钉的质量和可靠性,制定螺钉的规范非常重要。
本文将从螺钉的材料、尺寸、加工工艺、标志等方面介绍螺钉的规范。
一、材料规范螺钉的材料是决定其力学性能和耐腐蚀性能的重要因素。
常见的螺钉材料有碳钢、合金钢、不锈钢等。
碳钢螺钉适用于普通机械结构,在非腐蚀环境中使用。
合金钢螺钉适用于高强度要求的结构,能够在高温和低温环境中使用。
不锈钢螺钉适用于对耐腐蚀性要求较高的场合。
螺钉材料应符合国家或行业标准的规定,有明确的牌号和化学成分。
同时,螺钉材料也要经过必要的热处理,如碳钢螺钉要进行淬火和回火处理,以提高其硬度和强度。
二、尺寸规范螺钉的尺寸包括直径、长度、螺纹规格等。
尺寸规范是确保螺钉与零部件配合使用,保证紧固效果的重要依据。
螺钉的直径按公称直径标注,有统一公称尺寸和非统一公称尺寸两种。
统一公称尺寸螺钉按照国家标准规定的公称直径和长度,非统一公称尺寸螺钉按照企业内部标准和用户要求制定。
螺钉的螺纹规格按照螺纹直径、螺距、螺纹类型等标注。
常见的螺纹是ISO标准的矩形螺纹,如M6X1、M8X1.25等。
三、加工工艺规范螺钉的制造需要经过一系列的加工工艺,包括切削、挤压、锻造、拉拔、热处理等。
加工工艺规范直接影响着螺钉的质量和性能。
切削是螺钉加工的常见方法,通过车削、铣削、钻削等工艺将原材料加工成螺钉的外形。
挤压和拉拔是将金属材料压制成螺杆的方法,常见于冷揉压和热挤压。
锻造是通过受力变形将金属材料变形成型的方法,常见于热锻。
热处理是为了改善螺钉的力学性能,包括淬火、回火、固溶和时效等工艺。
四、标志规范螺钉的标志是为了便于识别和标定螺钉的规格、质量、材料等信息。
螺钉的标志包括文字标志和图形标志两种形式。
文字标志包括螺钉的牌号、螺钉的规格尺寸、材料等信息。
图形标志包括螺钉的图形示意、几何量等信息,如螺纹形状、螺纹角、螺纹方向等。
通用螺纹紧固件拧紧工艺规范(模板)
通用螺纹紧固件拧紧工艺规范1.目的为加强公司产品螺纹紧固件紧固规范,保证螺纹装配强度,提升产品装配质量,特制定通用螺纹紧固件拧紧工艺规范。
2.范围公司产品通用螺纹紧固件在生产制造、现场安装调试、产品售后维修过程中都需遵循本工艺规范,对螺纹紧固件实施拧紧。
3.职责3.1工艺工程师编制本工艺规范、对本规范进行说明、解释和修订;3.2产品制造部门、安装调试部门、售后维修部门按本工艺规范要求实施螺纹拧紧;3.3检验部门按本工艺规范进行检验。
4.详细规定4.1紧固件要求4.1.1 M12(含M12)以下螺钉(螺栓)推荐使用不锈钢A2-70材质,M12以上螺栓推荐使用达克罗处理螺栓;4.1.2螺纹紧固件推荐使用国标优选螺纹规格;4.1.3图纸或技术文件中规定了螺栓强度性能等级,严格按照图样及技术文件上规定性能等级的紧固件装配;未规定紧固件强度性能等级,按照强度等级为8.8级紧固件进行装配。
4.2紧固件连接4.2.1 螺纹、螺钉和螺母连接时严禁打击或使用不合适的旋具或扳手,紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏;4.2.2图纸或工艺文件中规定拧紧力矩的紧固件,严格按照规定拧紧力矩紧固;未规定拧紧力矩的紧固件,其拧紧力矩按照下图表1拧紧:4.2.3同一零件多个螺纹紧固件连接时,各个螺钉(螺栓)需交叉、对称、逐步、均匀拧紧;如有定位销,应从靠近该销位置的螺钉(螺栓)开始拧紧;4.2.4螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合;4.2.5螺母拧紧后,螺栓、螺钉应露出螺母端面2-3个螺距;4.2.6沉头螺钉紧固后,沉头不得高出沉孔端面。
4.3紧固件润滑推荐螺纹紧固前进行螺纹润滑。
4.4二次拆装螺钉、螺栓(螺纹紧固件在生产车间装配好后,发运时需要拆卸,发运到现场后再次进行紧固安装)推荐出厂时发运全新螺栓到现场进行螺纹紧固装配。
5相关文件6相关记录。
双螺纹套筒工艺要求标准

双螺纹套筒工艺要求标准双螺纹套筒是一种常用于连接管道的紧固件,具有良好的密封性能和承载能力。
为了确保双螺纹套筒的可靠性和稳定性,有必要制定一套工艺要求标准。
本文将介绍双螺纹套筒的工艺要求,包括材料选用、加工工艺和质量要求。
一、材料选用1. 主要材料:常用的双螺纹套筒材料包括碳钢、合金钢和不锈钢等。
根据具体使用环境和要求,需选择合适的材料进行加工。
2. 材料标准:双螺纹套筒的材料应符合相关的国家标准或行业标准要求,如GB/T 699、GB/T 3077等。
二、加工工艺1. 切削工艺:双螺纹套筒的外径和内径采用不同的切削工艺。
外径加工采用车削工艺,确保外径精度和表面光洁度;内径加工采用钻削工艺,保证内径尺寸和粗糙度要求。
2. 热处理工艺:对于一些特殊要求的双螺纹套筒,需要进行热处理。
常见的热处理方法包括淬火、回火和正火等,以提高套筒的硬度和强度。
3. 表面处理工艺:为了增加双螺纹套筒的耐腐蚀性和美观度,可以采用表面处理工艺,如镀锌、镀镍等。
三、质量要求1. 尺寸要求:双螺纹套筒的尺寸应符合相关标准,外径、内径、长度和螺纹参数等都需要满足设计要求。
2. 表面质量:双螺纹套筒的表面应平整光滑,无裂纹、气泡、夹渣等缺陷。
3. 螺纹要求:双螺纹套筒的螺纹应清晰、均匀,与螺纹接头配合良好,达到预期的密封要求。
为了确保双螺纹套筒的质量,需要采取以下措施:1. 建立完善的质量管理体系,包括原材料采购、加工过程控制和成品检验等环节。
2. 使用先进的生产设备和工艺,保证产品的精度和稳定性。
3. 加强员工培训,提高员工的技术水平和意识,确保操作规范和质量控制。
4. 定期进行内部质量审核和外部第三方检测,及时发现和解决存在的问题。
双螺纹套筒在石油、化工、水利等行业中得到广泛应用,对其工艺要求标准的制定和落实,能够提高产品的质量稳定性和可靠性,满足用户需求。
作为制造者和使用者,我们应该共同努力,确保双螺纹套筒能够发挥出最佳的功能和效果。
螺纹紧固工艺规范

版本Version:A/0 页码Page1 of 6 生效日期Effective Date:螺纹紧固工艺规范1.目的本规范用于指导产品生产中各种常用螺纹连接的装配2.使用范围适用于公司所有产品的装配。
3.参考资料《机械设计手册》4.名词解释:4.1 螺纹紧固使用工具将螺纹连接件与螺纹紧固件紧密结合在一起,并保证一定预紧力的过程。
4.2 扭矩在螺纹连接中,为达到一定的预紧力而通过装配工具施加在螺纹紧固件上的力矩,单位有:牛顿•米 (N.m),“千克力.厘米”(kgf.cm),换算关系:0.98N.m=10kgf.cm,在实际计算中,可近似取1N.m=10kgf.cm。
在生产中,一般以kgf.cm为单位。
5.螺纹连接说明5.1 螺钉槽损坏:在螺钉紧固过程中,由于各种原因造成螺钉十字槽或一字槽镀层破坏,或者十字槽/一字槽磨损,起毛刺,破损等机械损坏。
在口语中,常称为“螺钉打花”.5.2 螺纹紧固失效:螺纹紧固失效可以分为螺纹连接失效、紧固件失效和连接件失效。
5.2.1 螺纹连接失效:因强度不够引起螺纹紧固件破坏,如螺杆拉断,螺纹破坏(滑丝),松动或松脱。
由于压力不够,从而使密封、屏蔽、接地、低阻电导通等场合不能达到相应要求。
5.2.2 紧固件失效:1.外观损坏,从而进一步影响连接性能。
(如锈蚀等)2.螺钉槽型损坏。
5.2.3 连接件失效:1.连接件失效主要表现在连接件强度不够或连接压力过大,从而引起连接件被压溃、折断。
2.连接件外观损伤。
版本Version:A/0 页码Page2 of 6 生效日期Effective Date:5.3 螺纹紧固件材料等级一般机械用碳素钢和合金钢螺纹紧固件按机械性能分为3.6,4.6,4.8,5.6,5.8,6.8,8.8,9.8,10.9,12.9共10个等级,一般情况下都使用4.8级的螺纹紧固件。
对于电气连接中有时会使用8.8等级的螺纹紧固件。
其他等级我们公司一般不涉及。
螺纹紧固工艺规范
螺纹紧固工艺规范1.目的本规范用于指导产品生产中各种常用螺纹连接的装配2.使用范围适用于公司所有产品的装配。
3.参考资料《机械设计手册》4.名词解释:螺纹紧固使用工具将螺纹连接件与螺纹紧固件紧密结合在一起,并保证一定预紧力的过程。
扭矩在螺纹连接中,为达到一定的预紧力而通过装配工具施加在螺纹紧固件上的力矩,单位有:牛顿•米,“千克力.厘米”(),换算关系:,在实际计算中,可近似取=。
在生产中,一般以为单位。
5.螺纹连接说明螺钉槽损坏:在螺钉紧固过程中,由于各种原因造成螺钉十字槽或一字槽镀层破坏,或者十字槽/一字槽磨损,起毛刺,破损等机械损坏。
在口语中,常称为“螺钉打花”.螺纹紧固失效:螺纹紧固失效可以分为螺纹连接失效、紧固件失效和连接件失效。
螺纹连接失效:因强度不够引起螺纹紧固件破坏,如螺杆拉断,螺纹破坏(滑丝),松动或松脱。
由于压力不够,从而使密封、屏蔽、接地、低阻电导通等场合不能达到相应要求。
紧固件失效:1.外观损坏,从而进一步影响连接性能。
(如锈蚀等)2.螺钉槽型损坏。
连接件失效:1.连接件失效主要表现在连接件强度不够或连接压力过大,从而引起连接件被压溃、折断。
2.连接件外观损伤。
螺纹紧固件材料等级一般机械用碳素钢和合金钢螺纹紧固件按机械性能分为,,,,,,,,,共10个等级,一般情况下都使用级的螺纹紧固件。
对于电气连接中有时会使用等级的螺纹紧固件。
其他等级我们公司一般不涉及。
螺纹紧固件头部形成分类根据所需要的紧固工具不同可分六角头、内六角、带十字槽、带一字槽、内六角花型和内三角花型等等。
7.操作说明物料拿取无特殊原因,不允许徒手拿取螺钉,建议对小螺钉使用上磁的批头/手批进行吸取;对大螺钉、螺母等戴手指套拿取;如果戴手套操作,应保证手套干净、无残破,保证手指汗液不污染螺钉。
电批转速选择对于公司常用的电批,由于其有“高速”和“低速”两档,为减少对螺钉十字槽的破坏,一般使用“低速”档,无特殊要求,严禁使用“高速”进行紧固。
紧固螺钉螺栓作业指导书

紧固螺钉螺栓作业指导书Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】1 目的在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。
2 范围本文件仅适用生产设备的紧固件生产装配工作。
3 规范性引用文件无4 术语和定义无 5 职责本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。
6 紧固件操作要求 螺纹连接的技术要求螺钉、螺栓和螺母紧固时严禁打击。
紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。
螺钉扭紧后必须使用记号笔作以下标记:正确(√) 错误(X )螺钉 被连接件 记号线班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)。
同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图:用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)拧紧外面的螺母。
螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合沉头螺钉拧紧后,钉头不得高出沉孔断面。
所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。
预防不锈钢螺钉螺栓锁死问题.1正确选择适合长度的螺钉,螺栓。
如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。
使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。
旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。
用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。
螺纹标准规范

螺纹标准规范
引言
螺纹是一种常用的连接元件,广泛应用于各行各业。
为了确保螺纹连接的质量和可靠性,制定了一系列螺纹标准规范。
本文将介绍其中的一些主要标准规范。
螺纹规格
螺纹规格包括螺纹直径、螺纹长度、螺距等要素。
常见的螺纹规格有英制螺纹、公制螺纹等。
不同的螺纹规格适用于不同的应用场景,选择合适的螺纹规格非常重要。
螺纹材料
螺纹的材料应具有良好的机械性能和耐腐蚀性能。
常用的螺纹材料有碳钢、不锈钢等。
根据不同的工作环境和要求,选择适合的螺纹材料是保证连接质量的关键。
螺纹加工精度
螺纹的加工精度直接影响到连接的紧固力和密封性能。
螺纹加工包括螺纹切削、螺纹车削等工艺。
加工过程中要控制好切削参数和加工精度,确保螺纹的质量和尺寸符合标准要求。
螺纹连接力学性能
螺纹连接的力学性能是评价螺纹连接质量的重要指标。
螺纹连接要能承受一定的拉伸力、剪切力和扭矩,并保持连接的可靠性和稳定性。
对螺纹连接进行强度计算和可靠性分析是确保连接质量的一种方法。
结论
螺纹标准规范对于螺纹连接的质量和可靠性至关重要。
选择合适的螺纹规格和材料,保证螺纹加工精度,评估螺纹连接的力学性能,都是确保螺纹连接质量的关键。
在实际应用中,需严格按照螺纹标准规范进行设计、制造和使用,以提高螺纹连接的质量和可靠性。
参考文献
- 螺纹连接设计手册
- 螺纹加工工艺规范。
螺纹紧固工艺规范

DKBA 华为技术有限公司内部技术规范DKBA3242-2006.12 螺纹紧固工艺规范2006年12月1日发布 2006年12月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration本规范拟制与解释部门:整机工程部结构造型设计部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:KBA3242-2002.05相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA3242-2006.12 结构造型设计部:朱聪之58905 结构造型设计部:周伟16271,盛辉21628刘华章(22286)供应链管理部质量工艺部:肖本富(36755)丁见华(56335)罗宜频(60014479)增加4.3.2特殊连接紧固力矩表,包括SMA、SMB、N头、穿心电容和功放管等KBA3242-2002.05 结构造型设计部:刘华章(22286)李俊周(17743)结构造型设计部:侯树栋(10084)、沈建荣(14609)、宁超(11511)、叶章宏(17713),供应链管理部质量工艺部:肖振芳(8704)、卢先海(28038)、倪刚(8368)DKBA0.100.0001 侯树栋(10084)、曹卫东(4715)、祝斌(100082)、赵景清(11455)目录1 范围和简介 61.1 范围 61.2 简介 61.3 关键词 62 规范性引用文件 63 术语和定义 63.1(螺钉)紧固73.2 扭矩73.3 紧固扭矩73.4 松脱扭矩73.5 手批、电批、风批和批头73.6 螺纹紧固件、螺纹连接件73.7 手批、批头的规格83.8 螺钉槽损坏83.9 螺纹紧固失效83.9.1 螺纹连接失效83.9.2 紧固件失效83.9.3 连接件失效84 螺纹连接要素说明与控制84.1 螺纹连接要素说明84.1.1 紧固扭矩84.1.1.1 连接件公称直径84.1.1.2 螺纹紧固件材料等级94.1.1.3 螺纹连接件材料94.1.1.4 螺纹连接应用场合94.1.1.5 螺纹紧固件和连接件之间结合面的润滑程度和粗糙度94.1.2 螺纹紧固件头部形状94.1.3 十字批/十字批头形状104.1.4 电批/风批扭矩范围104.1.5 操作方法114.2 工具选用124.2.1 十字批与十字批头124.2.1.1 十字批与十字批头图示124.2.1.2 十字批和十字批头规格参数说明124.2.1.3 常用十字批和十字批头规范参数范围134.2.2 一字批与一字批头144.2.2.1 一字批与一字批头图示144.2.2.2 一字批规格参数说明144.2.2.3 常用一字批规格范围154.2.3 六角批、手动套筒、扳手和六角批头、套筒批头154.2.3.1 六角批、手动套筒、扳手和六角批头、套筒批头图示154.2.3.2 六角批、手动套筒、扳手和六角批头、套筒批头规格参数17说明4.2.3.3 常用六角批、手动套筒、扳手和六角批头、套筒批头规格17参数范围4.2.4 扭力批184.2.5 风批184.3 紧固扭矩选择和批头选用2020 4.3.1 一般螺纹连接紧固扭矩选择和批头选用21 4.3.2特殊紧固方式扭拒选用表22 4.3.3 高等级螺纹连接紧固扭矩选择22 4.3.4 自攻螺钉连接紧固扭矩选择4.4 操作方式224.4.1 物料拿取224.4.2 电批转速选择234.4.3 工具使用方法234.4.4 成组螺钉的紧固方法244.5 扭矩校准254.5.1 校准范围254.5.2 校准方法254.5.3 校准周期264.6 要素检验264.6.1 螺钉外观274.6.2 配合长度关系274.6.3 螺纹紧固程度(扭矩检验)285 附录A:附表296 附录B:试验报告307 参考文献31螺纹紧固工艺规范1 范围和简介1.1 范围本规范规定了公司产品采用螺纹方式连接时的紧固操作工艺规程。
紧固螺钉,螺栓作业指导书

1 目的在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。
2 范围本文件仅适用生产设备的紧固件生产装配工作。
3 规范性引用文件无4 术语和定义无5 职责本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。
6 紧固件操作要求6.1 螺纹连接的技术要求6.1.1 螺钉、螺栓和螺母紧固时严禁打击。
紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。
6.1.2 螺钉扭紧后必须使用记号笔作以下标记:正确(√)错误(X )6.1.3班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)。
6.1.4 同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图:6.1.5 用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)拧紧外面的螺母。
6.1.6螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合6.1.7沉头螺钉拧紧后,钉头不得高出沉孔断面。
6.1.8 所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。
6.2 预防不锈钢螺钉螺栓锁死问题6.2.1正确选择适合长度的螺钉,螺栓。
如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。
6.2.2使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。
6.2.3旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。
6.2.4 用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。
螺纹紧固力工艺规范

螺纹紧固力工艺规范————————————————————————————————作者:————————————————————————————————日期:ﻩ螺纹紧固工艺规范1适用范围本规范适用于我公司各种产品常见螺纹连接的装配。
本规范可作为工艺人员编制工艺文件、生产现场进行工艺控制以及生产部门准备螺纹连接工具的依据;同时可作为产品螺纹连接可靠性检验以及进行工具申购和发放的参考。
说明:功率器件的安装要求应按照DMBM0.054.121G《功率器件安装通用工艺规范》及DMB M0.072.001G《IGBT和SCR器件装配通用工艺规范》执行。
2引用标准、规范、参考书目及试验报告本规范的制订主要依赖于一系列的试验结果、实践验证和理论计算,同时参考了国内外一些电子厂家的螺钉紧固数据。
所使用的资料如下:2.1试验报告略。
2.2标准规范GB944.1-85ﻩﻩ螺钉用十字槽JISB1012-97 Cross Recesses for ScrewsGB4943-1995ﻩ信息技术设备(包括电气事务设备)的安全GB5267-85ﻩﻩ螺纹紧固件电镀层GB5779.1-86紧固件表面缺陷-螺栓、螺钉和螺柱-一般要求GB90-85 ﻩ紧固件验收检查,标志和包装Q/EFIOS.005-98 超艺螺丝工业有限公司标准——十字槽自攻螺钉GB3098.5-86紧固件机械性能自攻螺钉GB/T3098.2-2000 紧固件机械性能螺母粗牙螺纹MECHANICAL FASTENING WORKMANSHIP STANDARD MDST-7472-0052.3书目《机械设计手册》ﻩ第3卷机械工业出版社ﻩ汪恺主编《机械设计手册》第2卷ﻩﻩﻩ机械工业出版社ﻩ徐灏主编《紧固件连接设计手册》ﻩ国防工业出版社《无线电整机装配工艺基础》ﻩﻩ天津科学技术出版社3术语与约定3.1说明对本规范中的部分术语加以解释。
由于不同厂商、不同地区对一些相同的事物有不同的称谓,并可能已经应用在各种文件中,为避免产生歧义和误解,在本文中对一些称谓进行约定,在工作中应以本约定统一称谓。
六角螺栓紧固

六角螺栓紧固
螺栓是一种广泛应用于机械工程和结构连接领域的紧固件,而六角螺栓则是其中常见的一种类型。
本文将重点探讨六角螺栓紧固的相关知识和技巧。
六角螺栓的特点
六角螺栓的头部呈六角形,通常配合六角螺母使用。
这种设计可以使得螺栓在紧固时具有较好的力矩传递性能,防止螺栓在紧固时滑丝或损坏螺纹。
紧固原则
1.选择合适的螺栓规格:根据实际工程要求和承受力来选择合适规格
的六角螺栓,不要过度紧固也不要松动。
2.准备工作:确保螺栓孔和螺栓表面清洁,无生锈、油污等影响紧固
效果的污物。
3.采用交叉紧固:在紧固螺栓时,应采用交叉顺序进行,先对角两侧
轮流进行适量旋紧,再按次序进行,确保力均匀分布。
4.使用扭矩扳手:尤其是在专业的工程中,应使用扭矩扳手来控制扭
矩,确保每个螺栓都被正确紧固。
紧固注意事项
•不要过度用力:过度扭紧螺栓会导致材料变形,甚至断裂。
•注意选择紧固材料:根据实际工程需要选择合适的螺母和垫圈,以保证紧固效果。
•定期检查:螺栓松动可能会导致整体结构的不稳定,定期检查螺栓紧固状态是十分重要的。
结语
六角螺栓紧固作为结构连接中重要的环节,对于工程安全和稳定性具有重要意义。
正确选择螺栓规格,合理紧固螺栓,并定期检查维护,都是保证结构安全的关键措施。
希望本文对您有所帮助。
螺纹紧固工艺规范
本规范用于指导产品生产中各类往往利用罗纹连接的装配合用于公司所有产品的装配。
《机械设计手册》利用工具将罗纹连接件与罗纹紧固件密切结合在一路,并保证必然预紧力的进程。
在罗纹连接中,为达到必然的预紧力而通过装配工具施加在罗纹紧固件上的力矩,单位有:牛顿•米,“千克力.厘米” (),换算关系:,在实际计算中,可近似取=。
在螺钉紧固进程中,由于各类原因造成螺钉十字槽或者一字槽镀层破坏,或者十字槽/一字槽磨损,起毛刺,破损等机械损坏。
在口语中,常称为“螺钉打花” .罗纹紧固失效可以分为罗纹连接失效、紧固件失效和连接件失效。
罗纹连接失效:因强度不够引起罗纹紧固件破坏,如螺杆拉断,罗纹破坏(滑丝) ,松动或者松脱。
由于压力不够,从而使密封、屏蔽、接地、低阻电导通等场合不能达到相应要求。
紧固件失效:1.外观损坏,从而进一步影响连接性能。
(如锈蚀等)2.螺钉槽型损坏。
连接件失效:1.连接件失效主要表此刻连接件强度不够或者连接压力过大,从而引起连接件被压 溃、折断。
2.连接件外观损伤。
普通机械用碳素钢和合金钢罗纹紧固件按机械性能分为,,,,,,,,,共 10个品 级,普通情况下都利用级的罗纹紧固件。
对于电气连接中有时会利用品级的罗纹紧固件。
其他品级咱们公司普通不涉及。
按照所需要的紧固工具不同可分六角头、内六角、带十字槽、带一字槽、内六角花型和内三角花型等等。
从表1-表4给出了通用紧固件的扭力要求,请参照执行:表1 螺钉扭矩要求表规格型号 紧固扭矩/松脱扭矩(单位:kgf ﹒ cm ;扭矩偏差:±10%)高密切度连接钢-钢 钢 - 铸铝 普通连接小钢-塑胶, 类铝型材,钢 - 铸铝, 翻 钢 -铝型材钢-钢 大类铜边罗纹等级螺钉 M23 3 3M3 3 5 10 8 6M4 6 12 10 16 14 12M5 10 20 13 30 28 20M6153028504830表2 自攻螺钉紧固扭矩规格钢连接件最大紧固扭矩最小紧固扭矩塑胶件/变形铝合金最大紧固扭矩最小紧固扭矩连接件厚度(mm) 材料抗拉强度(Ma )4124124124124122781356连接件厚度(mm)33333材料抗拉强度( Ma)50505050501412 20 13 5 50 7 5412 26 15 5 5041250358501711注解:1、具体紧固扭矩应介于“最大紧固扭矩”和“最小紧固扭矩”之间,对于使用电批紧固方式,应采用较小扭矩;对手批紧固可使用较大扭矩。
直螺纹连接规范
直螺纹连接规范直螺纹连接是一种常用的连接方式,应用于许多领域。
其连接的密封性和可靠性对于确保使用设备和系统的正常运行至关重要。
为了确保直螺纹连接的质量和性能,有一些规范需要遵守。
首先,直螺纹连接的材料应选择合适的金属材料。
常用的金属材料有碳素钢、不锈钢、铜和铜合金等,根据具体的使用环境和要求选择合适的材料。
其次,直螺纹连接的尺寸应符合规定。
尺寸包括螺纹的直径、螺距和长度。
直螺纹的尺寸应满足设计要求,并符合相应的标准,如ISO、GB等。
第三,直螺纹连接的螺纹应采用合适的工艺进行加工。
螺纹加工应遵循相应的标准和工艺,确保螺纹的质量和精度。
螺纹的形状和尺寸应符合设计要求,螺纹工艺应控制好加工精度和表面质量,避免螺纹的破损和泄漏。
第四,直螺纹连接的紧固力应适当。
紧固力的大小对于连接的可靠性和密封性有重要影响。
紧固力过大会导致连接件的破坏,紧固力过小会导致连接件松动和泄漏。
根据设计要求和实际情况,确定合适的紧固力。
第五,直螺纹连接的密封性应得到保证。
直螺纹连接通常需要借助垫圈、密封胶等密封材料来保证连接的密封性。
密封材料应选用合适的材料,并按照相应的工艺和要求进行安装。
第六,直螺纹连接的组装方式应正确。
组装时应注意连接件的方向、顺序和紧固力的控制。
正确的组装方式可以确保连接件的正确安装和连接的可靠性。
第七,直螺纹连接的检测方法应符合规范。
检测方法应包括外观检验、尺寸测量、材料检验、密封性检验和紧固力检验等。
检测方法应能够有效地发现连接件的缺陷和问题,并及时采取相应的措施进行处理。
最后,直螺纹连接的维护和保养应及时进行。
定期检查和维护可以延长连接件的寿命和使用效果。
维护工作包括清洗、润滑和更换密封材料等。
总之,直螺纹连接的质量和性能对于设备和系统的正常运行至关重要。
遵守相关的规范和要求,采取合适的材料和工艺,确保直螺纹连接的质量和性能,才能有效地保证使用设备和系统的稳定性和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DKBA 华为技术有限公司内部技术规范DKBA3242-2006.12 螺纹紧固工艺规范2006年12月1日发布 2006年12月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration本规范拟制与解释部门:整机工程部结构造型设计部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:KBA3242-2002.05相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA3242-2006.12 结构造型设计部:朱聪之58905 结构造型设计部:周伟16271,盛辉21628刘华章(22286)供应链管理部质量工艺部:肖本富(36755)丁见华(56335)罗宜频(60014479)增加4.3.2特殊连接紧固力矩表,包括SMA、SMB、N头、穿心电容和功放管等KBA3242-2002.05 结构造型设计部:刘华章(22286)李俊周(17743)结构造型设计部:侯树栋(10084)、沈建荣(14609)、宁超(11511)、叶章宏(17713),供应链管理部质量工艺部:肖振芳(8704)、卢先海(28038)、倪刚(8368)DKBA0.100.0001 侯树栋(10084)、曹卫东(4715)、祝斌(100082)、赵景清(11455)目录1 范围和简介 61.1 范围 61.2 简介 61.3 关键词 62 规范性引用文件 63 术语和定义 63.1(螺钉)紧固73.2 扭矩73.3 紧固扭矩73.4 松脱扭矩73.5 手批、电批、风批和批头73.6 螺纹紧固件、螺纹连接件73.7 手批、批头的规格83.8 螺钉槽损坏83.9 螺纹紧固失效83.9.1 螺纹连接失效83.9.2 紧固件失效83.9.3 连接件失效84 螺纹连接要素说明与控制84.1 螺纹连接要素说明84.1.1 紧固扭矩84.1.1.1 连接件公称直径84.1.1.2 螺纹紧固件材料等级94.1.1.3 螺纹连接件材料94.1.1.4 螺纹连接应用场合94.1.1.5 螺纹紧固件和连接件之间结合面的润滑程度和粗糙度94.1.2 螺纹紧固件头部形状94.1.3 十字批/十字批头形状104.1.4 电批/风批扭矩范围104.1.5 操作方法114.2 工具选用124.2.1 十字批与十字批头124.2.1.1 十字批与十字批头图示124.2.1.2 十字批和十字批头规格参数说明124.2.1.3 常用十字批和十字批头规范参数范围134.2.2 一字批与一字批头144.2.2.1 一字批与一字批头图示144.2.2.2 一字批规格参数说明144.2.2.3 常用一字批规格范围154.2.3 六角批、手动套筒、扳手和六角批头、套筒批头154.2.3.1 六角批、手动套筒、扳手和六角批头、套筒批头图示154.2.3.2 六角批、手动套筒、扳手和六角批头、套筒批头规格参数17说明4.2.3.3 常用六角批、手动套筒、扳手和六角批头、套筒批头规格17参数范围4.2.4 扭力批184.2.5 风批184.3 紧固扭矩选择和批头选用2020 4.3.1 一般螺纹连接紧固扭矩选择和批头选用21 4.3.2特殊紧固方式扭拒选用表22 4.3.3 高等级螺纹连接紧固扭矩选择22 4.3.4 自攻螺钉连接紧固扭矩选择4.4 操作方式224.4.1 物料拿取224.4.2 电批转速选择234.4.3 工具使用方法234.4.4 成组螺钉的紧固方法244.5 扭矩校准254.5.1 校准范围254.5.2 校准方法254.5.3 校准周期264.6 要素检验264.6.1 螺钉外观274.6.2 配合长度关系274.6.3 螺纹紧固程度(扭矩检验)285 附录A:附表296 附录B:试验报告307 参考文献31螺纹紧固工艺规范1 范围和简介1.1 范围本规范规定了公司产品采用螺纹方式连接时的紧固操作工艺规程。
本规范适用于我公司各种产品常见螺纹连接的装配。
可作为工艺人员制作工艺文件、现场工艺控制以及生产螺纹连接工具准备的依据;同时也可以作为螺钉入厂检验,产品螺纹连接可靠性检验以及工具库进行工具申购和发放的参考。
1.2 简介本规范从保证螺纹连接质量的各个工艺要素出发,主要规定了螺纹紧固工具的选择、螺纹紧固扭矩、正确的操作方法、紧固力矩校验和控制、螺纹紧固质量的检验等。
本规范中提到螺纹紧固失效,但螺纹失效受设计、连接件的影响更大,因而在此处不做具体规定。
1.3 关键词螺纹、紧固件、螺纹紧固、紧固扭矩、扭矩控制、紧固工具、螺纹紧固质量2 规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
序号编号名称1 GB944.1-85螺钉用十字槽2 JISB1012-97 Cross Recesses for Screws3 GB4943-1995 信息技术设备(包括电气事务设备)的安全4 GB5267-85 螺纹紧固件电镀层5 GB5779.1-86 紧固件表面缺陷-螺栓、螺钉和螺柱-一般要求6 GB90-85 紧固件验收检查,标志和包装7 Q/EFIOS.005-98 超艺螺丝工业有限公司标准——十字槽自攻螺钉8 GB3.98.5-85 紧固件机械性能-自攻螺钉3 术语和定义3.1(螺钉)紧固使用装配工具将螺纹连接件与螺纹紧固件紧密结合在一起,并保证一定预紧力的过程。
表示相同意思的称谓有:拧紧,打紧,上紧,打螺钉等。
3.2 扭矩在螺纹连接中,为达到一定的预紧力而通过装配工具施加在螺纹紧固件上的扭矩。
表示相同意思的称谓有:力矩,扭力。
扭矩国际单位为“牛顿·米”(N.m),工程单位为“千克力.厘米”(kgf.cm),换算关系:0.98N.m=10kgf.cm。
在我司的生产中,一般以kgf.cm为单位。
3.3 紧固扭矩在紧固过程中,为保证足够的预紧力,以达到可靠的机械连接和/或电气连接而通过装配工具施加在螺纹紧固件上的扭矩。
在许多书中称为“拧紧扭矩”,“拧紧力矩”等。
3.4 松脱扭矩为松开经过紧固的紧固件,通过装配工具施加在紧固件上的最小扭矩。
3.5 手批、电批、风批和批头手批(Handle Screwdriver):常用的称谓有手批、起子、改锥、手动螺钉旋具等。
根据手批头的不同,常用的手批有十字批(crossspoint tip screwdriver),一字批(flat blade screwdriver),六角批(hex screwdriver),手动套筒(nut setter)等。
电批:常用的称谓有电动起子,电动螺钉旋具等。
风批:常用的称谓有风动起子,风动起子,风动螺钉旋具等。
批头:安装于电批和风批上。
常用称谓有起子头,电批/风批咀等。
批头根据其头部形状不同,有十字批头,一字批头,六角批头,套筒批头,六角花型批头等。
3.6 螺纹紧固件、螺纹连接件螺纹紧固件:通过螺纹连接进行紧固的所有紧固件统称,如螺钉,螺栓,螺母等。
螺纹连接件:通过螺纹连接被紧固的所有紧固件、元器件的统称,如被螺栓-螺母紧固的钢板等。
3.7 手批、批头的规格手批和批头因各制造厂家的不同,对其规格描述各有不同,针对我司的需求,在“工具选用”一节中作了详细的约定,请参看。
3.8 螺钉槽损坏在螺钉紧固过程中,由于各种原因造成螺钉十字槽或一字槽镀层破坏,或者十字槽/一字槽磨损,起毛刺,破损等机械损坏。
在口语中,常称为“螺钉打花”。
3.9 螺纹紧固失效螺纹紧固失效可以分为螺纹连接失效、紧固件失效和连接件失效。
3.9.1 螺纹连接失效因强度不够引起螺纹紧固件破坏,如螺杆拉断,螺纹破坏(滑丝)。
松动或松脱。
由于压力不够,从而使应该密封、屏蔽、接地、低阻电导通等场合不能达到相应要求。
3.9.2 紧固件失效外观损坏,从而进一步影响连接性能。
如锈蚀等。
螺钉槽型损坏。
3.9.3 连接件失效连接件失效主要表现在连接件强度不够或连接压力过大,从而引起连接件被压溃、折断。
外观损伤。
4 螺纹连接要素说明与控制4.1 螺纹连接要素说明本规范目的在于从装配角度去控制螺纹连接的可靠和防锈,装配可靠性的控制在于保证足够的预紧力,防锈的控制在于防止螺纹紧固件镀层脱落和机械损伤,下面就影响螺纹连接可靠和防锈的装配要素以及各要素的控制方法加以详细说明。
4.1.1 紧固扭矩紧固扭矩是影响螺纹连接可靠性最主要的因素,选择适当的紧固扭矩是保证预紧力和防止螺纹紧固件机械损伤的关键。
紧固扭矩大小的确定由主到次由以下因素制约:4.1.1.1 连接件公称直径螺纹紧固件公称直径是影响紧固扭矩最主要的因素,在其他条件相同的情况下,直径越大,所需紧固扭矩也越大,具体数值见后文。
4.1.1.2 螺纹紧固件材料等级一般机械用碳素钢和合金钢螺纹紧固件按机械性能分为3.6,4.6,4.8,5.6,5.8,6.8,8.8,9.8,10.9,12.9共10个等级,一般情况下,如果没有特意提及,都为4.8级。
对于每一级别,小数点前面的数据代表材料抗拉强度的1/100,小数点后面的数代表材料屈服强度或屈服点与抗拉强度比值的10倍,所以级别越高,对于扭矩越大。
4.1.1.3 螺纹连接件材料螺纹连接件材料的考虑,对连接件上有螺纹的考虑与螺纹紧固件的考虑是相同的;对于没有螺纹的连接件,还应考虑其他受力情况,如果因为其他受力更容易引起破坏,则应首先考虑。
4.1.1.4 螺纹连接应用场合不同应用场合对紧固扭矩的要求是不同的,如一般电信产品在运行工作是对螺纹连接的机械连接强度要求并不高,但对于散热、屏蔽、密封、接地等场合,要求使用较大的紧固扭矩。
4.1.1.5 螺纹紧固件和连接件之间结合面的润滑程度和粗糙度紧固扭矩主要由3部分组成,50%用来克服螺纹紧固件和螺纹连接件结合面之间的摩擦扭矩,40%用来克服螺纹副之间的摩擦扭矩,其余10%用来克服螺纹副之间的反拧扭矩。
可见结合面之间的粗糙度和润滑程度也直接影响紧固扭矩的大小,为保证足够的预紧力,对粗糙结合面的连接,应使用较大紧固扭矩;而对于光滑结合面,就可以使用较小紧固扭矩。
4.1.2 螺纹紧固件头部形状公司常用的螺纹连接主要是螺钉连接,另外有螺柱、穿心电容、电缆接头等。
在进行紧固装配选用工具时,应注意以下区别:不同头部形状使用不同工具;紧固件直径不同使用的工具型号大小也不同;按不同标准要求生产的紧固件使用的工具也有差别。