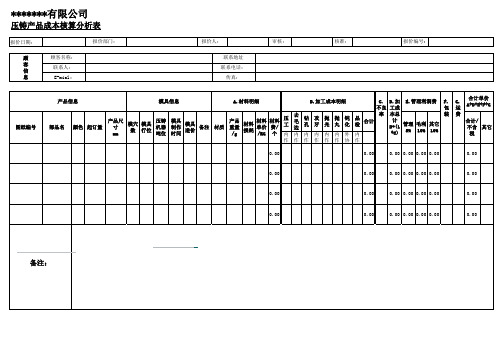
压铸产品成本核算表
压铸件成本核算

压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格,比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
压铸产品成本核算分析表
产品尺 寸 mm
模穴 模具 数 行位
压铸 机器 吨位
模具 制作 时间
模具 造价
备注
材质
产品 重量 /g
材料 损耗
材料 单价 /KG
材料 费/ 个
压 工
内
去 毛 边 内
钻 孔
内
攻 牙
内
抛 光
内
抛 丸
内
钝 化
外
品 检
合计
内
率
本总 计
B*(1 管理 毛利 其它 +C) 5% 10% 10%
装
作作作作作作协作
备注:
G. 运
合计单价 A+D+E+F+G
费
合计/不含 其它税0.000.00
0.00 0.00 0.00 0.00
0.00
0.00
0.00
0.00 0.00 0.00 0.00
0.00
0.00
0.00
0.00 0.00 0.00 0.00
0.00
0.00
0.00
0.00 0.00 0.00 0.00
0.00
*******有限公司
压铸产品成本核算分析表
报价日期:
报价部门:
报价人:
审核:
核准:
报价编号;
顾 客 信 息
图纸编号
顾客名称:
联系地址
联系人:
联系电话:
E-mial: 广州市花都区 汽车城东风大
传真:
产品信息
模具信息
A.材料明细
B.加工成本明细
C. D.加 E.管理利润费 F.
不良 工成
包
部品名
颜色 起订量
铝合金锭压铸件的成本核算
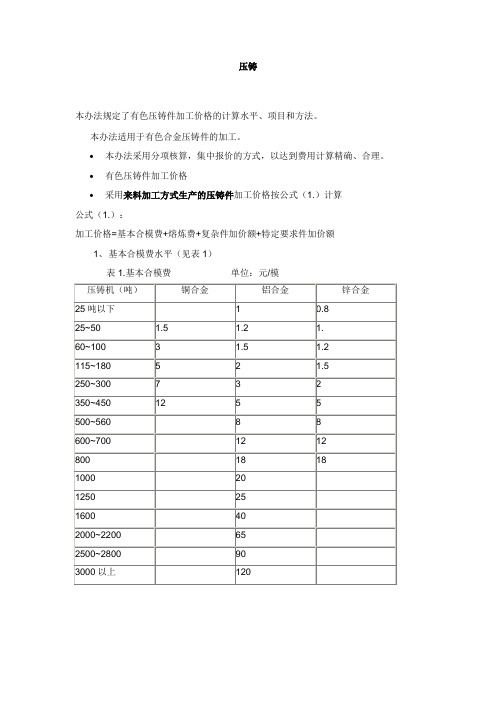
压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
(仅供参考)压铸成本估算
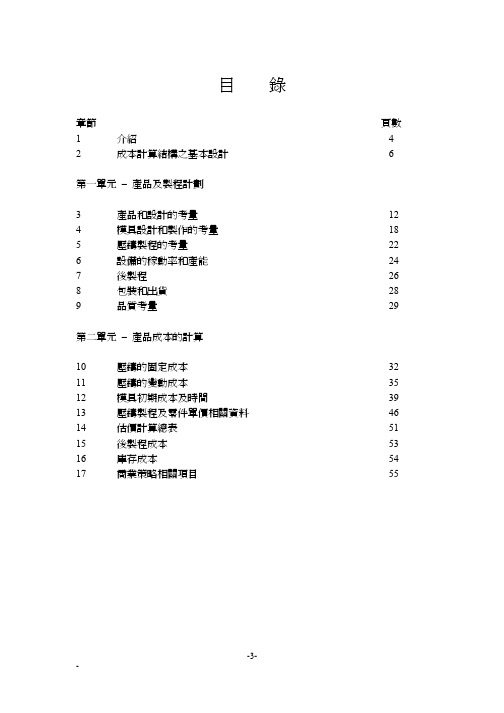
目錄章節頁數1 介紹 42 成本計算結構之基本設計 6第㆒單元 – 產品及製程計劃3 產品和設計的考量 124 模具設計和製作的考量 185 壓鑄製程的考量 226 設備的稼動率和產能 247 後製程 268 包裝和出貨 289 品質考量 29第㆓單元 – 產品成本的計算10 壓鑄的固定成本 3211 壓鑄的變動成本 3512 模具初期成本及時間 3913 壓鑄製程及零件單價相關資料 4614 估價計算總表 5115 後製程成本 5316 庫存成本 5417 商業策略相關項目 55第1章介紹概括本文和附㆖的電腦軟體將提供壓鑄業㆒個快速計算壓鑄、沖切、及後製程的估價方式。
本書的文章及電腦軟體是特別針對壓鑄為主的作業。
宗旨壓鑄業欠缺㆒個準確及快速的估價方式。
依照群組技術的歷史資料,本文和附㆖的電腦軟體將提供壓鑄廠商㆒個具有時效性的方式來開發出成本計算的架構。
依照資料來計算成本過去壓鑄業使用所謂的「猜猜看估價法」。
此法是依照經驗做邏輯性的猜測來判斷成本。
為了避免猜測或判斷有可能有錯,估價者會加㆖㆒個成本的安全系數來彌補有可能低估的部份。
「猜猜看估價法」以及其安全系數概念的問題點就是它無法發掘出新商機獲利的潛力,而導致了失去此商機。
當此壓鑄廠商接獲㆒個商機的時候,他很有可能低估此商機。
而當他真正獲得這個筆生意的時候,以某些程度而言,他多半低估了成本。
以數據為主的成本估計將提供較準確的估價因為它是把歷史資料及數據由群組技術來區分類別。
針對壓鑄業的成本要件本文和附㆖的電腦軟體用的方法與其他其他工業估價成本的走向很接近。
本文和附㆖的電腦軟體是針對壓鑄業,因為成本估算的過程是使用壓鑄的成本要件。
快速估算除了較現有的估價來得準確外,本文所提供的方式也是㆒個較有時效性的估價。
跟所有估價的項目來比較的話,有潛力的新客戶及現有的客戶通常比較關心壓鑄業者快速估價的能力。
如果客戶滿意是目標的話,快速估價將是㆒個理想的工具。
压铸件价格核算和铝AL00与铝锭ADC12的价格差异

1 2 3 4 5 6 7
材料型号 附注1/2 附注3/4 附注6
原材料价格
材料重量
损耗
材料单价(不含 税)
压铸费
去毛刺
材料一般选用铝为ADC12,锌为3#料,从网上查找参照铝、锌锭价格,比铝、锌锭价格稍高 材料重为实际称毛坯重,损耗按1.05 压铸费按机台大小不同来定
机台 160T 180T 250T 280T 350T 400T 压铸费(元/模) 1.2-1.6 1.8--2.2 2.8-3.5 3-4.5 4--5 5.5--7 选择机台参考以下参数:(模架尺寸应小于哥林柱内径(即动模板、静模板之间起导向支撑作用的四个柱子 应在铸造面积范围内) 160T 280T 400T 500T 630T 800T 460*460 560*560 620*620 760*760 750*750 910*910 哥林柱内径mm 射料量 0.8kg-1.8kg 1.5kg-2.9kg 2.7kg-4.7kg 4.3kg-7.1kg 4.3kg-7.2kg 7.2kg-11.2kg 铸造面积(c㎡) 72.5-175 170-335 275-490 405-680 395-655 600-940
附注7 附注8 附9 去毛刺0.2元/个—2元/个,(根据产品大小,结构复杂程度,表面质量要求等) 抛光:0.5元/个—3元/个(根据表面质量要求,使用的抛光设备,抛光材料耗用)
附10 附11
加工费用 常用设备 名称 (元/小时) 数控铣床 40 数显铣床 30 数控车床 40 普通车床 30 (M3---M8)以内:钻孔、攻丝:0.15-0.2元/个、钻孔0.1元/个,装夹孔0.2元/个; (M3---M8)以外另订,管螺纹0.5元/个。 喷粉一般按每平方米20元计算,但需根据不同的产品需加上保护及损耗需乘上系数(1--1.
铸件成本核算
件成本核算表 运输费(元/ 吨) 350.00 包装费(元/ 税收(10.8%) 吨) 300.00 2914.49 合计 29900.49
合计加工费的铸件成本核算表 包装费(元/ 毛坯重量(千 单件前述费 吨) 克) 用(元/只) 300.00 0.80 19.23 铸造加工费 税收(10.8%) (元/件) 6.00 2.72 合计 27.95
铸件成本核算表 运输费(元/ 吨) 700.00 包装费(元/ 税收(10.8%) 吨) 300.00 0.00 合计 35336.00
合计加工费的铸件成本核算表 包装费(元/ 毛坯重量(千 单件前述费 吨) 克) 用(元/只) 300.00 0.80 19.84 铸造加工费 税收(10.8%) (元/件) 3.00 0.00 合计 22.84
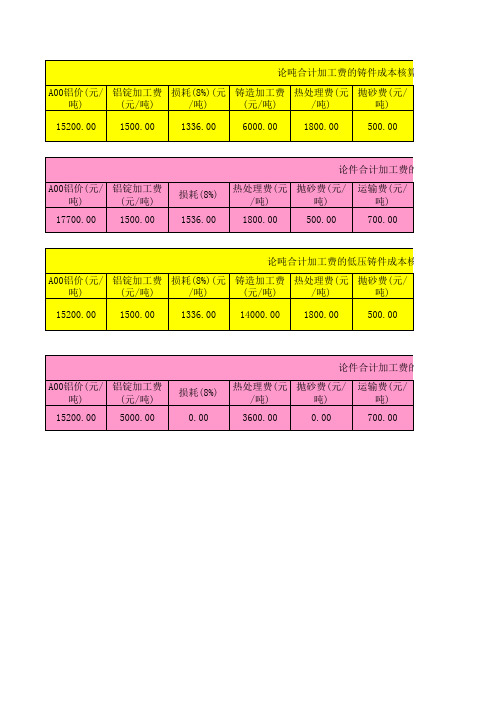
论吨合计加工费的低压铸件成本核算表 A00铝价(元/ 铝(元/ 吨) (元/吨) /吨) (元/吨) /吨) 吨) 15200.00 1500.00 1336.00 14000.00 1800.00 500.00
论件合计加工费的铸件成本核算表 A00铝价(元/ 铝锭加工费 吨) (元/吨) 15200.00 5000.00 损耗(8%) 0.00 热处理费(元 抛砂费(元/ /吨) 吨) 3600.00 0.00 运输费(元/ 吨) 700.00
论吨合计加工费的铸件成本核算表 A00铝价(元/ 铝锭加工费 损耗(8%)(元 铸造加工费 热处理费(元 抛砂费(元/ 吨) (元/吨) /吨) (元/吨) /吨) 吨) 15200.00 1500.00 1336.00 6000.00 1800.00 500.00
论件合计加工费的铸件成本核算表 A00铝价(元/ 铝锭加工费 吨) (元/吨) 17700.00 1500.00 损耗(8%) 1536.00 热处理费(元 抛砂费(元/ /吨) 吨) 1800.00 500.00 运输费(元/ 吨) 700.00
2010压铸成本核算
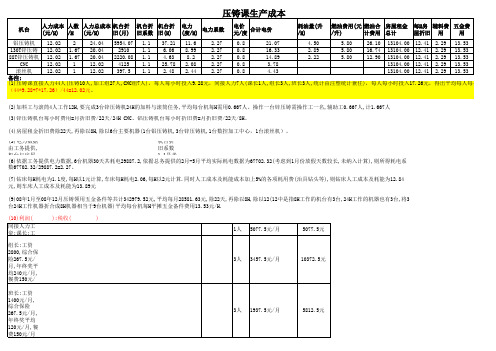
备注:(1)压铸课直接人力44人(压铸10人,加工组27人,CNC组7人),每人每小时投入9.28元,间接人力7人(课长1人,组长3人,班长3人,统计由注塑统计兼任),每人每小时投入17.26元,得出平均每人每小时投(44*9.28+7*17.26)/44=12.02元。
(2)加料工与滚筒4人工作12H,要完成3台锌压铸机24H的加料与滚筒任务,平均每台机每H需用0.667人。
操作一台锌压铸需操作工一名,辅助工0.667人,计1.667人(3)锌压铸机台每小时费用=月折旧费/22天/24H CNC、铝压铸机台每小时折旧费=月折旧费/22天/8H。
(4)房屋租金折旧费除22天,再除以8H,除以6台主要机器(1台铝压铸机,3台锌压铸机,1台数控加工中心,1台滚丝机)。
(5)电力数据由工务提供,机台与房屋折旧费由财务提供。
机台折旧系数1.1是考虑到辅机未折旧。
(6)依据工务提供电力数据,6台机器30天共耗电29887.2,依据总务提供的2月-5月平均实际耗电数据为67702.32(考虑到1月份放假天数较长,未纳入计算),则所得耗电系数67702.32/29887.2=2.27。
(7)钻床每H耗电为1.1度,每H以1元计算,车床每H耗电2.06,每H以2元计算.同时人工成本及耗能成本加上5%的各项耗用费(治具钻头等),则钻床人工成本及耗能为12.84元,则车床人工成本及耗能为13.89元(9)08年1月至08年12月压铸领用五金备件等共计342979.52元,平均每月28581.63元,除22天,再除以8H,除以12(12中是指8H工作的机台有3台,24H工作的机器也有3台,将3台24H工作机器折合成8H机器相当于9台机器)平均每台机每H平摊五金备件费用13.53元/H.(10)利润( );税收( )核准:审核:制表:小时投入。
压铸产品成本核算表

文件编号: 版本/修订号:A/0
客户名称: 项目名称
产品件号
产品名称
年需求量
产品尺寸
产品表面积㎡
投影面积㎡
基 原材料名称
础 数
原材料单价(元/kg)
据 产品重量kg
铝损+质量损失kg
模具尺寸
模具寿命
模具 模穴数
压铸机吨位
模具费用(不含 税)
原材料费 材料费
辅材费用
合模费
打磨
抛丸
孔数
孔加工费
精加工 特殊加工-设备
费
特殊加工-节拍
用
特殊加工费
喷涂-出挂数
喷涂-胶塞
喷涂-防涂板 喷塑
喷涂费-5年
喷涂费-10年
受控文件 发布日期: 实施日期:
客户编ห้องสมุดไป่ตู้: 产品价格明细表
喷塑
喷涂费-双喷双烤
包装及 包装 运输 运输
小
计
管理费用5%
其他
利润10%
税率13%
合
计
交货地址:
备注 包装方式:
运输方式:
注:原材料单价为实际价格;
制表:
审核:
批准:
日期:
压铸件成本核算.

压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g ,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0, 就是对应的采购价格,比如250t 压铸机约25万块,300t 的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW ,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T 的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
铸造业成本核算表格

铸造业成本核算表格在铸造业中,成本核算对于企业的管理和决策至关重要。
通过对铸造业成本的准确核算,企业可以了解产品各个环节的成本构成,从而合理制定价格和成本控制策略。
为了更好地帮助铸造企业进行成本核算,本文将提供一份适用于铸造业的成本核算表格,以实现成本控制和经营管理的有效性。
表格名称:表格构成:1. 产品信息栏序号 | 产品名称 | 单位 | 计划产量 | 实际产量 | 单位产品成本2. 原材料成本序号 | 原材料名称 | 单位 | 单位价格 | 使用量 | 成本小计3. 劳动力成本序号 | 岗位名称 | 人数 | 工资标准 | 工作时间 | 成本小计4. 设备折旧成本序号 | 设备名称 | 购置金额 | 使用年限 | 折旧费用 | 折旧成本小计5. 能源消耗成本序号 | 能源种类 | 单价 | 使用量 | 成本小计6. 工时费用序号 | 岗位名称 | 人数 | 工资标准 | 工作时间 | 成本小计7. 管理费用序号 | 费用名称 | 金额 | 成本小计8. 其他费用序号 | 费用名称 | 金额 | 成本小计9. 总成本统计序号 | 成本项目 | 金额 | 占比 | 备注表格使用说明:1. 产品信息栏:填写产品的基本信息,包括产品名称、计划产量和实际产量等。
通过计算单位产品成本,可以了解每个产品的生产成本。
2. 原材料成本:按照实际使用的原材料情况填写,包括原材料名称、单位价格和使用量等。
成本小计栏目中计算各个原材料的成本总和。
3. 劳动力成本:根据各个岗位的工作人数、工资标准和工作时间等填写相关信息。
成本小计栏目中计算各个岗位的成本总和。
4. 设备折旧成本:填写设备的相关信息,包括设备名称、购置金额、使用年限和折旧费用等。
成本小计栏目中计算设备折旧的总成本。
5. 能源消耗成本:填写能源的相关信息,包括能源种类、单价和使用量等。
成本小计栏目中计算各类能源消耗的总成本。
6. 工时费用:填写各个岗位的工作人数、工资标准和工作时间等。
压铸件成本明细报价

一、
定作方要 求 产品图号
main-heatsink
二、
加工方预 算(报
报价项
名称
1.模架
2.模芯
5.电极 一
产品名称 主散热器
版本
腔/模 一出一
套数 1
适合机型 800T
型号、品牌 龙记 8407 石墨
尺寸(长x宽x厚) 600*650*420 400*400*200 300*200*60
数量 1 1 6
重量(kg) 1277 250
单价(元/kg) 15
合计价格(元) 19155.00
材 料 费
4.辅助 材料、 五金件
4.1顶针 4.2锁模
4.3其他
5.刀具损耗
日本大同
合计
1000.00
6000.00 600.00
项目
1.模架加工
C 二 3.电火花
加 4.线切割
工 费
5.省模
6.热处理
7.其他加工费
1.利润 三
2.试模费
其 他
3.设计费用
费 4.其他费用
用
加工时间(小时) 150 250 250
180 130(KG)
合计 0%
单价(元/小时)
合计
合计价格 4000.00 4000.00 8000.00
模具使用寿命 模具制造周期8Biblioteka 万模次42天
费用合计(不含税)
税率
17%
费用合计(含税)
0
加工方: 报价责任 人: 日期:
定作方: CEG/采购 员:
加盖公 章:
CEG领导审 批:
产品重量1500+150g 800T冷室压铸机
镁、铝、锌合金压铸成本对比分析表
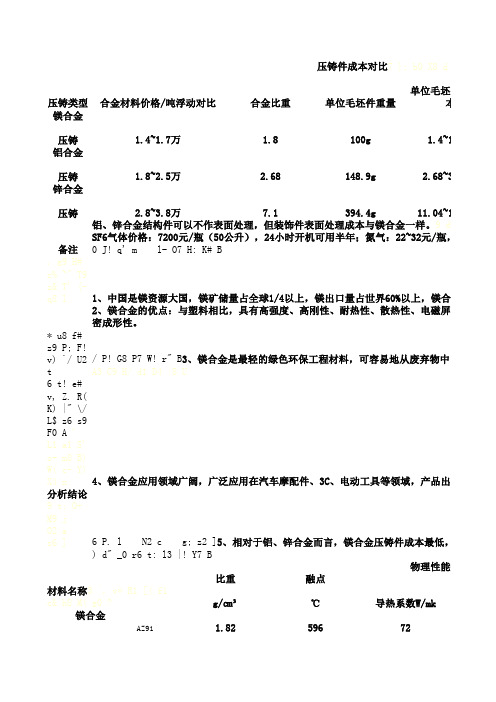
压铸类型 合金材料价格/吨浮动对比 镁合金
合金比重
单位毛坯件材料成
单位毛坯件重量
本
压铸 铝合金
1.4~1.7万
1.8
100g
1.4~1.7元
压铸 锌合金
1.8~2.5万
2.68
148.9g
2.68~3.72元
压铸
2.8~3.8万
7.1
394.4g
11.04~14.99元
2、镁合金的优点:与塑料相比,具有高强度、高刚性、耐热性、散热性、电磁屏蔽、静电防
密成形性。
* u8 f#
z9 P; F!
v) `/ U2 / P! G8 P7 W! r" B3、镁合金是最轻的绿色环保工程材料,可容易地从废弃物中回收,再生
t
A3 C9 H/ d1 D4 |8 U
6 t! e#
v, Z. R(
15
315
160
3
517
400
22
35
*
40
104
*
3
151
45
117
71
66
200
34
2.1
85
6.7
) d" _0 r6 t: l3 |! Y7 B
物理性能数值比较
比重
融点
材料名称3 `, v* R1 [( f1
c& h8 M( g0 ?
g/㎝³
℃
导热系数W/mk
镁合金
AZ91
1.82
596
72
(压铸形)
AM60
1.79
615
62
铝合金
MG压铸件成本分析表.doc

產品成本分析表- MG產品類別Product Type :客戶Customer:產品名稱Product Name:產品編號Product Numbe:r收到日期Date: 非汽車類Non-auto 銷售形工作天工作小時班次Shift海關退內銷直接轉廠一般出口出口貿易人工26 12.50工資匯率6.01410Curr匯率0.77602Curr付款條款RMB/HRMB/1URMB/1香港及國成本分析資料機器效率訂單單位量/Unit原料噴砂磨光部震機部外發壓鑄部CNC 二次加工部水安拋陽沖校校檢小噴進廠價出啤小CNC CNC CNC CNC CNC 檢小沖刮打鑽搭小前噴噴小磨磨打打檢小產品信息工序: 口定光極重處加加加加加震( ¥/T) 模時水批批處砂夾氧熔理工工工工工机成全15876 數產口正 1 計 1 2 3 4 5 查計鋒鋒磨孔牙計理砂計口光磨磨查計 1 正查計化粉本檢標準工序成本: 17.15 1出400 4.27 12.5 12.5 30 50 50 50 50 50 12.5 21 21 21 21 21 21 21 12.5 180 12.5 33 33 33 33 12.5 86 12.5 12.5生產力或數量: 1 1 損 5.0 0.5 0.5 0.5 6.4 0.5 0.5 3.0 0.5 0.5 1.0 5.9 3.0 1.0 7.3 1.5 3.0 1.5 5.9 1.5 3.0 1.5 1.5 7.3 2.0 1.0 1.0 4.0 2.0 2.0 損耗: 00.5 0.5 0.5 1.0 1.0% % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % 耗#DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI產品成本: 0.00V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 設備配置:4. 4.模、夾具配置: #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V 5 5模、夾具成本: 小計: 原料#VALUE#VALUE#VALUE#VAL#VALUE#VALUE#VA #VA #VA #VA #V #VA #VA #VA #VA #VA #VA #V #VA #V #VA #VA #VA #VA#VA#VLUE LUE LUE LUE AL LUE LUE LUE LUE LUE LUE AL LUE AL LUE LUE LUE LUE LUE AL噴油部裝配部包裝/裝配物料#VALUE#VALUE#VAL0 0進廠價前噴油天固打噴油天固打噴油天固打移移固脫全小檢裝包小紙膠隔刀貼卡小大陸到工序:( ¥/T) 處底拿化面拿化光拿化印化運運15876 理油漆水劑磨油漆水劑磨油漆水劑磨印油劑油檢計查配裝計箱袋紙卡紙板計(卡(散12. 12. 12. 0.0標準工序成本: 17.15 12.5 600 300 60 186 12.5 600 360 60 186 600 172 165 186 30 650 186 0.8 19 19 19 64 128 0.745 5 5 2生產力或數量: 0 0 0 0 0 0 0 1 1 0 02.0 10. 6.0 6.0 2.5 2.5 2.5 7.3損耗: 3%10.0% 10.0% 10.0% 5.0%#DI #DI #DI #DI #DI #%D I#DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #0D%I#0D%I#0D%I#%D I#%D I#%D I#%D I#DI 0.0 #DI #DI #DI #DI #DI #DI #DI產品成本: 0.000.00V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 0 V/0 V/0 V/0 V/0 V/0 V/0 V/0設備配置: 產品成本模、夾具配置: #V #V #V #V #V #V #V #V #V #V #V #V #模、夾具成本: 小計:#VA LUE 原材料 小計: 0.00 成本百分率:#DIV/0!#VALUE 加 成 工 本 #VA #VA LUE LUE 小 計百: #DIV/0! 分 #DIV/0! 表 成 面 本 #VA LUE #VA #VA 小L UE LUE 計百: #DIV/0! 分 #DIV/0! #VA LUE外 成 發 本 #VA #V LUE AL 小 百計: #DIV/0! 分 #DIV/0!#VA LUE #VA LUE 外 成 購本 #VA LUE #V 小AL 百計: #DIV/0! 分#DIV/0!模 成 夾本 模具成本 小 0模具成本 運百計:#VALUE! 分#VALUE!成 輸 本產品表面積:dm2產品Mar產品外尺寸: mm 模夾具M壁厚:mm備注:簡 圖銷售經理 *. 以上產品之外觀收貨標準請根據附件 DFM 之內容標注在給客戶的報價單上。
2010压铸成本核算

2010压铸成本核算备注:(1)压铸课直接⼈⼒44⼈(压铸10⼈,加⼯组27⼈,CNC组7⼈),每⼈每⼩时投⼊9.28元,间接⼈⼒7⼈(课长1⼈,组长3⼈,班长3⼈,统计由注塑统计兼任),每⼈每⼩时投⼊17.26元,得出平均每⼈每⼩时投(44*9.28+7*17.26)/44=12.02元。
(2)加料⼯与滚筒4⼈⼯作12H,要完成3台锌压铸机24H的加料与滚筒任务,平均每台机每H需⽤0.667⼈。
操作⼀台锌压铸需操作⼯⼀名,辅助⼯0.667⼈,计1.667⼈(3)锌压铸机台每⼩时费⽤=⽉折旧费/22天/24H CNC、铝压铸机台每⼩时折旧费=⽉折旧费/22天/8H。
(4)房屋租⾦折旧费除22天,再除以8H,除以6台主要机器(1台铝压铸机,3台锌压铸机,1台数控加⼯中⼼,1台滚丝机)。
(5)电⼒数据由⼯务提供,机台与房屋折旧费由财务提供。
机台折旧系数1.1是考虑到辅机未折旧。
(6)依据⼯务提供电⼒数据,6台机器30天共耗电29887.2,依据总务提供的2⽉-5⽉平均实际耗电数据为67702.32(考虑到1⽉份放假天数较长,未纳⼊计算),则所得耗电系数67702.32/29887.2=2.27。
(7)钻床每H耗电为1.1度,每H以1元计算,车床每H耗电2.06,每H以2元计算.同时⼈⼯成本及耗能成本加上5%的各项耗⽤费(治具钻头等),则钻床⼈⼯成本及耗能为12.84元,则车床⼈⼯成本及耗能为13.89元(9)08年1⽉⾄08年12⽉压铸领⽤五⾦备件等共计342979.52元,平均每⽉28581.63元,除22天,再除以8H,除以12(12中是指8H⼯作的机台有3台,24H⼯作的机器也有3台,将3台24H⼯作机器折合成8H机器相当于9台机器)平均每台机每H平摊五⾦备件费⽤13.53元/H.(10)利润( );税收( )核准:审核:制表:⼩时投⼊。
MG压铸件成本分析表

1
計
1 50
2 50
3 50
4 50
5
砂 全檢 計
dm² 檢
0.09
17.15
12.5 12.5 30
50 12.5
12.5 180 12.5
86 12.5 12.5
520
12.5
1.0% 2.0%
500 50
0.8 12.5 1 3.0% 1.5%
#DIV/0! #DIV/0!
損耗 5.0%
0
0.5% 0.5% 0.5% 6.4% 0.5% 0.5% 3.0% 0.5% 0.5% 1.0% 5.9% 0.5% 0.5% 3.0% 0.5% 1.0% 1.0% 1.0% 7.3% 1.5% 3.0% 1.5% 5.9% 1.5% 3.0% 1.5% 1.5%
費用 費用
(卡板 ) (散貨 ) (卡板 ) (散貨 )
(/單) (/船)
計 分攤 分攤 計
#VALUE! #VALUE!
總 成 本
計稅 總 成 本
交 公 模 期
工作天
128 0.74 78 0 0 0
3.9 124 194 0 2000 2000
80000 200000
40
2.4% 4.17%
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0
0.00
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
铝合金压铸生产成本核算

铝合金压铸生产成本核算铝合金压铸生产成本核算一、单一产品批量生产这种生产方式的成本核算比较简单,也是理解多品种成本核算方法的基础。
按该批铸件所耗用的各种材料的价值计算出直接材料成本,比如耗用的铝锭、回炉料、合金材料等,其中回炉料是将期初的回炉料存量减去期末回炉料存量,如果出现负值,说明没有消耗回炉料,反而产生了回炉料。
直接材料成本=铝锭消耗量*单价+各种合金*单价+消耗回炉料*估算单价。
之所以回炉料用估算单价是因为一般情况下回炉料不销售,一直在生产中循环使用,还有一部分是送到用户方又被退回的,还被罚了加工费,如何核算,你先自己思考一下。
当期耗用的辅助材料、模具费用摊销、折旧费、设备维修费等,计入制造费用。
水、电费也建议计入制造费用。
直接从事压铸生产的工人计入直接人工,间接生产人员(打磨、钻孔、车床加工)及车间管理人员的工资计入制造费用。
其他与生产有关的直接费用和间接费用计入各自对应科目。
最后,根据上述资料计算出当月实际投入的各成本费用,加上期初的在产品费用,减去期末根据实际盘点计算出的期末在产品费用,即可得到当月出产的铸件的总成本,然后除以铸件产量(以重量或数量为计量单位),即可得到单位铸件的成本。
二,多品种生产教科书上的办法是原材料的消耗按照每一种铸件的实际生产数量分配,其他各项成本费用按照各自耗用的工时进行分配。
这种方法在大部分小企业无法实现,原因是小企业不会配备有足够的统计、核算人员为我们提供工时资料。
在此我们可以参照该公司的实际情况,引入一个压铸次数的概念,代替教科书中的工时。
压铸次数就是本月生产某种铸件,压铸机一共有效执行了压铸动作多少次。
这个数据主要参考模具的样式与成品率。
比如说,A种铸件的模具一次成型能出4件毛坯,本月一共生产A种铸件的正品毛坯1000件,合格率90%,我们就可以认为本月A种产品正品毛坯的有效压铸次数为1000÷4÷90%=277.8次。
马总说一直在统计着各班次的合格率。