铝合金锭压铸件的成本核算
压铸件成本核算
压铸件成本核算
本文介绍了以亿高的脚踏为例,如何进行压铸件成本核算。
成本组成主要包括材料费、合模费、熔炼费、后处理费、包装运输费、模具均摊、税点和利润。
其中,材料费的计算需要考虑产品重量、损耗率和材料价格。
以亿高的脚踏支架为例,计算出的材料费为5元/件。
合模费由人工、水电和压铸设备折
旧费构成,具体计算需要明确压铸机的价格、使用寿命、功率和日产量等参数。
熔炼费的计算方法暂不详。
后处理费用主要是对压铸出来的毛坯进行表面处理,按各工序工钱总和计算。
包装运输费用按包装数量均摊和运输费用计算。
模具均摊费用为开模费用按模的使用寿命均摊。
最后,税点和利润计算分别为7%和10%。
总计亿高脚踏支架的成本为8元/件。
另外,压铸机台费用和易损件均摊费用也需要在使用过程中考虑。
180T啤酒售价为4.0元,250T售价为6.5元,400T售价
为8.0元,500T售价为10.0元,650T售价为12元,800T售
价为15.0元,1000T售价为22.0元,1250T售价为32.0元。
冲头上的密封环每个约2000元,可以使用约3万次,均
摊成本约为0.15元。
另外,压铸模具的费用也需要考虑。
在材料方面,国内多使用进口的日本牌号材料,如H13、SKD61、8407来制作型芯型腔,而模架则多使用45#钢。
压铸件加工价格计算办法
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
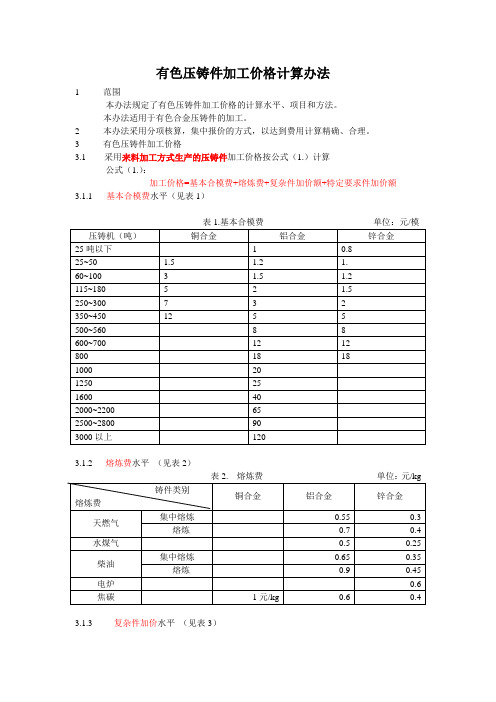
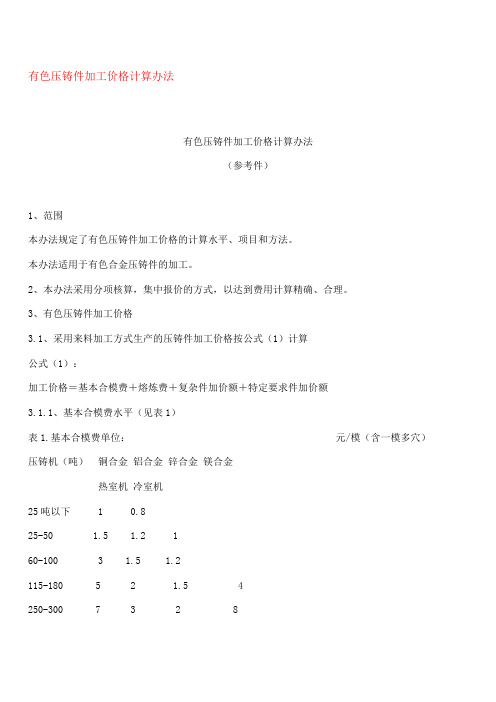
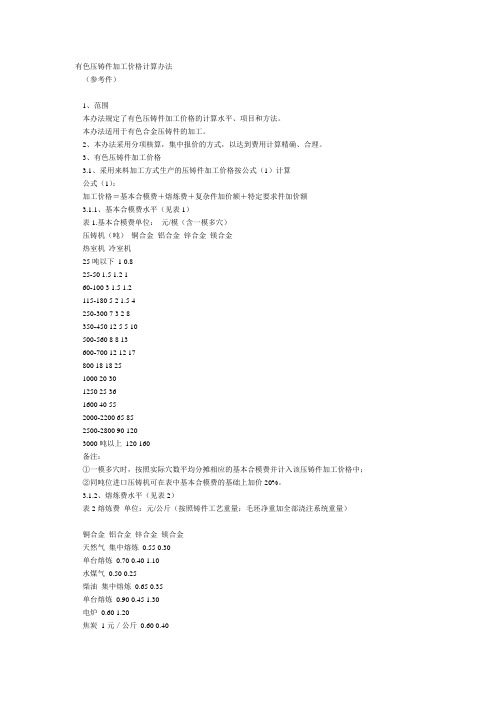
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
铝压铸模具的成本计算公式

铝压铸模具的成本计算公式铝压铸模具是用于铝合金压铸生产的工具,它的质量和精度直接影响产品的质量和生产效率。
因此,了解铝压铸模具的成本计算公式对于厂家来说非常重要。
本文将介绍铝压铸模具的成本计算公式,并对其中的各个因素进行详细解析。
铝压铸模具的成本主要由以下几个方面构成,材料成本、加工成本、人工成本、管理成本和利润。
下面我们将对这些成本进行详细分析。
1. 材料成本。
铝压铸模具的材料一般为优质的工具钢或合金钢,其价格相对较高。
材料成本的计算公式为:材料成本 = 模具重量×材料密度×材料价格。
其中,模具重量可以通过CAD软件进行计算,材料密度和价格可以通过市场调研得到。
需要注意的是,模具的设计和加工方式也会影响材料的利用率,从而影响材料成本。
2. 加工成本。
铝压铸模具的加工成本主要包括机加工、热处理和表面处理等费用。
加工成本的计算公式为:加工成本 = 机加工费用 + 热处理费用 + 表面处理费用。
其中,机加工费用可以根据模具的复杂程度和加工工艺进行计算,热处理费用和表面处理费用可以根据实际情况进行估算。
3. 人工成本。
铝压铸模具的制造过程需要大量的人工操作,包括设计、加工、组装和调试等环节。
人工成本的计算公式为:人工成本 = 设计人工费用 + 加工人工费用 + 组装人工费用 + 调试人工费用。
其中,设计人工费用可以根据设计师的工作量和技术水平进行估算,加工人工费用可以根据加工工艺和操作人员的工资标准进行计算,组装人工费用和调试人工费用可以根据实际情况进行估算。
4. 管理成本。
铝压铸模具的制造过程需要进行生产计划、材料采购、质量控制、成本核算等管理工作,这些管理工作所需的费用也需要计入成本。
管理成本的计算公式为:管理成本 = 生产计划费用 + 材料采购费用 + 质量控制费用 + 成本核算费用。
其中,生产计划费用可以根据生产计划的复杂程度进行估算,材料采购费用可以根据采购量和运输费用进行计算,质量控制费用和成本核算费用可以根据实际情况进行估算。
压铸件加工价格计算

压铸件加⼯价格计算有⾊压铸件加⼯价格计算办法1范围本办法规定了有⾊压铸件加⼯价格的计算⽔平、项⽬和⽅法。
本办法适⽤于有⾊合⾦压铸件的加⼯。
2本办法采⽤分项核算,集中报价的⽅式,以达到费⽤计算精确、合理。
3有⾊压铸件加⼯价格3.1采⽤来料加⼯⽅式⽣产的压铸件加⼯价格按公式(1.)计算公式(1.):加⼯价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费⽔平(见表1)表1.基本合模费单位:元/模3.1.2 熔炼费⽔平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价⽔平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价⽔平(见表4)表4. 特定要求件加价额3.2 采⽤包⼯包料⽅式⽣产的压铸件加⼯价格按公式(2)计算公式(2):加⼯价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执⾏。
3.2.2 压铸件材料价格⽔平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗⽤定额+管理费及利润。
3.2.2.1 ⾃配合⾦材料单价按订货时A。
铝,0#锌的市场价加上其合⾦铝的加⼯费(不同锌,铝合⾦收取不同的加⼯费),但铜合⾦材料单价则按1#铜与0#锌市场价与其配⽐再加上加⼯费,镁的市场价加上加⼯费。
3.2.2.2 购标准合⾦锭材料单价按订货时合⾦锭价格3.2.2.3 材料耗⽤定额按公式(4)计算公式(4):材料耗⽤定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视⼯件情况⽽定)。
2.损耗率:铜合⾦铸件7%,铝合⾦铸件5%,锌合⾦铸件6%,镁合⾦铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间⽽订)4镁合⾦压铸件加⼯价格,参考铝、锌合⾦压铸件加⼯价格上浮30% 。
常州先进铝合金成本核算

常州先进铝合金成本核算在当今的制造业中,铝合金因其优异的性能而被广泛应用于各个领域。
常州作为制造业发达的地区,先进铝合金的生产在当地产业中占据着重要地位。
成本核算是企业管理中的关键环节,对于提高企业竞争力、优化生产流程以及制定合理的价格策略都具有重要意义。
一、先进铝合金成本的构成先进铝合金的成本主要包括原材料成本、生产加工成本、设备折旧与维护成本、人工成本、能源成本以及其他间接成本等。
1、原材料成本原材料是先进铝合金成本的重要组成部分。
铝合金的主要原材料包括铝锭、合金元素等。
铝锭的价格波动较大,受到国际铝价、市场供需关系等因素的影响。
合金元素的种类和添加量也会对成本产生影响,如硅、镁、铜等元素的价格和采购渠道都会影响原材料成本。
2、生产加工成本生产加工过程中的成本包括熔炼、铸造、挤压、轧制、热处理等工艺环节所产生的费用。
这些工艺需要消耗大量的能源,如电力、燃气等,同时还需要使用模具、润滑剂等辅助材料。
此外,生产设备的运行和维护也需要投入一定的成本。
3、设备折旧与维护成本先进铝合金的生产通常需要配备高精度、高性能的生产设备,如熔炼炉、挤压机、轧机等。
这些设备的购置成本较高,在使用过程中会逐渐折旧。
同时,为了确保设备的正常运行,还需要定期进行维护和保养,这也会产生相应的费用。
4、人工成本生产过程中需要各类技术人员和操作人员,包括熔炼工、铸造工、挤压工、质检人员等。
人工成本不仅包括员工的工资、奖金,还包括社会保险、福利等费用。
5、能源成本铝合金的生产是一个高能耗的过程,需要消耗大量的电力、燃气等能源。
能源价格的波动会直接影响到生产成本。
6、其他间接成本这包括厂房租金、管理费用、运输费用、包装费用、环保费用等。
虽然这些成本在单个产品中的占比较小,但在总体成本核算中也不可忽视。
二、成本核算的方法1、直接成本核算直接成本是可以直接追溯到产品的成本,如原材料成本、直接人工成本等。
对于原材料成本,可以通过采购发票和库存记录来准确核算。
如何对压铸件进行报价

如何对压铸件进行报价前言• 报价对于压铸企业来讲,是必须的工作。
• 如何报价是必须掌握的技能。
• 目前暂无行业标准,所以报价方式较为混乱。
• 具体报价需要参考行业的水准和企业自身的水准进行。
说明• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
方式一:按照作坊价:25元/公斤。
方式二:按照工序:压铸件材料价格+合模费+去毛刺+机加费+表面处理+管理费+税点+利润(相关行情数据参照经验)方式三:能够根据自己公司长期的数据,成本核算,得出每步工序的价格。
压铸件加工方式• 来料加工加工价格 = 合模费 *(1+管理费率)*(1+税费率)*(1+利润率)• 包工包料加工价格=(压铸件材料价格+合模费+去毛刺+机加费+表面处理)*(1+管理费率)*(1+税费率)*(1+利润率)合模费 =(产品合模费+ 熔炼费+复杂件加价额+特定要求件加价额)一、压铸件材料费• 压铸件材料价格=材料单价×材料耗用定额。
压铸件材料费—材料单价• 自配合金• 购买标准的合金锭单价(基准价+加工费)材料类型型号基准价加工费ADC12铝合金SMM中A00铝1500A3803#SMM中0#锌900锌合金5#SMM中0#锌1400材料单价按订货时合金锭价格。
压铸件材料费—材料耗用定额• 材料耗用定额=压铸件净重+浇铸系统重量×损耗率。
• 浇注系统重量包含:料饼、流道、产品、渣包、排气。
浇铸系统重量:为压铸件净重的1.2~1.8(视工件情况而定)。
为方便计算,我们默认采用1.5倍。
损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
压铸件材料费—案例• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
第一步:材料单价A00 铝今日均价10280元/吨ADC12铝合金 单价= 10280+1500=11780元/吨第二步:材料耗用定额产品净重2210g浇注系统为压铸件净重的40%铝合金损耗率按照5%材料耗用定额=2210 + 2210*1.4*5%=2210+154.7=2364.7g如何对压铸件进行报价二、综合合模费综合合模费包含以下部分:1. 设备合模费——根据压铸机品牌和吨位,每模费用。
压铸件成本核算

压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格,比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
压铸成本计算方法

压铸成本计算方法1. 嘿,你知道吗?压铸成本计算那可得搞清楚材料费用呀!就好比做蛋糕,面粉不就是很关键的材料嘛,这可是一大笔开销呢!比如我们做一个压铸零件,那材料成本不就得好好算算。
2. 还有啊,加工费也不能小瞧!这就像给房子装修,工人的工钱可是要占不少比例的呢!做压铸产品加工也是一样呀,加工费得算仔细了。
比如说一台机器运作一小时得花多少钱。
3. 模具费用呢,这可重要啦!你想想,模具就像是钥匙,没有它可不行。
就好比去开门,没钥匙怎么进得去呀!像做一批特定的压铸产品,模具费用就不能忽略呀。
4. 水电费你可别不当回事儿!它就像生活中的小开支,积累起来也不少呢!压铸过程中机器运行要用不少电和水吧,这就是成本呀!比如一个月水电费花了多少。
5. 废品率也是要考虑的哦!哎呀,要是做蛋糕做坏了几个,那不就浪费了嘛。
压铸也会有废品产生呀,得把这部分的损失算进去。
就像有时候压铸出来几个不合格的产品。
6. 管理费用可不能忘呀!这就像是一个团队的指挥棒,得花钱来维持呢!想想压铸工厂的运营管理,是不是要有人力物力呀,这也是成本哟!比如说管理人员的工资之类的。
7. 包装费用也得算上呀!包装就好像给产品穿上漂亮衣服,也得花心思和钱呢!像压铸产品包装起来运出去,这包装的费用可不能不算。
比如用了多少纸箱子和包装材料。
8. 设备折旧也是成本呢!设备用久了会老化会贬值呀,就像你的手机用久了也没那么值钱了吧!压铸设备也一样呀,要把折旧的部分算进来呢。
比如说每年设备要折旧多少。
9. 人工成本绝对不能漏呀!这就像盖房子的工人,他们的工资可是要付的呀!压铸生产线上的工人工资等,都是我们要算进去的成本呢!比如一个工人一天的工资是多少。
总之,压铸成本的计算可不简单呀,这方方面面都得考虑到,一个都不能少!不然怎么知道赚不赚钱呢!。
有色压铸件加工价格计算办法
有色压铸件加工价格计算办法有色压铸件加工价格计算办法(参考件)1、范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2、本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3、有色压铸件加工价格3.1、采用来料加工方式生产的压铸件加工价格按公式(1)计算公式(1):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1、基本合模费水平(见表1)表1.基本合模费单位:元/模(含一模多穴)压铸机(吨)铜合金铝合金锌合金镁合金热室机冷室机25吨以下 1 0.825-50 1.5 1.2 160-100 3 1.5 1.2115-180 5 2 1.5 4250-300 7 3 2 8350-450 12 5 5 10500-560 8 8 13600-700 12 12 17800 18 18 251000 20 301250 25 361600 40 552000-2200 65 852500-2800 90 1203000吨以上120 160备注:①一模多穴时,按照实际穴数平均分摊相应的基本合模费并计入该压铸件加工价格中;②同吨位进口压铸机可在表中基本合模费的基础上加价20%。
3.1.2、熔炼费水平(见表2)表2熔炼费单位:元/公斤(按照铸件工艺重量:毛坯净重加全部浇注系统重量)铜合金铝合金锌合金镁合金天然气集中熔炼0.55 0.30单台熔炼 0.70 0.40 1.10水煤气 0.50 0.25柴油集中熔炼0.65 0.35单台熔炼 0.90 0.45 1.30电炉 0.60 1.20焦炭1元/公斤 0.60 0.40备注:委托方要求的熔炼方式应与该产品的质量要求相一致,承制方应当严格遵循委托方要求的熔炼方式,并对产品材质质量进行保证。
3.1.3、复杂件加价水平(见表3)表3复杂件加价额项目加价规定(1)压铸件模具结构用斜销滑块压铸机规格180T以下250-700T 800T以上斜销滑块加价0.4元/块0.6-1元/块2元/块(2)压铸件模具结构用液压抽芯液压缸规格≤2T >2T≤5T >5T≤10T ≥10T 液压抽芯加价0.6元/只0.8-1元/只 1.2-1.5元/只2元/只(3)压铸件内需安放嵌件的根据安放嵌件只数计算,每只嵌件安放费为0.5元(4)形状复杂并难以成形的根据具体情况可加收10-50%的复杂费(以基本合模费为计算依据) 3.1.4、特定要求件加价水平(见表4)表4.特定要求件加价额项目加价规定耐压件、受力件、装饰件表面及含特定要求件单项加收复杂费10-30%(以基本合模费为计算依据)3.1.5、委托方应承担所供承制方原材料重量的规定熔炼损耗率,具体按3.2.2.3中规定计算。
压铸件价格核算和铝AL00与铝锭ADC12的价格差异

1 2 3 4 5 6 7
材料型号 附注1/2 附注3/4 附注6
原材料价格
材料重量
损耗
材料单价(不含 税)
压铸费
去毛刺
材料一般选用铝为ADC12,锌为3#料,从网上查找参照铝、锌锭价格,比铝、锌锭价格稍高 材料重为实际称毛坯重,损耗按1.05 压铸费按机台大小不同来定
机台 160T 180T 250T 280T 350T 400T 压铸费(元/模) 1.2-1.6 1.8--2.2 2.8-3.5 3-4.5 4--5 5.5--7 选择机台参考以下参数:(模架尺寸应小于哥林柱内径(即动模板、静模板之间起导向支撑作用的四个柱子 应在铸造面积范围内) 160T 280T 400T 500T 630T 800T 460*460 560*560 620*620 760*760 750*750 910*910 哥林柱内径mm 射料量 0.8kg-1.8kg 1.5kg-2.9kg 2.7kg-4.7kg 4.3kg-7.1kg 4.3kg-7.2kg 7.2kg-11.2kg 铸造面积(c㎡) 72.5-175 170-335 275-490 405-680 395-655 600-940
附注7 附注8 附9 去毛刺0.2元/个—2元/个,(根据产品大小,结构复杂程度,表面质量要求等) 抛光:0.5元/个—3元/个(根据表面质量要求,使用的抛光设备,抛光材料耗用)
附10 附11
加工费用 常用设备 名称 (元/小时) 数控铣床 40 数显铣床 30 数控车床 40 普通车床 30 (M3---M8)以内:钻孔、攻丝:0.15-0.2元/个、钻孔0.1元/个,装夹孔0.2元/个; (M3---M8)以外另订,管螺纹0.5元/个。 喷粉一般按每平方米20元计算,但需根据不同的产品需加上保护及损耗需乘上系数(1--1.
压铸件成本核算

压铸件成本核算第一篇:压铸件成本核算压铸件成本核算,以亿高的脚踏为例:1、成本组成主要有:材料费+合模费+熔炼费+后处理费+包装运输费+模具均摊+7%税点+10%利润。
2、材料费:产品重量+损耗(3~5%)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可;扣除可回收的水口料,实际损耗正常在1.05~2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题。
)3、合模费:由人工+水电+压铸设备折旧费构成具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格。
比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的要在采购处得知),使用10年(压铸机一般用个15-20年都不会有问题),功率为22KW,按一分钟生产一个产品(这个非常重要),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详。
每小时折旧费用(电炉售价÷使用寿命小时)÷产能+均摊电费(电炉功率Kw/时÷产能)5、后处理费用主要是对压铸出来的毛坯进行表面处理,去水口、钻孔、攻牙、去毛边、震磨等(按各工序工钱总和计算,如去水口2毛钱,去毛边一道2分钱)6、包装运输费用按包装数量均摊+运输费(根据距离而定)。
有色压铸件加工价格计算办法
有色压铸件加工价格计算办法(参考件)1、范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2、本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3、有色压铸件加工价格3.1、采用来料加工方式生产的压铸件加工价格按公式(1)计算公式(1):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1、基本合模费水平(见表1)表1.基本合模费单位:元/模(含一模多穴)压铸机(吨)铜合金铝合金锌合金镁合金热室机冷室机25吨以下1 0.825-50 1.5 1.2 160-100 3 1.5 1.2115-180 5 2 1.5 4250-300 7 3 2 8350-450 12 5 5 10500-560 8 8 13600-700 12 12 17800 18 18 251000 20 301250 25 361600 40 552000-2200 65 852500-2800 90 1203000吨以上120 160备注:①一模多穴时,按照实际穴数平均分摊相应的基本合模费并计入该压铸件加工价格中;②同吨位进口压铸机可在表中基本合模费的基础上加价20%。
3.1.2、熔炼费水平(见表2)表2熔炼费单位:元/公斤(按照铸件工艺重量:毛坯净重加全部浇注系统重量)铜合金铝合金锌合金镁合金天然气集中熔炼0.55 0.30单台熔炼0.70 0.40 1.10水煤气0.50 0.25柴油集中熔炼0.65 0.35单台熔炼0.90 0.45 1.30电炉0.60 1.20焦炭1元/公斤0.60 0.40备注:委托方要求的熔炼方式应与该产品的质量要求相一致,承制方应当严格遵循委托方要求的熔炼方式,并对产品材质质量进行保证。
3.1.3、复杂件加价水平(见表3)表3复杂件加价额项目加价规定(1)压铸件模具结构用斜销滑块压铸机规格180T以下250-700T 800T以上斜销滑块加价0.4元/块0.6-1元/块2元/块(2)压铸件模具结构用液压抽芯液压缸规格≤2T >2T≤5T >5T≤10T ≥10T液压抽芯加价0.6元/只0.8-1元/只1.2-1.5元/只2元/只(3)压铸件内需安放嵌件的根据安放嵌件只数计算,每只嵌件安放费为0.5元(4)形状复杂并难以成形的根据具体情况可加收10-50%的复杂费(以基本合模费为计算依据)3.1.4、特定要求件加价水平(见表4)表4.特定要求件加价额项目加价规定耐压件、受力件、装饰件表面及含特定要求件单项加收复杂费10-30%(以基本合模费为计算依据)3.1.5、委托方应承担所供承制方原材料重量的规定熔炼损耗率,具体按3.2.2.3中规定计算。
铸件成本核算
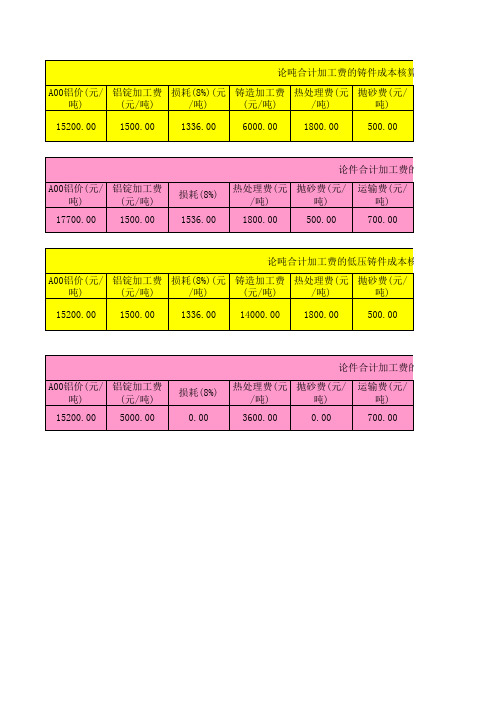
件成本核算表 运输费(元/ 吨) 350.00 包装费(元/ 税收(10.8%) 吨) 300.00 2914.49 合计 29900.49
合计加工费的铸件成本核算表 包装费(元/ 毛坯重量(千 单件前述费 吨) 克) 用(元/只) 300.00 0.80 19.23 铸造加工费 税收(10.8%) (元/件) 6.00 2.72 合计 27.95
铸件成本核算表 运输费(元/ 吨) 700.00 包装费(元/ 税收(10.8%) 吨) 300.00 0.00 合计 35336.00
合计加工费的铸件成本核算表 包装费(元/ 毛坯重量(千 单件前述费 吨) 克) 用(元/只) 300.00 0.80 19.84 铸造加工费 税收(10.8%) (元/件) 3.00 0.00 合计 22.84
论吨合计加工费的低压铸件成本核算表 A00铝价(元/ 铝(元/ 吨) (元/吨) /吨) (元/吨) /吨) 吨) 15200.00 1500.00 1336.00 14000.00 1800.00 500.00
论件合计加工费的铸件成本核算表 A00铝价(元/ 铝锭加工费 吨) (元/吨) 15200.00 5000.00 损耗(8%) 0.00 热处理费(元 抛砂费(元/ /吨) 吨) 3600.00 0.00 运输费(元/ 吨) 700.00
论吨合计加工费的铸件成本核算表 A00铝价(元/ 铝锭加工费 损耗(8%)(元 铸造加工费 热处理费(元 抛砂费(元/ 吨) (元/吨) /吨) (元/吨) /吨) 吨) 15200.00 1500.00 1336.00 6000.00 1800.00 500.00
论件合计加工费的铸件成本核算表 A00铝价(元/ 铝锭加工费 吨) (元/吨) 17700.00 1500.00 损耗(8%) 1536.00 热处理费(元 抛砂费(元/ /吨) 吨) 1800.00 500.00 运输费(元/ 吨) 700.00
铝合金锭压铸件的成本核算

铝合金锭压铸件的成本核算The document was finally revised on 2021压铸?本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)熔炼费水平(见表2)表2.:熔炼费单位:元/kg?•复杂件加价水平(见表3)表3. 复杂件加价额?特定要求件加价水平(见表4)表4.:特定要求件加价额?采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格?•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按、、、执行。
压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
购标准合金锭材料单价按订货时合金锭价格材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的~ (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
压铸抛丸成本核算

压铸抛丸成本核算
压铸抛丸的成本核算通常包括材料费、加工费、后处理费、包装运输费以及模具均摊费用等。
1. 材料费:计算所需材料的成本,包括压铸件的净重和浇铸系统的重量,以及相应的损耗率。
例如,铝合金铸件的损耗率大约为5%。
2. 加工费:这包括合模费、熔炼费等直接与生产过程相关的费用。
3. 后处理费:抛丸是一种后处理工艺,其费用应包括在后处理费中。
4. 包装运输费:产品完成后的包装和运输到客户手中的费用。
5. 模具均摊费用:模具的制造成本需要在生产的产品之间进行均摊。
6. 税金和利润:根据企业的财务政策,还需要计算相应的税费和预期利润。
此外,在进行成本核算时,还需要考虑市场因素对原材料价格的影响,以及产品设计、管理费用、调试运输成本和标准件成本等因素。
为了确保报价的准确性,建议使用详细的成本核算表格,以便于跟踪和管理各项费用。
铝合金成本核算

希望对你能有所帮助,难了.
计入各自对应科目
最后,根据上述资料计算出当月实际投入的各成本费用,加上期初的在制品费用,减去期末根据实际盘点计算出的期末在制品费用,即可得到当月出产的铸件的总成本,然后除以铸件产量(以重量或数量为计量单位),即可得到单位铸件的成本.
二,多品种生产 这种生产方法成本计算起来比较复杂,准确的方法虽然我教过别人,但是没有一个能用好的,原因是从事会计工作的人多数不懂生产工艺,只追求会计业务本身的正确性,而忽略其反应实际的正确性.我在此教给你一个相对简单的方法,如果能理解并用好也算不错了
直接材料成本=铝锭消耗量*单价+各种合金*单价+消耗回炉料*估算单价.之所以回炉料用估算单价是因为一般情况下回炉料不销售,一直在生产中循环使用,所以要凭经验和当下的市场行情进行
估算.
当期耗用的辅助材料,如型砂、粘结剂等,计入制造费用.水、电费也建议计入制造费用.
直接从事生产的工人计入直接人工,间接生产人员及车间管理人员的工资计入制造费用.其他与生产有关的直接费用和间接费用计入各自对应科目.
.这种方法分两步进行;第一步,计算出当月出产产品的总成本(计算方法同“一”);第二步,计算出每种铸件的毛坯总重、耗用工时,将总成本中的直接材料在各种铸件中按各自的产出重量进行分配、将直接人工按各种铸件耗用的工时(定额或实际)进行分配.难点在制造费用的分配,其实也不能说是难,主要是一般人不会注意到,一般情况下制造费用的分配会依据耗用工时进行分配,但是依据我多年的经验,这是一种很不科学的分配方法,我推荐的分配方法是,把前边计算出的各种铸件承担的直接材料和直接人工相加做为制造费用的分配.具体怎么分,相信你会的.在各自分配完工后,可以计算出单位产品的成本.
压铸件加工价格计算办法

压铸件加工价格计算办法 Ting Bao was revised on January 6, 20021有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:表2. 熔炼费单公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按 3.1.13.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按与市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的~ (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
6压铸件需表面喷砂、抛丸处理,表面涂覆、钝化、电镀处理,用承制厂制具生产的需另行增计相应加工费用。
铸造铝合金锭成本核算
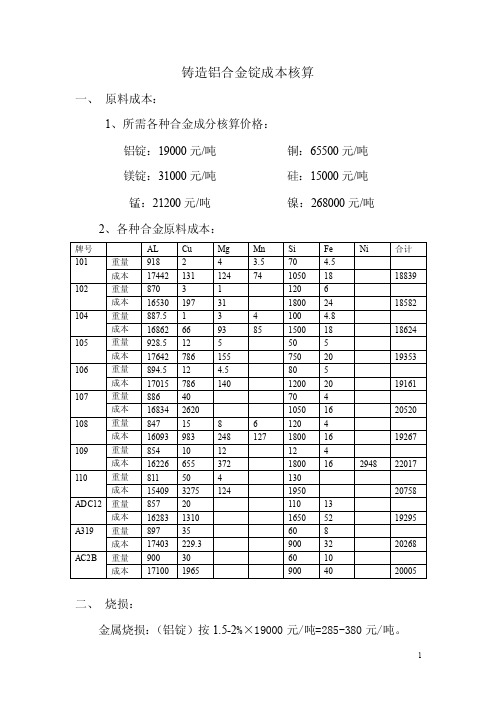
ADC12 A319 AC2B
原料成 本
18839
18582 18624 19353 19161 20520 19267 22017 20758 19295 20268 20005
烧损成 本 380 380 380 380 380 380 380 380 380 380 380 380
18839
18582
18624
19353
19161
20520
19267
2948 22017
20758
19295
20268
20005
二、 烧损: 金属烧损:(铝锭)按 1.5-2%×19000 元/吨=285-380 元/吨。
1
三、 制造成本:
1、 燃料成本:200 公斤标煤/吨.铝×1.35×800 元/吨煤=216.00
894.5 12
4.5
17015 786 140
886 40
16834 2620
847 15
8
16093 983 248
854 10
12
16226 655 372
பைடு நூலகம்
811
50
4
15409 3275 124
857 20
16283 1310
897 35
17403 229.3
900 30
17100 1965
制造成 本 391 391 391 391 391 391 391 391 391 391 391 391
管理费
150 150 150 150 150 150 150 150 150 150 150 150
2012年最新压铸行业铝合金锭压铸件的压铸成本核算
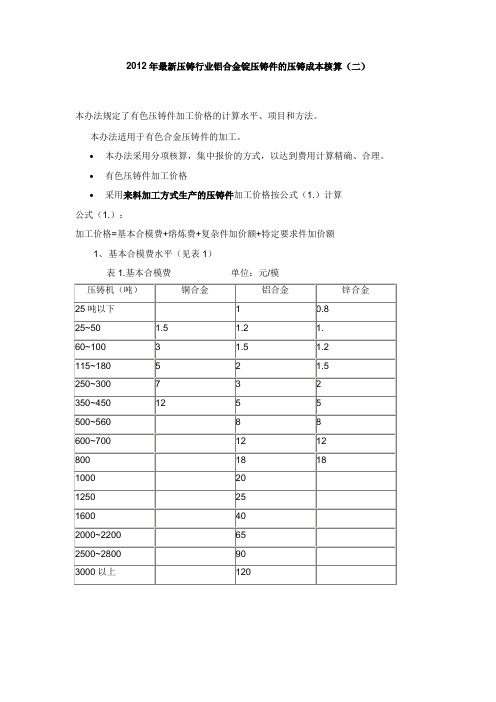
2012年最新压铸行业铝合金锭压铸件的压铸成本核算(二)本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
压铸件成本核算.

压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g ,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0, 就是对应的采购价格,比如250t 压铸机约25万块,300t 的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW ,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T 的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金锭压铸件的成本核算
(总4页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
压铸
本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
有色压铸件加工价格
采用来料加工方式生产的压铸件加工价格按公式(1.)计算
公式(1.):
加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额
1、基本合模费水平(见表1)
表1.基本合模费单位:元/模
压铸机(吨)铜合金铝合金锌合金
25吨以下1
25~50 1.
60~1003
115~18052
250~300732
350~4501255
500~56088
600~7001212
8001818
100020
125025
160040
2000~220065
2500~280090
3000以上120
熔炼费水平(见表2)
表2.:熔炼费单位:元/kg
铸件类别
铜合金铝合金锌合金熔炼费
天燃气集中熔炼
熔炼
水煤气
柴油集中熔炼
熔炼
电炉
焦碳1元/kg
复杂件加价水平(见表3)
表3. 复杂件加价额
项目加价规定
(1)压铸件模具结构用斜销滑块的压铸件规
格
180T以下250~700T800以上
斜销滑块
加价
元/块~1元/块2元/块
(2)压铸件模具结构用液压抽芯的液压缸规
格
≤2T>2~≤5T
>
5~≤10T
≤10T
液压抽芯
加价
元/只~1元/只~元/只 2元
(3)压铸件需安放嵌件的安嵌件只数,每只安放费加收元(增加了工序,降低了生产效率)
(4)形状复杂并难以成形视情况可加收10~50%的复杂费(以基本合模费为计算依据)(增加了模具成本、生产难度、质量控制难度、模具故障率升高,生产效率降低)
特定要求件加价水平(见表4)
表4.:特定要求件加价额
项目加价规定
耐压件、受力件、
单项加收复杂费10~30%(以基本合模费为计算依据)
装饰性表面等特定
要求
采用包工包料方式生产的压铸件加工价格按公式(2)计算
公式(2):
加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格
基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按、、、执行。
压铸件材料价格水平按下列公式(3)计算
公式(3):
压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
自配合金
材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费
(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜
与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
购标准合金锭
材料单价按订货时合金锭价格
材料耗用定额按公式(4)计算
公式(4):
材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的~ (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件
3%。
3.管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)
4.镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5.本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模
具需试模者,按模具复杂程度双方面议试模费用。
6.压铸件需表面喷砂、抛丸处理,表面涂覆、钝化、电镀处理,用承制厂
制具生产的需另行增计相应加工费用。
7.委托方要求按炉、按件浇注试棒进行理化试验和其它特殊试验项目的,
需另行增计相应费用。
8.压铸件需金属切削加工(包括大型件切割浇口废边)按机床实耗台/时定
价计费。
9.用委托方的模具生产,在生产过程中,模具需要修理时,其小修费用由
承制厂负担,大、中修费用按实向委托方计收。
10.委托方自备压铸模,但在设计上有缺陷,因此造成工艺加工困难,需增
计延误工时费用,(或由委托方承担修改模具费用)。
11.需要工位器具或包装包扎才能发运的压铸件,其工位器具、包装包扎费
用由委托方负担。
12.本价格中的加工价格允许上下浮动幅度20% 。
13.对订货批量大有长期定点协作关系的用户,经过双方协商实行优惠价。
14.委托方要求采用非压铸合金生产压铸件时,其压铸件加工价格可以上浮
20% 。
15.委托方要求对所生产的压铸件进行热处理等特殊工艺时,其压铸件加工
价格可以上浮数倍以上。
16.另需考虑所有影响生产效率和生产成本的因素,适当浮动价格。
如压铸
件壁厚较厚,需要较长的开模时间,降低生产效率,价格应适当上浮;
模具设计时不可避免的大抽芯使喷涂机械手不能正常工作需手工喷涂的,对工人的操作水平及熟练度要求较高,生产效率降低,也应适当上浮价格;原材料价格每一时期都在不停变化,供需双方应商定原材料价格上下浮动在一定范围内铸件价格不变,超出部分需要及时调整,或是按每时期的原材料价格动态计算铸件价格;以及由于人工成本的提高,以及各种原辅材料价格的变化而变化。
17.各位朋友,因小弟我是做五金的,刚从事这个行业,关于压铸件这一块
有些不懂的东西,麻烦各位帮忙告诉我下以下是什么意思。
18.
19.1、现ACD12铝锭:元/KG(价格随市场变化而变化,此
处只是举例)
20.2、压铸费:180T 元/啤 ; 250T 元/
啤 ; 400T 元/啤; 500T 元/啤;650T 元/啤;
800T 元/啤; 1250T 元/啤。