转子秤信号说明
菲斯特(PFISTER)转子秤的使用
菲斯特(PFISTER)转子秤的使用一、现场开机的条件1 中控远程连锁信号必须撤消。
λ2 罗茨风机必须运行。
λ3 现场手自动按钮必须转换到现场位置。
λ4 speed setpoint (0-100%)设定到20%左右,根据现场情况也可调整。
λ5 按start rotor(白色)按钮将会启动转子称。
λ6 按 stop rotor(红色)按钮将会停止运行。
λ7如果需要反转运行,则按rotor reverse(黑色)按钮,此按钮是点动按钮。
λ二、转子秤常见问题:1、转子秤在运行中跳停1)测速编码器坏,在监视设定的时间内,没有速度信号返给处理器。
λ2)误操作紧停开关。
λ3)转子内进异物。
λ4)下密封板磨损严重,有煤粉进入将转子托起,导致上间隙变小跳停。
λ5)电机、变频器保护。
λ2、转子秤不能运行1)长时间停车,壳体有煤粉结露形成煤饼,转子不能运行。
λ2)中控设定低。
λ3)皮带松动或打滑。
λ4)轴密封加油量过大,油煤混合形成煤泥,负荷增大。
λ5)有异物λ3、计量不准确1)零点曲线未标定。
λ2)秤体有杂物或积灰。
λ3)间隙大,煤粉流过间隙未计量。
λ4)传感器保护螺栓与秤体有接触。
λ5)修正系数设置不当。
λ6)煤粉潮湿,转子内室有积料(死料)λ7)均压管失去作用。
λ8)转子秤工作在VFC控制状态。
λ4、转子秤的机械磨损1)转子进异物,磨损转子和密封板。
λ2)间隙大,物料流过间隙。
λ3)壳体清洗压力太小,转子与外壳体之间进煤粉。
λ4)风速太大磨损出料口出料头和耐磨套。
λ5)驱动轴密封缺油,磨损密封环,长时间时磨损驱动轴。
λ6)下料管膨胀节清洗压力太大或清洗时间过长。
λ三、我对转子秤的几点认识:零点曲线标定的重要性λ机旁“反转按钮”的使用λ“远程联锁”信号的使用λ转子秤的停车λ助流时间的调整λ1、零点曲线标定的重要性零点曲线:空秤状态下,转子旋转一周,CSC把转子不同位置的重量作为皮重记录下来,以此计算出转子每个点的物料重量,从而实现前馈控制。
转子秤说明书
转子计量秤1.系统组成系统由称重仓、ZZW系列喂料机、DZC系列转子秤、输送装置及电气控制部分等组成。
FJC粉体定量计量控制系统主机部分选用德国西门子公司STMATIC S7系列PLC,通过它可实现逻辑连锁、状态反馈及多路高速计数。
扩展模块选用3路12位AI和4路12位AO,通过它可实现与现场信号的AD/DA,及与中控的模拟量通讯。
2.结构及原理粉体由进料口进入称重仓,通过传感器检测来控制仓的料位,从而得到稳流的作用。
粉体经稳流后再由喂料机均匀稳定地喂入DZC转子秤。
进入DZC转子秤的粉体由转子从进料口带至出料口并喂入下级设备。
特殊设计的结构使得荷重传感器能精确的测出转子秤圆盘体中粉体的重量,并由SPU信号处理单元将现场弱信号(如转子中粉体物料的负荷、称重仓内物料的负荷等)进行采集、放大、转换,然后传输PLC的模拟输入口中。
系统通过磁电式开关检测转子秤的速度信号,并送入CPU214的高速计数口计数,经控制系统处理运算得到粉体的实际流量,通过调节转子秤的转速,实现粉体定量给料。
ZZW喂料机的转速跟踪DZC转子秤的转速同步调节,保证系统稳定、准确运行。
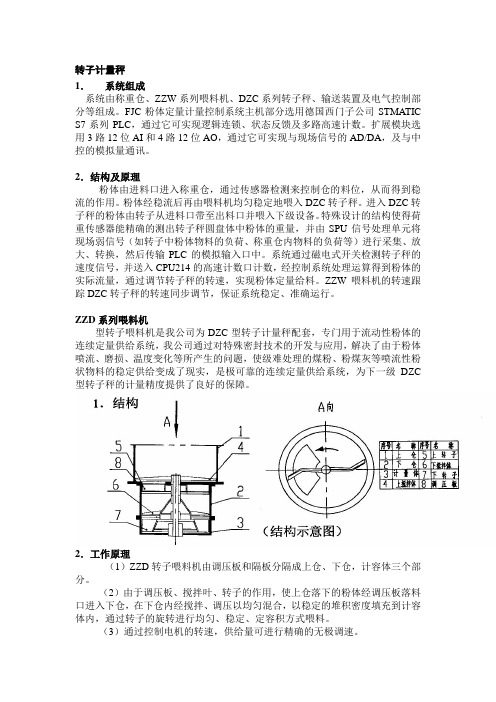
ZZD系列喂料机型转子喂料机是我公司为DZC型转子计量秤配套,专门用于流动性粉体的连续定量供给系统,我公司通过对特殊密封技术的开发与应用,解决了由于粉体喷流、磨损、温度变化等所产生的问题,使级难处理的煤粉、粉煤灰等喷流性粉状物料的稳定供给变成了现实,是极可靠的连续定量供给系统,为下一级DZC 型转子秤的计量精度提供了良好的保障。
2.工作原理(1)ZZD转子喂料机由调压板和隔板分隔成上仓、下仓,计容体三个部分。
(2)由于调压板、搅拌叶、转子的作用,使上仓落下的粉体经调压板落料口进入下仓,在下仓内经搅拌、调压以均匀混合,以稳定的堆积密度填充到计容体内,通过转子的旋转进行均匀、稳定、定容积方式喂料。
(3)通过控制电机的转速,供给量可进行精确的无极调速。
3.技术特点(1)由于转子喂料机的特殊结构,避免了堵料,供料等现象。
转子秤使用说明书

---------------------------------------------------------注意!在设备安装、调试其间,可能随时会有重物滑落掉下来,
警告!设备运行期间,人员在其机旁工作时可能是极其危险的。
因为设备体的转动部分可能随时会将人员的衣物、头发、 手指等卷入其中,造成巨大伤害。 因此,在设备运行过 程中人员必须远离秤体设备。
---------------------------------------------------------警告!机械、电气检修期间,一定要彻底切断全部电源。如果未
----------------------------------------------------------
注:因产品不断改进,除重大改动外,恕不另行声明。
1
目录
封面 安全常识及注意事项 ---------------------------------------------------------------------- 1 目录 ------------------------------------------------------------------------------------------- 2 1 转子秤设备及仪表说明 ----------------------------------------------------------------- 3 1.1 概述 1.2 主要技术指标 1.2.1 系统性能 1.2.2 载荷传感器性能 1.2.3 速度传感器性能 1.2.4 重量积算仪(计量仪表)3N0405/MK0405 1.2.5 重量积算仪表性能 1.3 下料控制及工作原理 1.3.1 下料组成模式 1.3.2 下料操作模式 1.3.3 转子秤工作原理 2 设备的调整与说明 ----------------------------------------------------------------------7 3 安装和使用环境 ------------------------------------------------------------------------ 9 4 接线及其注意事项 ---------------------------------------------------------------------12 5 转子秤的标定及校准------------------------------------------------------------------- 13 5.1 校零过程(去皮重) 5.1.1 确定重量变换系数(仪表放大倍数) 5.1.2 测量分辨率(数字量/每公斤) 5.1.3 转子秤环形时间 5.1.4 物料由转子秤入口到出口的通过时间 5.1.5 称量区域的最大载荷 5.1.6 测量分辨率的说明 5.1.7 校零执行过程 5.2 挂砝码标定校准的过程 5.3 实物标定校准的过程 6 转子秤的维护及保养 ------------------------------------------------------------------ 20 7 转子秤故障处理 ------------------------------------------------------------------------ 22
菲斯特(PFISTER)转子秤的使用
菲斯特(PFISTER)转子秤的使用一、现场开机的条件1 中控远程连锁信号必须撤消。
λ2 罗茨风机必须运行。
λ3 现场手自动按钮必须转换到现场位置。
λ4 speed setpoint (0-100%)设定到20%左右,根据现场情况也可调整。
λ5 按start rotor(白色)按钮将会启动转子称。
λ6 按 stop rotor(红色)按钮将会停止运行。
λ7如果需要反转运行,则按rotor reverse(黑色)按钮,此按钮是点动按钮。
λ二、转子秤常见问题:1、转子秤在运行中跳停1)测速编码器坏,在监视设定的时间内,没有速度信号返给处理器。
λ2)误操作紧停开关。
λ3)转子内进异物。
λ4)下密封板磨损严重,有煤粉进入将转子托起,导致上间隙变小跳停。
λ5)电机、变频器保护。
λ2、转子秤不能运行1)长时间停车,壳体有煤粉结露形成煤饼,转子不能运行。
λ2)中控设定低。
λ3)皮带松动或打滑。
λ4)轴密封加油量过大,油煤混合形成煤泥,负荷增大。
λ5)有异物λ3、计量不准确1)零点曲线未标定。
λ2)秤体有杂物或积灰。
λ3)间隙大,煤粉流过间隙未计量。
λ4)传感器保护螺栓与秤体有接触。
λ5)修正系数设置不当。
λ6)煤粉潮湿,转子内室有积料(死料)λ7)均压管失去作用。
λ8)转子秤工作在VFC控制状态。
λ4、转子秤的机械磨损1)转子进异物,磨损转子和密封板。
λ2)间隙大,物料流过间隙。
λ3)壳体清洗压力太小,转子与外壳体之间进煤粉。
λ4)风速太大磨损出料口出料头和耐磨套。
λ5)驱动轴密封缺油,磨损密封环,长时间时磨损驱动轴。
λ6)下料管膨胀节清洗压力太大或清洗时间过长。
λ三、我对转子秤的几点认识:零点曲线标定的重要性λ机旁“反转按钮”的使用λ“远程联锁”信号的使用λ转子秤的停车λ助流时间的调整λ1、零点曲线标定的重要性零点曲线:空秤状态下,转子旋转一周,CSC把转子不同位置的重量作为皮重记录下来,以此计算出转子每个点的物料重量,从而实现前馈控制。
转子秤控制器使用手册模板
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
一.主要技术指标1.电源电压: AC220V( 110V) ±15%2.电源频率: 50~60Hz3.环境温度: –10℃~40℃4.环境湿度: ≤80%( 不结露)5.功耗: ≤20W( 控制器部分)6.触摸屏安装开孔尺寸: 192×138mm二.有关术语定义1.待机状态: 仪表上电并稳定后所显示的状态及显示画面。
2.零点: 秤体内无物料时显示的流量值。
此值应为零或接近于零, 该值应在动态下取得和观察。
3.累计产量: 运行过程中对流量的累积值。
该值在运行过程中可经过”RST/ZERO”键清除, 清除后原值被加到总累计中, 并从零开始重新累计。
显示格式为××××.×××吨。
4.总累计: 计算机对每次的”累计产量”进行累加性存贮, 每次查询看到的数据为”自上次清除至今的累计值”。
显示格式为: ××××××.×××吨。
三.参数说明1.流量设定系统运行和控制的流量。
该流量可经过仪表键盘设定, 也可经过4~20mA DCS输入设定; 可在”待机状态”下设定, 也可在运行中设定。
范围: ≤秤满量程单位: 吨/小时2.量程仪表所控制的计量设备正常运行的最大流量。
单位: 或吨/小时3.压力值脉冲压力传感器测量的最大压力所代表的数字值。
范围: ≤10000 单位: 无4.速度脉冲转速传感器测量的最快转速所代表的数字值。
范围: ≤1000 单位: Hz资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
5.运行系数控制器的放大系数。
范围: ≤3 单位: 无6.显示滤波稳定流量显示值, 设定值越大, 显示越稳定。
范围: 1-16 单位: 秒7.调节滤波稳定控制流量值, 设定值越大, 控制越慢。
转子秤
目录1、概述 (1)2、技术规格 (1)2.1 基本技术规格 (1)2.2 选配件技术规格 (2)3、面板、端子接线及外形尺寸 (3)4、参数设置方法 (4)5、参数说明 (4)6、标定操作 (9)6.1 零点标定 (9)6.2 K参数标定 (9)7、显示及状态 (10)8、工作状态 (11)1、概述本仪表用于与皮带秤配套,作为计量,控制仪表。
仪表有定速和变速两种工作模式。
定速模式下通过参数设置速度;变速模式下,通过测速传感器确定速度。
高亮度8位LED显示,切换显示累计量,静态重量,皮带速度,给料速度,期望料速;当累计量显示位数不够时,可设定累计量的显示倍率。
皮带速度标定功能,累计重量标定功能数字滤波功能输出4mA~20mA向上位机传送当前给料速度输出4mA~20mA控制皮带转速的执行机构,使给料速度达到预定值一点报警继电器输出,对应多种报警方式一点开关量输入,可以控制仪表运行、停止高速,高效网络化通讯接口,可以实现计算机与仪表间的数据传输读取一次测量数据的时间小于10ms2、技术规格2.1 基本技术规格电源:220V AC,±10%,功耗小于10V A工作环境:0℃~50℃,湿度低于90%R·H显示:高亮度8位LED,绿色静态称重测量称重传感器激励电压:10V±5%,电流>200mA称重传感器输入信号范围:0mV~18mV,0mV~±37mV,0mV~±75mV,0mV~±150mV静态测量精度:±0.05%F·S输入阻抗大于10MΩ速度测量脉冲输入:适用于各种编码器,接近开关的速度脉冲信号速度传感器供电:12V DC速度测量频率范围:0.1kHz~25kHz速度测量精度:±0.05%F·S给定料速测量输入范围:4mA~20mA测量精度:±0.05%F·S模拟量输出(两路)光电隔离4mA~20mA直流电流输出,负载能力大于400Ω输出分辨率:1/1000 误差小于0.5%F·S开关量输入输出功能1:当选择上位机控制启动时,上电后仪表输出备妥信号RL22:当仪表运行时,输出仪表运行信号RL13:一点开关量(K1)输入用于上位机控制仪表运行信号;闭合启动,断开停止2.2 选配件技术规格通讯接口光电隔离RS232、RS485、RS422标准,在订货时注明通讯速率2400、4800、9600、19200通过设定选择配套测试软件,提供支持打印接口内置硬件时钟,停电不影响走时中英文汉字打印3、面板、端子接线及外形尺寸** 退出设置键4、参数设置方法(1)在测量状态下按下设置键,仪表进入参数设置状态;此时显示窗前三位用于显示参数符号,后五位显示参数数值。
PLC转子称控制系统使用说明书

2. 卡料的处理:手盘喂料机电机或打开喂料机上的清物口清除异物。
3. 转子称是系统称量设备,圆盘上严禁踩踏,不准放置杂物,且每班清扫一次。
量程零点:当系统处于远程控制时,中控给定的流量设定值0t/h~满量程对应的电流信号一般是4~20mA,量程零点就是给定0t/h(4mA)时系统通过模数转换采样到的数字值,一般在6400左右。
KP、KI、KD:这三个值用于系统控制转子秤和转子喂料机时PID运算,在调试时根据实际控制效果调整,一经确定后,不能随意修改。
实物标定时,系统有自动和人工两种控制方式可以选择,选择自动控制方式时,在启动下料前必须输入设定流量值,系统根据设定值自动控制螺旋喂料机和转子称的转速;选择手动控制方式时,启动下料前必须输入手动输出值,人工控制螺旋喂料机和转子称的速度,手动输出值的范围:0~32000(对应变频器的频率:0~50Hz)。
流量:显示当前转子称运行时的瞬时流量值。
重量:显示转子称内的物料重量。
速度:显示转子称的电机转速。
累计量:设备运行时所下物料的累计重量,可以通过“累计清零”按钮清零。
图1:主屏幕
(2).喂料机部分
设定重量:设定转子喂料机内的物料目标重量。
阀位满程:阀位的满值,一般为100%。
阀位最大值:阀位调节范围的最大值(0.0~1.0之间可调)。
阀位最小值:阀位调节范围的最小值(0.0~1.0之间可调)。
阀位 KP KI KD:这三个值用于系统控制流量阀时PID运算,在调试时根据实际控制效果调整,一经确定后,不能随意修改。
1QX—转子秤控制仪表说明书

QX—转子秤控制仪表(TD400面板)操作说明书杭州侨兴自控设备有限公司目录一、概述二、功能特点三、使用环境及要求四、主要技术指标五、功能键操作指南六、仪表端子图及说明七、安装调试八、外设部分九、维护和保养十、设备调试要求一、概述QX-MC800是为冶金、建材、化工、制药、食品和其它工业过程设计的高档称重控制器,它具有称重显示、累计保存、与中控DCS 联机等基本功能。
可广泛应用于各种固体散料粉状物料、液体进行高精度的计量和控制。
二、功能特点1、 该机采用进口的主控硬件,性能相当稳定。
2、该仪表采用中文显示模式,背光LED 液晶显示,漂亮美观不刺眼,人机对话操作,十分方便。
3、采用12位高分频A/D 转换器,适合所有电阻应变式称重传感器(4、6线制),输入信号0~5V ;12位D/A 转换模拟输出。
4、 具有多个高速计数口,可以完成对频率信号的采集。
5、具有查看设定值、P 值、I 值、标定、下限、皮重参数及累计结果。
6、所有参数都可在面板上完成操作。
QX —MC8007、面板上设有本控/远控、开机/停机操作。
8、RS-485串行输出接口,提供与上位机的通讯协议,提供中央控制室点对点的通讯联网。
9、报警。
10、可在线设定流量,可进行砝码标秤,自动去皮,能显示输入端口实际重量,以及实际速度等功能,方便检修。
三、使用环境及要求1、供电电压:AC220V(±20%),45HZ—400HZ;2、工作温度:-20℃~ +40℃;3、环境湿度:<90%(不结露);4、工作环境:无大功率空间热源,无腐蚀气体和强电磁场干扰。
四、主要技术参数1、技术性能:系统误差:<0.05%;计量误差:≤1%;荷重传感器:0.05%;供桥电压:DC9V;抗过载能力:150%。
2、二路模拟量输入(12位)称重信号输入:0~5V (A+,A-);设定流量输入:4~20 mA (RB—B+,B-)。
3、二路模拟信号的输出瞬时流量输出:4~20mA (I1,O1);控制信号输出:0~10V (V1,O1)。
转子秤标定方法

转子秤标定方法
1. 轻触‘功能菜单’,‘检测调试’,
输入密码‘1111’,按确认,密
码正确显示‘OK’,按‘返回’
再进入相应程序
2. 选择‘检测调试’选择‘零点
调试’,按‘开停’,显示秤开,
按‘开始’,当计数到达所需
的时间后自动停止,按‘确定’
自动记录皮重,一般在500到
1000之间,否则调配重块或传
感器顶部螺丝。
3. 在秤体上挂上4公斤标准砝
码,然后选择‘检测调试’选
择‘挂码检测’,按‘开停’,
显示秤开,按‘开始’,当计
数到达所需的时间后自动停
止,在‘实际’后面轻触输入
4公斤×1.5吨×1000÷60分
=100(公斤/每分),按‘转
换’按‘确定’即可。
30吨的
秤1公斤砝码等于1.5吨,60
吨的秤1公斤砝码等于1.25
吨
4. 如果计量和实际有误差,可以
适当修改K值,选择‘功能菜
单’选择‘参数设置’选择‘K
值参数
然后修改K值,K值减小,
实际增大,反之减小。
5. 如果秤体出现问题不能正常开
启先检查秤体。
或者进入‘零
点调试’看AD值应该≥先前
的AD。
然后进入‘功能菜单’
‘其他功能’‘报警记录’清除
报警即可
6 . 和中控模拟校对,到‘功能菜
单’‘其他功能’选择‘模拟
校对’,让中控给一个4mA的
信号,按一下给定AD码下面
的4mA,再让中控给一个
20mA的信号,按一下给定AD 码下面的20mA即可。
DCS信号说明
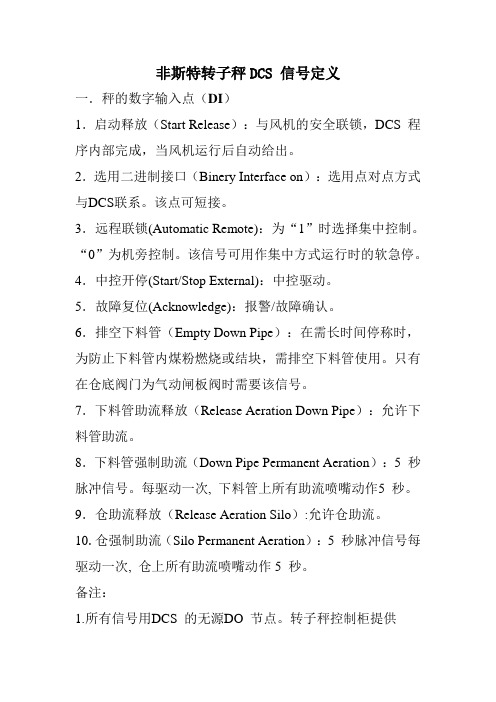
转子秤信号说明转子秤信号说明一.秤的数字输入点(DI)1.启动释放(Start Release):与风机的安全联锁,DCS程序内部完成,当风机运行后自动给出。
2.选用二进制接口(Binery Interface on):选用点对点方式与DCS联系。
该点可短接。
3.远程联锁(Automatic Remote):为“1”时选择集中控制。
该信号可用作集中方式运行时的软急停。
4.中控开停(Start/Stop External):中控驱动。
5.故障复位(Acknowledge):报警/故障确认。
6.排空下料管(Empty Down Pipe):在需长时间停称时,为防止下料管内煤粉燃烧或结块,需排空下料管使用。
7.下料管助流释放(Release Aeration Down Pipe):允许下料管助流。
8.下料管强制助流(Down Pipe Permanent Aeration):5秒脉冲信号。
每驱动一次, 下料管上所有助流喷嘴动作5秒。
9.仓助流释放(Release Aeration Silo):允许仓助流。
10.仓强制助流(Silo Permanent Aeration):5秒脉冲信号。
每驱动一次, 仓上所有助流喷嘴动作5秒.11.充灭火气体(Inert Gas):点动或5秒脉冲。
当煤粉仓温度过高时用来喷灭火气体。
该信号为助流总气源选择。
“1”为压缩空气,“0”为灭火气体。
12. 急停(Emergency Shut Off):从中控对秤的硬急停,停掉变频器的380VAC电源。
备注:所以信号用DCS的无源DO节点。
信号1~11 PFISTER 提供24VDC –COM线;信号12要单独一根电缆,信号为220VAC。
注解:1.“远程连锁(Automatic Remote)”信号。
建议始终给上,对称有保护作用-在集中方式时,不能对秤的重要参数做修改。
另外,又可用该信号作为中控操作软急停:正常停转子秤信号说明称,称会有自动转空过程,如果不要转空过程就用取消“远程连锁”信号来实现急停。
菲斯特转子秤故障处理指南
故障及处理指南CSC 系统ST GB故障信息Abort test ! (测试中断)! 类型MP描述已启动的掌握检测被中断可能导致的因素处理在掌握测量过程中,料位低于—增加下限2{LGWU}参数的值仓容量的下限。
7 CONFIGURATION8 CHECK WEIGHERLGWU xxxx kg (下限值2)—削减校验数量参数7 CONFIGURATION概述:1.故障类型:S :称马上停车。
M:故障信息〔不影响当前的运行〕。
P:可通过编程来打算其作用。
S1:第一组故障S2:其次组故障1 SYST-PARAMETER xxxxx kg 校验数量—已启动的掌握测量被中断信号中断—启动掌握测量导致称停顿—称没启动时,掌握测量启动故障信息类型描述可能导致的因素—重启动掌握测量—当称运行时,再启动掌握测量—当称运行时,再启动掌握测量处理Gate ! (滑阀)Drive tripping ! (驱动跳停) M 监视滑阀的开或关不到位P 监视时间可在SPS程序中设置SP 当运行时,在监视设定的时间内,没有速S1 度信号返给处理器7CONFIGUTATION1SYST-Parameters 运行监视时间—滑阀动作不到位—滑阀的驱动不工作—接近开关信号得不到转换—导线损坏或接近开关损坏转子或电机被堵—在转子里有异物—间隙太小速度脉冲丧失—速度传感器—检查滑动机械—电气驱动检查电机电源和电机—气动驱动检查气压和汽缸,尽量重调整油壶—重调整接近开关—检查电缆和信号—打到现场位置,正反转电机几次排解异物〔反转按钮在现场掌握箱〕—增大转子间隙使异物不再卡堵在现场掌握清空转子,—翻开转子并清空转子〔见修理手册〕—重调整间隙—重调整速度传感器〔见机械维—齿皮带损坏—电缆裂开或速度传感器失效系统组态—频率除法器设置错误—电缆损坏—频率除法器损坏修手册〕—重更换齿皮带—检查电缆和信号—更换CPI—按电路图设定频率除法器—检查电缆和信号—更换频率除法器故障信息Feeding ! (电机保护)类型S描述可能导致的因素修正喂料驱动装置保护功能在SPS 中编程,分派的输出口为留意:P !在重合闸之前,先看安全手册!S2A180喂料电机保护〔NOTFEEDING MOTORPROTECTION信号从修理开关中丧失—修理开关在关的位置—电缆损坏电机过载保护开关跳开—变频器或电机电流过大—把修理开关打到开的位置—检查电缆—检查电机数据—检查变频器设置—检查喂料有没有异物并使电机自由—在电源或电机线路中发生短路—过载设定太低热敏保护装置〔电机温度监视〕跳闸—电机温度过高—在传感器电路中的故障*导线断裂*短路附加联锁〔见SPS 程序和电路图〕运转—检查电缆和电机—检查过载跳闸设定—检查变频器风扇—检查电机电流—检查电缆—检查SPS 程序,看其他信号是否与A180 联琐和相关内容。
转子秤使用说明
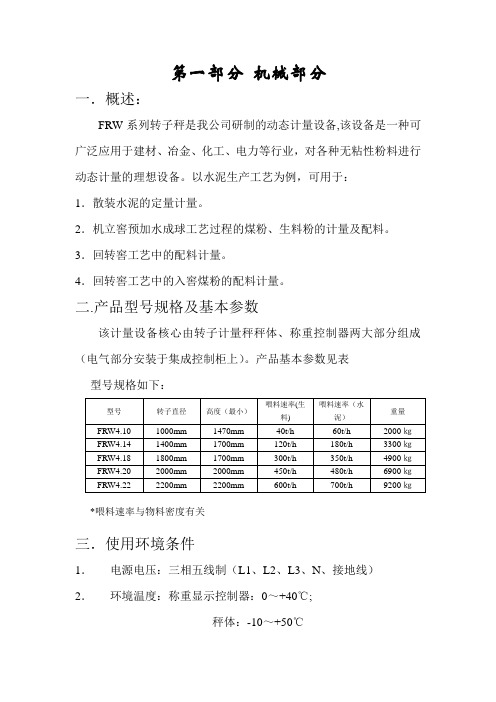
第一部分机械部分一.概述:FRW系列转子秤是我公司研制的动态计量设备,该设备是一种可广泛应用于建材、冶金、化工、电力等行业,对各种无粘性粉料进行动态计量的理想设备。
以水泥生产工艺为例,可用于:1.散装水泥的定量计量。
2.机立窖预加水成球工艺过程的煤粉、生料粉的计量及配料。
3.回转窖工艺中的配料计量。
4.回转窖工艺中的入窖煤粉的配料计量。
二.产品型号规格及基本参数该计量设备核心由转子计量秤秤体、称重控制器两大部分组成(电气部分安装于集成控制柜上)。
产品基本参数见表型号规格如下:*喂料速率与物料密度有关三.使用环境条件1.电源电压:三相五线制(L1、L2、L3、N、接地线)2.环境温度:称重显示控制器:0~+40℃;秤体:-10~+50℃3.环境相对湿度:相对湿度不大于90%4.物料:粉状无粘性,粒径小于2㎜四.工作原理及主要特点1.工作原理该产品采用测力和测速相结合的原理设计。
秤体由圆盘、转子、传动机构、支点、称重传感器、测速传感器、秤架、进出料口等组成。
一对支点设置在偏移圆盘中心线一定位移的平行线上,称重传感器设置在两支点联线的垂直线上,测速传感器安装在拖动电机轴的尾端,支点为调心轴承支撑,未下料时,调节平衡装置,使圆盘相对于支点处于平衡状态,转子由一系列叶片组成,叶片与圆盘壁围成一格一格的旋转空间,当下料时,物料从进料口进入这些空间,并随着转子的转动到达出料口排出。
此时,相对于支点,圆盘里大部分有物料,小部分没有物料,使圆盘的物料相对于支点失去平衡,称重传感器受力,这个力与圆盘内物料的重量成正比。
根据物料分布,圆盘内的料重为P(㎏)=P1+P2+…….+Pn(Pn为每个转子格的料重),称重传感器受力为F(㎏)=F1+F2+….+Fn(Fn为与Pn对应的传感器受力),则F=C1P (1)(式中C1为比例常数,它的大小只与Pn和Fn关于支点的力臂有关)又设此时测速传感器所检测到的转子的转速信号为N(周/分),则物料的流量Q(t/h)为:Q=K1FN (2)(K1为比例常数)由(2)式得知,通过转子秤物料的流量,取决于称重传感器受力F和测速传感器转速n的乘积,由此,可求得T(小时)通过转子秤的物料累计量W(吨)。
菲斯特转子秤CSC_调试手册

CSC系统调试说明书PFISTER GmbH1.1.2 键的功能 (VT100)移动光标或选择参数 输入数据时设置光标的位置 回车键,用于输入或激活选择或接收数据输入数字或直接选择菜单输入十六进制的数 显示主菜单 刷新当前菜单,并切换到VT100 方式 刷新当前菜单,并切换到PHT 方式 错误确认 功能或指令中止 功能或指令执行 调用“服务联机”菜单(仅限于 CSC MASTER )1.1.3 PHT (PFISTER 手操器)的联机1.) 把PHT 联到CSC 的服务接口X17 插头上。
2.) 设备的标识符和版本号在PHT 的 1--3 行显示。
在第四行将显示“Ctrl Y > Connect”,这时PHT 已经准备就绪。
3.) 按“Ctrl Y ”键,PHT 与CSC 的联接就建立了。
4.) 按“Ctrl A” 键,显示主菜单。
下面数据将显示在PHT 上。
第一行 ->菜单字头 第二行 ->参数说明 第三行 ->技术值或参数设定 第四行 ->错误信息(如果存在)如果有问题,检查与CSC 的联接和设置(波特率,数据格式)1.1.4 手操器 PHT 的按键功能描述F1 的题字和功能 传送PHT 的标识符 F2的题字和功能 执行 F3的题字和功能 错误确认 F4的题字和功能 转到主菜单 F5的题字和功能 放弃 F6的题字和功能 提出用于输入字母和特殊字符的表格或在通电后 进行组态滚动选择菜单或在选择参数时选择菜单回车键,用于输入,接收或激活选择 设置光标的位置(输入的位置)输入十进制数据或直接选择菜单1.2 操作及其显示的注解用 Ctrl + A 键可以从任何菜单返回主菜单。
回到上一级菜单用“0”键或把光标定位在<<Exit(0) 并按回车键。
任何输入和选择都用回车键来取舍。
每个选项会在左侧用“<….”来标记。
用键来选择。
任何一个输入和选择都可用“Ctrl + C ” 放弃,原设置保持不变。
菲斯特转子秤DCS接线点定义说明
非斯特转子秤DCS 信号定义一.秤的数字输入点(DI)1.启动释放(Start Release):与风机的安全联锁,DCS 程序内部完成,当风机运行后自动给出。
2.选用二进制接口(Binery Interface on):选用点对点方式与DCS联系。
该点可短接。
3.远程联锁(Automatic Remote):为“1”时选择集中控制。
“0”为机旁控制。
该信号可用作集中方式运行时的软急停。
4.中控开停(Start/Stop External):中控驱动。
5.故障复位(Acknowledge):报警/故障确认。
6.排空下料管(Empty Down Pipe):在需长时间停称时,为防止下料管内煤粉燃烧或结块,需排空下料管使用。
只有在仓底阀门为气动闸板阀时需要该信号。
7.下料管助流释放(Release Aeration Down Pipe):允许下料管助流。
8.下料管强制助流(Down Pipe Permanent Aeration):5 秒脉冲信号。
每驱动一次, 下料管上所有助流喷嘴动作5 秒。
9.仓助流释放(Release Aeration Silo):允许仓助流。
10.仓强制助流(Silo Permanent Aeration):5 秒脉冲信号每驱动一次, 仓上所有助流喷嘴动作5 秒。
备注:1.所有信号用DCS 的无源DO 节点。
转子秤控制柜提供24VDC。
2.“远程连锁(Automatic Remote)”信号。
建议始终给上,对称有保护作用。
在集中方式时,不能对秤的重要参数做修改。
另外,又可用该信号作为中控操作软急停。
正常停称,称会有自动转空过程,如果不要转空过程就用取消“远程连锁”信号来实现急停。
3.正常停车时转空时间的长短,与停车时的给定值有关系。
给定值越大,转子的相对转速就越快,转空时间就越短。
二.秤的数字输出点(DO)1.远程联锁应答(Remote Interlocked):秤在中控位置,可用来作备妥。
菲斯特转子秤DCS信号

一、菲斯特转子秤DCS信号
DI6-1 启动释放M7515-Q3(手动开时亮)
DI7-1 远程连锁M7515-Q2
DI7-5 启动M7515-Q1
DI8-1 故障确认M7515-Q4
DI8-5 排空下料管M7515-Q7
DI9-1 允许下料管助流M7515-Q8
DI9-5 强制下料管助流M7515-Q9
DI11-1 助流释放M7515-Q10
DI11-5 强制助流M7515-Q6
DI12-1 灭火器M7515-Q11
DO16-1 紧停反馈
DO16-5 通信故障
DO17-1 远程连锁(备妥)
DO17-5 转子运行M7515-R1
DO18-1 综合故障M7515-FT1
DO18-5 转子故障M7515-FT2
DO19-1 M7515-FT3
DO19-5 转子闸阀关闭M7515-R3
DO25-1 仓底闸阀关闭
DO25-5 助流故障M7515-R2
DO27-1 累计脉冲M7515-PL
二、设置
1、下料助流条件:负荷率低于60% 助流允许转子计量
2、SEW面板上传下载数据:806面板至变频器807变频器至面板
操作:按↑键至807
再按→键
后再按↑键
2、304参数是力矩保护(原值是38,现在设置45)
更改参数:按↑键至3。
按→键至30。
按→键至3。
按↑键至304
3、报警:F08 过载或编码器故障
F04 制动电阻
正常时显示 1
运行时显示 5
为准备好或没有参数显示 2。
菲斯特转子秤CSC_调试手册

CSC系统调试说明书PFISTER GmbH1.1.2 键的功能 (VT100)移动光标或选择参数输入数据时设置光标的位置回车键,用于输入或激活选择或接收数据输入数字或直接选择菜单输入十六进制的数显示主菜单刷新当前菜单,并切换到VT100 方式刷新当前菜单,并切换到PHT 方式错误确认功能或指令中止功能或指令执行调用“服务联机”菜单(仅限于 CSC MASTER )1.1.3 PHT (PFISTER 手操器)的联机1.) 把PHT 联到CSC 的服务接口X17 插头上。
2.) 设备的标识符和版本号在PHT 的 1--3 行显示。
在第四行将显示“Ctrl Y > Connect”,这时PHT 已经准备就绪。
3.) 按“Ctrl Y ”键,PHT 与CSC 的联接就建立了。
4.) 按“Ctrl A” 键,显示主菜单。
下面数据将显示在PHT 上。
第一行 ->菜单字头第二行 ->参数说明第三行 ->技术值或参数设定第四行 ->错误信息(如果存在)如果有问题,检查与CSC 的联接和设置(波特率,数据格式)1.1.4 手操器 PHT 的按键功能描述F1 的题字和功能 传送PHT 的标识符 F2的题字和功能 执行 F3的题字和功能 错误确认 F4的题字和功能 转到主菜单 F5的题字和功能 放弃F6的题字和功能 提出用于输入字母和特殊字符的表格或在通电后进行组态滚动选择菜单或在选择参数时选择菜单回车键,用于输入,接收或激活选择设置光标的位置(输入的位置) 输入十进制数据或直接选择菜单1.2 操作及其显示的注解用 Ctrl + A 键可以从任何菜单返回主菜单。
回到上一级菜单用“0”键或把光标定位在<<Exit(0) 并按回车键。
任何输入和选择都用回车键来取舍。
每个选项会在左侧用“<….”来标记。
用键来选择。
任何一个输入和选择都可用“Ctrl + C ” 放弃,原设置保持不变。
TP170转子秤说明书

目 录1概述 (3)2系统组成 (3)3工作原理 (4)4主要技术指标 (4)5系统功能与特点 (4)5.1 功能 (4)5.2 特点 (5)6 系统安装 (5)6.1 秤体的安装 (5)6.2 系统接线 (6)6.2.1电缆敷设要求 (6)6.2.2接地要求 (6)7 基本操作 (7)7.1开机前的准备 (7)7.2开机 (7)7.3停机 (8)8 系统控制方式 (8)8.1本地控制方式 (8)8.1.1自动闭环控制 (9)8.1.2 自动开环控制 (9)8.1.3手动控制方式 (11)8.2中控方式 (11)9 调试标定 (12)9.1 称重仓标定 (12)9.2 转子秤标定 (13)9.2.1动态挂码标定 (13)9.2.2 实物标定 (15)9.2.3 在线实物标定 (16)10 PID参数设定 (15)10.1 转子秤PID参数设定 (15)10.2 喂料机PID参数设定 (18)11 系统设备维护及注意事项 (18)1概述煤粉转子秤是合肥水泥研究设计院金山电气自动化设备厂在消化和吸收国外同类产品技术的基础上,结合我院在粉体流量控制应用方面的多年实践经验,研制开发的新一代稳定可靠的粉体定量计量设备。
它从系统工程角度出发,将FR粉体喂料机和RWF转子称重喂料机有机地结合,配以先进地PLC控制系统,实现了一流的自动控制技术与一流生产工艺过程的结合,使得粉体物料精确计量和稳定控制的难题得到了很好解决。
该系统配置合理,组态简单、灵活,喂料均匀,计量准确,运行稳定可靠,可广泛应用在冶金、化工、电力、建材等行业用于粉体连续输送、流量测量、定量给料。
如水泥工业入窑(干湿法窑)煤粉计量,流量控制,电厂锅炉和炼铁高炉的喂煤系统控制上。
2系统组成如图1所示,系统由称重仓、FR粉体喂料机、RWF转子称重喂料机(转子秤)、输送装置及电气控制部分组成。
煤粉转子秤主机部分选用德国西门子公司SIMATIC S7系列PLC。
司德伯生料转子秤操作说明

司德伯生料转子秤操作说明司德伯生料转子秤,顾名思义,就是在称重时能看到转子的重量。
而司德伯天秤分冷凝式与热镀锌两种。
司德伯生料转子秤是一种精确度高,的电子设备,适用于各种检测仪器和试剂的称量。
下面我们就来了解一下关于司德伯生料转子秤的一些操作说明哦。
从外形上来说,司德伯生料转子秤和普通电测温电控转子秤区别并不大,最大的区别就是用来测量物料重量的仪器上了。
司德伯生料转子秤只需要测量物料重量的基本单位——千克)而不需要进行其他称量即可计算出物料的质量。
一般来说,物料含量在百分之10以上才可称之为“生”料转子秤称量范围为:0.1-30 kg;也可以根据物料含量进行添加。
在使用过程中注意事项:a.每次称重前,要先确认称重是否准确; b.在不同情况下称量后要进行必要的保养。
1.称重前,要确认称重是否准确,确认称重传感器没有损坏;a.当称重传感器出现故障时,必须先排除故障原因,然后重新称重,以确保准确无误。
b.当称重传感器出现故障时,必须先检查一下是否连接不上,如果不连接上,可先让厂家修理或者更换新的传感器,然后再进行称重。
c.称重之前要检查一次主秤臂及分秤臂是否完好可靠,并做好日常的保养工作,防止锈蚀损坏传感器。
d.称量结束后,要检查分秤臂是否连接上,如有连接处松动、移位或断裂,应立即重新装上,然后再称量。
e.分秤臂要做好固定、密封。
确保分秤臂在转动时不会产生碰撞。
f.称量后应及时把分秤臂卸下并放在干净的地方。
g.称量结束后,应及时检查分秤臂与分秤臂上的传感器接口是否畅通,如果有破损或损坏,必须及时更换新的称重传感器连接件。
f.如在使用过程中发生意外损坏或出现故障时可先停机重新更换传感器连接件。
g.称量后,若出现传感器卡住或损坏的情况时,不能继续称重或使用,应及时联系厂家技术人员更换或维修。
g.如果因称量原因导致传感器损坏或分秤臂和分秤杆上的传感器损坏(如烧坏)时,应及时联系厂家技术人员对零部件进行更换后重新称量。
TP170转子秤中文说明书

使 用 说 明 书
合肥金山电气自动化设备厂 (2004)
安全指南 本手册包含应该遵守的注意事项,以确保人身安全,并保护产品和 连接的设备。这些注意事项在手册中由一个警告三角符号突出显 示,并按照危险等级作如下标记:
警告 表示如果不采取适当的预防措施,将会导致死亡、严重的人员伤害 或固定财产的损失。
5.2 特点
▲ 人机界面可操作性强 由于系统运用于工业现场,粉尘大,我们采用西门子公司触摸屏面板
TP170 作为人机界面;TP170 采用中文环境,显示参数多、操作直观简便, “一触即发”。
▲ 系统可靠性高 转子秤煤粉计量控制系统是工艺流程中关键设备,为保证系统的可靠
性 ,我 们 选 用 德 国 西 门 子 公 司 SIMATIC S7-200 作 为 系 统 主 机 ,从 而 简 化 了 系 统 的 硬 件 结 构 ,该 机 功 能 强 大 ,可 靠 性 高 ,能 够 在 恶 劣 环 境 下 稳 定 运 行 。
6.1 秤体的安装 ................................ 5
6.2 系统接线 .................................. 6
6.2.1 电缆敷设要求............................ 6
6.2.2 接地要求................................ 6
SPU1信 号 处 理 器
SPU2信 号 处 理 器
X8
X6
X7
X9
控制盘
X15
X16
外给 启 /停
运行 状态
外给 设定
瞬时量 输出
分 格 轮
X13
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
转子秤信号说明
转子秤信号说明
一.秤的数字输入点(DI)
1.启动释放(Start Release):与风机的安全联锁,DCS程序内部完成,当风机运行后自动给出。
2.选用二进制接口(Binery Interface on):选用点对点方式与DCS联系。
该点可短接。
3.远程联锁(Automatic Remote):为“1”时选择集中控制。
该信号可用作集中方式运行时的软急停。
4.中控开停(Start/Stop External):中控驱动。
5.故障复位(Acknowledge):报警/故障确认。
6.排空下料管(Empty Down Pipe):在需长时间停称时,为防止下料管内煤粉燃烧或结块,需排空下料管使用。
7.下料管助流释放(Release Aeration Down Pipe):允许下料管助流。
8.下料管强制助流(Down Pipe Permanent Aeration):5秒脉冲信号。
每驱动一次, 下料管上所有助流喷嘴动作5秒。
9.仓助流释放(Release Aeration Silo):允许仓助流。
10.仓强制助流(Silo Permanent Aeration):5秒脉冲信号。
每驱动一次, 仓上所有助流喷嘴动作5秒.
11.充灭火气体(Inert Gas):点动或5秒脉冲。
当煤粉仓温度过高时用来喷灭火气体。
该信号为助流总气源选择。
“1”为压缩空气,“0”为灭火气体。
12. 急停(Emergency Shut Off):从中控对秤的硬急停,停掉
变频器的380VAC电源。
备注:所以信号用DCS的无源DO节点。
信号1~11 PFISTER 提供24VDC –COM线;信号12要单独一棵电缆,信号为220VAC。
注解:
1.“远程连锁(Automatic Remote)”信号。
建议始终给上,对称有保护作用-在集中方式时,不能对秤的重要参数做修改。
另外,又可用该信号作为中控操作软急停:正常停
转子秤信号说明
称,称会有自动转空过程,如果不要转空过程就用取消
“远程连锁”信号来实现急停。
2.正常停车时转空时间的长短,与停车时的给定值有关系。
给定值越大,转子的相对转速就越快,转空时间就越短。
二.秤的数字输出点(DO)
1.远程联锁应答(Remote Interlocked):秤在中控位置,可用来作备妥。
“1”为集中方式,“0”为现场方式。
2.运行(Rotor In Operation):秤的应答,“1”为运行。
3.报警(Message Rotor):秤的综合报警,常闭点。
“1”为正常。
4.故障(Fault Rotor):秤的综合故障,常闭点。
“1”为正常。
5. 电机温度过高(Exceeding Temperature Drive Motor):
“1”为正常。
6.秤闸阀关(Rotor Slide Gate Closed): 秤闸阀在关闭位置。
“1”为关位置。
7.仓闸阀关(Silo Slide Gate Closed): 仓闸阀在关闭位置。
“1”为关位置。
8.仓助流故障(Fault Aeration Silo): 仓助流系统故障,常闭点。
“1”为正常。
9.累计量(Totalizer Pulse):流量累计脉冲。
三.秤的模拟量输入点(AI)
喂料量给定(Setpoint):喂料量的设定值。
四.秤的模拟量输出点(AO)
1.实际喂料量(Feedrate):实际的喂料量。
2.负荷率(Loading):秤内的负荷率,用百分数表示。
3.速度(Motor Speed):电机转速。
4.仓重(Silo Content):煤粉仓仓重。