验厂要求1-6页翻译
验厂翻译1

1.0.2
验厂时,需提供以下文件:
1.设施平面图
2.公司规章制度
3.劳动合同
4.员工手册
5.劳资协议
6. 所有化工用品及溶剂清单
7.政府检测报告。
如卫生证明,防火,建筑安全,环保合规等
8. 设备检测/维护记录
9. 工伤记录
10. 紧急措施
11. 疏散措施
12. 12个月内的工人记录,包括工时,工资。
13. 保险,税及其他。
14. 产品记录
15. 之前的验厂报告及纠正备录
工厂政策:
童工
工资,工时
环境
培训
厂内员工,外加工
1.0.3
提供12个月,包括现在及波峰期工时及工资记录。
除了抽查的人员,需提供其他工人的文件。
最少准备10份,如果工人人数超过1000人,则需要1%。
1.2.2
验厂列子,工人500人
09:00开会(管理层)
09:30 观厂(包括选择工人谈问)
10:35 工人谈问
12:00 人事部提供文件给两个审计员,文件包括选中的工人的资料,两个审计员各一份。
12:45 午餐
13:15 成组谈问
15:30 文件及进一步观厂及采问。
16:30 审计员整理文件
17:00 结束会议。
Target质量体系验厂清单中英文

Target质量体系验厂清单中英文Target质量体系验厂清单Document (s)文件 SL SH HGISO CertificationISO 证书 x x xFormal documented system to control document revision, distribution and maintenance 控制文件的修订、分发及维护的正式文件系统, x x xDocumented system to define storage, protection and retention of quality records规定质检记录的存放、保护及归档的文件 x x xDocumented Production procedures/instructions for all processes各步骤的生产流程及操作指南 x x xDocumented Inspection procedures/instructions for all stages of production各生产步骤的检验流程及操作指南 x x xDocumented pre-production meeting process产前会议的文件 x x xPre-production meeting records产前会议记录 x x xDocumented Pilot/Test Run process试产流程 x x xDocumented Pilot/Test Run results试产结果 x x xDocumented factory delivery performance records工厂出货的绩效记录 x x xDocumented preventative maintenance process for allfactory equipment工厂所有设备的预防维护流程 x x xTraining培训Documented training program for QC Inspectors on QC ProcessesQC验货流程的培训计划 x x xDocumented training program for Maintenance Workers维修工人的培训计划 x x xDocumented training program for Production Workers生产工人的培训计划 x x xFactory Organizational Chart工厂组织架构图 x x xFactory QC Shift schedule工厂QC员轮班表 x x xDaily/Weekly quality goals and results每日或每周的质量目标及结果 x x xFactory Defect Classification List产品瑕疵分类清单 x x xQuality Control Meeting schedule质量控制会议安排 x x xQuality Control Meeting results质量控制会议记录 x x xMaintenance Workers personnel files维修工人个人档案 x x xQC Inspectors personnel filesQC员个人档案 x x xProduction workers personnel files生产工人个人档案 x x xMaterial/Supplier Management材料与供应商管理Documented inventory process for monitoring/documenting incoming/outgoing material 监控或记录进出材料的库存清单 x x xDocumented process for reviewing all incoming raw material, components, sub-assemblies conform to Specifications, Quality Standards and US safety requirements检查所有进厂原材料、零部件及半成品是否符合说明书、质量标准及美国的安全要求的程序 x x xDocumented process for reviewing all incoming raw material, components, sub-assemblies conform to Specifications, Quality Standards and US regulatory requirements检查所有进厂原材料、零部件及半成品是否符合说明书、质量标准及美国的法规要求的程序 x x xDocumented process for reviewing all incoming packaging material under lightbox (UL3500 lightsource)在灯箱下(UL3500 光源)对所有进厂包装材料的检查程序 x x x Records of non-conforming packaging status and disposition不合格包装的状态及处理记录 x x xSupplier performance and reliability documentation供应商绩效和可靠性记录 x x xNon-conforming/rejected raw material, in process product, finished product disposition records不合格或拒绝的原材料、半成品及成品的处理记录 x x xDocumented process for fabric inspection面料的检验流程 x xIncoming fabric inspection results进厂面料的检验结果 x xIncoming fabric count, construction, weight records进厂面料的经纬密度、结构、及重量的记录 x xDocumented process for proper storage and handling of hazardous chemicals有害化学品的正确储存及使用流程 x x xDocumented process for proper storage and handling of dyes/inks染料或油墨的正确储存及使用流程 x x xDocumented process for proper packaging/handling of product going to a Sub-contractor 外加工产品的正确包装、处理流程 x x xDocumented process for inventorying, reconciling and inspecting product received from sub-contractor外加工产品回厂的库存、核对及检验流程 x x x。
wca验厂标准(一)

wca验厂标准(一)WCA验厂标准1. 简介WCA(Workplace Conditions Assessment)验厂标准是一个广泛使用的评估工具,旨在评估供应商的工作环境条件。
该标准由世界商业伙伴可持续发展(World Business Associates for Sustainable Development)组织制定。
2. 验厂对象WCA验厂标准适用于所有生产商品的供应商和制造商,无论其规模或地理位置如何。
3. 主要标准WCA验厂标准主要覆盖以下几个方面:人权•供应商必须遵守相关的国际人权法律和法规。
•供应商应保护员工的基本权益,如禁止强制劳动和童工,保障言论自由等。
劳动权利•供应商必须遵守相关的劳动法律和法规。
•供应商应保障员工的工资和福利待遇,确保合理的工作时间和休假制度。
健康与安全•供应商应提供安全、清洁和健康的工作环境。
•供应商需采取必要的措施预防工伤和职业病。
环境保护•供应商应遵守相关的环境法律和法规。
•供应商需采取措施降低对环境的影响,如节能减排和废物处理等。
商业规范•供应商需遵守商业道德和行业规范。
•供应商应透明地管理业务,包括财务信息和合作关系。
4. 验厂程序WCA验厂包括以下步骤:提交申请•供应商向验厂机构提交申请表格。
•验厂机构根据申请表格确定验厂的时间和地点。
议事日程•供应商和验厂机构商定验厂的议事日程。
•验厂机构向供应商提供所需的文件和信息清单。
现场评估•验厂机构派遣评估员前往供应商的工厂。
•评估员进行现场调查、访谈员工和审核文件。
报告评审•验厂机构根据评估员的报告进行评审。
•对评估结果进行讨论和决策。
发布评估结果•验厂机构向供应商发布评估结果。
•供应商根据评估结果改进其工作环境条件。
5. 结语WCA验厂标准是确保供应商工作环境符合国际要求的重要工具。
它不仅有助于推动可持续发展,还提供了消费者对产品背后供应链的透明度。
通过遵守WCA验厂标准,供应商能够提高自身管理水平,增加市场竞争力。
STW Audit Requirement(ZARA童装安全验厂要求)2018
12
STW Audit Requirements
用手持式验针器或者吸铁石寻找断针 Use portable metal detector or magnet to search broken needle.
验针完毕后,必须在无针区里安装警报器并包装入箱 After metal detecting,
all garments must be packed inside the needle free room
21Biblioteka TW Audit Requirements
两台验针机验针房示意图 Diagram of a Metal Detection Room (2 machines)
portable needle detector to search for broken needle.
26
STW Audit Requirements
工厂需要做好9点检测,辅料检针,日检报告及验针总报告 Make record of all relative needle inspection report
27
STW Audit Requirements
验针机每年一次外部校验,并保留年检报告 Needle detector perform External calibration once a year
28
STW Audit Requirements
工厂必须具备台式拉力器 Factory must prepare tension test machine, and put
STW Audit Requirements
WCA验厂审核文件清单证件资料清单中英文
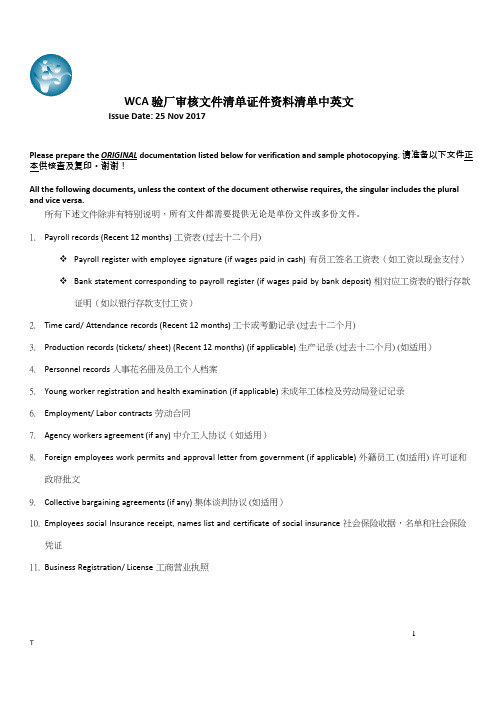
WCA 验厂审核文件清单证件资料清单中英文Issue Date: 25 Nov 20171TPlease prepare the ORIGINAL documentation listed below for verification and sample photocopying. 请准备以下文件正All the following documents, unless the context of the document otherwise requires, the singular includes the plural and vice versa.所有下述文件除非有特别说明,所有文件都需要提供无论是单份文件或多份文件。
1. Payroll records (Recent 12 months) 工资表 (过去十二个月)Payroll register with employee signature (if wages paid in cash) 有员工签名工资表(如工资以现金支付)Bank statement corresponding to payroll register (if wages paid by bank deposit) 相对应工资表的银行存款证明(如以银行存款支付工资)2. Time card/ Attendance records (Recent 12 months) 工卡或考勤记录 (过去十二个月)3. Production records (tickets/ sheet) (Recent 12 months) (if applicable) 生产记录 (过去十二个月) (如适用)4. Personnel records 人事花名册及员工个人档案5. Young worker registration and health examination (if applicable) 未成年工体检及劳动局登记记录6. Employment/ Labor contracts 劳动合同7. Agency workers agreement (if any) 中介工人协议(如适用)8. Foreign employees work permits and approval letter from government (if applicable) 外籍员工 (如适用) 许可证和政府批文9. Collective bargaining agreements (if any) 集体谈判协议 (如适用)10. Employees social Insurance receipt, names list and certificate of social insurance 社会保险收据,名单和社会保险凭证11. Business Registration/ License 工商营业执照WCA 验厂审核文件清单证件资料清单中英文Issue Date: 25 Nov 20172T12. Fire safety inspection / certificates and building / construction permits for facility / dormitory buildings 消防检查报告或合格证明及建筑/施工许可证13. Fire drill records 消防演习记录、急救演习/紧急疏散计划14. Facility regulation or employee handbook, in regard to the following areas: 厂规或员工手册, 包括以下几个方面:Recruitment policy 招聘政策Disciplinary procedure 纪律处分程序15. Local minimum wage standard (if any) and/ or Government Labor Law notice (if any) 政府有关当地最低工资规定文件/政府的劳动法的通知 (如适用)16. Special appliance certificates such as certificate for elevator, boiler 特种设备认证证书如电梯,锅炉17. Permits for special appliance operations such as lift operator, electrician, and boiler 特种工人上岗证(如:电梯工锅炉工上岗证, 电工, 锅炉许可证等)18. Canteen or eating facilities hygiene certificate, cook/ kitchen staff health certificates 厨房卫生许可证, 厨工卫生许可证19. Facility building layout/ evacuation plan 厂房平面图20. Special waivers from local government regarding working hours arrangement (if applicable) 从当地政府就工作時間的特殊批文 (如适用)21. Health & Safety program and training records 健康与安全计划及培训记录22. Work-related accidents/ injury records 工伤事故记录及工伤记录等23. Environmental certificates (if applicable) 环保证书(如适用)24. Any written policy or process that governs company and employee business practices. e.g. business integrity & anti- corruption, fair competition (optional if Business Practice module is applicable in the assessment) and dataWCA 验厂审核文件清单证件资料清单中英文Issue Date: 25 Nov 20173Tprotection (optional if Business Practice module is applicable in the assessment) including (but not limited) to thefollowing: 任何书面政策或程序去规范公司和员工的商业道德规范。
巴西药品验厂标准 中英文版

巴西卫生部原料药与中间品 GMP巴西 GMP简介1、巴西GMP是在Q7A的基础上建立起来的。
Q7A是ICH对原料药生产的指导性文件。
ICH(人用药品注册技术要求国际协调会议)由三个地区的代表组成,即欧盟、美国和日本。
ICH指导文件是三方公认的国际标准,同时ICH指导文件也日益成为国际上公认的药品注册技术标准。
巴西GMP沿用了Q7A的基本原则与框架,大致内容也与其相同,但是,巴西GMP 也融入了巴西卫生部对GMP的理解与要求,使之比Q7A更具体、更严格。
2、巴西GMP与中国GMP的比较中国没有单独针对原料药生产的GMP要求,现行98年修订版 GMP,内容过于简单,版本过于陈旧,两者差距非常大,不可同日而语。
3、巴西GMP基本框架第一部分:说明GMP是质量管理体系的一种;指明质量管理的基本原则与职责。
(第一章至第二章)。
第二部分:对影响产品质量的6要素(5M1E)提出具体要求;对贯穿于所有方面的文件管理提出具体要求。
(第三章至第八章)第三部分:对药品生产质量管理的其它几个重要方面提出具体要求。
(第九章至第十七章)第一章一般考虑1.1企业资质文件齐全,经常受到药监部门的检查。
(要准备:药监部门的检查记录与报告)1.2原料药生产应遵循该法规。
1.3生产企业应保证产品符合既定质量。
1.4 质量保证、质量控制、GMP是密切相关的三个概念。
1.5 生产企业对产品质量负责。
1.6要有齐全的证据标明:企业在影响产品质量的各个方面实行了GMP管理。
1.7 生物制品应从工作种子库的维护工序就开始要求GMP管理。
2.质量管理QUALITYMANAGEMENT质量管理决定和执行公司的质量方针,即与质量有关的总体方向和目标,其管理职能由公司的高级管理层正式宣布并授权。
quality Management is theaspect ofmanagement function thatdeterminesandimplementsthe “Quality P olicy”,i.e., the overall intentionsand directions related to quality, formally expressed and authorized by the firm high management.2.1ﻩ原则Principles2.1.1 公司的所有人员对质量负有责任。
客户验厂资料(翻译版)
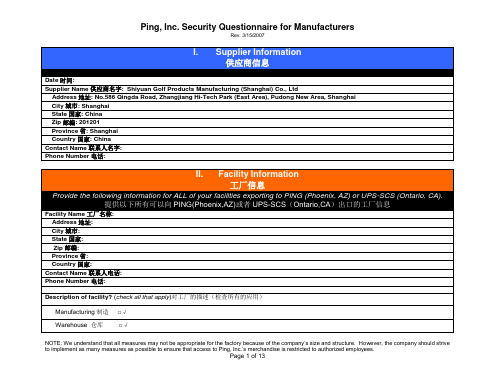
NOTE: We understand that all measures may not be appropriate for the factory because of the company’s size and structure. Ho wever, the company should striveNOTE: We understand that all measures may not be appropriate for the factory because of the company’s size and structure. Ho wever, the company should striveNOTE: We understand that all measures may not be appropriate for the factory because of the company’s size and structure. Ho wever, the company should striveNOTE: We understand that all measures may not be appropriate for the factory because of the company’s size and structure. Ho wever, the company should striveNOTE: Some questions may not apply in whole or in part to your facility. In these cases, please do not leave the question blank. Instead, state “Not Applicable” (“N/A”) in the “Brief Description or Procedure” field. Please provide a brief explanation. Any changes need to reported to Ping, inc. immediately. 注意:一些问题可能没有全部应用或部分应用于你们工厂。
Lowes验厂基本要求
Lowes验厂基本要求第一篇:Lowes验厂基本要求Lowe’s验厂基本要求1.人权验厂与质量验厂一起进行审核(清单附后),偏重于质量方面审核.2.评分:总分为100分,50分就可以及格通过(着重注意,不能出现童工,否则直接不通过,机会都没有;出现其它问题还可以重新申请审核),一年一次.3.要有产品测试报告才可以出货(ITS或BV产品测试报告,说要一万多).(建议:一年一次,尽量一次性通过,节省测试成本)4.没有主要不良、次要不良之分,AQL水准要求一般取1.55.对颜色比较重视,色差要分辨清楚,不可有脏污等.6.尽量不要用水口料(慎用)生产.7.对产品外观、包装要求较严,产品装箱不能过松或挤压过紧,包材要起到保护产品的作用,要能通过摔箱测试,装箱不能短装.8.彩标、吊卡之类要有客人签样.9.包装需设全检岗位进行全检.10.仓库要有来料待检区、退货区等区域标识.11.需设立专职IQC职位,需有IQC专用来料检验记录表.12.首件制作要有QC责任人员签名.13.成品、半成品标示需要改进,要用较正式的标签,标签上应有品名、数量、日期等项目,是否合格或不合格(PASS章或红色标签)等.14.在消防方面也是很重视.上述内容是验厂完后,审核人员向我们提出Lowe’s的要求和传达的一些信息,供大家參考一下.昨天的验厂,得了58分,险险意.主要问题是在质量方面作得不是很到位(ISO方面所用到的表单差不多全要看的),还有四个应急灯不亮.(人事方面,就是看了人事档案和最近一个月的工资,没有什么问题)第二篇:WM-FCCA验厂相关部门的基本要求WM-FCCA相关部门基本要求品管部1、QC和主管要熟悉工厂质量方针和质量目标(全厂的和本部门的)。
及质量目标达成状况。
2、有与生产部管理参加解决质量问题的会议记录3、有产品产前会议记录(产前会议中有没有审查及确认严重的质量问题和安全问题并记录采取的改进行动)4、生产现场要有首件样品(根据客户签样和产品规格表来制定),首件报告及检验指导书5、授权当产品质量不符合规格时是有权停止生产的QC名单(有授权者签署)6、每个生产过程须要有IPQC巡查,及要有巡检记录7、QC检验要求按照AQL抽样检验标准或按照工业标准检查,有记录8、最终产品要有实施100%功能性检查,有记录9、针对质量问题要有纠正措施和根本原因分析方法,有记录(现场返工及检验记录,供应商不良处理记录,10、包装检验作业指引,挂现场11、所有量规和测试设备是有效校准,有清单12、有相关测试工作指引13、内部实验室测试人员须接受培训执行测试工作14、有最终检验程序,最终检验QC要有工作指导书15、QC 要根据AQL抽样检验标准或行业标准来实施最终检验,有检验报告16、退货的产品在客户最终检验前要有得到适当纠正,有记录17、有只有在客户同意情况下才能出货的控制程序,请查找相关程序文件(请查找)18、货仓和生产车间的产品和物料有检验状态标识,要有正确物料检验标识,半成品检验标识,来料检验标识,成品检验标识19、有有效玩具安规。
Walmart-沃尔马(人权)验厂标准(中英文版)

Remark:
1.If one critical violation was found, (such as slave labor, forced labor, child labor, physical abuse to the workers, etc.) this
factory should be out, the overall rating of the audit should be at risk.
(如果发现1个严重缺陷点,如狱工,童工,对工人体罚等),工厂将会被停用,本次验厂结果是此工厂存在很大风险。
)
2.If three to five (include) major violation were found, the overall rating of the audit should be Need Improvement.
(如果发现3~5个(含5个)主要缺陷点,本次验厂结果是此工厂需要改善。
3.If two or less major and six or less minor violation were found, the overall rating of the audit should be Acceptable, and
Need Improvement.
如果发现2个以下主要缺陷点和6个以下次要缺陷点,本次验厂结果是此工厂可接受使用但需要改善。
客户验厂作业要求书

客戶驗廠作業要求書1.目的﹕規范工廠的操作﹐滿足各客戶驗廠要求﹐特制定此要求。
2.范圍﹕適用于所有的客戶驗廠和長興全體人員。
3.職責﹕經理﹕負責有關驗廠人員的接待。
組長﹕負責驗廠工作的統籌﹑組織和督導。
組員﹕負責本部門的日常工作和配合驗廠前檢查。
稽核員﹕負責驗廠前各部門工作完成情況檢查和督導。
4.驗廠人員組織架構圖5.作業內容﹕5.1經理接香港驗廠通知后及時通知驗廠組長﹐并在驗廠時間段做好相關的接待工作。
5.2驗廠組長及時組織各相關驗廠人員傳達相關的驗廠要求和時間。
5.3組員按客戶規定要求完成本部門的工作﹐在驗廠前一周將資料交稽核員檢查。
5.4稽核員根據客戶驗廠要求對各組員的部門工作完成情況進行檢查﹐如有不符合項各組員必須在規定時間內整改完成﹐不得有任何理由進行搪塞。
5.5組員工作分工內容﹕5.5.1人事部門5.5.1.1招聘5.5.1.1.1核實當地勞動法規定的最低就業年齡﹐并提供當地政府最低年齡証明文件﹐招聘時不得有歧視和童工現象﹐但需對進廠人員背景調查﹐進廠后統一進行一級培訓包括安全﹑廠紀﹑廠規等﹐各用人部門需進行部門的工種操作和安全培訓。
5.5.1.1.2如有未成年工須到勞動部門進行未年工登記并做好入廠前體檢。
5.5.1.1.3新進人員進廠之后建立個人檔案及時保存工人的年齡証明文件,工作証,出生証明或醫生証明的副本﹐資料如有過期應及時更新。
5.5.1.2勞動合同和工人保險5.5.1.2.1人事部門定期核實當地勞動法關於勞動合同的規定。
并複查合同上的工資和日期﹐複查政府更新合同的政策﹐複查不同合同期限的試用期﹐如合同期潢須及時到勞動部門重新辦理勞動合同。
5.5.1.2.2定期辦理醫療﹑工傷﹑養老﹑生育﹑失業保險﹐符合勞動部門的規定并提供勞動部門有關規定的批文。
5.5.1.3工時﹑工資﹑考勤5.5.1.3.1人事部門提供當地政府最低工資批文﹐合同當中也應滿足政府批文要求。
5.5.1.3.2工時﹑工資和考勤記錄應符合客戶驗廠和勞動法的要求﹐對考勤表﹑工卡每月定期檢查﹐不得有打卡錯誤或不打卡現象﹐如有不符合時應及時糾正﹐工時﹑工資﹑考勤表應和財務﹑生產部門的資料相符合﹐如有不符合現象﹐各部門重新核查﹐各部門書記員及時配合人事部門工作。
验厂条款
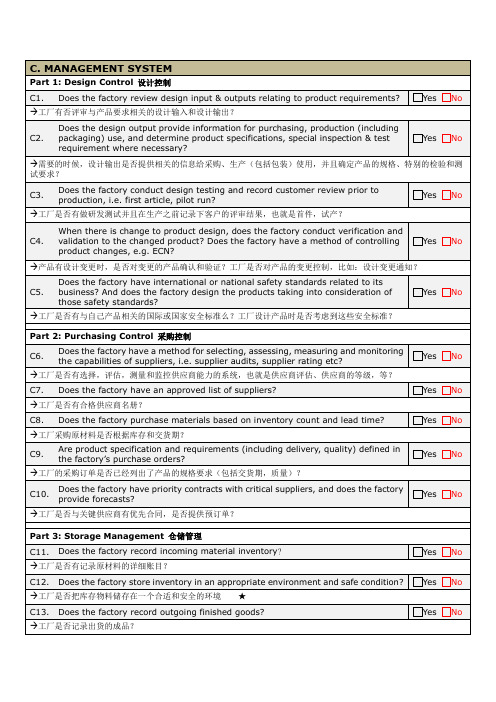
C. MANAGEMENT SYSTEMPart 1: Design Control 设计控制C1. Does the factory review design input & outputs relating to product requirements? Yes No →工厂有否评审与产品要求相关的设计输入和设计输出?C2. Does the design output provide information for purchasing, production (including packaging) use, and determine product specifications, special inspection & testrequirement where necessary?Yes No→需要的时候,设计输出是否提供相关的信息给采购、生产(包括包装)使用,并且确定产品的规格、特别的检验和测试要求?C3. Does the factory conduct design testing and record customer review prior toproduction, i.e. first article, pilot run?Yes No →工厂是否有做研发测试并且在生产之前记录下客户的评审结果,也就是首件,试产?C4. When there is change to product design, does the factory conduct verification andvalidation to the changed product? Does the factory have a method of controllingproduct changes, e.g. ECN?Yes No→产品有设计变更时,是否对变更的产品确认和验证?工厂是否对产品的变更控制,比如:设计变更通知?C5. Does the factory have international or national safety standards related to itsbusiness? And does the factory design the products taking into consideration ofthose safety standards?Yes No→工厂是否有与自己产品相关的国际或国家安全标准么?工厂设计产品时是否考虑到这些安全标准?Part 2: Purchasing Control 采购控制C6. Does the factory have a method for selecting, assessing, measuring and monitoringthe capabilities of suppliers, i.e. supplier audits, supplier rating etc?Yes No→工厂是否有选择,评估,测量和监控供应商能力的系统,也就是供应商评估、供应商的等级,等?C7. Does the factory have an approved list of suppliers? Yes No →工厂是否有合格供应商名册?C8. Does the factory purchase materials based on inventory count and lead time? Yes No →工厂采购原材料是否根据库存和交货期?C9. Are product specification and requirements (including delivery, quality) defined inthe factory’s purchase orde rs? Yes No→工厂的采购订单是否已经列出了产品的规格要求(包括交货期,质量)?C10. Does the factory have priority contracts with critical suppliers, and does the factory provide forecasts?Yes No →工厂是否与关键供应商有优先合同,是否提供预订单?Part 3: Storage Management 仓储管理C11. Does the factory record incoming material inventory?Yes No →工厂是否有记录原材料的详细账目?C12. Does the factory store inventory in an appropriate environment and safe condition? Yes No →工厂是否把库存物料储存在一个合适和安全的环境★C13. Does the factory record outgoing finished goods? Yes No →工厂是否记录出货的成品?C14. Does the factory clearly identify materials and products in warehouses? Yes No →仓库里的原材料,成品是否有清晰的标记?★C15. Is there a First In First Out, FIFO or other method to control and rotate inventory? Yes No →工厂是否按照先进先出或其他的方法来控制和发料★Part 4: Incoming Inspection 来料检验C16. Does the factory define the inspection requirements, sampling plan and acceptancecriteria for incoming inspection of materials & components? Yes No→原材料和部件的检验要求,抽样计划和接受水准是否有规定?C17. Does the factory conduct incoming inspection as planned? Are the results ofincoming inspection recorded?Yes No→工厂是否有按照计划进行来料检验,检验的结果有记录?C18. Is the status of raw materials clearly identified, i.e. Approved, Rejected, Pending etc.? Is rejected material recorded and segregated?Yes No →原材料的状态是否有清楚标识,也就是合格、不合格、等待结果通知,等?不合格的材料有记录并且隔离?★C19. Does the factory review, determine and record the disposition of rejected material,i.e. RTV, Deviate to Use, Rework, Sort to use?Yes No→工厂是否对不合格的原材料进行相应的处理,也就是退回供应商,让步接受,返工,挑选使用?C20. Does the factory notify suppliers of rejected materials? Is it recorded? Yes No →工厂是否有通知工厂退货的原材料?记录有保存吗?Part 5: Production Control/Inspection/Testing生产控制/检验/测试C21. Does the factory define material for manufacture, i.e. a production BOM, router ortag? Yes No→工厂是否有规定生产的材料,也就是生产的材料清单、流程卡或吊牌?C22. Does the factory plan production based on capacity, orders, stock, product type,lead time, etc.? Yes No→工厂是否根据产能、订单、库存、产品型号、交货期等来计划生产?C23 Does the factory monitor, control and record all applicable process parameters?(here parameter means control point, e.g, temperature, speed, pressure, etc.)Yes No→工厂是否监控和记录相关的过程参数?(这里参数指控制点,比如温度、转速、压力等)C24 Does the factory calibrate all applicable process control points, including inspectionand test equipment, e.g. temperature/ pressure gauges, timers, hi-pot tester,multi-meter, caliper, etc?Yes No→工厂是否有校准相应的工序控制设备,包括检验和测试设备,比如:温度/压力表,计时器,高压仪,万用表,卡尺,等C25. Does the factory plan and conduct equipment/ tooling maintenance? Yes No →设备/制具等是否有按计划的保养?C26. Are products identified at all stages of manufacture? Yes No →在生产的各个阶段,产品是否有合适的标识?★C27. Does the factory define method of manufacture, i.e. work instructions,workmanship standards, defect classification, reference samples, etc?Yes No→工厂是否有规定生产的方法,也就是作业指导书,工艺标准,缺陷分类,参考样品等★C28. Does the factory apply suitable methods for handling and transportation of theproduct during internal processing and delivery to intended destination? Yes No→工厂是否有适当的方法使产品在内部过程运输到目的地?★C29. Does the factory conduct in-process inspection as planned? Are the results ofin-process inspection recorded?Yes No→工厂是否有按计划进行制程检验?制程检验的记录是否保存?C30. Does the factory summarize and analyze in-process inspection results, i.e. by using control chart, run chart, etc., in various process/workshops?Yes No →工厂是否有统计和分析制程检验的结果,也就是在各个工序/车间用控制图表、趋势图表,等C31. Are rejected parts/products identified and isolated? Are reworked parts/productsre-inspected? Yes No→不合格部件和产品是否明确标识和隔离?返工的部件/产品是否有重新检验?★C32. Does the factory clearly define package requirements, i.e. pack list, packaging method, etc.?Yes No →包装要求是否明确规定,比如包装清单、包装方法,等?C33. Does the factory define the inspection and test requirements, i.e. appearance,functionality, reliability testing, safety testing, sampling plan and acceptancecriteria for final product inspection?Yes No→成品的检验和测试要求是否有明确的规定,比如:外观,功能,可靠性测试,安全测试,抽样计划,接受标准等?C34. Does the factory conduct final product inspection and test as planned? Are theresults of inspection and test recorded? Yes No→工厂是否有按计划进行最终成品检验和测试?成品检验和测试记录是否保存?C35. Are operators /QC personnel trained and are records available? Yes No →操作员工和所有检验人员是否有培训,并且记录保存?Part 6: Continual Improvement 持续改进C36. Does the factory determine, collect, and analyze appropriate data to evaluate where continuing improvement can be made? i.e. SPC, FMEA, Six Sigma, etc.Yes No →工厂是否判定,收集和分析适当的数据来评估持续改进应该在哪里实施。
wca验厂标准

wca验厂标准
WCA(Worldwide Responsible Accredited Production)验厂标
准是国际上公认的一种验厂体系,旨在确保工厂符合一定的劳工、环境和道德要求。
WCA验厂标准包括以下几个主要方面:
1. 劳工权益:工厂必须遵守法律法规,包括工资、工时、休假、福利等方面的规定。
工人必须享有安全与健康的工作环境,不受歧视和骚扰,承认工会自由等权益。
2. 环境保护:工厂需要遵守环境法规,合法处理废弃物和污染物,采取措施保护水资源和空气质量。
工厂应努力减少能源消耗和排放,推行可持续发展。
3. 道德商业行为:工厂应遵守商业道德规范,包括反贿赂、反腐败、尊重知识产权等方面。
工厂需要建立透明、公正的商业关系,确保供应链中的各方都受到公平对待。
WCA验厂标准由独立的验厂机构进行评估和认证,通过对工
厂的现场检查、文件审查和工人访谈等方式,确保工厂的合规性。
通过WCA验厂认证,工厂可以证明自己在劳工、环境和
道德方面符合国际标准,并获得在全球贸易中的竞争优势。
BSI工厂验厂标准简介
BSI Benchmark criteriaSection 1 –质量认证1.1管理层承诺1.2质量管理政策–需要高层签名1.3组织结构和职能描述1.4解释各种文件之间的关系1.5文件控制,工厂需要提供一个书面的步骤,解释所有文件所有文件是如何控制的,来确保所有员工使用的是最新的文件。
这些步骤必须要说明∙文件保存在那里∙文件的更新,维护,授权是由谁负责的∙如何处理作废文件是不再使用的∙文件如果有更改,内部是如何联系的∙如何确保公司文件的安全1.5.1文档登记册,有一个登记册说明有哪些文档,这些文档包括∙产品参数表∙工作流程∙各类表格∙员工工作说明∙每个文档需要有日期1.6记录保存∙测试报告∙设计文稿∙技术文档∙测量仪器的运行检查∙测量仪器的校准报告∙客户投诉和矫正方案∙产品召回方法说明∙供货产品的检查和认证∙发货前的出货记录∙通过内部认证的供货商目录∙矫正记录∙培训资料∙采购记录1.7采购∙采购的设备需要分种类,级别∙需要有明确的型号∙需要有参数表,检查方法或别的各类数据∙对于采购产品的要求需要内部有所记录∙供货商在采购前需要证明自己的采购需求是精确的1.7.1自主供货自己供应的设备也应该遵循采购设备的步骤1.8供应商评定需要制定一个供应商评定项目来确保产品符合生产要求供应商需要以他重复生产符合要求的产品的能力来被打分,要求需要以文档标注需要标明供应商审查周期关键产品如果更换需要通知BSI认证机构1.9关键元器件关键元器件需要有特定的审查步骤来确认,需要有关测试和记录1.10参数所有设备需要有自己的参数表1.11标签所有产品需要有对应的标签1.12产品实现工厂需要提供以下文档∙生产完毕的产品,到达那些要求后才能被称为符合标准的产品∙给工人的生产说明图∙生产步骤图需要标注不同阶段的相对应检查方法∙最后产品满足设计要求,需要有所记录1.13产品实现和追踪在合格产品的生产过中,如下操作需要有所记录∙原材料收据∙入库说明∙重做∙正在制造∙最终成品∙次品∙召回产品∙包装∙R&D材料1.14检查和测试生产流程需要说明检查和测试是在哪一步测试地点需要有合适的设备,步骤,和说明1.15产品出货产品出货最终需要有质检员确认产品出厂,需要有质检员给予放行证明1.16产品保存产品需要被合理的储存,包括运输,保护,包装,识别1.17对于不符合规定产品的控制∙产品如果不符合生产规定,需要有文件说明工厂所做的对应操作∙需要有人对于不符合规定的产品负责∙需要证明产品在在出问题是可以得到有效的控制∙需要证明工厂内部有特定地方储存不合格的产品∙如果产品不合格,绝对不允许将合格标签置于产品∙不合格产品维修之后需要重新检查才可以放回生产流程之中∙产品生产过程中所有的原材料,工作,以及包装需要可以全程可追踪1.18更正计划工厂需要有一个文档记录产品的更正过程是如何进行的,工厂需要指定特定的人来负责并授权更正,并及时更正更正做完后需要做及时记录1.19产品召回公司需要具备完整的产品召回机制,召回机制需要∙确认不合格的种类以及严重性∙通知BSI不合格的严重性∙研究不合格的原因∙召回已经生产的产品∙对于召回做出详细记录并且确认最终解决方案1.20监控和测量设备对于监控和测量设备的步骤需要∙确认哪些设备是需要校准的∙产品需要表示是否是校准过的∙校准周期∙校准方法∙误差范围∙如何确认一个设备是不精准的∙设备需要符合∙设备需要符合国际和国家测量标准∙员工需要合理训练1.21培训公司需要有文档确认所有就业人员受过相关培训公司需要有文档证明所有就业人员有上岗资质公司需要确认受训人员对于他们的受训内容将适用于问题的解决1.22客户投诉需要有客户投诉机制,每年都需要进行客户投诉审查,需要有人对客户投诉负责。
XXX(iway)质量验厂标准(XXX)
XXX(iway)质量验厂标准(XXX)XXX供应商应致力于持续改进产品质量和生产过程,确保产品符合以顾客体验为中心的质量要求,并满足XXX的供应商质量标准和特殊过程要求。
1.3质量管理体系XXX供应商应建立和维护符合ISO 9001或同等标准的质量管理体系,并持续改进其有效性。
1.4内部审核XXX供应商应定期进行内部审核,确保质量管理体系的有效性和符合性。
审核结果应记录并及时采取纠正和预防措施。
2.启动程序2.1样品评估XXX供应商应在生产前提供符合XXX产品要求的样品进行评估。
样品应在最终检验前经过认可。
2.2生产前会议XXX供应商应在生产前召开会议,与XXX相关人员讨论生产计划、特殊过程控制和质量要求等事项。
会议记录应保存并及时更新。
3.保证原材料质量3.1选择和评估XXX供应商应选择符合XXX产品要求的原材料,并对供应商进行评估和监控。
供应商应提供符合要求的材料证明和测试报告。
3.2接收检验XXX供应商应对所有原材料进行接收检验,确保符合XXX产品要求。
检验结果应记录并及时采取纠正和预防措施。
4.生产控制4.1过程控制XXX供应商应根据特殊过程控制附录要求,制定过程控制计划,并对生产过程进行监控和控制。
过程控制记录应保存并及时更新。
4.2设备维护XXX供应商应对生产设备进行维护和保养,确保正常运行和符合要求。
设备维护记录应保存并及时更新。
5.最终检验5.1检验要求XXX供应商应对所有产品进行最终检验,确保符合XXX产品要求和特殊过程要求。
检验结果应记录并及时采取纠正和预防措施。
5.2检验记录XXX供应商应保存最终检验记录,并按要求提供给XXX 相关人员。
6.文件和样品管理6.1文件管理XXX供应商应建立和维护符合要求的文件管理系统,确保所有文件的有效性和及时更新。
文件应包括但不限于质量手册、程序文件、记录和报告等。
6.2样品管理XXX供应商应建立和维护符合要求的样品管理系统,确保样品的有效性和及时更新。
OKAIDI 验厂要求翻译

ContentsI. Objet (2)II. Fabric and accessories (2)III. Sharp object management (4)A. Metal detector (4)B. Needle management (5)C. Sharp objet (7)IV. Security (10)V. Social Audit (12)I. Objet此文件是为了再次强调一下,验厂时需要注意的事项,并不包括全部验厂内容,只作为强调之用。
The objet of this document is to help factory to understand the points of attention during a audit.This only review a few of the important points that the factory should pay attention to compel to IdGroup standard. Those are just main guidelines. This document is for reference only.II. Fabric and accessoriesFabric and accesoiries shouldn’t be directly on the floor.纱线和辅料不能直接放在地上,为避免弄脏,发霉和损坏。
This is to avoid stain, mold and make the fabric defective.Accessories card is advised and fabric control is required. (4points, or other) with records,所有辅料和原料,都要有明确的入库明细,如图,成分,颜色,数量,实物样等。
验厂英语

Peak Temperature(峰值温度)Cooling Stage(冷却阶段)Heating Stage(加热阶段)Bridging(桥连)Open(开路)车间:仓库:备品库:成品库:品管部:工程部:生产部:液晶显示器LCD(Liquid Crystal Display)发光二极管LED(Light Emitting Diode)电阻resistance电阻器resistor整流器rectifier电容capacitance电容器capacitor/capacitator电感inductance电感器inductor/inducer变压器transformer蓄电池storage battery继电器electrical relay充电器charger/ battery charger电源power/ power supply集成电路IC(Integrated Circuit)电路板circuit board不间断电源UPS(Uninterruptable Power Supply)连接器connector操作指导书/工艺文件operation guide/ process paper设计文件Design Document技术标准technical standard测试:射频测试:EVMPPM功率交换测试:高压测试:漏电流测试:接地电阻测试:QC(quality control)品质管理(员)SQC(Statistical Quality Control)统计品质管理TQC(Total Quality Control)全面品质管理AQL(Acceptable Quality Level)允许水准,可接受品质等级QA(Quality Audit)品质稽核QE(Quality Engineering)质量工程IQC(Incoming Quality Control)进料检验IPQC(In Process Quality Control)制程检验FQC(Final Quality Control)最终检验,线上检验OQC(Outgoing Quality Control)出货检验SIP(Standard Inspection Procedure)检验标准MQM(Modern Quality Management)(日本)现代品质管理体系(比ISO9001严格)QCC(Quality Control Circle)品管圈Check Sheet 核查表,审查表被欧盟禁止的有害物质Lead 铅PbCadmium 镉CdMercury 汞/水银HgHexavalent Chromium 六价铬Cr+6PBB(Polybrominated biphenyls)溴化联苯PBDE(Polybrominated biphenyl ether)溴化联苯醚WEEE―(Waste From Electrical And Electronic Equipment)欧盟《关于报废电子电器设备指令》(简称:WEEE指令)ROHS―(The Use Of Certain Hazardous Substances In Electrical And Electronic Equipment)欧盟《关于在电子电气设备中限制使用某些有害物质指令》(简称:ROHS指令)ISO(International Organization for Standardization)国际标准化组织Preheat Zone 预热区Soak Zone 吸收区Ramp to Reflow 升温区Reflow Zone 再流区Cooling Zone 冷却区Reflow Soldering 再流焊Wave Soldering 波峰焊SMT 表面组装技术SMC(Surface Mount Component)表面组装元器件SMD(Surface Mount Device)表面组装元器件SMA(Surface Mount Assembly)表面组装组件Shelf Life 贮存寿命Working Life工作寿命Lot No. 批号Net/Net Weight净重Exp. Date 有效期至Mfg. Date 制造日期BS Brain Storming 腦力激蕩QCC Quality Control Circle 品質圈PDCA Plan Do Check Action 計劃執行檢查總結DCC delivery control center 交貨管制中心Computer 電腦類產品Consumer electronics 消費性電子產品Communication 通訊類產品Engineering control system 工程管制系統Quality control system品質管制系統Manufacturing control system生產管制系統Management control system經營管制系統Classification整理(sorting, organization)-seiriRegulation整頓(arrangement, tidiness)-seitonCleanliness清掃(sweeping, purity)-seisoConservation清洁(cleaning, cleanliness)-seiktsuCulture教養(discipline)-shitsukeSave 節約Safety安全品質保證類FAI first article inspection 新品首件檢查FAA first article assurance 首件確認CP capability index 能力指數CPK capability process index 模具製程能力參數SSQA standardized supplier quality audit 合格供應商品質評估FMEA failure model effectiveness analysis 失效模式分析FQC運作類AQL Acceptable Quality Level 運作類允收品質水準S/S Sample size 抽樣檢驗樣本大小ACC Accept 允收REE Reject 拒收CR Critical 極嚴重的MAJ Major 主要的MIN Minor 輕微的Q/R/S Quality/Reliability/Service 品質/可靠度/服務P/N Part Number 料號L/N Lot Number 批號AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件檢查報告PPM Percent Per Million 百萬分之一制程統計品管專類SPC Statistical Process Control 統計製程管制SQC Statistical Quality Control 統計品質管制GRR Gauge Reproductiveness & Repeatability 量具之再制性及重測性判斷量可靠與否DIM Dimension 尺寸DIA Diameter 直徑N Number 樣品數其它品質術語類QIT Quality Improvement Team 品質改善小組ZD Zero Defect 零缺點QI Quality Improvement 品質改善QP Quality Policy 目標方針TQM Total Quality Management 全面品質管理RMA Return Material Audit 退料認可7QCTools 7 Quality Control Tools 品管七大手法通用之件類ECN Engineering Change Notice 工程變更通知(供應商)ECO Engineering Change Order 工程改動要求(客戶)PCN Process Change Notice 工序改動通知PMP Product Management Plan 生產管制計劃SIP Standard Inspection Procedure 製程檢驗標準程序SOP Standard Operation Procedure 製造作業規範IS Inspection Specification 成品檢驗規範BOM Bill Of Material 物料清單PS Package Specification 包裝規範SPEC Specification 規格DWG Drawing 圖面系統文件類ES Engineering Standard 工程標準CGOO China General PCE龍華廠文件IWS International Workman Standard 工藝標準ISO International Standard Organization 國際標準化組織GS General Specification 一般規格部類PMC Production & Material Control 生產和物料控制PCC Product control center 生產管制中心PPC Production Plan Control 生產計劃控制MC Material Control 物料控制DC Document Center 資料中心QE Quality Engineering 品質工程(部)QA Quality Assurance 品質保證(處)QC Quality Control 品質管制(課)PD Product Department 生產部LAB Laboratory 實驗室IE Industrial Engineering 工業工程R&D Research & Design 設計開發部生產類PCs Pieces 個(根,塊等)PRS Pairs 雙(對等)CTN Carton 卡通箱PAL Pallet/skid 棧板PO Purchasing Order 采購訂單MO Manufacture Order 生產單D/C Date Code 生產日期碼ID/C Identification Code (供應商)識別碼SWR Special Work Request 特殊工作需求L/N Lot Number 批號P/N Part Number 料號OEM Original Equipment Manufacture 原設備製造(來樣代工) ODM Original Design Manufacture 原設計制造(設計代工)PC Personal Computer 個人電腦CPU Central Processing Unit 中央處理器A.S.A.P As Soon As Possible 盡可能快的E-MAIL Electrical-Mail 電子郵件N/A Not Applicable 不適用QTY Quantity 數量I/O input/output 輸入/輸出NG Not Good 不行,不合格C=0 Critical=0 極嚴重不允許APP Approve 核準,認可,承認CHK Check 確認ASS'Y Assembly 裝配,組裝T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,財務,技術,時間(資源) SQA Strategy Quality Assurance 策略品質保證DQA Design Quality Assurance 設計品質保證MQA Manufacture Quality Assurance 製造品質保證SSQA Sales and service Quality Assurance 銷售及服務品質保證LRR Lot Reject Rate 批退率SPS Switching power supply 電源箱DT Desk Top 臥式(機箱)MT Mini-Tower 立式(機箱)DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷電路板CAR Correction Action Report 改善報告NG Not Good 不良WDR Weekly Delivery Requirement 周出貨要求PPM Percent Per Million 百萬分之一TPM Total Production Maintenance 全面生產保養MRP Material Requirement Planning 物料需計劃OS Operation System 作業系統TBA To Be Assured 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 電子音樂工業Electrical Magnetic Interference 電子干扰RFI Read Frequency Input 讀頻輸入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material SizeLED lighting-emitting diode 發光二极管QBR Quarter Business RecordCIP Continuous improvement processFGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessAVL Approved vendor listPOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheetPDCS Process defect correcting sheetGRN Goods receiving noteA/R Accounting receivableA/P Accounting payable三:專業詞匯通用類president董事長operator作業員position職務general manager總經理special assistant 特助deputy manager |'depjuti| =vice manager副理deputy supervisor =vice supervisor 副課長group leader組長line leader線長supervisor 課長responsible department負責單位Human Resources Department人力資源部Head count 人頭數production department生產部門planning department企劃部QC Section品管課stamping factory沖壓廠painting factory烤漆廠molding factory成型廠administration/general affairs dept./總務部production unit生產單位meeting minutes會議記錄distribution department分發單位subject主題conclusion結論decision items決議事項pre-fixed finishing date預定完成日Color management 顏色管理Visual management 目視管理production capacity生產力first count初盤first check初盤復櫂second count 復盤second check復盤復核quantity of physical inventorysecond count 復盤點數量physical inventory盤點數量physical count quantity帳面數量difference quantity差異量spare parts physical inventory list備品盤點清單cause analysis原因分析waste materials廢料description品名specification 規格model機種work order工令revision版次remark備注registration登記registration card登記卡to control管制application form for purchase請購單consume, consumption消耗to notify通知to fill in填寫to collect, to gather收集statistics統計cosmetic inspection standard 外觀檢驗規範computer case 電腦外殼(組件) personal computer enclosure 電腦機箱產品front plate前板rear plate后板chassis |'∫æsi| 基座bezel panel面板Hood 上蓋base pan 基座bezel 面板riser card 擴充卡flat cable 排線TOP driver cage 上磁架bottom driver cage 下磁架resin film 樹脂膜raw materials原料materials物料steel plate鋼板roll/coil material捲料spare parts =buffer備品plastic parts塑膠件sheet metal parts/stamping parts 沖件material check list物料檢查表finished product成品semi-finished product半成品good product/accepted goods/accepted parts/good parts良品defective product/non-good parts不良品disposed goods處理品warehouse/hub倉庫packing material包材basket蝴蝶竺plastic basket膠筐flow chart流程表單production tempo生產進度現狀lots of production生產批量manufacture procedure制程to revise, modify修訂to switch over to, switch—to,switching over切換engineering bottleneck, projectdifficulty工程瓶頸glove(s)手套glove(s) with exposed fingers割手套Band-Aid創可貼Industrial alcohol工業酒精broom掃把mop拖把vacuum cleaner吸塵器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋liaison聯絡單rags抹布lamp holder燈架to mop the floor拖地to clean a table擦桌子air pipe 氣管delivery deadline交貨期die worker模工production, to produce生產equipment設備resistance電阻beacon警示燈coolant冷卻液crusher破碎機club car高爾夫球車plate電鍍power button電源按鍵reset button重置鍵forklift叉車Workshop traveler 天車trailer =long vehicle拖板車Hydraulic trolley手壓車hydraulic hand jack油壓板車casing = containerization裝箱velocity速度patent專利coordinate座標supply and demand供求career card履歷卡barricade隔板carton box紙箱to pull and stretch拉深work cell/work shop工作間sub-line支線bottleneck 瓶頸品質類qualified products, up-to-grade products良品defective products, not up-to-grade products不良品defective product box不良品箱poor processing 制程不良poor incoming part來件不良exposed metal/bare metal金屬裸露excessive defect過多的缺陷critical defect極嚴重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合規格cosmetic defect外觀不良lack of painting烤漆不到位slipped screw head/slippery slipped thread滑絲missing part漏件wrong part錯件oxidation氧化defective threading抽芽不良poor staking鉚合不良deficient purchase來料不良deficient manufacturing procedure 制程不良cosmetic inspection外觀檢查inner parts inspection內部檢查blister 氣泡angular offset 角度偏差dent 壓痕scratch 刮傷deformation 變形filings 鐵削defective label 不良標簽abrasion 磨損Breaking. (be)broken,(be)cracked 斷裂short射料不足nick缺口speck瑕疪shine亮班splay 銀紋gas mark焦痕delaminating起鱗speckle斑點mildewed =moldy = mouldy發霉deformation變形burr(金屬)flash(塑件)毛邊poor staking鉚合不良excessive gap間隙過大grease/oil stains油污inclusion雜質shrinking/shrinkage縮水mixed color雜色fold of packaging belt打包帶折皺painting make-up補漆discoloration羿色water spots水漬impurity 雜質Mismatch 錯位failure, trouble 故障deformation 變形rust 生銹peel 脫漆Shrink 縮水Contamination 臟污water spots 水漬Gap 間隙label error 標簽錯誤Missing label 漏貼rejection criteria 拒收標准Suspected rejects 可疑庇abrasion 損傷、磨損Texture surface 印花紋表面Streak 條紋stains 污點Blotch 斑點discoloration 脫色Inclusion 雜質slug mark 壓痕dirt grime 灰塵blush 毛邊薄膜sink 下凹Hickey 漏漆labels and logos 貼紙與商標Configuration labels 組合貼紙corrugated container 瓦擺紙箱Delaminating 脫層splattering 散點Gouge 銼孔puckering 折痕Quality Innovation Activity SystemISO 2859-1 Sampling PlansCritical: A Critical defect is a defect which, based on expert assessment and experience, can cause dangerous or unsafe situations for users, installers or maintenance people or people directly involved with the product as long as they follow the instructions mentioned in the technical documentation.Major: A defect, other than a Critical defect, that causes the product not to function as agreed or will presumably cause the product not to function as agreed in the foreseeable future, or reduces materially the usability of the product for its intended purpose.Deviations from agreed specifications are classified as Major. Some visual imperfections can be classified as Major defect too.Minor: A Minor defect is a defect not classified as Critical or Major. Small deviations from the agreed specifications, that are not likely to reduce materially the usability of the product for its intended purpose are classified as minor defect.。
FCCA验厂标准要求2012(精选)

FCCA验厂标准要求2012(精选)第一篇:FCCA验厂标准要求2012(精选)FCCA验厂标准要求目前Wal-Mart验厂新增项目FCCA,所有Wal-Mart供应商都要通过FCCA的审核,FCCA的结果以打分的形式,60分以上为合格,FCCA即为Wal-Mart对工厂的质量体系要求,FCCA验厂标准:Factory Quality System工厂的质量体系1.0 Factory Facilities and Environment工厂设施和环境1.0.1 There is sufficient lighting on: Production, revising, finishing, inspection, packing and loading areas? 足够的照明上:生产,返工,加工,检验,包装及装载的区域?1.0.2 The facility maintains clean and organized production, finishing and packing areas.工厂保持清洁和有组织的生产,加工和包装领域。
1.0.3 Facility has separate inspection area with inspection table and proper ventilation.工厂有单独的检验区与检验台并且适当的通风设备。
1.0.4 Facility has documented pests/mildew and moisture control program, which includes frequent inspections.(In-house or 3rd party)工厂已记录害虫/霉菌和湿度的控制程序,其中包括经常巡查。
(在公司内部或第三方)1.0.5 No broken windows or leaking roofs that may result to product con*****ination was observed duringaudit.没有打破窗户或屋顶漏水,可能导致产品污染的观察审核期间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基础设施建筑非常好(分数>7) 满意(5<分数<7) 不足(3<分数<5) 糟糕(分数<3)最近(3年以内)状态非常好正在运行旧(>3年)正在运行需要改善的区域功能需要优化无作用需要重组地面,墙壁(霉变),天花板材料相符工艺天花板,地下室材料相符材料符合维护不够材料不符周围环境焦油沥青无未经控制的储存设有路标焦油沥青无未经控制的储存无路标焦油沥青无控制贮藏无路标无焦油沥青无控制地储存无路标冷藏区冷藏装运,冷藏装载区使用冷凝装置冷凝器有待研究无冷藏无计划流动(员工,废品,原材料,成品)展望未来明确流动方向划分好通过时间管理考虑流动划分好偶尔中转电路需要优化未考虑到电路部分划分许多中转未改变的电路划分不足区域设计采用好的过滤和真空提取系统。
流动压力有待研究无负责人有知识无负责人无这方面的知识冷凝器冷藏区域静态的冷藏(通风或转换器)从良好冷凝器提取冷藏区域通风低温从良好冷凝器提取无冷凝区域通风低温冷凝器或目前有过多霜冻无冷凝器环境污染环境极好(分数>7) 满意(5<分数<7) 不足(3<分数<5) 糟糕(分数<3)无污染工厂(化学物质,焚烧污染,净化,垃圾)污染工厂(范围大于5km) 污染附近的工厂(在1km和5km之间)污染当地工厂(在1km以内)位置工业区域无外界杂物(害虫,农业,河流等等)无洪涝灾害的平原好的连接(空气,栏杆,土地)在工业区域无外界杂物(虫害,农业,河流等等)发生洪涝的概率好的连接(空气,栏杆,土地)在农村区域很小的杂物将大的杂物考虑在内差的连接在农村区域许多外界杂物(虫害,农业,河流等等)差的连接园林和绿化面积干净且保养得好正在兴建中缺少注意一点都没注意虫害控制当地的捕虫器有正式计划捕虫器的识别内、外的区分虫害控制公司的外购虫害消除达到100%计算虫害数量当地的捕虫器有正式计划无识别外购虫害控制公司虫害消灭达到75%没有计算虫害数量当地的捕虫器无控制计划外购虫害控制公司未计算虫害消灭数量没有相应的捕虫器当地的捕虫器无控制计划未外购虫害控制公司。
没有相应的捕虫器。
水、烟、垃圾、空气有效的处理垃圾的分类和重估污水和上游水流的严格管理经过处理有机、无机垃圾的划分污水和上游水流的处理水流需要重审无处理垃圾收集不分类负责人无意识无处理。
无意识。
能源节约系统存在此系统并正在运用存在此系统但并未使用无意识不存在。
无管理。
环境认证通过ISO14000认证或等同的认证根据ISO14000 没有没有结构和设备非常好的状态最近(<3年)状态良好定期维护买二手设备。
可用的处于良好状态的边缘。
陈旧且过时。
需要整修。
非常糟糕的状态。
没有改变且过时。
需要重换。
设备管理的管理和更新严格管理定期更新好的管理定期更新无管理偶尔更新设备储存无更新。
产能非常好的产能持续性未达到饱和状态。
不错的产能持续性接近饱和状态有待提高的低产能。
达到饱和状态。
偶尔变动低产能达到饱和状态有规律地波动清洁和消毒的容易度容易拆卸完美接口可以分开拆除。
良好接口。
无风险可以分开拆除。
一般的接口。
一些风险不能被拆除无接口重大风险记录(温度,温湿度)有识别的记录区域警报使用检验过的湿度计。
满意归档有识别的记录无警报满意的归档书面风险未被识别或改变。
无警报一般的整理无记录无警报重大风险机器设计高科技创新达到标准创新达到标准过时的设计未改进能源容量满意归档未达到饱和状态。
满意接近饱和状态受到限制偶尔达到饱和不足清洁和消毒清洁、消毒计划正式、正确地调整完全地应用正式化应用粗略的有想法但并未实施无计划员工知识有这方面的知识。
获知并考虑到有控制地操作(定量,规则,频率)实行相关操作但未加以控制。
(在生产中)无定期清洁和消毒清洁和消毒。
设备和产品。
具体的设备。
卫生单位,泡沫,喷射器,灰尘提取。
自动剂量。
空气净化。
明确地、制度化地储存。
具体的设备(卫生单位,泡沫,枪)偶尔的空气净化具体设备不正确使用无空气处理无设备无处理总体清洁所有地方都是干净的一些瑕疵(疏散道,通风口)一些脏地方许多脏地方内、外部门专业的承包人或专门的内部部门生产部员工职责明确生产部员工职责划分不明确由员工决定清洁效果目测和细菌检查。
需要ATP频率。
目测或细菌检测。
频率足够但还需评审。
目查无细菌检测随意的频率无检查产品性质数据单产品和目标一致。
过去产品的变更。
(试用阶段)产品的严格筛选数据单正在筹划中。
产品和目标相符。
产品变更正在研究中。
无数据单一些产品不达标无数据单产品不达标多个产品参考。
过去产品无变更。
检查结果纠正措施满意度>95%开展纠正措施80%<满意度<95% 50%<满意度<80%未开展满意度<50%未开展保养指标和度量证书极好(分数>7)满意(5<分数<7)不足(3<分数<5)糟糕(分数<3) 材料指标技术参照度量证书材料有指标一些技术参照度量证书无指标一些技术参照度量证书丢失或不完整无指标无技术参照无度量证书识别识别度达到100% 识别度大于50% 识别度小于50% 无预防措施及记录有供货合同对干预实施电脑化管理无供货合同预防计划记录干预措施无供货合同医疗设施记录干预措施无供货合同医疗设施无记录备用部分的管理和其生产作用备用部分的管理无作用定期材料储存取走。
有替代产品。
储存重要部分立刻替换有缺陷的部分无作用能在2天内得到替代物对生产的影响无备用部分在几天内才能得到替换物对生产的影响生产事故管理维修人员配有专门制服。
卫生守则。
记录所有干预措施。
各部门之间的服务使用要有通讯记录。
考虑无音时间维修人员配有专门服装。
考虑到卫生守则。
外界记录部门之间有通讯记录。
未考虑无音时间。
维修人员无专门服装考虑到卫生守则未考虑无音时间维修人员无专门服装未考虑到卫生守则未记录干预措施未考虑无音时间内部部门内部维修部门由生产部员工维修由当地人维修无当地维修原材料和零件数据单和规格原材料数据单(正式化>90%) 数据单(正式化为75%)公司态度积极数据单正式化进行中(已达到50%)公司态度消极无数据单无规格在互相信任的基础上建立关系质量方面原材料的选择包括质量价值和价格。
质检部有否决权。
在质量价值和价格上挑选原材料大部分的原材料的选择上考虑价格。
固定的供应商原材料的选择基于价格。
供应商经常在变。
样品计划明确且受到重视明确不明确不明确收到检查和计划全面的质量、数量上的检查接受目标明确接受质量水平明确记录所有检查质量、数量上的检查。
不全面的检查。
知道订单。
知道接受和拒绝的标准。
记录所有的检查。
质量、数量上的检查。
不全面的检查。
了解并重视接受、拒绝的标准。
无检查供应商参考参考每个地方都有管理。
手写记录对敏感材料进行审计或问卷调查参考管理对敏感物质审计。
无手写记录。
有生意上的往来。
无手写记录。
和供应商无往来每种原材料的供应商数量有几家供应商可供参考。
有记录可循。
有几家供应商供参考。
无记录可循。
只有一个供应商。
只有需要的情况下才有供应商。
单一供应商准时购买原材料和零件(继续)识别鉴定极好(分数>7) 满意(5<分数<7) 不足(3<分数<5) 糟糕(分数<3)所有合格产品都正确识别偶尔接收产品未识别接受时,系统贴标签接受不合格产品。
接收时未贴标签。
许多未识别产品。
存在过期原材料。
不合格品管理识别或拒绝,和不使用未合格产品。
以积极态度接受在公差范围内的产品。
给供货商书面通知。
识别或拒绝,和不使用未合格产品。
给供应商书面通知。
接收一定公差范围内的产品时无特殊态度未识别不合格产品。
使用不合格产品的风险。
口头通知供货商不合格品。
经常或偶尔使用到不合格产品储存要求方法和保存条件(温度,保质期,通风)受保护的产品。
将指定物品放在合适的区域受保护的产品。
满意度。
将不同物品放在合适区域。
没有好的产品保护或分离。
区域不合适。
不受保护的产品;无秩序放置;不合法冷藏;不合适的区域先进先出信息管理掌握出、入境产品的流动。
手写的控制表掌握出、入境产品的流动。
口头上的管理员工被赋予责任。
不安全的系统出、入境产品流动无管理。
过期产品。
水处理当地微生物的控制或演习法定监测无管理无监管转基因生物保证填写转基因表格时信息需充足并正确,保证有效期。
有内部审定填写转基因表格时信息需充足并正确,保证有效期。
无内部审定有效期过了。
主要材料有档案,但次要材料则缺少信息。
不全面的信息转基因控制计划明确且前后一致。
和原材料保持100%一致。
明确且前后一致。
适用于所有原材料;存在5%的不合格率,但有纠正措施只有部分清楚,部分有接下来的行动计划。
不满意度大于5%,无纠正措施。
无控制计划或计划未运用。
转基因文件管理有这个程序;与文件有关的产品需保存5年和文件有关的入境产品保存5年以内,根据产品来,并不是所有文件都要保存。
转基因交叉管理无转基因交叉污染的风险交叉污染的风险;致力于为欧尚和亚麻牌产品提供GMO自由产线和标准存在交叉污染的风险,但有明确、实用的计划。
有交叉污染的风险,并且没有明确或适用的计划。
包装说明数据单和规格包装完好的数据单。
完整的规格数据单正在完善中。
(完善度为75%).公司态度积极。
数据单正在完善中(完善度为50%)公司态度被动。
在相互信任的基础上建立关系。
样品计划明确地考虑到明确不明确明确但未顾及到不明确检查和记录的收据质量和数量上的检查。
在可接受的质量水平上进行全面检查。
记录所有的检测过程(抗力,刚度,颜色,亮度等)质量和数量上的检查。
不全面的检查。
记录所有的检测过程。
质量和数量上的检查。
未记录检查过程。
无检查供应商和出版商参考区域参考管理。
书面记录审计敏感物质。
其他物品的问卷调查区域管理参考。
无书面记录。
有生意上的拜访。
无书面记录。
和供应商无往来储存制度和条件(温度,温湿度鉴定)产品保护。
将不同产品分类到具体的、合适的区域。
产品保护。
符合要求的材料划分和区域划分。
无保护,不合适的划分。
区域不合适。
未经保护的产品。
无条理地储存。
位置不合适。
包装(继续)识别极好(分数>7) 满意(5<分数<7)不足(3<分数<5)糟糕(分数<5)正确识别所有接收到的产品偶尔会有未识别产品。
收到时系统自动贴标签。
收到未识别品。
收到未识别品不贴标签。
许多未识别产品。
出现过期材料。
对不合格包装的管理识别或拒接不合格品,以确保他们不会被用到。
以积极态度接受有公差的产品。
给供货商书面通知。
识别或拒接不合格品,以确保他们不会被用到。
书面通知供货商。
未对不合格品进行识别。
供货商口头告知不合格品。
经常会用到不合格产品。
先进先出信息技术管理。
掌握出、入境产品流向。
手写的控制图。
掌握出、入境产品的流动。