产品工艺文件模板
工艺规程模板
xxxxxx工艺规程湖南迪诺制药有限公司xxxxxxx工艺规程目录一、产品概述二、原材料、包装材料规格及质量标准三、生产过程执行文件四、化学反应过程及生产流程图五、工艺过程六、成品的质量标准及检验方法七、技术安全、工艺卫生及劳动保护八、综合利用与“三废”治理九、操作工时与生产周期十、劳动组织与岗位定员十一、主要设备一览表及主要设备生产能力十二、原材料消耗定额和技术经济指标十三、总摩尔收率计算公式十四、物料平衡十五、附录一、产品概述1、产品名称中文名称:汉语拼音:英文名称:2、化学结构化学结构式:分子式:l分子量:3、理化性质:。
二、原材料、包装材料规格及质量标准1、原材料规格及质量标准2、包装材料外包:.内包:.三、生产过程执行文件1、工艺规程?? xxxxx工艺规程2、管理制度SMP-PR-02000 生产前检查管理制度SMP-PR-02100 生产结束操作规程3、生产SOPSOP-PR-01600 原料车间外包岗位SOPSOP-PR-02001 原料车间内包岗位SOPSOP-PR-? xxxxxxx合成岗位SOPSOP-PR-? xxxxxx合成岗位SOPSOP-PR-? xxxxxxx岗位SOPSOP-PR-?xxxxxx岗位SOPSOP-PR-02302 车间中间站岗位SOPSOP-PR-03602 洗衣岗位SOP4、设备SOPSOP-EQ-18500 搪玻璃反应釜设备操作SOPSOP-EQ-18600 搪玻璃反应釜设备维护保养检修SOPSOP-EQ-?热风循环烘箱操作SOPSOP-EQ-?热风循环烘箱维护保养检修SOPSOP-EQ-? YZG-1400(单开门)型真空干燥机操作SOPSOP-EQ-? YZG-1400(单开门)型真空干燥机维护保养检修SOPSOP-EQ-19700 YZG-1400(双开门)型真空干燥机操作SOPSOP-EQ-19800 YZG-1400(双开门)型真空干燥机维护保养检修SOP SOP-EQ-? SS-800三足式离心机操作SOPSOP-EQ-? SS-800三足式离心机维护保养检修SOPSOP-EQ-18900 SS-1000三足式离心机操作SOPSOP-EQ-19000 SS-1000三足式离心机维护保养检修SOP SOP-EQ-?板框过滤器操作SOPSOP-EQ-?板框过滤器维护保养检修SOPSOP-EQ-21900 电子称操作SOPSOP-EQ-22000 电子称维护保养检修SOPSOP-EQ-07701 空气压缩机操作SOPSOP-EQ-07801 空气压缩机维护保养检修SOPSOP-EQ-20100 防暴水环式真空泵操作SOPSOP-EQ-20200 防暴水环真空泵维护保养检修SOPSOP-EQ-00102 纯化水系统操作SOPSOP-EQ-00201 纯化水系统维护保养检修SOPSOP-EQ-18100 组合式空调机操作SOPSOP-EQ-18200 组合式空调机维护保养检修SOP5、卫生SOPSOP-HY-00101 人员进入一般生产区SOPSOP-HY-06002 人员进入D级洁净区SOPSOP-HY-00301 生产辅助区人员更衣SOPSOP-HY-06202 D级洁净区工作服清洗SOPSOP-HY-02203 洁净区洗衣房清洁SOPSOP-HY-00601 一般生产区、生产辅助区工作服清洗SOP SOP-HY-00804 消毒剂配制SOPSOP-HY-00902 消毒剂使用SOPSOP-HY-19300 电子称清洁SOPSOP-HY-01001 一般生产区、生产辅助区清洁SOPSOP-HY-06502 D级洁净区(室)清洁SOPSOP-HY-01303 墙壁清洁SOPSOP-HY-01403 灯具清洁SOPSOP-HY-01504 地面清洁SOPSOP-HY-01603 地漏清洁SOPSOP-HY-01705 洁净区清洁工具存放SOPSOP-HY-01804 清洁工具清洁SOPSOP-HY-01904 水池清洁SOPSOP-HY-05502 风口清洁SOPSOP-HY-07901 灭蚊灯清洁SOPSOP-HY-04701 电话、开关盒、控制柜、插座、消防柜清洁SOP SOP-HY-02008 生产用容器具清洁SOPSOP-HY-?反应釜(中间体Ⅰ合成)清洁SOPSOP-HY-?结晶釜(中间体Ⅰ)清洁SOPSOP-HY-?离心机(中间体Ⅰ)清洁SOPSOP-HY-?热风循环烘箱(中间体Ⅰ)清洁SOPSOP-HY-?反应釜(莫西沙星合成)清洁SOPSOP-HY-?离心机(莫西沙星合成)清洁SOPSOP-HY-?(单开门)真空干燥箱(莫西沙星)清洁SOP SOP-HY-?结晶釜(盐酸莫西沙星)清洁SOPSOP-HY-?(双开门)真空干燥箱(盐酸莫西沙星)清洁SOP SOP-HY-02302 纯化水系统清洁SOP6、相关设备验证文件VA-EQ-02200 真空干燥箱验证方案VA-HY-00100 原料药车间生产用设备、容器清洁验证报告7、质量标准ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-20302ST-QS-21900四、化学反应过程及生产流程图1、化学反应式2、工艺流程图五、工艺过程1、xxxxxx制备2、xxxxx的制备表3.2.S.2.2-3 原料配比表3、xxxxx的一次精制表3.2.S.2.2-4 原料配比表4、xxxxxx的二次精制表3.2.S.2.2-5 原料配比表5、内包岗位(1)领取并检查内包装材料是否齐全。
工艺文件格式样板 -回复

工艺文件格式样板-回复工艺文件是制造或生产过程中必不可少的一种重要文档,它记录了产品的工艺参数、制造方法以及质量控制要求等关键信息。
工艺文件的编写和管理对于保证产品质量、提高工艺稳定性至关重要。
本文将以工艺文件格式样板为主题,详细介绍工艺文件的基本要素以及编写过程,并提供一个具体的样板作为参考。
一、工艺文件的基本要素1. 产品信息:包括产品名称、规格型号、用途等。
这些信息可以帮助操作人员明确所制造产品的具体要求,在制造过程中起到统一指导作用。
2. 工艺参数:包括主要工艺参数、设备使用参数等。
这些参数直接关系到产品的质量和稳定性,因此需要准确地记录在工艺文件中。
例如,对于某种产品的温度、压力、速度等参数,在工艺文件中应有明确的要求。
3. 制造方法:包括生产工艺流程、机器设备使用说明等。
这些方法是制造产品的核心步骤,对于确保产品质量和工艺稳定性至关重要。
因此,在工艺文件中应清晰地描述每个步骤的操作要求和注意事项。
4. 质量控制要求:包括关键质量检验项目、检验方法、合格标准等。
这些要求能够帮助监控产品制造过程中的质量状况,确保产品符合规定的质量标准。
工艺文件中应详细说明各个检验项目的具体要求和执行方法。
5. 安全要求:包括操作人员安全、设备安全等方面的要求。
这些要求是为了保障操作人员的人身安全和设备的正常运行。
在工艺文件中应明确规定各种潜在危险的防范措施和操作人员的个人防护装备要求等。
二、工艺文件的编写过程1. 收集相关信息:与相关部门沟通,了解产品的技术要求和制造流程。
同时,收集设备操作手册、质量标准等文档,为编写工艺文件提供参考。
2. 制定文件纲要:根据收集到的信息,确定工艺文件的基本结构和内容。
可以采用层次结构的方式,将不同的要素归类整理,使工艺文件的编写更加有条理。
3. 编写工艺参数和制造方法:根据产品的要求,逐步编写工艺参数和制造方法。
在编写过程中,需要注意准确、明确地描述每个工艺参数和制造步骤的具体要求,以便操作人员能够按照工艺文件的要求进行操作。
工艺规程模板

工艺规程模板xxxxxxx公司文件编号:GY1002-0-STP xxxxxx工艺规程文件页码:1/18受控文件,复印无效(受控章)文件类型: 标准技术规程版本号:2012文件编号:GY1002-0-STP 文件题目: xxxx工艺规程实施日期:文件起草、审核与批准变更记载及原因颁发部门:质量保证部分发清单:质量总监、生产总监、质量保证部、前处理车间、制剂车间目录:1.目的.............................................................................................3 2.适用范围.......................................................................................3 3.职责.............................................................................................3 4.产品概述.......................................................................................3 5.生产处方及原辅料、包装材料清单......................................................4 6.工艺流程图....................................................................................5 7.生产操作要求.................................................................................6 8.包装操作要求..............................................................................14 9.物料、产品质量标准,检验方法,贮存条件 (17)10.EHS ………………………………………………………………………………18 11.相关文件....................................................................................18 12.附件 (18)第 1 页共 9 页xxxxxxx公司文件编号:GY1002-0-STP xxxxxx工艺规程文件页码:2/181.目的:建立xxxxx工艺规程,规范xxxxxx生产工艺管理。
产品工艺表范本
产品工艺表范本全文共四篇示例,供读者参考第一篇示例:产品工艺表是指对产品生产过程中所需的各种工艺流程、工艺参数、检验要求等进行系统化记录的表格或文件。
它通常包括产品的制造工艺流程、工艺参数、检验标准、材料要求等内容,是生产过程中的重要参考依据。
下面我们将为大家介绍一份关于产品工艺表的范本。
产品名称:XXX产品制定日期:XXXX年XX月XX日一、产品描述2. 产品材料:(列出产品所使用的主要材料及材料规格)3. 产品尺寸:(列出产品的尺寸要求)4. 产品外观要求:(列出产品的外观要求,如颜色、光泽度等)二、制造工艺流程1. 材料采购:(列出主要材料的采购供应商及采购数量)2. 材料验收:(列出材料验收标准及方法)3. 材料切割:(列出材料切割的工艺参数)4. 加工工艺:(列出产品加工工艺,包括冲压、焊接、折弯等)5. 表面处理:(列出产品的表面处理工艺,如喷涂、电镀等)6. 组装装配:(列出产品的装配工艺流程)7. 检验要求:(列出产品的检验项目及检验标准)8. 包装运输:(列出产品的包装方式及运输要求)三、工艺参数1. 温度:(列出各个环节中需要控制的温度范围)5. 其他:(列出其他需要控制的工艺参数)四、检验要求五、材料要求以上就是关于产品工艺表的范本,制定一份适合自己产品的工艺表是提高生产效率和产品质量的重要步骤,希望上述范本能对大家有所帮助。
第二篇示例:产品工艺表是指一个产品从设计到生产过程中所需要的所有工艺步骤和相关信息的列表。
它是产品制造的重要工具,能够帮助生产者清晰地了解每一道工序的具体要求,确保产品质量和生产效率。
本文将介绍产品工艺表的基本概念、内容要点以及如何制作一份完善的产品工艺表范本。
一、产品工艺表的基本概念产品工艺表是产品设计和生产管理中的重要文件,它对于确保产品质量、提高生产效率、降低成本具有重要意义。
一个完善的产品工艺表应包含以下内容:1. 工艺步骤:产品的生产过程需要按照一定的工艺步骤进行,这些步骤应该按顺序排列在工艺表中,以确保生产的顺利进行。
生产工艺流程卡模板
审核:
批准:
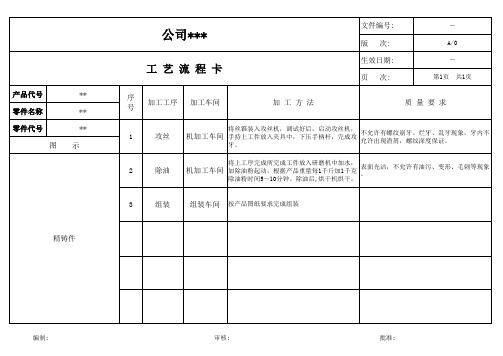
产品代号 零件名称 零件代号
图
** ** ** 示
冲压件
公司***
工艺流程卡
序 号
加工工序
加工车间
加工方法
文件编号: 版 次: 生效日期: 页 次:
― A/0 ― 第1页 共1页
质量要求
将冲模装入冲压机,然后将钢带装入料架,启动 不得有裂纹等不良现象,特别注意与方钢配合
1 冲压成型 冲压车间 冲床,经滚边机或矫正机校直、校平后,由送 的方孔尺寸,未注公差按GB/T1804-m执行。具
料机送入模具中冲压成型。
体以图纸及《品质检验规范》为准。
2
除毛刺
冲压车间
启动砂纸机,手持上工序所完成工入研磨机中加水,根据
3
除油
冲压车间
产品重量每1千斤加1千克除油粉,加除油粉启 动研磨机,运行5~10分钟。除油后,烘干机
表面光洁,不允许有油污、变形等现象。
不允许有螺纹崩牙、烂牙、乱牙现象,牙内不 允许出现渣屑,螺纹深度保证。
2
除油
机加工车间
将上工序完成所完成工件放入研磨机中加水, 加除油粉起动,根据产品重量每1千斤加1千克 除油粉时间5~10分钟。除油后,烘干机烘干。
表面光洁,不允许有油污、变形、毛刺等现象 。
3
组装
组装车间 按产品图纸要求完成组装
编制:
产品代号 零件名称 零件代号
图
** ** ** 示
精铸件
公司***
工艺流程卡
文件编号: 版 次: 生效日期: 页 次:
+0.010
― A/0 ― 第1页 共1页
序 号
加工工序
加工车间
加工方法
机械制造工艺文件完整性模板
机械制造工艺文件完整性模板ICS 25.010J 30中华人民共和国国家标准GB/T ××××—××××机械制造工艺文件完整性Completeness of machine-building technological documentation( 报批稿)( 本稿完成日期: .11)××××-××-××发布××××-××-××实施中华人民共和国国家质量监督检验检疫总局前言本标准的附录A和附录B为资料性附录。
本标准由全国技术产品文件标准化技术委员会( SAC/TC146) 提出并归口。
本标准起草单位: 机械科学研究总院中机生产力促进中心、重庆大江信达车辆股份有限公司。
本标准主要起草人: 奚道云、丁红宇、蒋世清、张秀芬、韩琳琳、肖承翔。
本标准为首次制定。
机械制造工艺文件完整性1 范围本标准按生产类型和产品的复杂程度, 对常见的工艺文件规定了完整性要求。
本标准适用于机械制造企业的工艺管理。
2 规范性引用文件下列文件中的条款经过本标准的引用而成为本标准的条款。
凡是注日期的引用文件, 其随后所有的修改单( 不包括勘误的内容) 或修订版均不适用于本标准, 然而, 鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件, 其最新版本适用于本标准。
GB/T 4863- 机械制造工艺基本术语3 术语和定义GB/T 4863- 中确立的术语和定义适用于本标准。
4 一般要求4.1 工艺文件是指导工人操作和用于生产、工艺管理的主要依据, 要做到正确、完整、统一、清晰。
4.2 工艺文件的种类和内容应根据产品的生产性质、生产类型和产品的复杂程度有所区别。
4.3 产品的生产性质是指样机试制、小批量试制和正式批量生产。
(完整版)工艺规程模板

盐酸林克霉素工艺规程目录1.主题内容 (2)2.适用范围 (2)3.定义 (2)4.职责 (2)5.产品概述 (2)6.工艺流程图 (3)7.生产处方与批量 (4)8.工艺与操作要求 (4)9.生产场所及设备说明 (4)10.关键工艺参数与质量控制点 (5)11.物料、产品规格及质量标准、技术参数及贮存要求 (5)12.物料平衡率、收率计算方法与限度 (6)13.原辅料消耗定额与产品生产周期 (7)14.综合利用和环境保护 (7)15.相关程序 (8)16.附件 (8)17.变更记载及原因 (8)1.主题内容本标准规定了原料药××××生产全过程的工艺技术、质量、物耗、安全、工艺卫生等内容,符合GMP规范要求。
本工艺规程具有技术法规作用。
2.适用范围本标准适用于原料药××××生产全过程,是各部门共同遵循的技术准则。
3.定义本品为链菌属链丝菌菌群生长时的产物,即一种林可胺类碱性抗生素。
主要通过抵制细菌的蛋白质合成而起作用。
4.职责起草:原料车间主任审核:生产工程部经理、质量部经理批准:质量副总执行批准:QA主任执行:各级生产质量管理人员及操作人员监督管理:生产质量管理人员5.产品概述5.1.产品名称、规格及代码-通用名称:盐酸林可霉素-汉语拼音:Yansuan Linkemeisu-英文名称:Lincomycin Hydrochloride-剂型:注射用无菌粉-规格:-包装规格:-产品代码:5.2.产品性状、成分及性质-性状:本品为白色结晶性粉末;有微臭或特殊臭;味苦。
-成分:-类别:抗生素药。
-贮藏:密封保存。
-有效期:24个月。
5.3.产品处方依据与制法-依据:-批准文号:-处方与制法:××××6.工艺流程图7.生产处方与批量7.1投料:盐酸林可霉素 20kg纯化水 5kg活性炭 0.164kg95%乙醇 43kg丙酮 70kg7.2批量:8.工艺与操作要求8.1溶解过滤工序在100L反应罐中,按批生产指令的批量加入纯化水和95%乙醇,搅匀,升温至50~55℃,再加入盐酸林可霉素,搅拌、溶解(澄清),保温至50~55℃。
工艺作业指导书模板
项目
说明
检查方式
质量警示!(可能导致的现场/市场问题) 注意事项 错误操作的后果
目视
自 检
目视
其 它 要 环境:1、随时清理操作过程中所 求 产生的垃圾. 2、每天吃饭前将自己的工作区内 清扫干净. 3、每班下班清扫、整理工装设备 特殊特性:用料对环境无污染,垃 圾可回收利用
巡检及控制方法:每2小时检查一次操作工操作符合工艺要求,并检查贴好 的内胆下线不要超过2小时。
产品型号 文件编号
201WD、235WD
版次 A1 版 工序号 工数 操作工步及要求
产品名称 零件名称 车间 工时定额
冷藏冷冻箱 班组 材料消耗 名称 型号
第 1 共 1
页 页
定额
主 要 材 料
辅 料
工 装 设 备
名称
设备号
安全:1、操作时一定要戴防护手 套.
检验 互 检
编制(日期)
审核(日期)
批准(日期)
制剂工艺规程模板
1 目的建立****制剂工艺规程,保证工艺控制和工艺步骤严格的按规定执行。
2 范围适用于****-的生产过程和中间控制。
3 职责生产管理部、技术管理部、质量管理部对本规程的实施负责。
4制定依据药品生产质量管理规范(****年修订);中国药典(*****年修订);(标准的名称、编号、以再注册上为准);***制剂工艺验证报告(编号:**)。
5 程序产品名称、剂型、规格产品名称:*****汉语拼音:产品代码:剂型:以再注册上为准规格:以再注册上为准有效期:以注册证或补充批件为准性状:以最新质量标准描述一致。
药品批准文号:批代表量:**万片。
处方产品的法定质量标准和内控标准原辅料、中间产品、待包装产品质量标准原料质量标准:***质量标准见:辅料质量标准:****质量标准见:中间产品质量标准:(如有)待包装产品质量标准见:工艺流程图及环境区域划分。
工艺流程图、环境区域划分操作过程及工艺条件工序名称操作前准备(如清洗、组装、校准等)所采用的方法或相应操作规程编号。
本工序所需物料的计算公式;具体操作步骤及工艺参数(如物料的核对、加入物料的顺序、煎煮时间、温度等);本工序中间产品的抽验要求(需注明抽验人、抽验数量、控制方法、中间体标准等);本工序所产中间产品的存储要求(注明盛装容器材质、容积、清洁要求、状态标志要求、封口要求、堆码高度、存放地点、存放条件、存放时间)。
物料平衡计算公式、平衡率范围。
清场:注明清场顺序、清场的状态、标识、清场记录,设备清场标准见**清洁操作规程。
记录的交接,注明完整记录必须包含的内容、记录移交时间、移交去处。
本工艺涉及文件及其使用范围。
本工序关键控制点:…………………………………………技术安全与劳动保护各工序应严格按照“安全生产管理规程”、进行车间日常及定期的安全巡检并记录。
在进行生产时,必须按相应要求穿戴劳保用品,严格按设备操作规程使用设备。
任何时刻都必须保持安全通道的畅通。
工艺卫生和环境卫生生产车间为D级洁净区,生产工艺卫生符合生产要求。
生产工艺规程模板
1. 适用范围适用于乙型肝炎病毒表面抗体检测试剂盒(胶体金法)的生产和质量控制。
2. 职责研发部:制定本规程。
生产管理部:执行本规程质量管理部:按本规程执行,监督本规程的执行情况。
3. 内容.依据《乙型肝炎病毒表面抗体检测试剂(胶体金法)》产品标准.产品名称、剂型、规格名称:(1) 商品名:乙型肝炎病毒表面抗体检测试剂(胶体金法)(2)英文名:Diagnostic Kit for Antibody to Hepatitis B Surface Antigen(Colloidal Gold Immunochromatagraphic Assay)(3)汉语拼音名:Yixing Ganyan Bingdu Biaomian Kangti Jiance Shiji(jiaotijin Fa)类型:三类6840体外诊断试剂。
规格:100T/盒(25T/筒*4筒)(无卡);25袋/盒(1支/袋)、50袋/盒(1支/袋).产品概述乙型肝炎病毒表面抗体检测试剂(胶体金法)采用胶体金免疫层析分析原理、双抗原夹心法,在玻璃纤维纸上预包埋金标记重组乙型肝炎病毒表面抗原,在硝酸纤维素膜上检测线(T)和质控线(C)分别包被重组的乙型肝炎病毒表面抗原和羊抗兔IgG。
当检测样本为阳性时,样本中的乙肝病毒表面抗体与胶体金标记的重组乙肝病毒表面抗原结合形成复合物,由于层析作用复合物沿纸条向前移动,经过检测线(T)时与预包被的重组乙肝表面抗原反应,形成免疫复合物而显现红色条带,游离金标记的兔IgG则在质控线(C)与羊抗兔IgG结合显现红色条带。
阴性样本则仅在质控线(C)显色。
.试剂盒组成、储存、有效期试剂盒组成:储存条件:2-30℃保存。
有效期:24个月。
.生产工艺流程图文件末(23页)。
.生产工艺过程及工艺条件配液根据以下各配方,按各相关试剂配制作业指导书进行配制。
(1)(2)(3)样品稀释液分装按照《液体分装作业指导书》,根据相应规格的装量要求进行分装,分装量=规格 + 附加量。
工艺文件模板

它部件工作。中测工序测此项
10、红外发光管焊接 Z 方向不能有明显不平,X、Y 方
向不能有明显偏离。初测工序测此项
目测
11、焊接的所有焊点应光滑,无漏焊、 无虚焊现象。
初测工序测此项
目测
更改通知单号 更改标记
编制 审 姓名
核 技术科
可修改编辑
签
名
日
期
描图:校对:
精选资料
日期
SB MX
设备及工装明细
大罩 小罩
4 风扇安装
5 焊线装板
6 固定电源线、 装保护罩
7 中测
8 老化
9 总测
1.8 1.4 0.5 0.1 0.4 0.35 0.1 0.1 0.2
0.1 0.5 0.1
(钻孔) (钻孔)
旧底图编号
合计
双远距离红外 发射器 远距离红外发 射器 红外发射器
3.4 3 2.05
底图编号
514358
远距离红外发射器材料清单
第 1页 共 1页
序号 名 称 1 红外发射管 2 电阻 3 有机玻璃 4 风扇 5 壳体 6 线路板
7 螺丝
8 螺丝 9 螺母
规格型号 BC-503IRC-B 140Ω(1/2W) (245mm*169mm*3mm) 12V(50mm*50mm) HL10420 225mm*142mm M3*25 M3*16 M3
每只消耗 528 48 1 2 1 1 4
4 8
单位 个 个 块 个 个 块 个 个 个
生产单位 备 注
可修改编辑
10 电源线
11 标签
精选资料
RVV(2*1.5)
18
米
60*40mm
1
工艺文件模板
工艺文件模板电子工业工艺文件第 1 册共 10 页共 1 册产品型号:.产品名称:产品图号:批准:2004年9月旧底图总号底图总号日期签名第 1 页 GY全系列红外发射器工艺流程图共 9 页 LC焊板初测物料自检焊线装板外壳改装安装风扇固定电源线中测老化总测装保护罩旧底图编号底图编号更改通知单号编制审核技术科标准化批准更改标记姓名签名日期日期描图: 校对:第 1 页 CL 材料、零(部)件明细共 1页红外发射器材料清单 MX序号名称规格型号每只消耗单位生产单位备注1 红外发射管 BC-503IRC-B 126 个广东邦臣2 9 电阻62Ω(1/2W) 个精度1%3 1有机玻璃 (121mm*85mm*3mm) 块宝石兰色4 2 风扇 12V(30mm*30mm) 个广东佛山南海充美该型灯外壳 5 HL4420 1 壳体个6 104mm*67mm 1 线路板块M3*16 螺丝个 7 8螺母 M3 个 8 8电源线 RVV(2*1.5) 米 9 510 45*23mm 1 标签个辅助材料11 0.03 热缩管Ф2mm 米12 1 焊锡Ф0.5mm 米旧底图编号底图编号更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页 CL 材料、零(部)件明细远距离红外发射器材料清单共 1 页 MX 序号名称规格型号每只消耗单位生产单位备注1 BC-503IRC-B 528 红外发射管个东莞邦臣2 48 电阻140Ω(1/2W) 个精度1%3 1有机玻璃 (245mm*169mm*3mm) 块宝石兰色4 2 风扇 12V(50mm*50mm) 个广东佛山南海充美该型灯外壳 5 HL10420 1 壳体个6 225mm*142mm 1 线路板块螺丝 M3*25 4 个 78 螺丝 M3*16 个 49 M3 螺母个 810 电源线 RVV(2*1.5) 米 1811 标签 60*40mm 1 个辅助材料12 0.03 热缩管Ф2mm 米13 2.5 焊锡Ф0.5mm 米底图编号底图编号更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页 CL 材料、零(部)件明细共 1 页双远距离红外发射器材料清单 MX 序号名称规格型号每只消耗单位生产单位备注1 BC-503IRC-B 红外发射管个 618 广东邦臣2 电阻130Ω(1/2W)个 56 精度1%3 有机玻璃 (245mm*169mm*3mm) 1 块宝石兰色4 2 风扇 12V(50mm*50mm) 个广东佛山南海充美该型灯外壳 5 HL10420 1 壳体个6 225mm*142mm 1 线路板块M3*25 4 螺丝个 78 M3*16 螺丝个 49 M3 螺母个 810 电源线 RVV(2*1.5) 18 米11 60*40mm 1 标签个辅助材料12 热缩管Ф2mm 0.03 米13 焊锡Ф0.5mm 2.5 米旧底图编号底图编号更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页 GS工时定额共 1 页全系列红外发射器 DE序号工序名称内容每支(件)工时(小时) 备注1 1.8 焊板双远发射板1.4 焊板远距离发射板0.5 焊板红外发射器板2 0.1 初测3 0.4 外壳改装大罩 (钻孔)0.35 小罩 (钻孔)4 0.1 风扇安装5 0.1 焊线装板6 0.2 固定电源线、装保护罩7 0.1 中测8 0.5 老化9 0.1 总测3.4 合计双远距离红外发射器3 远距离红外发射器2.05 红外发射器旧底图编号底图编号514358更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页全系列红外灯工艺条件全系列红外发射器共 9 页 C7序号名称工艺条件备注1 焊接 260? 小于5s2 测试每路电流I=50mA F定焦红外灯 3 =50mA,t=0.5h 电老化每路电流IFI=0.45A F50米红外灯I=1.9A F远距离红外灯I=2.8A F旧底图编号底图编号更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页技术要求/检验方法全系列红外发射器 D7 共 9 页技术要求检验方法 1、按红外发射器的种类通相应的电流,目测,不符合要求返工检验是否全部有红爆,并且红爆是否均匀。
工艺规程模板
胶囊制剂工艺规程模板目的:编制规范化、标准化的工艺规程作为全面指导生产和控制质量的基准性技术文件。
范围:川贝末胶囊责任:生产科长、质量总监、固体制剂车间主任、前处理提取车间主任。
内容:一、产品名称:川贝末胶囊二、产品概述:1、产品性状和特点:本品为胶囊剂,内容物为类白色的粉末。
2、规格:每粒重0.5g。
3、功能与主治:清热润肺,化痰止咳。
用于肺热燥咳,干咳少痰,阴虚劳嗽、咳痰带血。
4、用法与用量:口服,一次2~4粒,一日3次。
5、注意:不宜与乌头类药材同用。
6、贮藏:密封。
7、处方来源和依据:《卫生部药品标准》第五册。
三、主配方:原辅料名称每万粒用量(g)原辅料名称每万粒用量(g)川贝母5000最大限量:36万粒/批四、工艺流程净制胶囊填充干燥粉碎过筛外包装总混合内包装五、操作过程与工艺条件:1、净选:生产前检查:操作间有清场合格证及准许生产证。
设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。
生产操作:拣选时要认真仔细的把混入药材中的杂质除去,将拣选好的药材置洁净的容器内,并有QA监控员监控、填写记录。
2、清洗生产前检查:操作间有清场合格证及准许生产证。
设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。
生产操作:将净选后的药材,按工艺要求置适宜的容器内,用足量的水清洗,并由QA监控员监控。
3、干燥生产前检查:操作间有清场合格证及准许生产证。
设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。
生产操作:将清洗好的药材,按工艺要求置带式干燥机中,(80℃以下)干燥,置洁净的容器内,分装一定的规格。
由QA监控员监控,填写记录。
4、灭菌生产前检查:操作间有清场合格及准许生产证,设备有“完好”证及“已清洁”状态标记,物料有物料卡及流转证。
生产操作:每袋10kg,灭菌温度控制在55~65℃,真空度0.082~0.09Mpa,箱内压力:1.2Mpa,灭菌剂数量13kg,时间控制在7小时,填写灭菌记录,填写请验单。
生产工艺文件汇编(表格模板、DOC格式)

一、工艺流程图:原水石英砂过滤水处理臭氧发生器无菌成品水冲洗★消毒内洗外洗空桶注:带“★”为关键工序活性炭过滤★精密过滤天然泉水★汽水混合塔成品水罐★全自动灌装机灌装灯检热收缩检验成品入库纯净水★去离子净化无菌成品水冲洗★消毒清洗瓶盖二、工艺简述生产工艺主要分水处理和罐装线两部分(一 ) 水处理作业原水经过增压水泵在一定压力下(0.2 - 0.3MPa)通过多介质过滤器进行吸附,其作用是去除水中悬浮物及细微杂货。
经过多介质过滤后进入活性碳进行过滤,活性碳过滤器的作用主要是去除有机物和残余氯,同时可截留水中悬浮物,进行臭氧灭菌后,再通过精密过滤器,截留大于 5 微米的杂质,保证反渗透机的安全运行。
然后通过反渗透装置的脱盐处理,脱盐率越高水质越纯净。
这时把纯水放入缓冲储罐,待臭氧发生器产生臭氧,注入缓冲储罐的水中进行消毒,注入臭氧的作用在于杀灭水中的细菌、病菌及其芽孢,并余留在水中防止细菌再生,提高水的质量。
将臭氧与纯水混合后的水放入纯水储罐等待罐装。
其操作要求如下:1、上班前 30 分钟打开灭菌灯进行消毒。
2、每天开机前,先用清水冲洗管道 5 分钟,每周用浓度为100mg/ L的二氧化氯消毒液浸泡30 分钟,再用清水冲洗 5 分钟。
3、每天开机前先用清水对多介质过滤器反向冲洗 5 分钟,再正向冲洗 5 分钟。
内部介质石英砂和活性炭每半年换一次。
4、每天开机前用贮水罐回水对精密过滤器反向冲洗 5 分钟,再正向冲洗 5 分钟,滤芯每半年换一次。
5、反渗透机每天开机前反向冲洗 5 分钟,使用过程中每 2 个小时要冲洗一次,电导率高于10,超过国家标准,反渗透膜要及时更换。
6、生产时水罐中半成品水臭氧浓度控制在0.4~0.6mg/ L 。
7、每周用半成品水冲洗贮水罐,再将一盛有活化后不稀释的二氧化氯消毒液的宽口容器悬挂于水罐底部 5 小时,达到消毒灭菌目的。
8、每天开机前,用贮水罐出水,正向冲洗钛棒过滤器 5 分钟,钛棒每月取出一次,用无菌水刷洗干净。
产品工艺说明函格式范文

产品工艺说明函格式范文[公司地址][日期]致:[客户名称]尊敬的客户:我们很高兴地向您介绍我们的产品工艺,并提供工艺说明手册,希望能为您的生产和制造提供更加清晰和详细的指导。
在此信函中,我们将详细介绍产品的生产过程、原材料选择、设备配置、质量控制等方面的信息,以便您更好地了解我们的产品工艺流程。
一、产品基本信息产品名称:[产品名称]产品型号:[产品型号]产品材质:[产品材质]产品尺寸:[产品尺寸]产品颜色:[产品颜色]其他特殊要求:[其他特殊要求]二、生产工艺流程1. 原材料采购:我们的原材料主要包括[原材料1]、[原材料2]等,我们严格按照国家标准进行原材料采购,确保原材料的质量和稳定性。
2. 原材料准备:原材料到厂后,我们会对其进行检验和准备工作,确保原材料的质量符合要求,同时根据产品需要将原材料进行切割、研磨等处理。
3. 成型加工:根据产品设计和要求,我们采用[成型加工方式]进行产品的成型加工,确保产品的外观和尺寸精准。
4. 焊接/粘接:根据产品的结构和要求,我们进行焊接或粘接工艺,确保产品的结构稳固。
5. 表面处理:我们会对产品进行表面处理,包括除锈、喷涂、抛光等工艺,以提升产品的外观质量。
6. 装配:将各个部件装配在一起,进行产品的总装。
7. 质量检验:在生产过程中,我们会进行多道质量检验,确保产品的质量符合标准,不合格品及时淘汰。
8. 包装发货:产品生产完成后,我们进行最终检验、包装和发货,确保产品安全送达客户手中。
三、设备配置和技术支持我们的生产车间配备了先进的设备和工艺,包括[设备1]、[设备2]等,能够满足不同产品的生产需求。
我们拥有一支技术精湛的生产团队,能够提供专业的技术支持和解决方案,确保产品的生产质量和效率。
四、质量控制我们严格执行ISO9001质量管理体系,建立了完善的质量控制流程和标准化作业指导,确保产品在生产过程中严格按照质量要求执行。
我们对原材料、生产工艺、成品等多个环节进行全程质量检验和控制,确保产品质量稳定可靠。
产品工艺说明函格式范文
产品工艺说明函格式范文英文回答:Product Process Specification.Purpose.This Product Process Specification (PPS) defines the technical requirements and manufacturing processes for the production of [product name]. It provides guidance for the design, development, and testing of the product to ensure that it meets the required performance and quality standards.Scope.This PPS applies to all aspects of the manufacturing process for [product name], including:Raw material selection.Design and development.Component fabrication.Assembly.Testing and inspection.Packaging and distribution.References.ISO 9001:2015 Quality Management Systems.ASME Y14.5M-2009 Dimensioning and Tolerancing.ANSI/IPC-A-610 Acceptability of Electronic Assemblies. Definitions.Critical Property: A characteristic of the productthat has a direct impact on its safety or performance.Key Process Parameter: A parameter in the manufacturing process that has a significant impact on the quality of the product.Process Capability: The ability of a manufacturing process to produce products that meet the specified requirements.Requirements.Design and Development.The product shall be designed in accordance with the applicable engineering drawings and specifications.The design shall incorporate features that facilitate manufacturing and assembly.Critical properties shall be identified and controlled throughout the design process.Raw Material Selection.Raw materials shall be selected based on their suitability for the intended application.Incoming raw materials shall be inspected and tested to verify their compliance with the specifications.Component Fabrication.Components shall be manufactured in accordance with the specified tolerances and surface finishes.Key process parameters shall be monitored and controlled to ensure the quality of the components.Assembly.Components shall be assembled in the correct sequence and orientation.Assembly operations shall be performed using the specified tools and equipment.Critical joints shall be inspected and tested toverify their integrity.Testing and Inspection.Products shall be subjected to a series of tests to verify their compliance with the performance specifications.Inspections shall be conducted at key stages of the manufacturing process to ensure the quality of the product.Packaging and Distribution.Products shall be packaged and distributed in a manner that protects them from damage.Packaging materials shall be selected to minimize environmental impact.Process Control.Process Capability Assessment.The process capability of critical processes shall be assessed periodically.Corrective actions shall be implemented if the process capability does not meet the specified requirements.Monitoring and Control.Key process parameters shall be monitored and controlled throughout the manufacturing process.Out-of-control conditions shall be identified and corrected promptly.Continuous Improvement.The manufacturing process shall be continuously reviewed and improved to enhance efficiency and productquality.Feedback from customers and production staff shall be used to identify areas for improvement.Responsibility.The responsibility for implementing and maintaining this PPS lies with the manufacturing organization.All employees involved in the production of [product name] are responsible for adhering to the requirements outlined in this document.Revision History.Version 1.0: Initial release.Version 1.1: Updated references and definitions.中文回答:产品工艺说明书。
工艺总体方案模板

生产测试和工艺总体方案(仅供内部使用)编制:审核:会签:批准:修订记录文件的版本号由“V×.×”组成,其中:a)小数点前面的×为主版本号,取值范围为“0~9”。
文件进行重大修订时主版本号递增1;b)小数点后面的×为次版本号,取值为“0~9,a~z”。
文件每修改一次时次版本号递增1;主版本号发生改变时,次版本号重新置0;c)未批准发布的文件版本号为V0.×版,批准发布时为V1.0版。
当主版本号发生改变时,前面只有次版本号不同的修订记录可以删除。
目录1引言 (4)1.1 编写目的 (4)1.2 预期的读者和阅读建议 (4)2术语、定义和缩略语 (4)2.1 术语、定义 (4)2.2 缩略语 (4)3产品概述 (5)4工艺 (5)4.1 工艺分析 (5)4.2 工艺路线 (5)4.3 工艺流程 (5)4.4 工艺防护要求 (5)4.4.1 环境要求 (5)4.4.2 操作要求 (5)4.5 加工控制 (5)4.5.1 外协件 (5)4.5.2 自加工 (5)4.6 关键工序控制 (6)4.7 工装 (6)5生产测试 (6)5.1 生产测试分析 (6)5.2 测试要求及装备 (6)5.3 首件鉴定 (6)6产能分析 ................................................................................................................. 错误!未定义书签。
7其他 ......................................................................................................................... 错误!未定义书签。
注:通过插入目录方式自动生成,推荐保留二级目录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品工艺文件模板
一、引言
本模板旨在为产品工艺文件提供一套完整的编写规范,以确保生产过程中各个环节的顺利进行。
产品工艺文件是生产过程中重要的技术文件,用于指导操作人员按照规定的工艺流程、操作规程、安全要求等进行生产。
通过使用本模板,可以提高生产效率、降低成本、确保产品质量和员工安全。
二、工艺流程图
1. 目的:工艺流程图是描述产品制造过程中各个步骤的图表,用于指导操作人员按照规定的流程进行生产。
2. 内容:工艺流程图应包括以下内容:
a) 各个工序的名称及顺序;
b) 关键工序的控制点及参数;
c) 各个工序的操作人员及职责;
d) 设备的名称及型号;
e) 工艺流程图符号及说明。
3. 绘制方法:采用流程图软件或手绘方式进行绘制,确保流程清晰、易懂。
三、工艺规范
1. 目的:工艺规范是描述产品制造过程中应遵守的准则和标准,包括工作流程、质量标准、安全要求等。
2. 内容:工艺规范应包括以下内容:
a) 工艺流程及控制点;
b) 操作规程及标准;
c) 质量标准及检验方法;
d) 安全要求及应急处理措施。
3. 制定要求:工艺规范应根据企业实际情况制定,确保可操作性强,符合国家及行业标准。
四、工艺操作规程
1. 目的:工艺操作规程是描述每个操作步骤的具体要求和标准,用于指导操作人员按照规定的要求进行操作。
2. 内容:工艺操作规程应包括以下内容:
a) 操作步骤及顺序;
b) 操作方法及注意事项;
c) 设备使用及维护方法;
d) 质量标准及检验方法;
e) 不合格品处理及纠正措施。
3. 制定要求:工艺操作规程应根据企业实际情况制定,确保具体、明确、可操作性强。
五、工艺参数表
1. 目的:工艺参数表是列出各个工序所需工艺参数的表格,用于指导操作人员按照规定的参数进行生产。
2. 内容:工艺参数表应包括以下内容:
a) 各个工序的工艺参数名称及单位;
b) 各个工序的工艺参数范围或具体数值;
c) 工艺参数的控制要求及调整方法;
d) 工艺参数的测量设备及方法。
3. 制定要求:工艺参数表应根据企业实际情况制定,确保全面、准确、易于理解。
六、工艺流程框图
1. 目的:工艺流程框图是简洁清晰地展示整个工艺流程的图表,用于指导操作人员了解生产过程。
2. 内容:工艺流程框图应包括以下内容:
a) 各个工序的名称及顺序;
b) 关键工序的控制点及参数;
c) 各个工序的操作人员及职责;
d) 设备的名称及型号;
e) 工艺流程框图符号及说明。
3. 绘制方法:采用流程图软件或手绘方式进行绘制,确保简洁、易懂。
七、工艺检查标准
1. 目的:工艺检查标准规定了检查产品质量的手册和频率,以及如何及何时进行品质检查。
2. 内容:工艺检查标准应包括以下内容:
a) 检查项目及内容;
b) 检查方法及要求;
c) 检查频率及周期;。