关于甲烷化技术
《煤气的甲烷化》课件

催化剂的作用是降低反应的 活化能,使反应在较低的温 度下进行。
常用的催化剂为镍基催化剂 ,如Ni/Al2O3。
催化剂的活性受温度、压力 、气体组成及催化剂的物理 性质等因素影响。
煤气甲烷化反应机理
煤气甲烷化的反应机理主 要涉及碳氧键的断裂和氢 原子的加成。
在催化剂的作用下,CO 分子更容易与氢原子结合 ,从而加速反应进程。
投资成本
煤气甲烷化技术的投资成本较高,需要加大资金投入和研发力度 。
市场竞争
煤气甲烷化技术在市场上面临着激烈的竞争,需要不断提高自身 的技术水平和产品质量。
煤气甲烷化技术发展建议与展望
加强研发力度
拓展应用领域
政府和企业应加大对煤气甲烷化技术的研 发力度,推动技术创新和进步。
积极拓展煤气甲烷化技术的应用领域,提 高其在化工、电力等领域的应用比例。
甲烷化技术是现代能源领域中的重要技术之一, 具有高效、环保、可持续等优点。
甲烷化技术发展历程
早期的甲烷化技术主要应用于合成氨 工业,随着能源需求的增长和环保要 求的提高,甲烷化技术在煤化工和生 物质气化等领域的应用逐渐增多。
近年来,随着科技的不断进步,甲烷 化技术也在不断优化和改进,以提高 转化效率、降低能耗和减少环境污染 。
煤气甲烷化技术将不断进行技术创新,提高转化 效率和能源利用率。
环保要求
随着环保意识的提高,煤气甲烷化技术将更加注 重环保,减少对环境的污染。
多元化应用
煤气甲烷化技术的应用领域将不断扩大,不仅局 限于燃气领域,还将拓展到化工、电力等领域。
煤气甲烷化技术面临的挑战
技术成熟度
目前煤气甲烷化技术尚未完全成熟,仍存在一些技术瓶颈和难题 需要解决。
加强国际合作
甲烷化工艺

经净化后由甲烷化合成天然气的大型商业化工厂。
碎煤加压气化后净化煤气通过镍催化剂在 2.4~6MPa、300-700℃下,将H2、CO合成 天然气的技术,在美国大平原建成第一期 工程规模389万Nm3/d (相当于日产原油2 万桶)合成天然气工厂。于1980年7月破土 动工,1984年4月完工并投入试运转,1984 年7月28日生产出首批合成天然气并送入美 国的天然气管网。该厂至今还在正常运行。
b.从公用系统引出另一股净化空气经 自力式压力调节阀稳定阀后压力300kPag, 并经仪表风过滤器过滤后分配至各气动控 制仪表设备。 c. 过滤分离器、闪蒸罐均设置超压安 全泄放空系统。 d.从三甘醇再生塔塔顶排出的气体中 大部分为水蒸气,经过排出管线进入尾气 冷却器,冷取至环境温度后进入尾气焚烧 炉下部的气液分离腔,分离掉游离液体, 液体进入站内污水池后集中处理,分离出 的气体经焚烧炉燃烧后,转化成无污染环 境物质后排入大气。
此处加入高压蒸汽后温度为285℃和220℃ 的原料气汇合使得原料气被稀释,减弱放 热反应。混合后的气体温度255℃进入进入 R6002-1;R6002-1的另一股出口气和E6006 第一锅炉进料水预热器换热后温度为296℃ 和220℃的原料气汇合后温度为262℃进入 R6002-2(气体调节催化剂为GCC--2、 6×4mm、27.1m3;甲烷化催化剂为MCR、 11×5mm、17m3)主要反应为: CO+3H2=CH4+H2O CO+H2O=CO2+H4 CO2+4H2=CH4+2H2O C2H6+H2=2CH4,
2、在氨厂典型的甲烷化炉操作条件下,每 1% CO转化的绝热温升为72℃,每1% CO2转 化的绝热温升60℃,反应炉的总温升可由 下式计算: ΔT=72×[ CO]入+60×[ CO2]入 式中 ΔT--分别为进口气中CO、CO2的含 量,%(体积分数) (二)、甲烷化系统的主要设备有哪些?
甲烷化工艺流程
甲烷化工艺流程
《甲烷化工艺流程》
甲烷化工艺是一种将甲烷转化为更有用化学物质的过程。
甲烷是一种富含碳和氢的简单有机化合物,是天然气的主要成分。
甲烷化工艺可以将甲烷转化为甲烷醇、甲醛、丙烷等更有用的化学品。
甲烷化工艺通常包括以下几个步骤:
1. 蒸汽重整:甲烷和水蒸汽经过反应生成一氧化碳和氢气。
这一步骤是甲烷化工艺的起始阶段,产生的一氧化碳和氢气可作为后续反应的原料。
2. 甲烷蒸氨:甲烷和氨气在催化剂的作用下发生反应,生成甲胺。
甲胺可以用于生产甲胺醛等化学品。
3. 碳氢化合物的加氢:甲烷和氢气通过催化剂反应,生成其他碳氢化合物,如丙烷、丁烷等。
4. 甲基化反应:甲烷和一氧化碳在高温下发生反应,生成甲醇。
这是甲烷化工艺中的重要步骤,因为甲醇是一种重要的工业原料。
以上是甲烷化工艺的基本流程,通过不同的反应组合可以得到各种不同的化学品。
甲烷化工艺在化工领域具有广泛的应用,
不仅可以提高甲烷的利用率,还可以生产出更多有用的化学品,为化工行业的发展做出贡献。
生物甲烷化技术及其应用前景
生物甲烷化技术及其应用前景甲烷是一种广泛存在于自然界中的气体,其在工农业生产和生活中有广泛的应用,然而,甲烷的释放对环境和人类健康造成了巨大的威胁。
因此,如何有效地控制和利用甲烷成为目前研究的重点之一,而生物甲烷化技术的出现为解决这一问题提供了一种新途径。
什么是生物甲烷化技术?生物甲烷化技术是利用微生物对有机废弃物等物质进行生物分解和发酵产生甲烷的一种技术。
主要有两种方式,即甲烷发酵和沼气发酵。
甲烷发酵是一种同气相反的化学反应,也称为反甲烷发酵。
在此过程中,甲烷氧化菌对甲烷进行氧化,产生二氧化碳、水和能量。
这种技术可用于处理含甲烷废气和液体废物。
沼气发酵是指在不氧环境下,利用多种微生物群对生物质进行分解和发酵,产生沼气的过程。
沼气主要由甲烷、二氧化碳等组成,可以用作燃料,也可作为肥料使用。
应用前景生物甲烷化技术的应用前景巨大。
它可以处理多种有机废物,如农业废物、畜禽粪便、厨余垃圾等。
同时,这种技术还可以为生物质能源的开发提供新的途径,而生物质能源的开发则对替代传统化石能源具有重要意义。
农业废物是一种重要的有机废弃物,成堆的秸秆随处可见。
然而,以往的处理方式并不是很有效,大量秸秆直接堆放在田间地头,长期露天存放容易导致火灾、占用土地等问题。
而生物甲烷化技术可以将废弃物转化为能源和肥料,缓解了农业废物处理和土地资源的压力。
与此同时,畜禽粪便也是一种重要的有机废弃物。
传统的排污处理方式通常采用化学除臭和厌氧消化等方法,但这些方法不够环保,同时产生的气体也难以处理。
通过生物甲烷化技术,可以将畜禽粪便转化为沼气和有机肥料,既解决了废弃物的处理问题,也提供了新的能源来源和农业肥料。
厨余垃圾也是一种常见的有机废弃物,通过生物甲烷化技术转化为沼气,则可以在城市中极大地缓解垃圾处理问题,同时解决城市能源需求的问题。
结语随着人们环保意识的不断提高,生物甲烷化技术将得到更广泛的应用。
在环保和能源问题日益突出的今天,生物甲烷化技术无疑是一种极有前景的技术,它可以有效地解决废弃物资源化的问题,同时也为能源的开发提供了新思路和新途径。
甲烷化技术
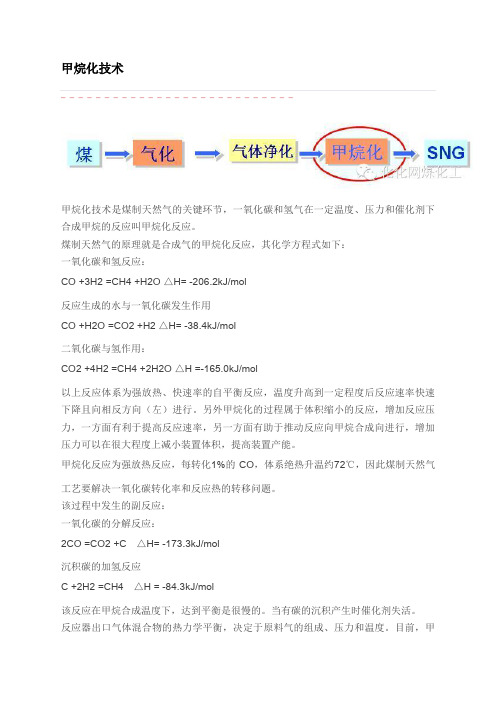
甲烷化技术¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯甲烷化技术是煤制天然气的关键环节,一氧化碳和氢气在一定温度、压力和催化剂下合成甲烷的反应叫甲烷化反应。
煤制天然气的原理就是合成气的甲烷化反应,其化学方程式如下:一氧化碳和氢反应:CO +3H2 =CH4 +H2O △H= -206.2kJ/mol反应生成的水与一氧化碳发生作用CO +H2O =CO2 +H2 △H= -38.4kJ/mol二氧化碳与氢作用:CO2 +4H2 =CH4 +2H2O △H =-165.0kJ/mol以上反应体系为强放热、快速率的自平衡反应,温度升高到一定程度后反应速率快速下降且向相反方向(左)进行。
另外甲烷化的过程属于体积缩小的反应,增加反应压力,一方面有利于提高反应速率,另一方面有助于推动反应向甲烷合成向进行,增加压力可以在很大程度上减小装置体积,提高装置产能。
甲烷化反应为强放热反应,每转化1%的CO,体系绝热升温约72℃,因此煤制天然气工艺要解决一氧化碳转化率和反应热的转移问题。
该过程中发生的副反应:一氧化碳的分解反应:2CO =CO2 +C △H= -173.3kJ/mol沉积碳的加氢反应C +2H2 =CH4 △H = -84.3kJ/mol该反应在甲烷合成温度下,达到平衡是很慢的。
当有碳的沉积产生时催化剂失活。
反应器出口气体混合物的热力学平衡,决定于原料气的组成、压力和温度。
目前,甲烷化技术已经用在大规模的合成气制天然气上,最大的问题是催化剂的耐温和强放热反应器的设计制作上。
甲烷化工艺有两步法和一步法两种类型。
关于甲烷化技术的认识
关于甲烷化技术的认识根据收集到的资料,本文拟从甲烷化技术的原理、技术现状、对比及甲烷化技术在煤制天然气中的能耗占比等方面进行总结。
一、甲烷化技术的原理1、技术原理所谓甲烷化,是指合成气中CO、CO2和H2在一定的温度、压力及催化剂作用下,进行化学反应生成CH4的过程。
其反应方程式如下所示:CO+3H2=CH4+H2O+206.2 KJ/molCO2+4H2=CH4+2H2O+165KJ/mol因此,甲烷化过程是一个体积减小的强放热可逆反应,放热效应比甲醇合成更大(甲醇合成的放热分别为90.8KJ/mol和58.6KJ/mol)。
因此,甲烷化技术的关键在于以下两点:1)反应热的控制及回收;2)催化剂的性能及保护。
2、现有甲烷化技术2.1 技术概况现有甲烷化技术大致分为以下三大类,其技术特点如下表1所示:表1:甲烷化技术特点2.2 技术对比表1从上到下,技术越来越先进,能耗越来越低,但对催化剂、工艺、设备制造等的要求越来越高。
以合成气制天然气来说,目前仅绝热多段循环技术实现大型工业化运行,且均为国外技术,如Davy,拓普索、Lurgi,国内技术目前尚无大型工业化运行装置,仅在绝热多段循环技术与绝热多段无循环技术上完成了投料千标方/h规模的中试,分别为:西南化工研究院技术与华福联合体技术。
2.2.1 西南化工研究院技术2014年12月30日,由西南化工研究院与中海油气电集团合作研发的“煤制天然气甲烷化中试技术”,通过了中国石油和化学工业联合会组织的成果鉴定。
达到世界领先水平的该技术,具有低循环比甲烷化工艺、高性能甲烷化催化剂等优势,可生产高质量、低成本的合成天然气,并具备工业化条件。
2009年以来,煤制天然气甲烷化工艺技术及催化剂研究,先后完成350标准立方米/小时煤制天然气甲烷化模试;启动国内规模最大的2000标准立方米/小时煤制天然气甲烷化全流程1200小时中试试验,通过72小时满负荷连续运行考核;完成4000小时甲烷化催化剂寿命试验,建成了催化剂工业生产装置,以工业原料生产出了合格的催化剂产品。
煤制天然气甲烷化课件

煤制天然气甲烷化技术具有高效、环保、可实现煤炭资源的 高附加值利用等优点,但也存在投资大、技术复杂等挑战。
煤制天然气甲烷化技术的历史与发展
历史
煤制天然气甲烷化技术最早起源于 20世纪初,经过多年的研究和发展 ,技术逐渐成熟。
发展
近年来,随着环境保护意识的提高和 能源结构的调整,煤制天然气甲烷化 技术得到了快速发展,成为煤炭清洁 利用的重要方向之一。
煤制天然气甲烷 化课件
目录
• 煤制天然气甲烷化技术概述 • 煤制天然气甲烷化技术原理 • 煤制天然气甲烷化技术设备 • 煤制天然气甲烷化技术经济分析 • 煤制天然气甲烷化技术安全与环
保 • 煤制天然气甲烷化技术未来发展
展望
01
煤制天然气甲烷化技术概 述
定义与特点
定义
煤制天然气甲烷化技术是一种将煤炭转化为天然气的过程, 通过一系列化学反应将煤中的碳、氢元素转化为甲烷(CH4 )。
煤制天然气甲烷化催化剂
煤制天然气甲烷化催化剂是实现 高效甲烷化的关键因素之一。
常用的催化剂有镍基催化剂、铬 基催化剂和铁基催化剂等,其中 镍基催化剂具有较高的活性和稳
定性。
催化剂的制备方法、活性组分和 载体对催化剂的性能有重要影响 ,选择合适的催化剂可以提高甲 烷化效率和降低副反应的发生。
03
煤制天然气甲烷化技术设 备
04
煤制天然气甲烷化技术经 济分析
投资成本分析
固定资产投资
包括甲烷化装置、配套设 施和辅助设备的购置、安 装费用。
流动资金投入
涉及原材料、燃料、水、 电等物资的采购和储备。
土地费用
获取项目所需土地的使用 权所需要支付的费用。
运行成本分析
01
甲烷化技术的研究进展
第50卷第3期2021年3月应用化工AppOoed ChemocaOIndusieyVoO.50No.3Mae.2021甲烷化技术的研究进展刘玉玺1,卿山s赵明2,梁俊宇2(1-昆明理工大学冶金与能源学院,云南昆明650093;2-云南电网有限责任公司电力科学研究院,云南昆明650051)摘要:甲烷化技术是从煤、焦炉气、电能等原料制取天然气的关键技术,有着重要的研究和实用价值%主要介绍了国内外甲烷化技术的发展概况,分析并比较了各项技术的工艺流程及其特点;对不同类型的甲烷化反应器以及操作工况对反应器影响的相关研究做了分析和总结;对甲烷化工艺关键技术问题进行讨论。
以期能为今后我国开展电转天然气过程中甲烷化技术的研究提供参考。
关键词:甲烷化;合成天然气;电转气;甲烷化反应器中图分类号:TQ221.11文献标识码:A文章编号:1671-3206(2021)03-0754-05Research progress of mettanation technologyLIU Yu-xi1,QING Shan1,ZHA0Ming2,LIANG Jun-yu(1.FacuOiyoaMeia O uegocaOand EneegyEngoneeeong,KunmongUnoaeesoiyoaScoenceand TechnoOogy,Kunming650093,China;2.Electric Power Research Institute,Yunnan Power Grid Co.,Lth.,Kunming650051,China)Abstract:Methanation technoOgy is a k—technoOgy to produce synthetic natural gas from coat,coke oa-en ga5,eOecieoceneegyand oiheeeawmaieeoaO,whoch ha5ompoeianiee5eaech and peaciocaOaaOue.Thoae--cte mainly introduces the development of methanation technoOgy a-home and abroad,analyzes and com-paee5ihepeoce5aOowand chaeacieeoioc5oaaaeoou5iechnoOogoe5,anaOyoe5and5ummaeooe5iheeeOaied ee-sexrch on dbferent types of methanation reactors and the influence of operating conditions on reactors,and discusses the k—technical problems of methanation process.It is expected to provide a reference for the research of methanation technoOgy b the process of power to synthetic nature gas in China in the future. Key words:methanation;synthetic nature gas;power-to-fas;methanation reactor天然气是一种清洁能源,使用安全性高,对环境的污染小,对我国大幅削减C02等温室气体排放具有重要价值%由于能源资源禀赋呈现“富煤、缺油、少气”的特点,我国一直在积极研究煤制天然气、焦炉气甲烷化以及电转甲烷储能等甲烷化工艺技术,提升天然气自我供给能力%其中,电转天然气技术(power-to-gas)是解决太阳能、风能发电波动性、随机性的有效方法,也是一种消纳电力系统富余电量的有效方法%我国三北地区风力、太阳能资源丰富,西南地区的水力资源充足,电转气技术可以充分利用富余的可再生电力,提供跨季节的存储能力和稳定的能源供应,具有良好发展前景%1甲烷化反应原理甲烷化技术就是利用催化剂使CO、CO2与H2进行反应,最终转化为CH4的工艺技术⑴。
煤制天然气甲烷化技术研究
煤制天然气甲烷化技术研究摘要:煤制天然气技术实施过程中具有流程复杂、控制难度大的特征,同时其中对于温度的掌控要求很高。
其中,甲烷化技术在煤制天然气中最为关键。
结合煤制天然气甲烷化技术的基本定义与特征,首先分析了我国煤制天然气甲烷化技术的发展现状,其次对煤制天然气技术的实现流程进行了解析,并在最后对煤制天然气甲烷化反应技术的优化策略进行了探讨,希望可以进一步提升甲烷化反应技术在煤制天然气中的应用效果,促进行业的发展。
关键词:煤制天然气;甲烷化反应;技术研究引言我国是一个多煤少气的国家,由于煤炭资源十分丰富,所以利用煤制天然气的方式来补足能源方面的缺口就显得尤为关键。
随着我国商品经济的快速发展,目前经济因素与环保因素都在很大程度上促进了煤炭行业的规范化,许多地区都出台了本地的行业标准与环保技术要求,这也使得煤制天然气的生产技术更加复杂,需要做好技术引导与创新,适应国家可持续发展的要求。
为了进一步阐述煤制天然气甲烷化技术的应用优化策略,现就其基本特征介绍如下。
一、煤气甲烷化技术概述煤制天然气甲烷化是一种通过将二氧化碳、硫化氢脱除后剩余的部分气体中所含的氢气、一氧化碳及少量二氧化碳在镍催化剂的影响作用下形成甲烷的反应方式,该反应方式的基本原理就是通过甲烷较高的热值来为能源行业提供丰富的功能需求。
在甲烷化的制作过程中,不同类型的热值产品能够适应不同的工业、生产与生活需要。
其中甲烷化后的气体的热值往往可以达到原煤制气的2~3倍,资源的综合利用效率得到了显著的提升。
其中,由于热值整体水平与天然气接近,甚至理化性质也几乎相同,所以可以与天然气进行混合使用,大大拓宽了技术应用的规模与范围。
在煤制气甲烷化处理过程中,能够将煤制气体中的有毒物质转化为无毒物质,这样一来在燃烧过程中出现“煤气中毒”的类似问题的概率也会大大降低,通过将煤气的热值提升数倍,也可以在相对有限的城市管网运输环境中完成更高热值的传递与运输,相当于在一定程度上降低了输气的成本,减少了制气环节的理论压力,更是提升了产品的附加值,对于企业而言也可以获得更为丰厚的报酬。
煤制天然气合成(甲烷化)技术综述
煤制天然气合成(甲烷化)技术综述以下资料大部分来源于公开资料:1、托普索技术(TREMP技术):托普索很早就在中国混了,是国内各种化工催化剂的主要外国供应商之一。
最近几年煤制天然气如此之火,当然少不了它。
也正是由于有了良好的基础,可以说托普索技术在国内煤制天然气的推广是最成功的。
我所了解的,如庆华、汇能等(其网站上云在中国有4套在建的合成天然气装置使用托普索技术:3套煤气化为原料的装置,3套焦炉气为原料的装置“?”),均已和托普索签订了技术转让合同。
所以我们能从公开途径找到的托普索的资料也是最多的。
早期典型工艺流程流程图:很多谈论托普索的甲烷化工艺喜欢用这张图,其实这个图真的只是一个简要的示意图,后期托普索的宣传资料给出了稍微改进的流程图:这种循环工艺首段或首两段装填托普索的耐高温甲烷化催化剂MCR-2X,据说能耐温700以上,并且经历了长时间的试验考验。
后面的中低温段装填托普索用于合成氨甲烷化的普通催化剂PK-7R.我曾在某个资料中看过托普索提出个不循环的“一次通过”工艺流程:首段甲烷化补加了大量水蒸气,并在甲烷化催化剂上部装填了GCC“调变”催化剂,以减轻首段的负荷和温升,尽管如此,这段反应器中装填的MCR系列催化剂还是得耐740度的出口温度。
暂时托普索已签订合同的技术路线是哪一个,我并没有掌握相关信息。
2、戴维技术(CRG技术):戴维催化剂在上世纪80年代曾用于美国大平原装置,意识到工艺限制(后面会讲)后,戴维开发了高温甲烷化催化剂CRG-LH及所谓的HICOM工艺。
后戴维并入庄信万丰,成为其100%子公司。
戴维甲烷化工艺中的大量甲烷化两个反应器出口大约控制在650度。
一直让我很奇怪的是,戴维的4个甲烷化反应器中均是两种催化剂(CRG-S2SR和CRG-S2CR)混装,而且两种催化剂的体积比还不一样。
个人感觉戴维SNG技术在中国的宣传比较低调,但是它已经获得了大唐(克旗和阜新)和新汶的合同,这主要得益于他们的催化剂曾在大平原上得到应用;但戴维技术貌似能找到的公开资料不多。
煤制天然气-甲烷化
➢ 现有新疆庆华和内蒙汇能SNG工厂采用托普索TREMPTM甲烷 化技术。
12
ቤተ መጻሕፍቲ ባይዱ
甲烷化技术状况
(2)英国Davy公司的CRG甲烷化工艺:
15
排污去闪蒸
第二甲烷化反应器 第一甲烷化反应器 第二脱硫塔 第一脱硫塔
SYNGAS
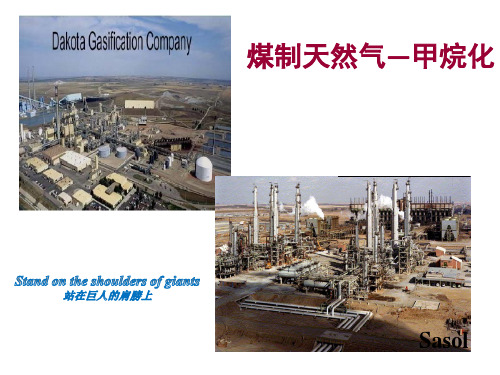
甲烷化流程
460
SUP. HEAT MP STEAM
88.27% 240 270
第五甲烷化反应器
255 136 220 26.5%
262 汽包
27.9%
41.82%
300
300
37 134
278 675 40.1%
手孔 手孔
耐火衬里
分布器
温度压力控制
GCC-2 Topsoe
MCR-2X
DAVY CRG-S2S
手孔
21
甲烷化设备
汽包
22
三. 天然气压缩与干燥
压缩与干燥的目的:
➢ 甲烷合成装置出口压力为2.76MPa,温度为40℃,含 水量为760.7Nm3/h(年产20亿标立天然气)
➢ 管道中的天然气压力为12.9MPa, 首站接气为40℃含 饱和水的天然气,所以需要对天然气进行压缩和干燥, 之后送往输气管道。
天然气脱水过程使用的吸附剂主要分子筛、硅胶等。
160 320
295 675
330
50.7%
536
390
319
55.7% 163
93.3%
SNG
甲烷化技术
煤制SNG工艺流程中主要包括煤气化、变换、酸性气体脱除、甲烷化等工艺技术,其中高甲烷化技术为关键技术之一。
1.托普索甲烷化技术丹麦托普索公司开发甲烷化技术可以追溯至20世纪 70年代后期,该公司开发的甲烷化循环工艺(TREMPTM)技术具有丰富的操作经验和实质性工艺验证,保证了这一技术能够用于商业化。
该工艺已经在半商业规模的不同装置中得到证明,在真实工业状态下生产200 m3/h~3000 m3/h的SNG。
在TREMPTM工艺中,反应在绝热条件下进行。
反应产生的热量导致了很高的提升,通过循环来控制第一甲烷化反应器的度。
TREMPTM工艺一般有三个反应器,第二和第三绝热反应器可用一个沸水反应器(BWR)代替,虽投资较高,但能够解决空间有限问题。
另外,在有些情况下,采用四个绝热反应器是一种优化选择,而在有些条件下,使用一个喷射器代替循环压缩机。
除了核心技术外,因为生产甲烷的过程要放出大量的热量,如何利用和回收甲烷化热量是这项技术的关键。
托普索工艺可以将这些热量再次利用,在生产天然气的同时,产出高压过热蒸汽。
托普索的甲烷化催化剂和合成氨的催化剂在主要成分上没有差别,Ni类催化剂负载于Al2O3上是肯定的,同时要加防积碳的助剂,另外就是要使催化剂在高温下依然有活性,又需要加适量的助剂。
在工艺上,一般会加有循环机,至少要多个反应器。
对甲烷化反应产生的大量热如何利用也是工艺上一个重要的组成部分2.Davy甲烷化技术20世纪90年代末期,Davy工艺技术公司获得了将CRG技术对外转让许可的专有权,并进一步开发了 CRG技术和最新版催化剂。
Davy甲烷化工艺技术除具有托普索TREMPTM工艺可产出高压过热蒸汽和高品质天然气特点外,还具有如下特点:催化剂已经过工业化验证,拥有美国大平原等很多业绩。
催化剂具有变换功能,合成气不需要调节H/C比,转化率高。
催化剂使用范围很宽,在230℃~700℃范围内都具有很高且稳定的活性。
甲烷化生产关键技术
甲烷化生产关键技术甲烷是一种非常重要的天然气,被广泛用于燃气发电、民用燃气、工业燃料、交通运输等领域。
甲烷化生产是指通过催化剂将CO2等废气和H2制备成甲烷,是一种重要的清洁能源技术。
其关键技术包括催化剂开发、反应器设计、反应机理研究和工艺参数控制等方面。
催化剂开发是甲烷化生产的关键技术之一。
目前,主要采用镍基和铁基催化剂。
其中,镍基催化剂性能稳定,但对氧化还原能力弱;而铁基催化剂具有较强的氧化还原能力,但反应活性较低。
因此,研发具有高反应活性、高选择性、长寿命的催化剂是提高甲烷化生产效率的关键。
此外,催化剂的载体选择、寿命测试和再生等技术也需要不断探索和创新。
反应器设计也是影响甲烷化生产效率的关键技术之一。
目前,主要采用固定床反应器、流化床反应器和筒式反应器等不同类型的反应器。
其中,固定床反应器反应稳定性好、生产能力大,但存在催化剂失效、堵塞等问题;流化床反应器反应条件温度均匀、催化剂利用率高,但操作复杂、能耗高;筒式反应器则将两者的优点结合起来,但需要注重反应器设计和运行管制。
反应机理研究是深入了解甲烷化生产过程的关键技术之一。
目前,学界还没有完全解析甲烷化反应的机理,需要加强对反应路径、活性中心等方面的研究。
理论计算、表征技术等手段也需要不断发展和改进。
通过深入理解反应机理,能够更好的指导催化剂的设计和工艺参数的控制。
工艺参数控制是甲烷化生产过程的关键技术之一。
主要包括反应温度、压力、H2/CO2含量、催化剂负载量等要素的掌控。
在实际生产过程中,应根据催化剂性质和工艺要求,确定合理的工艺参数,以提高甲烷产率、选择性和催化剂寿命。
此外,对于甲烷化生产中出现的问题,如催化剂堵塞、热力失衡等,应及时调整相关工艺参数,并建立完善的监测体系,以保证生产的连续性、稳定性和可持续性。
综上所述,甲烷化生产是一项非常重要的清洁能源技术,其关键技术包括催化剂开发、反应器设计、反应机理研究和工艺参数控制等方面。
焦炉煤气制天然气之甲烷化技术现状
焦炉煤⽓制天然⽓之甲烷化技术现状焦炉煤⽓制天然⽓之甲烷化技术现状刘⾦刚刘振峰杜霞茹娄肖杰吴迪镛(⼤连凯特利催化⼯程技术有限公司⼤连辽宁116085)摘要:焦炉煤⽓制天然⽓项⽬在技术性和经济性⽅⾯具有较强的竞争⼒,已成为焦炉煤⽓综合利⽤的热点技术之⼀。
甲烷化技术是焦炉煤⽓制天然⽓项⽬中的关键技术之⼀,迄今仍未有成熟可靠的商业化应⽤实例。
甲烷化技术主要有绝热多段固定床⼯艺和等温列管⽔冷反应器⼯艺,这些焦炉煤⽓甲烷化⼯艺仍处于试验阶段,其中甲烷化催化剂是⼯艺关键,其稳定性和可靠性等均需进⼀步验证。
关键词:焦炉煤⽓天然⽓甲烷化催化剂1 前⾔中国的独⽴焦化企业每年副产焦炉煤⽓约900亿m3,除了回炉加热⾃⽤,⼯业⽤燃料、发电及放散等之外,⽬前对焦炉煤⽓的综合利⽤主要是制作⼯业原料甲醇。
但国内甲醇产能过剩,⽽且焦炉煤⽓制甲醇技术复杂,投资较⼤。
近些年焦炉煤⽓制天然⽓(管输天然⽓、压缩天然⽓CNG、液化天然⽓LNG)备受关注,该技术能量利⽤效率⾼,⼯艺流程简单,市场前景看好,正逐渐成为焦炉煤⽓综合利⽤的具有较强竞争⼒的新领域之⼀。
国内⾸套焦炉煤⽓制天然⽓项⽬是太⼯天成2007年在⼭西河津实施的焦炉⽓综合利⽤新⼯艺⽰范⼯程,该项⽬中没有甲烷化⼯艺,采⽤前端组成净化、膜分离、低温液化等技术⽣产LNG和H2,项⽬于2009年建成,但由于各种各样原因,该⼯程⼀直未正常开⼯。
另据相关报道,2010年年底,内蒙乌海华清能源科技有限公司15万m3/d 焦炉煤⽓甲烷化制CNG⽰范装置成功开车,该项⽬中主要含焦炉煤⽓深度净化、绝热多段甲烷化、变压吸附、压缩等⼯艺,但由于新近开车,该⼯程还需经受“安稳长满”运⾏的考验。
另据报道,国内已有乌海、曲靖、菏泽、鄂尔多斯、攀枝花、孝义等地焦炉煤⽓制天然⽓项⽬正在规划、拟建或在建,这些项⽬中均含有甲烷化⼯艺,主要由国内和国外技术商提供⼯艺技术和催化剂。
2 甲烷化技术简介在焦炉煤⽓制天然⽓项⽬中,甲烷化⼯艺并不是必须的。
甲烷化技术综合篇
甲烷化甲烷化技术技术技术综合篇综合篇甲烷化就是利用催化剂使CO 和CO2加氢转化为CH4的方法,此法可以将碳氧化物降低到10ppm 以下,但需要消耗氢气。
一、 加氢反应CO+3H 2=CH 4+H 2O+206.16KJCO 2+4H 2=CH 4+2H 2O+165.08KJ此反应为强放热反应,有氧气存在时,氧气和氢气反应会生成水,在温度低于200℃,甲烷化催化剂中的镍会和CO 反应生成羰基镍:Ni+4CO=Ni(CO)4因此要避免低温下,CO 和镍催化剂的接触,以免影响催化剂的活性。
甲烷化的反应平衡常数随温度增加而下降,作为净化脱除CO 和CO2作用的甲烷化技术,反应温度一般在280~420℃之间,平衡常数值都很大,在400℃、2.53Mpa 压力下,计算CO 和CO 2的平衡含量都在10-4ppm 级。
湖南安淳公司开发的甲烷化催化剂起活温度210℃,使用温度为220~430℃之间。
进口温度增加,催化剂用量减少,压降和功耗有较大的降低。
这部分技术在国内已经非常成熟,而且应用多年。
目前,甲烷化技术已经用在大规模的合成气制天然气上,因此最大的问题是催化剂的耐温及强放热反应器的设计制作上。
二、 甲烷化催化剂甲烷化是甲烷蒸汽转化的逆反应,因此甲烷化反应的催化剂和蒸汽转化催化剂一样,都是以镍作为活性组分,但是甲烷化反应在温度更低的情况下进行,催化剂需要更高的活性。
为满足上述需要,甲烷化催化剂的镍含量更高,通常为15~35%(镍),有时还需要加入稀土元素作为促进剂,为了使催化剂能承受更高的温升,镍通常使用耐火材料作为载体,且都是以氧化镍的形态存在,催化剂可压片或做成球形,粒度在4~6mm 之间。
催化剂的载体一般选用AI 2O 3、MgO、TiO、SiO 2等,一般通过浸渍或共沉淀等方法负载在氧化物表面,再经焙烧、还原制得。
其活性顺序为:Ni/MgO<Ni/AI 2O 3<Ni/SiO 2<Ni/TiO 2<Ni/ZrO 2稀土在甲烷化催化剂中的作用主要表现在:提高催化剂活性和稳定性、抗积炭性能好、提高了催化剂耐硫性能。
等温甲烷化技术
等温甲烷化技术等温甲烷化技术是一种将甲烷转化为其他有价值化合物的技术。
甲烷是一种丰富的天然气资源,然而其应用受限于其低能量密度和高温燃烧后产生的二氧化碳排放。
等温甲烷化技术通过在适当的条件下将甲烷转化为高能价值的烃类化合物,为甲烷的利用提供了一种全新的途径。
等温甲烷化技术的原理是通过一系列的化学反应,将甲烷转化为较长链的烃类化合物。
在这个过程中,需要使用催化剂和适当的反应条件来实现高效的转化。
由于甲烷分子的惰性较高,需要通过催化剂的作用来降低反应活化能,以实现甲烷的活化和转化。
等温甲烷化技术的催化剂通常是一些金属催化剂,如钯、铂等。
这些催化剂具有良好的活性和选择性,能够高效地催化甲烷的转化反应。
同时,反应温度和压力也是影响甲烷化反应的重要因素。
适当的反应温度和压力可以提高反应速率和产物选择性,同时减小副反应的发生。
等温甲烷化技术可以将甲烷转化为一系列有机化合物,如乙烯、丙烯、丁烯等。
这些有机化合物在化工工业中具有广泛的应用,可以用于生产合成树脂、润滑剂、燃料等。
与传统的甲烷利用方式相比,等温甲烷化技术具有高效、环保的优势,能够实现甲烷的有效利用和降低二氧化碳排放。
然而,等温甲烷化技术也面临一些挑战和问题。
首先,催化剂的选择和设计是关键,需要考虑活性、稳定性和寿命等因素。
其次,反应条件的优化是提高甲烷化反应效率的关键,包括温度、压力、催化剂用量等因素的控制。
此外,甲烷化反应的副产物处理也是一个重要的问题,需要考虑其处理和利用的经济性和环保性。
在未来的研究中,可以进一步优化催化剂的设计和反应条件的控制,以提高等温甲烷化技术的效率和经济性。
同时,可以探索新的催化剂和反应体系,以实现更高效的甲烷转化。
此外,对副产物的处理和利用也是一个重要的研究方向,可以进一步提高资源的利用效率。
等温甲烷化技术是一种将甲烷转化为其他有价值化合物的技术。
通过催化剂的作用和适当的反应条件控制,可以高效地实现甲烷的转化。
等温甲烷化技术在甲烷的利用和减少二氧化碳排放方面具有重要意义,但仍然面临一些挑战和问题。
甲烷化工艺技术
甲烷化工艺技术甲烷化工是一种将甲烷转化为其他有机化合物的工艺技术。
甲烷是一种无色、无味的气体,是天然气的主要成分之一。
甲烷的主要化工应用是作为燃料使用,但其也可以通过甲烷化工技术转化为其他有机化合物,为化工行业提供原料。
甲烷化工的主要技术是甲烷催化裂解。
这种技术利用催化剂将甲烷分解成碳和氢原子,生成其他有机化合物。
常用的催化剂包括金属氧化物、反应活性炭等。
甲烷催化裂解是一种高温、高压的反应过程,需要严格控制反应条件,以保证反应的高效进行。
甲烷催化裂解的产物主要有乙烷、乙烯、乙炔等。
甲烷化工的应用广泛,其中最重要的应用是乙烯的生产。
乙烯是一种重要的有机化合物,广泛应用于塑料、橡胶、纺织品等产业。
甲烷可以通过甲烷化工技术转化为乙烯,为乙烯产业提供原料,推动化工行业的发展。
另外,甲烷还可以通过甲烷化工技术转化为甲醇、甲醚等有机化合物,应用于化学合成、溶剂、燃料等领域。
甲烷化工技术的发展受到许多因素的影响。
首先是催化剂的研发和应用。
催化剂是甲烷化工技术的核心,其性能直接影响到反应的效率和产物的质量。
目前,研究人员正在努力开发新型高效的催化剂,以提高甲烷化工技术的产能和经济效益。
其次是反应工艺的优化。
甲烷化工反应是一个复杂的体系,涉及到多相流动、传热传质等过程。
通过优化反应工艺,可以提高反应的转化率和选择性,减少能源消耗和环境污染。
最后是节能减排的要求。
作为一种化工技术,甲烷化工在发展的同时也需要考虑对环境的影响。
随着节能减排要求的提高,甲烷化工技术需要更加注重能源的利用和环境的保护。
例如,可以通过优化反应条件、提高催化剂的利用率等方式减少能源消耗和废气排放。
总体来说,甲烷化工技术是一种重要的化工技术,具有广泛的应用前景。
随着能源需求和环境保护要求的增加,甲烷化工技术在未来将会得到更广泛的应用和发展。
同时,甲烷化工技术的研发和应用也需要不断努力,以推动化工行业的技术进步和可持续发展。
甲烷化工艺PPT

进入R6002-1(气体调节催化剂为GCC-2、 6×4mm、34m3;甲烷化催化剂为MCR、 11×5mm、26.5m3)的气体发生反应为:
CO+3H2=CH4+H2O
CO2+4H2=CH4+2H2O。
CO+H2O=CO2+H4
C2H6+H4=CH4
出口气体温度为675℃经E6003第一高压废锅产生 高压蒸汽后温度下降为320℃分两股,一股经 E6007进出料换热器温度下降为242℃进入E6008 低压废锅产生低压蒸汽后温度为190℃,经过 D6001气液分离器后进C6001循环气压缩机温度提 升至199℃经E6007进出料换热器后温度升高到 277℃,
TEG(三甘醇) 别名:三乙二醇 分子式: C6H14O4 物化性质: 无色无臭有吸湿性粘稠液体。可燃、 低毒,相对密度1.1254。沸点288℃,熔点4.3℃
TEG(三甘醇)安全注意事 1、TEG 闭口杯闪点177°C,开口杯燃点166°C,空气中爆炸浓度0.9-9.2%(v/v),
闪点:在一稳定的空气环境中,可燃性液体或固 体表面产生的蒸气在试验火焰作用下被闪燃时的 最低温度 。
2、在氨厂典型的甲烷化炉操作条件下,每 1% CO转化的绝热温升为72℃,每1% CO2转 化的绝热温升60℃,反应炉的总温升可由 下式计算: ΔT=72×[ CO]入+60×[ CO2]入 式中 ΔT--分别为进口气中CO、CO2的含 量,%(体积分数) (二)、甲烷化系统的主要设备有哪些?
1、主流程: a.湿煤制气经过循环水冷却在25~40℃ 后,进入脱水系统设置的过滤分离器,分 离掉湿煤制气中游离态液滴及固体杂质。 分离后呈水饱和状态的湿煤制气进入吸收 塔,湿煤制气在吸收塔中的上升过程中, 经过填料段,与从塔上部进入的贫三甘醇 充分接触,气液传质交换,脱除掉煤制气 中的水份后,经塔顶捕雾丝网除去甘醇液 滴后由塔顶部出塔。
甲烷化条件
甲烷化条件
甲烷化的反应条件包括:
1. 催化剂:通常使用以铁为活性组分的催化剂,如五氧化二矾(V2O5)为载体,活性铁为催化剂组分,经焙烧、活化后制成催化剂颗粒。
2. 温度:反应温度通常控制在-40~-10℃之间。
3. 压力:反应压力取决于催化剂的活性、反应温度和物料的沸点等因素。
4. 空速:空速即单位时间内单位体积反应物减少的量,也就是反应物
接触的次数。
此外,甲烷化也称氢甲化,通常指在催化剂存在下,用氢和甲烷进行
加成反应,生成单取代的烃。
生成的一取代物在一定条件下进行脱卤
反应,生成二取代的烃,即甲烷化反应。
该反应属于放热反应,若控
制适当条件,反应体系不会发生结冰现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
甲烷化技术甲烷化就是利用催化剂使一氧化碳和二氧化碳加氢转化为甲烷的方法,此法可以将碳氧化物降低到10ppm以下,但需要消耗氢气。
一、加氢反应CO+3H2=CH4+H2O+206.16KJCO2+4H2=CH4+2H2O+165.08KJ此反应为强放热反应,有氧气存在时,氧气和氢气反应会生成水,在温度低于200℃,甲烷化催化剂中的镍会和CO反应生成羰基镍:Ni+4CO=Ni(CO)4因此要避免低温下,CO和镍催化剂的接触,以免影响催化剂的活性。
甲烷化的反应平衡常数随温度增加而下降,作为净化脱除CO和CO2作用的甲烷化技术,反应温度一般在280~420℃之间,平衡常数值都很大,在400℃、2.53Mpa压力下,计算CO和CO2的平衡含量都在10-4ppm级。
湖南安淳公司开发的甲烷化催化剂起活温度210℃,使用温度为220~430℃之间。
进口温度增加,催化剂用量减少,压降和功耗有较大的降低。
这部分技术在国内已经非常成熟,而且应用多年。
目前,甲烷化技术已经用在大规模的合成气制天然气上,因此最大的问题是催化剂的耐温及强放热反应器的设计制作上。
二、甲烷化催化剂甲烷化是甲烷蒸汽转化的逆反应,因此甲烷化反应的催化剂和蒸汽转化催化剂一样,都是以镍作为活性组分,但是甲烷化反应在温度更低的情况下进行,催化剂需要更高的活性。
为满足上述需要,甲烷化催化剂的镍含量更高,通常为15~35%(镍),有时还需要加入稀土元素作为促进剂,为了使催化剂能承受更高的温升,镍通常使用耐火材料作为载体,且都是以氧化镍的形态存在,催化剂可压片或做成球形,粒度在4~6mm之间。
催化剂的载体一般选用AI2O3、MgO、TiO、SiO2等,一般通过浸渍或共沉淀等方法负载在氧化物表面,再经焙烧、还原制得。
其活性顺序为:Ni/MgO<Ni/AI2O3<Ni/SiO2<Ni/TiO2<Ni/ZrO2稀土在甲烷化催化剂中的作用主要表现在:提高催化剂活性和稳定性、抗积炭性能好、提高了催化剂耐硫性能。
近年来,为增强Ni基甲烷化催化剂的抗硫性和耐热性,对于Ni作为主活性组分,Mo作为助剂载型Mo—Ni双金属催化剂,人们进行了不少研究。
Mo的加入可以促进Ni的还原,抑制Ni的烧结,从而提高Ni催化剂的催化活性。
但是Mo 对催化剂抗硫能力的提高,却没有统一的认识。
目前主要有以下3个方面的解释:①含Mo催化剂有较大吸附H2S的能力;②硫化Mo参与了催化甲烷化反应;③还原处理后生成的Mo.Ni合金是主要的抗硫活性相。
贵金属Ru、Rh、Pd等催化剂对CO、CO2甲烷化反应都具有良好的催化性能。
尤其是Ru催化剂,与Ni基甲烷化催化剂相比,具有如下优点。
一是具有较好的低温活性。
据报道,钌基甲烷化催化剂在90℃条件下,能使90%的CO、CO2有效地转化为CH4,这对需要通过消耗主能源、以加热方式提高反应温度、保证反应速率的装置,可以适当降低反应温度,从而达到节能的目的。
二是具有较快的反应速率和较高的选择性,钌基甲烷化催化剂在反应接触时问极短的情况下,CO、CO2甲烷化选择性、转化率依然很高。
由于反应接触时问较短可以允许空速较大,因此可以缩小甲烷化装置的规模,减少工程投资,提高设备的利用率。
三是具有较高的抗积炭和抗粉尘毒化能力。
甲烷化催化剂使用前以氢气和脱碳后的原料气还原:NiO+H2=Ni+H2O+1.26kjNiO+CO=Ni+CO2+38.5kj催化剂一经还原就有活性,甲烷化反应就可以进行,有可能造成温升,因此应控制碳氧化物应控制在1%以下。
还原后的镍催化剂会自燃,要防止与氧化性气体接触。
硫、砷和卤素元素都能使催化剂中毒,即使有微量也会大大降低催化剂的活性和寿命,硫和砷都是永久毒物,不能恢复。
三、甲烷化反应机理和速率CO优先甲烷化的趋势,转化起活温度为180℃左右,CO2的起活温度为180~183℃,首先在甲烷化催化剂上分解为CO,然后按照CO反应机理进行甲烷化。
四、工艺与流程甲烷化的反应器有管壳型和绝热型,每转化1%的CO、CO2、O2的绝热温升为72℃、59℃和159℃。
甲烷化反应器的入口温度受羰基镍和起活温度的影响,入口温度为280℃左右。
为降低催化剂床层温度,主要是要想办法移走反应热。
目前有二种方式:甲烷化反应器分为外冷列管式和外循环式二种。
外冷列管式反应器就是将催化剂装在列管内,管外为冷却水,其操作温度较外冷循环式低,床层温差、压降小,但催化剂装填量多,转化率高;外循环式就是采用绝热反应器,将反应热从塔后换热移走,因此需要大量使用循环气来移走反应热,降低了CO和H2的分率,导致甲烷化反应速度减慢,但反应器内的温度较高,因此选择性高。
从反应工程的角度来看,外冷列管式的反应器优于外冷循环式。
外冷循环式是采用反应后的气体来稀释进口气体,将CO和H2稀释到含量很低,导致压缩功和压降显著增加,而且存在最大循环比,大约为10倍。
比如托普索采用三塔串联第一塔循环的绝热TREMP工艺:一般在250~700度,最高温度可达到700度。
反应热可以高压过热蒸汽方式进行循环,也可以直接用于涡轮机。
该工艺特点如下:●原料气中甲烷浓度越高,则循环比降低、蒸汽产量降低,但是产品质量提高。
所以富甲烷对甲烷化有利;●(H2 -CO2)/(CO+CO2)≥3±0.1 ,其中CO2在1~3%之间;●循环比为1~2之间,远远低于别的厂家;●H2S≤0.1PPb;●反应进口温度一般在260℃,出口温度在680~700℃。
还有美国Davy公司开发出的甲烷化催化剂具有变换功能,合成气不需要调节H/C可直接进行甲烷化,而且实现了工业化,特点如下:(1) CEG-LH催化剂已经经过工业化验证,拥有美国大平原等很多业绩。
(2) CEG-LH催化剂具有变换功能,合成气不需要调节H/C比,转化率高。
(3) CEG—LH催化剂使用范围很宽,在230~700℃范围内都具有很高且稳定的活性。
(4)甲烷化压力高达3.0~6.0 MPa,可以减少设备尺寸。
(5)每1000m3代用天然气可副产约3t高压过热蒸汽,能量效率高。
(6)高品质的代用天然气,甲烷体积分数可达94%~96%。
五、国内技术研究简介我国在20世纪80年代至90年代煤气甲烷化增加热值的研究开发工作的进展较为迅速。
参与此研究工作的主要西北化工研究院、有中科院大连化学物理研究所、大连理工大学、华东理工大学、中国科技大学、上海煤气公司等,其中中科院大连化学物理研究所、华东理工大学及西北化工研究院在低热值煤气甲烷化制取中热值城市煤气方面进行了大量工作。
随着煤制天然气产业发展,新奥集团也开始了甲烷化催化剂及工艺的开发,目前也完成了模试。
·中科院大连化学物理研究所进行了常压水煤气甲烷化、加压耐硫甲烷化及低压耐硫甲烷化技术的研究开发·常压煤气甲烷化的研究于1987年完成了工业性单管试验,l988年进行催化剂放大试验,1990年与鞍山焦耐院及青浦化肥厂合作建成了3.5万m3/天甲烷化示范工程,常压水煤气甲烷化技术主要包括精净化及甲烷化技术两部分,净化部是精脱硫和脱氧,精脱硫采用改性活性碳,可将煤气中总硫从l00—250PPM 脱至0.2PPM,脱氧应采用是贵金属脱氧剂,型号为0-345,可将煤气中氧含量由5000PPM脱至3PPM。
大连化学物理研究所的煤气甲烷化技术方面一是研究开发了活性非均布型的M348甲烷化催化剂,二是采用了列管式换热反应器。
M348甲烷化催化剂,有独特的反应自锁能力,可在H2/C0<3不加水的条件下,催化剂反应后不结碳,在温度330—360"C,空速1500~2000h-1,C0转化宰85—90%,生成甲烷的选择性>60%。
列管式换热反应器管长3米,采用导热油换热。
·耐硫甲烷化技术仅进行了实验室的开发和放大试验,其压力在1.0MPa,温度360"C,空速l000 h-1,C0转换率50%,生成甲烷的选择性>50%。
·华东理工大学在低热值煤气甲烷化制取中热值城市煤气方面进行了大量实验室工作。
·研究开发的耐硫甲烷化催化剂在上海奉贤化肥厂进行了SDM型耐硫甲烷化催化剂的侧线试验,试验运行l000小时,考察反应条件对催化剂活性的影响,·对SDM-1型耐硫甲烷化催化剂及中科大的KD-306型耐硫甲烷化催化剂分别进行了500,300小时的单管试验,并进行了相关动力学的研究及反应器形式的研究,其压力在0.7-1.4MPa,温度360-540℃,空速400-2000h-1。
CO转化率75%,生成甲烷的选择性≥50%。
·中科大与东北煤气化研究所合作用KD-306型耐硫甲烷化催化剂分别在淮南化工厂及丹东煤气厂进行了升级试验,采用了循环工艺。
压力在1.5MPa,温度420~580℃,空速600~800h-1,循环比1.8-3.5的条件下,CO转化率40~60%,生成甲烷的选择性≥70%。
·上海煤气公司研究开发的SG-100型耐硫甲烷化催化剂立米级试验,试验运行了6000小时,甲烷化工艺采用多段式绝热固定床,压力在0.7MPa,温度400-550℃,空速300~400h-1,循环比0.3的条件下,CO转化率60~74%,生成甲烷的选择性50-63%。
·西北化工研究院的部分甲烷化增加煤气热值在“六五”、“七五”期间被列为国家重点科技攻关项目,在此研究基础上,承担了国家“八五”、“九五”重点科技攻关项目“两段炉煤气甲化烷中试及催化剂研究”,1986年“耐硫甲烷化催化剂的研究”列为国家城建部科技攻关项目,l988年完成了耐高温甲烷化催化剂及多段固定床甲烷化工艺中闻试验,试验规模为1200m3/d,运行1200小时。
1988年完成了耐高温甲烷化催化剂及多段固定床甲烷化工艺中间试验,试验规模为l200 m3/d,运行1200小时,并通过国家科委和化工部的技术鉴定。
甲烷化工艺包括两部分净化工艺及甲烷化工艺,在半水煤气条件下试验结果表明甲烷化催化剂活性高,耐热性能好,起活温度低,经过l 200 h寿命试验,活性基本无变化,比表面积基本无变化,CO转化率≥90%,生成甲烷的选择性≥65%。
在秦皇岛煤气厂水煤气两段炉现场建立了日处理量为l2 000m3煤气的甲烷化中试装置,顺利完成1000h中间试验完成了中间试验,中间试验结果表明:(1)两段炉水煤气甲烷化工艺设计合理,粗脱硫、加氢净化,精脱硫三段净化工艺满足了甲烷化催化剂对原料气的要求,经部分变换调整了煤气中H2/C0比例,防止床层积碳,保证甲烷化过程的正常进行。
(2)该甲烷化采用四段绝热床一次通过,设备简单、投资省,操作容易、开停车方便。