设备焊接工作记录
各种技术交底记录

各种技术交底记录技术交底记录是指将项技术或操作的关键步骤、要点、规范等详细记录下来,并向相关人员进行交底和指导的文件。
技术交底记录的目的是确保相关人员对工作内容有明确的理解,保证工作的质量和安全。
以下是一份技术交底记录的例子,供参考:一、技术交底内容:电焊操作1.目的:介绍电焊的基本操作方法,确保操作人员能够按照规范进行电焊工作。
2.范围:适用于常见的手持电焊机(AC/DC)的操作。
3.关键步骤:步骤一:检查设备和场地a.检查电焊机的电源线、电焊钳头等是否损坏或有异常。
b.检查工作场地的周围是否有易燃物品或危险物品,确保安全。
步骤二:准备工作a.穿戴个人防护装备,包括焊接手套、面罩、防火背心等。
b.确保焊接材料和辅助设备齐全,包括焊条、焊接支架等。
步骤三:开始焊接a.打开电焊机的电源开关,根据工作需要调整焊接电流。
b.将焊条插入电焊机的焊条夹中。
c.将焊接钳头与工作材料接触,确保焊接点良好接触。
d.均匀移动焊接钳头,以确保焊接点的均匀加热和熔化。
e.完成焊接后,切断焊接电流,等待焊接点冷却。
4.注意事项:a.在焊接过程中,不要碰触焊接材料和热焊接点,以免烫伤。
b.焊接结束后,及时清理工作场地,防止残留物引起事故。
c.确保周围无燃烧物和易燃物质,以防止火灾发生。
d.如果有重要事项发生,例如设备故障或人员伤害,请立即停止焊接并汇报。
二、交底对象:所有参与电焊工作的人员,包括操作人员、监督人员等。
三、交底方式:现场演示和口头解释四、交底时间:2024年5月10日上午9点五、交底人员:技术主管张先生总结:本次技术交底记录了电焊的基本操作方法和注意事项,保证了操作人员能够按照规范进行工作。
通过交底,提高了操作人员的专业素质和工作安全意识。
同时,定期的技术交底也可确保工作质量和效率的提升,降低工作风险和事故发生的概率。
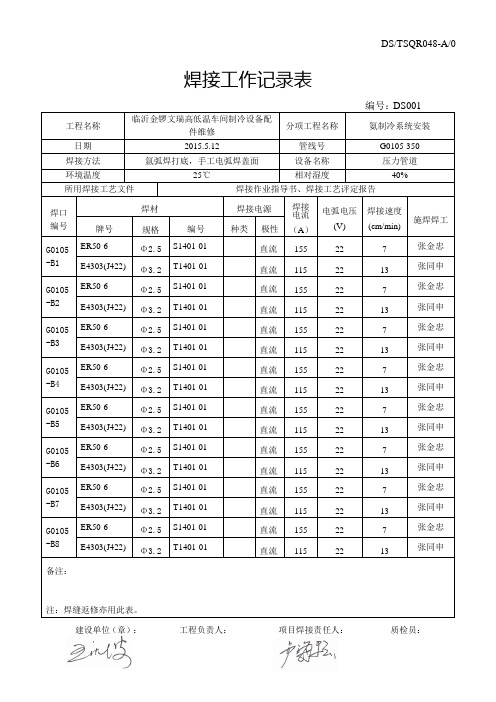
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
激光焊作业记录表
激光焊作业记录表全文共四篇示例,供读者参考第一篇示例:激光焊作业记录表是记录激光焊工作过程中的关键信息和数据的重要文件,可以帮助操作员监控生产过程、优化焊接参数、提高焊接质量。
下面是一份关于激光焊作业记录表的详细介绍。
一、作业单位:填写激光焊作业的单位名称,以便识别和管理。
二、作业日期:记录激光焊作业的日期,便于追踪生产过程和生产效率。
三、焊接工艺:填写激光焊所采用的焊接工艺,包括激光功率、激光束径、焊接速度、焊接气体等参数。
四、焊接材料:填写激光焊所使用的焊接材料,包括基材材质、填充材料、焊剂等。
五、焊接设备:记录激光焊所使用的设备信息,包括激光焊机型号、功率、激光源类型等。
六、焊接环境:记录激光焊作业时的环境条件,包括温度、湿度、气压等参数。
七、焊接质量:记录激光焊作业的质量控制情况,包括焊接缺陷、焊缝形貌、焊接强度等。
八、操作员:记录激光焊作业的操作员信息,包括姓名、职务等。
九、检验员:记录激光焊作业的检验员信息,负责焊接质量检验和验收。
十、备注:根据实际情况填写其他需要记录的信息或特殊要求。
在实际激光焊作业中,操作员应严格按照焊接工艺要求进行操作,保证焊接质量;检验员应认真检查焊接质量,确保产品符合标准要求。
激光焊作业记录表作为监控和记录工具,可以帮助管理人员及时了解焊接过程,发现问题并及时解决,提升生产效率和产品质量。
激光焊作业记录表对于激光焊作业的管理和控制具有重要意义,是保障生产质量和安全的利器。
希望各单位在激光焊作业中重视激光焊作业记录表的建立和管理,以提高焊接质量、降低生产成本、提高经济效益。
第二篇示例:激光焊是一种高效、精准的焊接方法,常用于焊接薄板、精细零件等高要求的工件。
为了记录并管理激光焊作业的过程和结果,通常需要制作一份激光焊作业记录表。
激光焊作业记录表是焊接过程中非常重要的文件,它记录了焊接工艺、参数、操作人员、检验结果等关键信息,为焊接质量和生产管理提供依据。
一份完整的激光焊作业记录表应包括以下内容:1. 作业单位信息:记录焊接作业单位的名称、工程编号、作业日期等基本信息。
核电焊工连续操作记录表格
核电焊工连续操作记录表格全文共四篇示例,供读者参考第一篇示例:核电焊工连续操作记录表格是核电厂在进行焊接作业时用于记录焊工连续操作情况的重要文档。
这一表格是非常重要的,因为焊接是核电厂中涉及的一个重要环节,焊接作业的质量直接关系到核电厂的安全运行。
通过记录焊工的操作情况,可以及时发现问题,保证焊接质量,确保核电厂的安全运行。
核电焊工连续操作记录表格通常包含以下内容:1. 日期和时间:记录焊接作业的日期和时间,以便对焊接过程进行追溯和监控。
2. 焊工信息:记录焊工的姓名、职务和联系方式,方便核电厂管理人员对焊工进行管理和协调。
3. 焊接位置:记录焊接作业的位置,包括工作区域、设备名称等信息,便于日后维护和检查。
4. 焊接材料:记录所使用的焊接材料的品牌、型号、规格等信息,以便核电厂管理部门对焊接材料的来源和质量进行追溯和监控。
5. 焊接设备:记录使用的焊接设备的品牌、型号、参数等信息,以保证焊接设备的正常运行。
6. 焊接工艺:记录所采用的焊接工艺,包括焊接方法、焊接电流、焊接电压、焊接速度等信息,确保焊接作业符合规范要求。
8. 焊接人员签名:焊工在完成焊接作业后需要在表格上签字确认,表示已经按照规范进行了焊接作业。
9. 管理人员确认:焊接作业完成后,管理人员需要对焊接作业进行确认,包括检查焊接质量、签字确认等。
第二篇示例:核电焊工连续操作记录表格为了确保核电站设备的安全运行,核电焊工在进行焊接作业时需要严格按照相关规定和操作流程进行操作。
为了记录焊接工作的实施情况,制定了核电焊工连续操作记录表格,以便对焊接过程进行监控和管理。
本文将介绍核电焊工连续操作记录表格的内容和填写要点。
一、表格内容1. 项目信息:记录焊接作业的项目名称、设备类型、工作地点等基本信息。
2. 工作人员信息:记录参与焊接作业的工作人员的姓名、工号、职务等信息。
3. 焊接材料信息:记录使用的焊接材料的型号、规格、批次等信息。
5. 焊接参数:记录焊接过程中的焊接参数,包括焊接电流、焊接电压、焊接速度等信息。
管道焊接工作记录

管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期:
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
3503-J415 管道焊接工作记录

管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
焊接工作记录表
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊接会议记录总结(热门15篇)

我于20xx年4月21日成为公司的试用员工,至今已近3个月,根据公司的规章制度,现申请转为公司正式员工。
在这期间是我人生中弥足珍贵的经历,也给我留下了精彩而美好的回忆。
使我能够这么快的熟悉这一切,首先离不开领导对我的栽培和指导;同时也离不开同事对我无私的关怀和帮助。
从内心而言,我在这里感觉到公司的融洽工作氛围、团结向上的企业文化。
在岗实习期间,在领导和同事的耐心指导下,使我在较短的时间内适应了公司的工作环境,也熟悉了公司的整个操作流程。
也为我有机会成为xxx的一份子而惊喜万分。
在本部门的工作中,我一直严格要求自己,认真及时做好领导布置的每一项任务,同时严格要求下属做好本职工作;利用自已在别的公司好的管理方法应用到工作中去,培训下属利用自已在别的公司好的管理方法应用到工作中去,培训下属能及时反映问题及处理问题的能力。
经过近三个月,我现在已经能够独立处理本职工作,能对车间问题进行简单分析处理,并与品质工程师一起处理相关品质问题,与生产主任沟通协调相关品质问题的处理方法,纠正产线相关作业不当(人、机、料、法、环)造成的品质问题,把制程中存在的问题降底到最少,使产品不良率降底到最小。
我在工作过程中,充分做到认真、负责、主动的了解生产现场情况。
和组长及巡检的沟通,使我了解了他们内心的真实想法和对工作的认识及看法;经过一段时间的观察让我清楚了车间生产管理的不足。
通过全面的了解,我认为员工整体品质意识不强,巡检工作力度不够,主要原因我认为在于细节方面做得不够完善。
集中体现在以下几个方面:1。
产线制程品返工较多。
原因为产线员工的`操作方法未按作业指导书作业,工装夹具没有定期保养所致。
2。
巡检对6s及仪器设备点检督导力度不够完善。
6s造成生产现场物料混用,仪器设备未点检造成品质有所降底。
在领导和同事们的细心关怀和指导下,通过自身的不懈努力,各方面均取得了一定的进步,现将我的工作情况作如下汇报。
工作规划:1、提高各巡检员的检验水平,实现一个巡检员至少会两个岗位或多个岗位。
焊接记录SHT 3503—J415-1

管道焊接工作记录
工程名称:XXXXXXXXXXXXXXXXX项目
单位工程名称:电解厂房
管道编号/单线号
焊口
编号
焊工
代号
规格
mmBiblioteka 材质焊接位置焊接方法
焊材牌号
实际预热
温度℃
焊接日期
建设/监理单位
总承包单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
记录人:
质量检查员:
焊接责任工程师:
日期:年月日
SH/T 3503—J415-2
管道焊接工作记录(续)
工程名称:XXXXXXXXXXXXXXXXX项目—60万吨/年离子膜烧碱项目
单位工程名称:电解厂房A
管道编号/单线号
焊口
编号
焊工
代号
规格
mm
材质
焊接位置
焊接方法
焊材牌号
实际预热
温度℃
焊接日期
SH T 3503-J711-1设备焊接工作记录
规格
mm
焊材规格
焊接道数
预热
温度
℃
焊接
电流
A
焊接
电压
V
焊材速度
cm/min
热处理
方法
焊缝
检查
施焊日期
施工单位
专业工程师:
日期: 年 月 日
专业工程师:
日期: 年 月 日
记录人:
质量检查员:
焊接责任工程师:
日期: 年 月 日
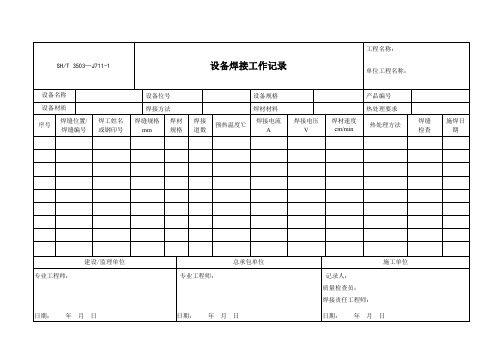
SH/T 3503—J711-2
设备焊接工作记录ቤተ መጻሕፍቲ ባይዱ续)
工程名称:
单位工程名称:
设备名称
设备位号
设备规格
产品编号
设备材质
焊接方法
焊接材料
热处理要求
序号
焊缝位置/焊缝编号
焊工姓名或钢印号
SH/T3503—J711-1
设备焊接工作记录
工程名称:
单位工程名称:
设备名称
设备位号
设备规格
产品编号
设备材质
焊接方法
焊材材料
热处理要求
序号
焊缝位置/焊缝编号
焊工姓名或钢印号
焊缝规格mm
焊材
规格
焊接
道数
预热温度℃
焊接电流
A
焊接电压
V
焊材速度
cm/min
热处理方法
焊缝
检查
施焊日期
建设/监理单位
总承包单位