质量检验计划ITP
产品质量检验计划ITP
结构件 结构件 结构件 结构件 结构件 结构件 W、R R
目视检查
结构件
焊工印记
目视检查
结构件
CPLEC
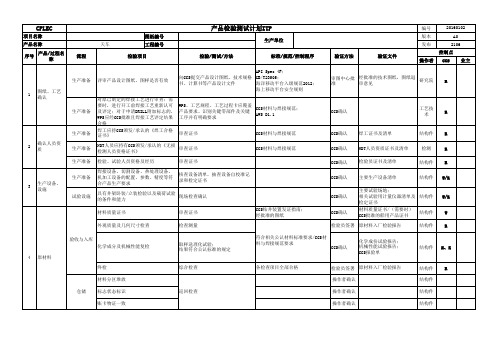
项目名称 产品名称 序号 产品/过程名称 流程 焊缝 8 几何尺寸检 查(焊后) 外观质量 天车 图纸编号 工程编号 检验项目 目视检查 量具测量
产品检验测试计划ITP
生产单位 检验/测试/方法 标准/规范/控制程序 应满足图纸、图样、工艺及产品标 准、规范要求 构件的尺寸形状应符合图纸要求 零件相对位置 有装配要求的部位、部件位置 零部件名称、型号、编号、检测标准 及验收标准、部位、数量、焊接型式 相应产品图纸、检测委托、无损检测 通用规程 量具测量 根据无损检测图选择焊缝进行无损 探伤;全熔透焊缝应进行20%UT和 100% MT;验船师可根据实际情况按 一定比例抽取复检;按比例抽检的 焊缝如发现严重缺陷,应对使用同 种工艺焊接的所有焊缝进行100%检 测,探伤结果应符合经批准图纸或 AWS D1.1标准要求 验证方法 检验员签署 验证文件
焊接工艺编制 发放
工艺确认
结构件
变更 7 焊接 CCS确认 焊材烘焙、领用、发放 产品施焊及焊 施焊环境 缝返修 焊接参数监控及记录 焊缝形状尺寸(余高、宽窄、焊角宽 度、棱角度、错边量) 焊后检查(自 焊缝表面质量 检)
工艺确认 CCS确认 焊材管理控制程序; HSE管理程序 操作者确认 焊材领用记录 操作者确认 焊接过程监控记录 WPS 焊缝尺寸应符合图纸要求 焊缝表面不得有裂纹、夹渣、未熔 合、气孔、焊瘤、弧坑和咬边等缺 陷; 筋板端部应满焊圆角,且不应再转 角处更换焊材 操作者确认 操作者确认 自检记录; 工艺流程卡; 操作者确认 质量检验单; CCS报验单 操作者确认
如何编制质量检验和试验计划ITP

如何编制质量检验和试验计划(ITP)秦宫2012.61. 什么是质量检验计划所谓质量检验计划,是指以书面的形式对检验工作所涉及的总体和具体的检验活动、程序、资源等做出的规范化安排,以便于指导检验活动,使其有条不紊地进行。
检验计划是产品生产者对整个检验和试验工作进行的系统策划和总体安排的结果,确定检验工作何时、何地、何人(部门)做什么,如何做的技术和管理活动,一般以文字或图表形式明确地规定检验站(组)的设置,资源的配备(包括人员、设备、仪器、量具和检具),选择检验和试验方式、方法和确定工作量,它是指导各检验站(组)和检验人员工作的依据,是产品生产者质量管理体系中质量计划的一个重要组成部分,为检验工作的技术管理和作业指导提供依据。
2. 质量检验计划的编制目的产品形成的各个阶段,从原材料投入到产品实现,有各种不同的复杂生产作业活动,同时伴随着各种不同的检验活动。
这些检验活动是由分散在各生产组织的检验人员完成的。
这些人员需要熟悉和掌握产品及其检验和试验工作的基本知识和要求,掌握如何正确进行检验操作,如产品和组成部分的用途、质量特性、各质量特性对产品功能的影响,以及检验和试验的技术标准、检验和试验项目、方式和方法,检验和试验场地及测量误差等。
为此,需要有若干文件做载体来阐述这些信息和资料,这就需要编制检验计划来给以阐明,以指导检验人员完成检验工作,保证检验工作的质量。
现代工业的生产活动从原材料等物资投入到产品实现最后交付是一个有序、复杂的过程,它涉及不同部门、不同作业工种、不同人员、不同过程(工序)、不同的材料、物资、设备。
这些部门、人员和过程都需要协同有机配合、有序衔接,同时也要求检验活动和生产作业过程密切协调和紧密衔接。
为此,就需要编制检验计划来予以保证。
3. 质量检验计划的作用检验计划是对检验和试验活动带有规划性的总体安排,它的重要作用有:(1)按照产品加工及物流的流程,充分利用企业现有资源,统筹安排检验站、点(组)的设置,可以降低质量成本中的鉴别费用,降低产品成本。
幕墙工程itp质量检验计划

幕墙工程itp质量检验计划英文回答:Quality Inspection Plan for Curtain Wall Project ITP.Introduction:The purpose of this Quality Inspection Plan is to ensure that the curtain wall project meets the required quality standards and specifications. The plan outlines the inspection procedures, responsibilities, and documentation requirements for the quality control of the curtain wall installation.Inspection Procedures:1. Pre-Installation Inspection: Before the installation of the curtain wall, a pre-installation inspection will be conducted to check the materials, dimensions, and alignment of the components.2. Installation Inspection: During the installation process, inspections will be carried out to verify the correct installation of the curtain wall panels, frames, and sealants.3. Final Inspection: Upon completion of the installation, a final inspection will be conducted to ensure that the curtain wall meets the design specifications and quality standards.Responsibilities:The project manager is responsible for overseeing the implementation of the Quality Inspection Plan and ensuring that all inspections are carried out according to the schedule.The quality control team will be responsible for conducting the inspections and documenting the inspection results.The construction team is responsible for addressing any non-conformities identified during the inspections and ensuring that corrective actions are taken.Documentation Requirements:Inspection Checklists: Detailed checklists will be used to record the results of each inspection, including anynon-conformities and corrective actions taken.Inspection Reports: Comprehensive reports will be prepared for each inspection, documenting the findings and any follow-up actions required.Non-Conformance Reports: If any non-conformities are identified, non-conformance reports will be raised to document the issue and the corrective actions taken.Conclusion:By implementing this Quality Inspection Plan, we aim to ensure that the curtain wall project is installed to therequired quality standards and specifications. Through thorough inspections and documentation, we will be able to identify and address any quality issues in a timely manner, ultimately delivering a high-quality curtain wall system.中文回答:幕墙工程ITP质量检验计划。
itp质量检验计划
itp质量检验计划ITP质量检验计划。
一、引言。
ITP质量检验计划是指在ITP项目实施过程中,为确保产品质量,制定的一项质量检验计划。
该计划旨在通过对产品的质量检验,保证产品的可靠性、安全性和性能稳定性,从而满足用户需求,提高客户满意度,保障公司声誉。
二、检验范围。
ITP质量检验计划的检验范围包括但不限于以下几个方面:1. 设计文件的合规性检验,包括产品设计图纸、技术规范、工艺流程等的合规性检验,确保产品设计符合相关标准和规范。
2. 材料及零部件的检验,包括原材料的质量检验、零部件的尺寸、外观和性能检验,确保所采用材料和零部件符合要求。
3. 生产过程的检验,包括生产工艺的合规性检验、生产过程中的质量控制点检验,确保生产过程符合相关标准和规范。
4. 成品的检验,包括成品的外观检验、功能性能检验、安全性能检验等,确保成品质量符合要求。
5. 交付前的检验,包括产品包装、标识、文件齐全性检验,确保产品交付前的一切准备工作完善。
三、检验方法。
ITP质量检验计划的检验方法主要包括以下几种:1. 抽样检验,按照抽样检验标准,对产品进行抽样检验,以验证产品质量是否符合要求。
2. 完全检验,对关键部位、关键工艺进行完全检验,确保关键环节的质量稳定。
3. 现场检验,在生产现场对生产过程进行检验,及时发现和纠正可能存在的质量问题。
4. 实验室检验,对产品进行实验室检验,包括材料成分分析、性能测试等,确保产品质量符合要求。
四、检验标准。
ITP质量检验计划的检验标准主要包括以下几个方面:1. 国家标准,产品的设计、生产、检验应符合国家相关标准的要求。
2. 行业标准,产品的设计、生产、检验应符合行业相关标准的要求。
3. 公司标准,产品的设计、生产、检验应符合公司内部相关标准的要求。
五、检验程序。
ITP质量检验计划的检验程序主要包括以下几个步骤:1. 制定检验计划,根据产品特点和生产过程,制定相应的检验计划。
2. 实施检验,按照检验计划,对产品进行检验,确保产品质量符合要求。
产品质量检验计划ITP

焊材证书;
原材料质量证书;无损探伤报告; 机械性能试验报告;
CPLEC 项目名称产品名称序号产品/过程名称流程尖角不易达到的位置热喷锌/热喷测量锌铝层厚度,目检粗糙度符合工铝艺要求 16 涂装油漆牌号、色号,保质期天车图纸编号工程编号检验项目产品检验测试计划ITP 生产单位检验/测试/方法目视检查所有边、棱是否存在锐边和尖角目视检查除锈质量目视检查锌/铝层表面粗糙度、涂覆面积;仪器测量锌/铝层厚度审查包装、商标,确定油漆品牌、色号、生产日期符合设计要求巡回检查目视检查涂漆后外观质量、涂覆面积;仪器测量各道漆干膜厚度喷漆操作时环境条件与时间间隔应符合制造厂涂装工艺要求标准/规范/控制程序所有边、角、棱应进行倒钝应进行手工除锈验证方法验证文件编号版本发布操作者结构件结构件结构件 20160102 A0 2106 控制点 CCS R R R 业主喷砂除锈检验员签署喷砂检验报告检验员签署检验员签署锌/铝层涂层检验报告检验员签署结构件 R 喷漆喷漆环境及时间间隔检验员签署喷漆检查报告结构件 R 外观质量检验员签署结构件 R 完整性检查滑轮组角度检查 17 天车整体安装螺栓、垫片、开口销等安装齐全检验员签署检验员签署SY/T6680钻机、修井机出厂验收规检验员签署范、经批准的安装图纸、悬挂耳板装配检验记录注册表检验员签署机械机械机械 R R R 护罩、踢脚板尺寸、外观符合标准,无干涉螺栓防松防脱检查外观质量载荷标识、序列标识检查、设备铭牌信息检查、外观检查、干涉性检查说明:H停止点,W见证点, R文件审核点机械 R 检验员签署机械 R。
itp质量检验计划的五个点
itp质量检验计划的五个点英文回答:1. Define the scope of the quality inspection: The quality inspection plan (QIP) should clearly define the scope of the inspection, including the specific products, materials, or components to be inspected.2. Establish inspection criteria: The QIP should outline the specific criteria and standards that will be used to evaluate the quality of the products. This may include dimensions, performance specifications, material requirements, and any applicable industry standards or regulations.3. Determine inspection methods and tools: The QIP should specify the methods and tools that will be used to conduct the inspection, such as visual inspection, measurements, testing equipment, and sampling procedures.4. Identify responsible parties: The plan should designate the individuals or teams responsible for carrying out the inspection, as well as any third-party inspection agencies or suppliers involved in the process.5. Schedule and frequency of inspections: The QIP should include a schedule for when inspections will take place, as well as the frequency of inspections, whether they are pre-production, in-process, or final inspections.中文回答:1. 确定质量检验的范围,质量检验计划(QIP)应明确定义检验的范围,包括要检验的具体产品、材料或零部件。
ITP质量检验计划

ITP质量检验计划1. 引言随着信息技术的快速发展,IT项目在各行各业中扮演着越来越重要的角色。
然而,由于项目的复杂性和规模,确保项目的质量成为一项关键任务。
为了有效管理和监控IT项目的质量,制定并执行一套完善的质量检验计划至关重要。
本文将重点介绍ITP(IT项目)质量检验计划的相关内容。
2. 质量管理目标和原则在制定ITP质量检验计划之前,首先需要明确质量管理的目标和原则。
质量管理的目标包括确保项目交付物达到规定的质量标准、提升项目团队的意识和能力、保证项目与客户期望的一致性等。
质量管理的原则包括持续改进、风险管理、资源管理、团队合作等。
3. ITP质量检验计划制定过程3.1 需求分析在制定ITP质量检验计划之前,需要对项目需求进行充分的分析和理解。
这包括对项目目标、范围、交付物等方面的明确理解,及与客户充分的沟通和协商。
3.2 制定检验计划在需求分析的基础上,制定详细的ITP质量检验计划。
检验计划应包括以下主要内容:3.2.1 质量标准和指标明确ITP质量标准,并制定相应的质量指标。
质量标准应与项目需求一致,并能够被客户接受和认可。
质量指标应包括关键绩效指标(KPI)以及用于度量质量的其他指标。
3.2.2 检验方法和技术确定适用的检验方法和技术。
根据项目特点选择合适的检验方法,如文件审查、代码审查、功能测试、性能测试等。
同时,考虑使用现代化的工具和技术来提高检验效率和可靠性。
3.2.3 质量检验组织和资源明确质量检验的组织和资源。
确定质量检验的责任人、负责人,以及参与质量检验的团队成员和专家。
同时,确定所需的硬件、软件和其他资源。
3.2.4 检验计划的时间和里程碑制定质量检验计划的时间和里程碑。
明确每个阶段的质量检验目标和计划,保证项目按时交付,并在每个阶段进行必要的检验。
3.3 审查和评估在制定ITP质量检验计划后,进行审查和评估。
确保检验计划符合项目需求和质量管理目标,并与客户进行充分的协商和确认。
质量检验计划ITP

4
筒节校圆
1、焊缝外观尺寸,符合GB150得要求;
2、不圆度、棱角度检验,不圆度≤1%Di、且≤25mm,棱角度≤δs/10+2mm、且≤5mm
E
5
RT检测
20%RT,NB/T47013、2-2015,Ⅲ级合格。
H
6
抛光
Ra≤ 0、4μm
E
7
酸洗
按工序过程卡要求进行酸洗钝化。
E
8
PT检测
按NB/T47013、5-2015,100%PT,内表面I级无缺陷合格。
监检类别
监检员/日期
6
酸洗
外表面酸洗钝化
E
六
接管与法兰组对
1
接管下料
核对下料尺寸及表面质量。
2
组对接管法兰
尺寸符合图样要求
3
焊接
按WPS焊接,焊缝外观及尺寸合格。
七
总装
1
环缝组焊
按焊接工艺规程(WPS)
E
2
抛光
Ra≤ μm
E
3
RT检测
按NB/T47013、2-2015,20%RT,Ⅲ级合格
H
4
PT检测
E
19
铭牌
符合《固容规》及GB150规定。
E
20
资料审核
质量证明文件符合《固容规》要求、需有监检证书。
R
E
9
外观检验
符合图纸与GB150得规定
E
10
补强圈气密
按图样要求进行气密试验。
E
11
水压试验
水压试验压力MPa,水温≥5℃;符合《固容规》、GB150与图纸规定。
H
12
油漆
itp质量控制计划
itp质量控制计划ITP质量控制计划(Inspection and Test Plan)是由质量管理部门制定的一系列检验测试措施,以保证生产的产品或服务达到客户期望的质量标准。
ITP是确定质量控制策略的关键文件,它定义了质量控制过程中的检验、测试和抽样计划,以及实施此计划所需的资源和工作时间。
它可以帮助确定项目质量控制策略,提供对项目质量控制策略的可追溯性,并确保在项目生命周期中实施有效的质量控制。
1.ITP质量控制计划的内容 ITP质量控制计划主要包括以下内容: (1) 确定质量管理系统,包括质量管理组织、质量管理文件、质量方法学和质量参数。
(2) 确定检验、测试和抽样的计划,以及实施这些计划所需的资源和工作时间。
(3) 根据质量控制标准制定检验、测试和抽样规范,以及实施这些规范所需的资源和工作时间。
(4) 定义质量控制标准的检验、测试和抽样项目。
(5) 确定检验、测试和抽样的合格标准,以及实施这些标准所需的资源和工作时间。
(6) 定义项目质量控制策略的可追溯性。
2.ITP质量控制计划的作用 ITP质量控制计划的作用主要有以下几点: (1) 帮助确定项目的质量控制策略,并确保在项目生命周期中实施有效的质量控制。
(2) 提供对项目质量控制策略的可追溯性,以保证生产的产品或服务达到客户期望的质量标准。
(3) 保证质量控制过程中的检验、测试和抽样活动得到有效执行,以便在项目期间及时发现质量问题,并采取有效的纠正措施。
(4) 建立可靠的质量数据库,以便更好地评估质量系统的状态,改进质量管理水平。
3.ITP质量控制计划的实施实施ITP质量控制计划的主要步骤有: (1) 确定质量控制策略。
质量管理部门要结合客户的要求,确定质量控制的目标、策略和细节,以便确定合适的检验、测试和抽样计划。
(2) 制定检验、测试和抽样计划。
质量管理部门要根据客户要求和质量控制策略,制定检验、测试和抽样的计划,以及实施这些计划所需的资源和工作时间。
质量检验计划ITP
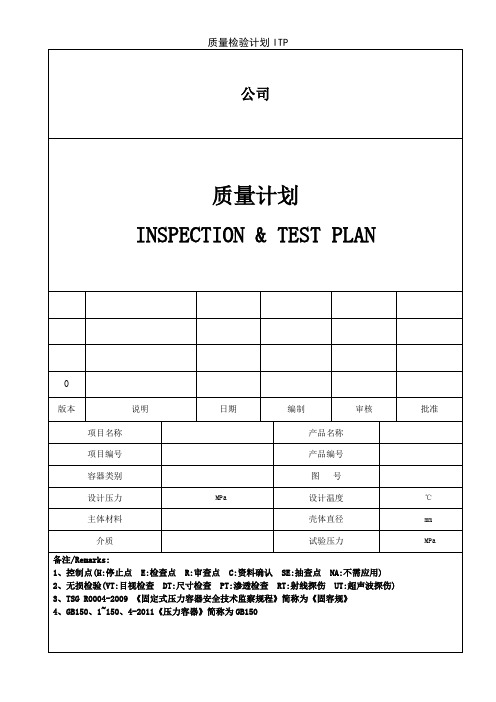
质量计划
INSPECTION & TEST PLAN
0
版本
说明
日期
编制
审核
批准
项目名称
产品名称
项目编号
产品编号
容器类别
图 号
设计压力
MPa
设计温度
℃
主体材料
壳体直径
mm
介质
试验压力
MPa
备注/Remarks:
1、控制点(H:停止点E:检查点 R:审查点 C:资料确认 SE:抽查点NA:不需应用)
监检类别
监检员/日期
6
酸洗
外表面酸洗钝化
E
六
接管与法兰组对
1
接管下料
核对下料尺寸及表面质量。
2
组对接管法兰
尺寸符合图样要求
3
焊接
按WPS焊接,焊缝外观及尺寸合格。
七
总装
1
环缝组焊
按焊接工艺规程(WPS)
E
2
抛光
Ra≤ μm
E
3
RT检测
按NB/T47013、2-2015,20%RT,Ⅲ级合格
H
4
PT检测
E
二
材料检验(含外协、外购件检验)
1
入库检验
核对材料标记、材料质量证明书、材料外观、尺寸,符合GB24511-2009要求。
H
2
材料复验
核查材料复验报告,符合GB24511-2009要求。
R
3、
材料代用
出具材料代用单并审批。
R
三
封头制造
1
下料
1、标记移植检查;
2、下料尺寸、坡口尺寸符合图样与工艺
H
itp质量检验计划
itp质量检验计划ITP质量检验计划。
一、引言。
ITP(In-process Testing Plan)质量检验计划是指在生产过程中对产品进行检验和测试的计划。
通过对产品的质量进行检验,可以及时发现问题并采取措施加以解决,确保产品质量符合标准和客户要求。
本文档旨在制定ITP质量检验计划,确保生产过程中的质量控制。
二、检验计划目的。
1. 确保产品质量符合标准和客户要求;2. 及时发现生产过程中的质量问题,减少不合格品率;3. 保障产品安全性和可靠性;4. 提高生产效率和降低生产成本。
三、检验范围。
本检验计划适用于所有生产过程中的产品,包括但不限于原材料采购、生产加工、组装、包装等环节。
四、检验内容。
1. 原材料检验,对原材料进行外观、尺寸、化学成分等方面的检验,确保原材料符合要求;2. 生产加工检验,对生产过程中的工艺参数、设备运行状态等进行检验,确保生产过程稳定可靠;3. 成品检验,对成品进行外观、尺寸、功能等方面的检验,确保成品质量符合标准和客户要求;4. 包装检验,对产品包装进行检验,确保包装完好,符合运输和储存要求。
五、检验方法。
1. 样品抽检,根据抽检计划,从生产过程中随机抽取样品进行检验;2. 在线检测,利用自动化设备进行生产过程中的在线检测,实时监控产品质量;3. 实验室检测,将样品送至实验室进行详细的物理、化学、功能等方面的检测。
六、检验标准。
1. 根据国家标准、行业标准和客户要求,制定产品质量检验标准;2. 对每个检验项目制定合格标准和不合格标准,确保检验结果准确可靠。
七、检验记录。
1. 对每次检验进行记录,包括检验时间、检验人员、检验方法、检验结果等;2. 对不合格品进行记录,并采取相应的措施进行处理。
八、责任分工。
1. 生产部门负责生产过程中的质量控制和检验工作;2. 质量部门负责制定和执行质量检验计划,并对检验结果负责。
九、改进措施。
1. 对检验过程中发现的问题,及时采取改进措施,并进行跟踪和评估;2. 对不合格品进行分析,找出问题的根源,并采取措施防止类似问题再次发生。
itp质量检验计划

itp质量检验计划ITP质量检验计划。
一、引言。
ITP质量检验计划是指在工程建设项目实施过程中,为了保证工程质量,对工程材料、设备、构件等进行检验的计划。
质量检验计划是质量管理体系的重要组成部分,其编制和实施对于保证工程质量、提高工程质量具有重要的意义。
本文档旨在对ITP质量检验计划进行详细的规划和说明,以确保工程质量的稳定和可靠。
二、编制依据。
1. 《建设工程质量管理条例》。
2. 《建设工程质量验收规范》。
3. 《建设工程施工质量验收标准》。
4. 《建筑工程质量管理规范》。
5. 《建筑工程质量验收规范》。
6. 《工程建设项目质量管理实施细则》。
三、编制目的。
1. 规范工程建设项目的质量管理,确保工程质量符合国家标准和相关规定;2. 明确ITP质量检验计划的编制、实施和监督责任,提高质量管理的科学性和系统性;3. 为工程建设项目的施工、验收提供依据,减少工程质量事故的发生,保障工程安全。
四、编制范围。
ITP质量检验计划适用于工程建设项目的施工过程中,对材料、设备、构件等进行检验,确保其质量符合设计要求和相关标准。
五、编制原则。
1. 依法合规,遵循国家法律法规和相关标准,确保质量检验计划的合法性和规范性;2. 公开透明,质量检验计划应当公开透明,对外公布并接受监督;3. 独立公正,质量检验计划的编制、实施和监督应当独立公正,确保质量检验结果的客观性和真实性;4. 科学严谨,质量检验计划应当科学严谨,依据合理,确保检验的全面性和准确性。
六、编制内容。
1. 工程项目基本信息,包括工程名称、位置、建设单位、施工单位、监理单位等基本信息;2. 检验对象,包括需要进行质量检验的材料、设备、构件等具体对象;3. 检验依据,包括国家标准、行业标准、设计文件等检验的依据;4. 检验方法,包括检验的具体方法、步骤和要求;5. 检验责任,包括质量检验计划的编制、实施和监督责任;6. 检验记录,包括检验结果的记录、归档和报告。
ITP质量控制点
ITP质量控制点标题:ITP质量控制点引言概述:ITP(Inspection and Test Plan)是指检验和测试计划,是在工程项目中确保质量的重要工具。
在ITP中,质量控制点是指在项目执行过程中需要进行检验和测试的关键节点,通过对这些节点的严格控制,可以确保项目按照规定的标准和要求进行。
本文将详细介绍ITP质量控制点的重要性及其具体内容。
一、项目前期准备阶段的质量控制点1.1 确定项目需求和标准在项目前期准备阶段,首先需要明确项目的需求和标准,包括客户需求、设计要求、法律法规等,惟独明确这些需求和标准,才干确保后续工作按照规定进行。
1.2 制定ITP计划在项目前期准备阶段,需要制定详细的ITP计划,包括检验和测试的内容、方法、频率等,确保每一个质量控制点都被充分考虑和规划。
1.3 确定质量控制人员和责任在项目前期准备阶段,需要确定质量控制人员和其责任,包括检验员、测试员等,确保每一个质量控制点都有专人负责。
二、施工过程中的质量控制点2.1 材料验收在施工过程中,材料的质量直接影响项目的最终质量,因此材料验收是一个重要的质量控制点,需要确保材料符合标准和要求。
2.2 施工过程检验在施工过程中,需要对关键节点进行检验,包括基础施工、结构施工、装饰施工等,确保施工质量符合设计要求。
2.3 安全检查在施工过程中,安全是最重要的考虑因素之一,需要定期进行安全检查,确保施工过程安全可靠。
三、竣工验收阶段的质量控制点3.1 完成验收在项目竣工阶段,需要进行完成验收,确保项目按照设计要求完成,包括功能性、外观等。
3.2 质量验收在竣工验收阶段,需要进行质量验收,确保项目的质量符合标准和要求,包括施工质量、材料质量等。
3.3 客户验收在项目竣工阶段,需要进行客户验收,确保项目符合客户需求和期望,确保项目的最终交付。
四、运维阶段的质量控制点4.1 设备维护在项目交付后,需要进行设备的定期维护,确保设备的正常运行,延长设备的使用寿命。
(整理)如何编制质量检验和试验计划ITP.

如何编制质量检验和试验计划(ITP)秦宫2012.61. 什么是质量检验计划所谓质量检验计划,是指以书面的形式对检验工作所涉及的总体和具体的检验活动、程序、资源等做出的规范化安排,以便于指导检验活动,使其有条不紊地进行。
检验计划是产品生产者对整个检验和试验工作进行的系统策划和总体安排的结果,确定检验工作何时、何地、何人(部门)做什么,如何做的技术和管理活动,一般以文字或图表形式明确地规定检验站(组)的设置,资源的配备(包括人员、设备、仪器、量具和检具),选择检验和试验方式、方法和确定工作量,它是指导各检验站(组)和检验人员工作的依据,是产品生产者质量管理体系中质量计划的一个重要组成部分,为检验工作的技术管理和作业指导提供依据。
2. 质量检验计划的编制目的产品形成的各个阶段,从原材料投入到产品实现,有各种不同的复杂生产作业活动,同时伴随着各种不同的检验活动。
这些检验活动是由分散在各生产组织的检验人员完成的。
这些人员需要熟悉和掌握产品及其检验和试验工作的基本知识和要求,掌握如何正确进行检验操作,如产品和组成部分的用途、质量特性、各质量特性对产品功能的影响,以及检验和试验的技术标准、检验和试验项目、方式和方法,检验和试验场地及测量误差等。
为此,需要有若干文件做载体来阐述这些信息和资料,这就需要编制检验计划来给以阐明,以指导检验人员完成检验工作,保证检验工作的质量。
现代工业的生产活动从原材料等物资投入到产品实现最后交付是一个有序、复杂的过程,它涉及不同部门、不同作业工种、不同人员、不同过程(工序)、不同的材料、物资、设备。
这些部门、人员和过程都需要协同有机配合、有序衔接,同时也要求检验活动和生产作业过程密切协调和紧密衔接。
为此,就需要编制检验计划来予以保证。
3. 质量检验计划的作用检验计划是对检验和试验活动带有规划性的总体安排,它的重要作用有:(1)按照产品加工及物流的流程,充分利用企业现有资源,统筹安排检验站、点(组)的设置,可以降低质量成本中的鉴别费用,降低产品成本。
产品质量检验计划ITP

焊缝 外观质量
8
几何尺寸检 查(焊后)
构件线性尺寸 直线度、平面度等图纸要求尺寸
零件相对位置 有装配要求的部位、部件位置
产品检验测试计划ITP
生产单位
检验/测试/方法 目视检查 量具测量 量具测量
标准/规范/控制程序
验证方法
验证文件
应满足图纸、图样、工艺及产品标 准、规范要求
构件的尺寸形状应符合图纸要求
API Spec 4F;
向CCS提交产品设计图纸、技术规格 GB/T23505;
书、计算书等产品设计文件
Hale Waihona Puke 海洋移动平台入级规范2012;
海上移动平台安全规则
生产准备 生产准备 生产准备
对原已制定的焊接工艺进行审查;需
要时,进行开工前焊接工艺重新认可 及评定;对于申请DRILL附加标志的, WPS应经CCS批准且焊接工艺评定结果
检查毛坯长度、圆度、外观,查证毛 毛坯入厂检查 坯化学成份报告、机械性能报告、合
格证
12 天车轴预制
加工检验
按图检查外圆尺寸、粗糙度,压缩空 气吹扫并检查集中润滑孔通畅性和洁
净度
检验员签署 检验员签署 零件加工检验记录
无损检测
按图纸技术要求进行无损检测
轮缘锻钢入厂 检验
按图检查各部位尺寸,查证化学成份 报告、机械性能报告、原厂无损探伤 检报查告焊前预热温度,坡口间隙符合图
检验员签署 CCS报验单 CCS确认 材料代用通知单
5 下料
领料 划线 下料
核对材料牌号、规格 材料标识移植、表面质量 几何尺寸、表面质量 材料标识移植 几何尺寸、表面质量 坡口角度及钝边 坡口表面NDT(需要时)
目视检查、核查下料跟踪记录
质量检验计划ITP

5
RT检测
100%RT,NB/T47013.2-2015Ⅲ级
H
6
抛光
内表面Ra≤ μm
E
序号
工序项目
检验与验收要求
本厂
监检
备注
控制点
检验员/日期
监检类别
监检员/日期
7
酸洗
按工序过程卡要求进行酸洗钝化。
E
8
PT检测
按NB/T47013.5-2015要求进行100%PT,内表面I级无缺陷合格。
H
四
筒节制造(含补强圈)
1
下料
1、标记移植检查;
2、下料尺寸、坡口尺寸符合图样和工艺要求。
E
2
卷制成形
组对检查,错边量≤mm
E
3
焊接检验
按WPS焊接,焊缝外观及尺寸合格。
E
4
筒节校圆
1、焊缝外观尺寸,符合GB150的要求;
2、不圆度、棱角度检验,不圆度≤1%Di、且≤25mm,棱角度≤δs/10+2mm、且≤5mm
E
5
RT检测
H
12
油漆
干膜厚度≥100μm
E
序号
工序项目
检验与验收要求
本厂
监检
备注
控制点
检验员/日期
监检类别
监检员/日期
13
保温
100mm的PU,密度>40Kg/m3
E
14
夹套组焊
按WPS焊接,焊缝外观及尺寸合格,符合工艺要求。
E
15
夹套试压
盛水试漏,水温≥5℃;符合《固容规》、GB150和图纸规定。
H
16
搅拌装配及试验
E
ITP质量控制点

ITP质量控制点标题:ITP质量控制点引言概述:ITP(Inspection and Test Plan)是一种质量管理文件,用于确保项目在各个阶段都能按照预定的标准进行检查和测试。
在ITP中,质量控制点是非常重要的,它们是项目中必须严格遵守的关键环节,以确保项目最终交付的产品或服务符合客户的要求。
本文将详细介绍ITP质量控制点的相关内容。
一、项目启动阶段1.1 确定项目目标和范围:在项目启动阶段,必须明确项目的目标和范围,包括项目的需求、交付物和时间表等。
1.2 制定质量计划:制定质量计划是确保项目质量的关键步骤,其中包括确定质量控制点、质量标准和质量检查方法等。
1.3 确定项目团队:项目团队的组建对项目的成功至关重要,必须确保团队成员具有适当的技能和经验。
二、设计阶段2.1 进行设计评审:在设计阶段,必须进行设计评审,以确保设计方案符合客户需求和质量标准。
2.2 确保设计文档完整:设计文档的完整性对项目的后续实施和测试非常重要,必须确保设计文档包含所有必要信息。
2.3 进行设计验证:设计验证是验证设计方案是否符合项目需求和质量标准的过程,必须进行严格的验证工作。
三、实施阶段3.1 制定实施计划:在实施阶段,必须制定详细的实施计划,包括资源分配、时间表和实施步骤等。
3.2 进行实施检查:实施检查是确保实施过程符合质量标准的关键步骤,必须进行实施检查来及时发现和解决问题。
3.3 进行实施评估:实施评估是对实施过程进行总结和评估,以确定实施阶段的成功与否,并提出改进建议。
四、测试阶段4.1 制定测试计划:在测试阶段,必须制定详细的测试计划,包括测试范围、测试方法和测试工具等。
4.2 进行测试执行:测试执行是验证产品或服务是否符合质量标准的过程,必须进行全面的测试来确保产品或服务的质量。
4.3 进行测试报告:测试报告包括测试结果和问题反馈等信息,必须及时编写和提交测试报告,以便及时进行问题解决。
五、交付阶段5.1 确认交付物:在交付阶段,必须确认交付物是否符合客户需求和质量标准,必要时进行再次验证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公司
质量计划
INSPECTION&TEST PLAN
0
版本
说明
日期
编制
审核
批准
项目名称
产品名称
项目编号
产品编号
容器类别
图 号
设计压力
MPa
设计温度
℃
主体材料
壳体直径
mm
介质
试验压力
MPa
备注/Remarks:
1.控制点(H:停止点E:检查点 R:审查点 C:资料确认SE:抽查点NA:不需应用)
按NB/,100%PT,部门无缺陷I级合格。
H
5
划线开孔
按图纸方位、角度划线开孔,开孔处打磨光滑;
E
6
装配接管
开孔坡口、装配方位、接管高度、装配间隙符合工艺要求。
E
7
焊接
按WPS焊接,焊缝外观及尺寸合格。
E
8
管口方位、尺寸复核
符合图纸和GB150、JB/T4731-2005的规定
E
9
外观检验
符合图纸和GB150的规定
E
10
补强圈气密
按图样要求进行气密试验。
E
11
水压试验
水压试验压力MPa,水温≥5℃;符合《固容规》、GB150和图纸规定。
H
12
油漆
干膜厚度≥100μm
E
序号
工序项目
检验与验收要求
本厂
监检
备注
控制点
检验员/日期
监检类别
监检员/日期
13
保温
100mm的PU,密度>40Kg/m3
E
14
夹套组焊
按WPS焊接,焊缝外观及尺寸合格,符合工艺要求。
E
5
RT检测
100%RT,NB/Ⅲ级
H
6
抛光
内表面Ra≤ μm
E
序号
工序项目
检验与验收要求
本厂
监检
备注
控制点
检验员/日期
监检类别
监检员/日期
7
酸洗
按工序过程卡要求进行酸洗钝化。
E
8
PT检测
按NB/要求进行100%PT,内表面I级无缺陷合格。
H
四
筒节制造(含补强圈)
1
下料
1、标记移植检查;
2、下料尺寸、坡口尺寸符合图样和工艺要求。
E
8
PT检测
按NB/,100%PT,内表面I级无缺陷合格。
E
五
夹套制造
1
下料
1、标记移植检查;
2、下料尺寸、坡口尺寸符合图样和工艺
E
2
卷制成形
组对检查,错边量≤mm
E
3
焊接
按WPS焊接,焊缝外观及尺寸合格。
E
4
抛光
Ra≤μm
E
5
PT检测
按NB/,100%RT,表面无缺陷I级合格
H
序号
工序项目
检验与验收要求
E
2
卷制成形
组对检查,错边量≤mm
E
3
焊接检验
按WPS焊接,焊缝外观及尺寸合格。
E
4
筒节校圆
1、焊缝外观尺寸,符合GB150的要求;
2、不圆度、棱角度检验,不圆度≤1%Di、且≤25mm,棱角度≤δs/10+2mm、且≤5mm
E
5
RT检测
20%RT,NB/,Ⅲ级合格。
H
6
抛光
Ra≤ μm
E
7
酸洗
按工序过程卡要求进行酸洗钝化。
H
2
材料复验
核查材料复验报告,符合GB24511-2009要求。
R
3.
材料代用
出具材料代用单并审批。
R
三
封头制造
1
下料
1、标记移植检查;
2、下料尺寸、坡口尺寸符合图样和工艺
H
2
拼板
拼缝间隙≤mm、错边量≤mm坡口:mm
E
3
组焊
按WPS焊接,焊缝外观及尺寸合格。
E
4
压制成形
形状、尺寸检查,符合GB/T25198-2010及图纸要求。
本厂
监检
备注
控制点
检验员/日期
监检类别
监检员/日期
6
酸洗
外表面酸洗钝化
E
六
接管与法兰组对
1
接管下料
核对下料尺寸及表面质量。
2
组对接管法兰
尺寸符合图样要求
3
焊接
按WPS焊接,焊缝外观及尺寸合格。
七
总装
1
环缝组焊
按焊接工艺规程(WPS)
E
2
抛光
Ra≤ μm
E
3
RT检测
按NB/,20%RT,Ⅲ级合格
H
4
PT检测
R
2.无损检验(VT:目视检查DT:尺寸检查PT:渗透检查RT:射线探伤UT:超声波探伤)
R0004-2009《固定式压力容器安全技术监察规程》简称为《固容规》
《பைடு நூலகம்力容器》简称为GB150
序号
工序项目
检验与验收要求
本厂
监检
备注
控制点
检验员/日期
监检类别
监检员/日期
一
准备
1
图纸审查
《固容规》GB150
R
E
15
夹套试压
盛水试漏,水温≥5℃;符合《固容规》、GB150和图纸规定。
H
16
搅拌装配及试验
转速小于29r/min,运转正常,无剧烈震动,噪音符合图纸要求。
E
八
完工
17
完工检查
符合图纸规定和GB150。
E
18
喷砂/油漆
表面检查符合图样要求。
E
19
铭牌
符合《固容规》及GB150规定。
E
20
资料审核
质量证明文件符合《固容规》要求、需有监检证书。
2
设计变更
设计更改单或图样上有更改标识及签名。
E
3
工艺准备
工艺过程合理,合理设置质量控制点。
E
4
焊接工艺评定
NB/T47014-2011。
R
5
焊接工艺规程
(含返修)
设计图样、PQR、NB/T47015-2011。
R
6
焊工资质
施焊焊工需持有相应项目的资质。
E
二
材料检验(含外协、外购件检验)
1
入库检验
核对材料标记、材料质量证明书、材料外观、尺寸,符合GB24511-2009要求。