旋转编码器在S7-200的应用
S7-200高速计数器简单案例(2)
S7-200高速计数器简单案例(2)前面以几个较简单的程序案例学习了一下高速计数器的应用,那么今天就做几个稍微复杂一些的程序案例,提高一下对高速计数器的掌握程度和熟练应用。
1、用编码器测量电机转速与频率主程序:子程序:中断程序:以上的程序中,在主程序中,用I0.7的上升沿调用高速计数器初始化子程序,然后做一个高速计数器初始化的子程序,首先是定义控制字节,送16#F8到SMB37,定义为加计数更新当前值,这里没有写入初始值和预设值,定义的是高速计数器HSC0和HSC模式1,然后激活高速计数器,还做了高速计数器中断,我们设置定时中断0的时间间隔为100ms,因为SMB34的定时中断0为中断事件号10,我们建立中断程序0和中断事件10的中断连接,并全局允许中断。
然后再看一下中断程序,因为是100ms的定时中断,每100ms 执行一次中断程序。
我们就用100ms计算的脉冲个数,再乘以600化成1分钟的脉冲个数,再除于分辨率就是等于转速,程序中的500就是编码器的分辨率。
而对于编码器的频率的计算,我们有这样一个公式,频率/工频50Hz=转速/工频下的转速,所以频率=(转速/工频下的转速)*工频50Hz,这里我们先把双整数的转速转换成实数,再除以工频下的转速1488.0,再乘以工频50.0Hz,那么就得到了编码器的频率了。
2、用编码器测量机床位置,不论机床朝正方向移动或朝反方向移动,都能知道机床的当前位置,有一原点位置感应开关I0.7,当原点位置感应开关接通时,机床的当前位置为0。
假设编码器的分辨率为1024,丝杆的进给量即转1圈移动的位置为10,计算公式是当前值除以分辨率,再乘于进给量)主程序:子程序:以上的程序中,首先做一个高速计数器初始化的子程序,首先是定义控制字节,送16#F8到SMB37,定义为加计数更新当前值,这里没有写入初始值和预设值,定义的是高速计数器HSC0和HSC模式1,然后激活高速计数器。
s7-200步进电机控制s-200步进电机控制s7-200步进电机控制s7-200步进电机控制

PTOx_RUN子程序(运行轮廓)
• PTOx_RUN子程序(运行轮廓)命 令PLC执行存储于配置/轮廓表的 特定轮廓中的运动操作。开启EN位 会启用此子程序。在懲瓿蓲位发出 子程序执行已经完成的信号前,请 确定EN位保持开启。
• 现在比较常用的步进电机包括反应式步进电机(VR)、 永磁式步进电机(PM)、混合式步进电机(HB)和单相 式步进电机等。
• 电机固有步距角:
• 它表示控制系统每发一个步进脉冲信号,电机所 转动的角度。电机出厂时给出了一个步距角的值 。
• 如86BYG250A型电机给出的值为0.9°/1.8°(表 示半步工作时为0.9°、整步工作时为1.8°), 这个步距角可以称之为‘电机固有步距角’,它 不一定是电机实际工作时的真正步距角,真正的 步距角和驱动器有关。
• Error(错误)参数包含本子程序的结果。 如果PTO向导的HSC计数器功能已启用, C_Pos参数包含用脉冲数目表示的模块; 否则此数值始终为零。
编程
运行。 • 脉宽时间 = 0 占空比为0%:输出关闭。 • 周期 < 2个时间单位 周期的默认值为两个时间单
位。
• PTO操作
• PTO为指定的脉冲数和指定的周期提供方 波(50%占空比)输出。PTO可提供单脉冲 串或多脉冲串(使用脉冲轮廓)。您指定 脉冲数和周期(以微秒或毫秒递增)。
• 周期范围从10微秒至65,535微秒或从2毫秒 至65,535毫秒。
产生一个高速脉冲串或一个脉冲调制波形。 • Q0.0 • Q0.1
• 当Q0.0/Q0.1作为高速输出点使用时,其普 通输出点禁用,反之。
S7-200CN在数控飞锯中的应用

0 引言
自动 同 步 跟 踪 往 复 运 动 的 数 控 飞 锯 是 金 属 管 材 、型材 、棒 材 、卷 材 及木材 等连 续 生产 线 中进 行 在 线计 长定 尺并 剪切 的基 础 自动 化设 备 ,其包 括机 械 设备 和 电控设 备两 大部 分 。我们 知道 ,要精 确地 剪 切快 速运 动 中的管材 ,剪 切 工具必 须 与机组 的 运 动精 确协调 ,这就 需 要一 个高 动态性 能 的 闭环 控 制 系统 来控制 电机 。尤其 是在 机组 速度 变化 时 ,生 产 工艺 要求剪切 工具 必 须与机组 线 速度保 持 同步跟 踪
a meal a oar c d r x d o yn -a ’ b d f t e afco e — o y t t — n r t yen o e e nf ig s w s e o h h l ls d l p s sem. p i f l - o I n
teDFP C 一 dg -o t l g f igs wc nrly tm. eu e IME S c mmo L h ( L ) iic nr l y -a t se w s sSE N 1 t oi l n n o os o nP C
S7 2 0CN,h ma — a hn o t _0 u n m c ie p rTD2 0,d ie n p ca o t a dd sg e o e 0 r r d as e ilp r n e in df rh v a b t
f r r .Th yc n it e i b e t l n w— s a d r l t r .F h ar war o me s e s s r l l ,sabe a d l o a a o c t r wa e p a f m o h o or t e h d e
S7-200系列PLC编程器的高速计数器使用示例

S7-200系列PLC编程器的使用示例Siemens编程器S7-200系列用在中小型设备上的自动系统的控制单元,适用于各行各业,各种场合中的检测,监测及控制。
在这里,和大家一起来讨论S7-200几个使用方面的情况。
1.步进,伺服脉冲定位控制。
在设备的控制系统中,有关运动控制是很重要的,下面我们来看一看西门子S7-200系列PLC怎样来实现这个功能。
首先,确定使用哪个端口来发脉冲,如采用Q0.0发脉冲,则它的控制字为SMB67,脉冲同期为SMW68,脉冲个数存放在SMD72中,下面是控制字节的说明:Q0.0 Q0.1 控制字节说明SM67.0 SM77.0 PTO/PWM更新周期值 0=不更新,1=更新周期值SM67.1 SM77.1 PWM更新脉冲宽度值 0=不更新,1=脉冲宽度值SM67.2 SM77.2 PTO更新脉冲数 0=不更新,1=更新脉冲数SM67.3 SM77.3 PTO/PWM时间基准选择 0=1微秒值,1=1毫秒值SM67.4 SM77.4 PWM更新方法 0=异步更新,1=同步更新SM67.5 SM77.5 PTO操作 0=单段操作,1=多段操作SM67.6 SM77.6 PTO/PWM模式选择 0=选择PTO,1=选择PWMSM67.7 SM77.7 PTO/PWM允许 0=禁止PTO/PWM,1=允许这样根据以上表格,我们得出Q0.0控制字:SMB67为:10000101采用PTO输出,微妙级周期,发脉冲的周期(也就是频率)与脉冲个数都要重新输入。
10000101转化为16进制为85,有了控制字以后,我们来写这一段程序:根据上面这段程序,我们知道了控制字的使用,同时也知道步进电机的脉冲周期与冲个数的存放位置(对Q0.0来说是SMW68与SMD72)。
当然,VW100与VD102内的数据不同的话,步进电机的转速和转动圈数就不一样。
还有一点需要说明得是:M0.0导通---PLC捕捉到上升沿发动脉冲输出后,想停止的话,只须改变端口脉冲的控制字,再启动PLS即可,程序如下:2.高速计数功能。
S7-200与编码器之间的连接与程序?

STEP 7 - Micro/WIN 的标准库中不包含格雷码转换。
使用下载的附件可以转换成8位、16位和32位二进制数。
二进制码->格雷码(编码):从最右边一位起,依次将每一位与左边一位异或(XOR),作为对应格雷码该位的值,最左边一位不变(相当于左边是0);1100要将它变为格蕾码:第一位0与其左位异或结果为0第二位0与其左位异或结果为1第三位1与其左位异或结果为0第四位1保留结果为1因此最终结果为:1010,也就是原始的格蕾码。
101010100 111111110格雷码-〉二进制码(解码):从左边第二位起,将每位与左边一位解码后的值异或,作为该位解码后的值(最左边一位依然不变)1010要将它变为自然二进制:0 与第四位 1 进行异或结果为 1上面结果1与第三位0异或结果为 1上面结果1与第二位1异或结果为0上面结果0与第一位0异或结果为0因此最终结果为:1100,这就是二进制码即十进制12;编码器采用9个输入点编程:/service/answer/solution.asp?Q_id=39064&c id=1029多圈编码器如何控制距离的:/service/answer/solution.asp?Q_id=39099&c id=1029算出编码器码值之后如何控制距离:/service/answer/solution.asp?Q_id=39122&c id=1029先将格雷码转换成2进值码(用异或指令逐位计算),所得2进值数再用比较指令来控制输出电磁阀换向设编码器为8位,输入i0.0~i0.7,格雷码转换成2进值码程序:A I 0.7= M 0.7X M 0.7X I 0.6= M 0.6X M 0.6X I 0.5= M 0.5X M 0.5X I 0.4= M 0.4X M 0.4X I 0.3= M 0.3X M 0.3X I 0.2= M 0.2X M 0.2X I 0.1= M 0.1X M 0.1X I 0.0= M 0.0计算所得MB0即为格雷码对应的2进值码。
西门子S7-200 PLC接绝对型编码器问题
西门子S7-200 PLC接绝对型编码器问题 FAQ for Wiring Absolute Encoder to Siemens S7-200 PLC关键词S7-200 PLC ,绝对型编码器Key Words S7-200 PLC, Absolute encoderIA&DT&BT Service & Support Page 2-6目录问题1:S7-200 PLC可以连接绝对型编码器吗? (4)问题2:S7-200 PLC与绝对型编码器怎样接线? (4)问题3:怎样处理格雷码码值? (5)IA&DT&BT Service & Support Page 3-6问题1:S7-200 PLC可以连接绝对型编码器吗?解答:S7-200 PLC可以连接绝对型编码器,但应注意以下几点:(1)S7-200 PLC可连接并行输出的绝对型编码器。
串行输出、总线型输出、变送一体型输出等绝对型编码器需PLC具有相应的接口或组态能力,不能与西门子S7-200 PLC 直接连接。
(2)接入S7-200 PLC 的绝对型编码器信号输出最好是格雷码。
如是纯二进制码,在数据刷新时可能有多位变化,读数会在短时间里造成错码。
(3)绝对型编码器在每圈的每个位置都有唯一的编码,由于 PLC数据更新受程序扫描周期的影响,因此经PLC读取并换算后的编码器位置值相对于编码器当前位置值存在一定的误差。
(4)对绝对型编码器进行接线时,必须确保其与PLC输入点连接好。
如有个别连接不良点,该点电位始终是0,将会造成错码而无法判断。
问题2:S7-200 PLC与绝对型编码器怎样接线?解答:并行输出的绝对型编码器输出有多少位就要占用PLC的多少位接点,以S7-200 PLC CPU224 为例,如使用12位输出的单圈绝对型编码器(PNP集电极开路输出) ,需要占用CPU224的12位输入点。
绝对型编码器的12位信号输出线L0—L11依次接入CPU224 的I0.0—I0.7,I1.0—I1.3。
西门子S7-200在远程闸门控制系统中的应用
重、上下游水位及电气器件运行状态的信息。 保护功能: 判断电机过载、闸门上下越限、 电源供电异常、闸门失速/ 卡滞等,并对故障进 行实时处理。
2
系统硬件设计
提出解决方案,该系统闸门数量为 17 孔,加上 需改造的旧闸门 5 孔,总数达到 22 孔。而控制 中心距离最远的一孔闸门为 500m。实现这么大 数量的闸门的远程控制,工控机显然无法满足系 统稳定、工程难度低、施工费用少的要求。 在该工程设计中,利用 ProfiBus 现场总线 将 PLC 组网,由上位机来实现对闸门启闭机的 远程控制。并将闸门开度、坝前和坝后水位、闸 「荷重情况传送至上位机。由上位机根据现场 1 PLC 提供的信息对闸门运行状态进行监视,并 在故障发生时提供故障信息。本系统的核心控制
裹 1
电统设计
器件采用德国西门子公司的S7- 200,通讯总站
采用 S7- 300。未采用中继站的情况下,通讯能 力最远达到 1200m ,完全能够该工程的远程控制
需求。
总线电缆技术今傲
双纹线屏蔽电缆
0 . 64 m m
1
结构及功能
线径 回中电阻 ( 直流) 阴抗 (31. 25 千撼时) 每单位长度电容
构,由于方案中只存在 22 个从站,因此可将 22
孔闸门的 PLC 从站挂在 同一段 中,而无须加载 中继器。 ( DP 总线型结构中每个网段最大可挂
控制功能: 系统采用两种控制方式,即自 动 ( 即远方集中控制) 和手动控制。 监测功能: 系统 自动采集闸门位置、闸门荷
载 32 个从站, 且在无中继器的情沉下每个网段
第 2 期 (第 296 期)
[ 文章编号〕1009-2846 ( 2007) 02-0008-02
吉
S7-200SMARTPLC的运动控制向导

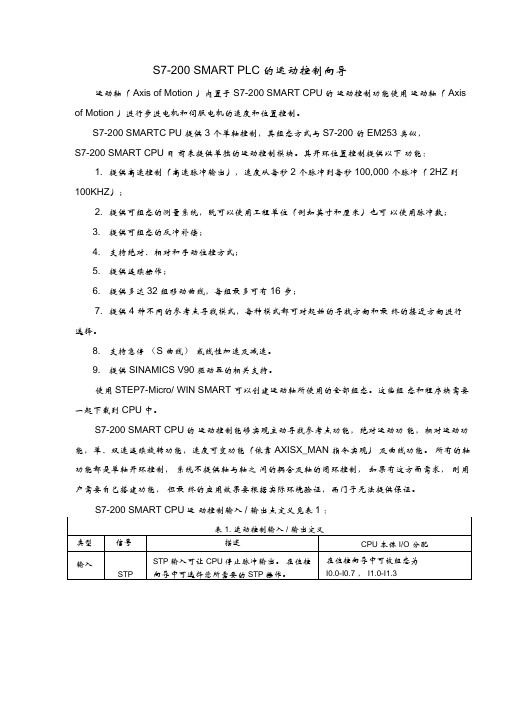
S7-200 SMART PLC的运动控制向导运动轴(Axis of Motion)内置于 S7-200 SMART CPU 的运动控制功能使用运动轴(Axis of Motion)进行步进电机和伺服电机的速度和位置控制。
S7-200 SMART CPU 提供3个单轴控制,其组态方式与S7-200的EM253类似,S7-200 SMART CPU 目前未提供单独的运动控制模块。
其开环位置控制提供以下功能:1.提供高速控制(高速脉冲输出),速度从每秒2个脉冲到每秒100,000个脉冲(2HZ到100KHZ);2.提供可组态的测量系统,既可以使用工程单位(例如英寸和厘米)也可以使用脉冲数;3.提供可组态的反冲补偿;4.支持绝对、相对和手动位控方式;5.提供连续操作;6.提供多达32组移动曲线,每组最多可有16步;7.提供4种不同的参考点寻找模式,每种模式都可对起始的寻找方向和最终的接近方向进行选择。
8.支持急停(S曲线)或线性加速及减速。
9.提供 SINAMICS V90驱动器的相关支持。
使用 STEP7-Micro/ WIN SMART 可以创建运动轴所使用的全部组态。
这些组态和程序块需要一起下载到CPU中。
S7-200 SMART CPU 的运动控制能够实现主动寻找参考点功能,绝对运动功能,相对运动功能,单、双速连续旋转功能,速度可变功能(依靠 AXISX_MAN 指令实现)及曲线功能。
所有的轴功能都是单轴开环控制,系统不提供轴与轴之间的耦合及轴的闭环控制,如果有这方面需求,则用户需要自己搭建功能,但最终的应用效果要根据实际环境验证,西门子无法提供保证。
S7-200 SMART CPU 运动控制输入/输出点定义见表 1:RPS RPS(参考点)输入可为绝对运动操作建立参考点或零点位置。
中的任意一个,但是同一个输入点不能被重复定义LMT+ LMT+和LMT-是运动位置的最大限制。
位控向导中可以组态LMT+和LMT-输入。
s7-200控制伺服电机总结
s7-200控制伺服电机总结S7-200PLC具有脉冲输出功能,在运动控制系统中,伺服电机和步进电机是很重要的精确定位装置,而控制伺服电机和步进电机需要使用脉冲输出。
S7-200系列PLC可以输出20--100KHz的脉冲。
使用PTO和PWM指令可以输出普通脉冲和脉宽调制输出。
通过smb66-75,smb166-175来控制Q0.0的输出,通过smb76-85,smb176-185来控制Q0.1的脉冲输出。
控制伺服电机伺服电机是运动控制中一个很重要的器件,通过它可以进行精确的位置控制。
它一般带有编码器,通过高速计数功能,中断功能和脉冲输出功能,构成一个闭环系统,来进行精确的位置控制。
PLC的脉冲输出由于PLC在进行高速输出时需要使用晶体管输出。
当将高速输出点作为普通输出而带电感性负载时,例如电磁阀,继电器线圈等,一定要注意,在负载端加保护,例如并联二极管等。
以保护输出点。
心得二:步进电机的控制方法我带队参加《2021年全国职业院校技能大赛自动线的安装与调试》项目,我院选手和其他院校的三位选手组成了天津代表队,我院选手所在队获得了《2021年全国职业院校技能大赛自动线的安装与调试》项目二等奖,为天津市代表队争得了荣誉,也为我院争得了荣誉。
以下是我这个作为教练参加大赛的心得二:步进电机的控制方法《2021年全国职业院校技能大赛自动线的安装与调试》项目的主要内容包括如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。
但其中最为重要的就是PLC方面的知识,而PLC中最重要就是组网和步进电机的位置控制。
一、 S7-200 PLC 的脉冲输出功能 1、概述S7-200 有两个置PTO/PWM 发生器,用以建立高速脉冲串(PTO)或脉宽调节(PWM)信号波形。
当组态一个输出为PTO 操作时,生成一个50%占空比脉冲串用于步进电机或伺服电机的速度和位置的开环控制。
基于S7—200SmartPLC伺服电机位置控制系统的应用

基于S7—200SmartPLC伺服电机位置控制系统的应用本文是基于西门子小型PLC S7-200 Smart,此款PLC是一种编程简单,控制方便的可编程控制器,它提供了多种方式用于位置控制。
本文将研究如何利用此款PLC实现对伺服电机运动位置较为精确的控制。
2控制系统简介本文伺服控制系统主要由交流伺服电机、编码器和伺服驱动器。
伺服控制系统的工作原理是伺服驱动器发送运动命令信号,驱动伺服电机运转,同时接收来自编码器的反馈信号,然后重新计算伺服电机运动位置,从而达到精确控制。
本系统采用西门子S7-200 Smart PLC作为控制模块,用于需要高速脉冲驱动伺服电机,采用晶体管输出型,故选用CPU ST40 DC/DC/DC型PLC。
伺服驱动器及伺服电机选用台达A2系列产品。
3系统硬件设计3.1 硬件接线图硬件接线图如下图所示;此硬件部分主要分为以下几部分:输入I/O信号,Smart ST40系列PLC、A2伺服驱动器、伺服电1/ 3机。
其中输入输出端子需要PLC PTO控制向导进行配置;同时在PLC的脉冲输出端需要接一个2K的电阻,主要用于降压限流,保护驱动器的输入信号。
3.2 PLC I/O分配表I/O分配表如表所示:Q0.0用于发送脉冲信号,控制电机的转速及定位位置;Q0.1用于接入伺服使能型号;Q0.2用于控制伺服电机的运转方向;I0.0接入左限位开关(LMT+),I0.1接入右限位开关(LMT-),I0.2接入参考点位置开关(RPS)。
3.3 伺服控制器参数设置3.4 PLC运动控制向导配置4系统程序设计4.1 PLC运动控制子程序简介根据3.4运动向导生成11个功能各不相同的运动控制子程序,为了减少程序占用的空间,按照程序设计需求灵活配置运动子程序;主要子程序介绍如下:4.2 PLC梯形图程序x4.3 案例程序设计5通過本文可以看到,西门子S7-200 Smart运动控制指令向导,简单方便的实现了对伺服电机的位置控制,本设计结构简单、2/ 3成本低、定位精准,为小型PLC与伺服控制系统在位置控制领域相结合提供了有益参考。
s7-200控制伺服电机总结

位装置,而控制伺服电机和步进电机需要使用脉冲输出。
S7-200系列PLC可以输出20--100KHz的脉冲。
使用PTO和PWM指令可以输出普通脉冲和脉宽调制输出。
通过smb66-75,smb166-175来控制Q0.0的输出,通过smb76-85,smb176-185来控制Q0.1的脉冲输出。
控制伺服电机伺服电机是运动控制中一个很重要的器件,通过它可以进行精确的位置控制。
它一般带有编码器,通过高速计数功能,中断功能和脉冲输出功能,构成一个闭环系统,来进行精确的位置控制。
PLC的脉冲输出由于PLC在进行高速输出时需要使用晶体管输出。
当将高速输出点作为普通输出而带电感性负载时,例如电磁阀,继电器线圈等,一定要注意,在负载端加保护,例如并联二极管等。
以保护输出点。
心得二:步进电机的控制方法我带队参加《2008年全国职业院校技能大赛自动线的安装与调试》项目,我院选手和其他院校的三位选手组成了天津代表队,我院选手所在队获得了《2008年全国职业院校技能大赛自动线的安装与调试》项目二等奖,为天津市代表队争得了荣誉,也为我院争得了荣誉。
以下是我这个作为教练参加大赛的心得二:步进电机的控制方法《2008年全国职业院校技能大赛自动线的安装与调试》项目的主要内容包括如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。
但其中最为重要的就是PLC方面的知识,而PLC中最重要就是组网和步进电机的位置控制。
一、 S7-200 PLC 的脉冲输出功能1、概述S7-200 有两个置PTO/PWM 发生器,用以建立高速脉冲串(PTO)或脉宽调节(PWM)信号波形。
当组态一个输出为PTO 操作时,生成一个50%占空比脉冲串用于步进电机或伺服电机的速度和位置的开环控制。
置PTO 功能提供了脉冲串输出,脉冲周期和数量可由用户控制。
但应用程序必须通过PLC内置I/O 提供方向和限位控制。
S7-200 SMART PLC的运动控制向导

S7-200 SMART PLC的运动控制向导运动轴(Axis of Motion)内置于S7-200 SMART CPU 的运动控制功能使用运动轴(Axis of Motion)进行步进电机和伺服电机的速度和位置控制。
S7-200 SMART CPU 提供3个单轴控制,其组态方式与S7-200的EM253类似,S7-200 SMART CPU 目前未提供单独的运动控制模块。
其开环位置控制提供以下功能:1.提供高速控制(高速脉冲输出),速度从每秒2个脉冲到每秒100,000个脉冲(2HZ到100KHZ);2.提供可组态的测量系统,既可以使用工程单位(例如英寸和厘米)也可以使用脉冲数;3.提供可组态的反冲补偿;4.支持绝对、相对和手动位控方式;5.提供连续操作;6.提供多达32组移动曲线,每组最多可有16步;7.提供4种不同的参考点寻找模式,每种模式都可对起始的寻找方向和最终的接近方向进行选择。
8.支持急停(S曲线)或线性加速及减速。
9.提供SINAMICS V90驱动器的相关支持。
使用STEP7-Micro/ WIN SMART 可以创建运动轴所使用的全部组态。
这些组态和程序块需要一起下载到CPU中。
S7-200 SMART CPU 的运动控制能够实现主动寻找参考点功能,绝对运动功能,相对运动功能,单、双速连续旋转功能,速度可变功能(依靠AXISX_MAN指令实现)及曲线功能。
所有的轴功能都是单轴开环控制,系统不提供轴与轴之间的耦合及轴的闭环控制,如果有这方面需求,则用户需要自己搭建功能,但最终的应用效果要根据实际环境验证,西门子无法提供保证。
S7-200 SMART CPU 运动控制输入/输出点定义见表1:向输出或者A/B相输出,则P1被分配到Q0.3,但此时Axis2将不能使用。
组态 Axis of Motion :Micro/WIN SMART 提供了运动控制向导,可生成组态/曲线表和位控指令。
S7-200高速计数器的学习解析

载入
载入
载入
载入
16#DB
是
PWM
同步
1 μ S/循环
载入
载入
经过整理,我们得到上表
高速输出指令
例题
一台步进电机,每200个脉冲旋转一圈,我们需 要它在按下I0.0后旋转20圈,速度为1圈/秒。做 出设计实现功能!
项目分析: 本项目使用步进电机,对于脉冲宽度没有要求,而对于 发出的脉冲数有要求,采用的脉冲为PTO模式发送。发 送数量为200*20=4000个脉冲。速度为1圈/S,那么脉冲 的周期应当为1000/200=5ms。 PLC选型: CPU222 DC/DC/DC
HSC0 SM37. 0 HSC1 SM47. 0 HSC2 SM57. 0 HSC3 HSC4 SM147. 0 HSC5 说明 复原现用水平控制位:0=复原现用水平高1=复原现用 水平低
SM47. 1
SM37. 2 SM37. 3 SM37. 4 SM37. 5 SM37. 6 SM37. 7 SM47. 2 SM47. 3 SM47. 4 SM47. 5 SM47. 6 SM47. 7
孙丰浩
本章已完成
谢谢
高速输出前言
脉冲周期
PKW宽度
高速输出关联特殊寄存器
Q0.0 SM66.4 SM66.5 SM66.6 SM66.7
Q0.1 SM76.4 SM76.5 SM76.6 SM76.7 PTO轮廓由于计算错误异常中止 PTO轮廓由于用户命令异常中止 PTO管线溢出/下溢 PTO空闲
状态位 0 = 无错: 0 = 无错: 0 = 无溢出; 0 = 进行中; 1 = 异常中止 1 = 异常中止 1 = 溢出/下溢 1 = PTO空闲
S7_200SMARTPLC的运动控制向导
S7-200 SMART PLC的运动控制向导运动轴(Axis of Motion )内置于S7-200 SMART CPU的运动控制功能使用运动轴(Axis of Motion )进行步进电机和伺服电机的速度和位置控制。
S7-200 SMARTC PU 提供3 个单轴控制,其组态方式与S7-200 的EM253类似,S7-200 SMART CPU目前未提供单独的运动控制模块。
其开环位置控制提供以下功能:1. 提供高速控制(高速脉冲输出),速度从每秒2 个脉冲到每秒100,000 个脉冲(2HZ到100KHZ);2. 提供可组态的测量系统,既可以使用工程单位(例如英寸和厘米)也可以使用脉冲数;3. 提供可组态的反冲补偿;4. 支持绝对、相对和手动位控方式;5. 提供连续操作;6. 提供多达32 组移动曲线,每组最多可有16 步;7. 提供4 种不同的参考点寻找模式,每种模式都可对起始的寻找方向和最终的接近方向进行选择。
8. 支持急停(S 曲线)或线性加速及减速。
9. 提供SINAMICS V90驱动器的相关支持。
使用STEP7-Micro/ WIN SMART 可以创建运动轴所使用的全部组态。
这些组态和程序块需要一起下载到CPU中。
S7-200 SMART CPU的运动控制能够实现主动寻找参考点功能,绝对运动功能,相对运动功能,单、双速连续旋转功能,速度可变功能(依靠AXISX_MAN 指令实现)及曲线功能。
所有的轴功能都是单轴开环控制,系统不提供轴与轴之间的耦合及轴的闭环控制,如果有这方面需求,则用户需要自己搭建功能,但最终的应用效果要根据实际环境验证,西门子无法提供保证。
S7-200 SMART CPU运动控制输入/ 输出点定义见表1 :* 如果Axis1 组态为脉冲加方向,则P1分配到Q0.7。
如果Axis1 组态为双向输出或者A/B 相输出,则P1 被分配到Q0.3,但此时Axis2 将不能使用。
利用PLC与旋转编码器测量纵剪带钢长度的方法
利用PLC与旋转编码器测量纵剪带钢长度的方法介绍了利用可编程控制器的高速计数功能和人机界面、旋转编码器结合测量长度的一种方法。
该方法投资少、应用前景好。
一般来说,高速计数器被用作驱动鼓型计时器设备,该设备有一个安装了旋转式编码器的轴以一定的速度转动。
旋转式编码器每圈提供一个确定的计数值和一个复位脉冲。
来自旋转编码器的时钟和复位脉冲作为高速计数器的输入。
高速计数器装入一组预置值中的第一个值,当前计数值小于当前预置值时,希望的输出有效。
标签:长度测量;可编程控制器;人机界面;旋转编码器;高速计数器Method of PLC﹠Rotary Encoder Measurement Longitudinal Shearing Strip LengthSU Xue-ling(Baosteel Group,BayiSteel Co .,Ltd.,Metal Products Co .,Ltd.,Urumchi,830022)【Abstract】Introduces a method of measuring the length. the use of PLC high-speed count function in combination with man-machine interface and rotary encoder . Although this method is less investment,it have a good application prospect. Generally speaking,the high speed counter timer is used for driving drum type counter timer equipment,it was installed the device has a rotary encoder shaft rotates at a certain speed. Rotary encoder provides a certain meter value and a reset pulse each lap. The clock and reset pulse from rotary encoder pulse as a high-speed counter input. High speed counter load the first preset values in a set of values,the current count value is less than the preset value,the hope output effectively.【Key Words】length measurement;programmable logic controller ;man-machine interface;rotary encoder;high-speed counter1.前言目前,对机械设备的电气控制普遍采用可编程序控制器(PLC)作为控制核心。
编码器在西门子S7-200系列PLC应用实例(测量长度及直径)
西门子PLC如何与旋转编码器连接PLC程序:LD SM0.1CALL SBR_0NETWORK 1 // 子程序0开始// 配置HSC1LD SM0.1 // 首次扫描时MOVB 16#F8 SMB47 // 配置HSC1:// - 启用计数器// - 写入新当前值// - 写入新预设值// - 将初始方向设为向上计数// - 选择现用水平高的起始和复原输入// - 选择4x模式HDEF 1 11 // 将HSC1配置为正交模式,// 具有复原和起始输入功能MOVD +0 SMD48 // 清除HSC1的当前值MOVD +50 SMD52 // 将HSC1预设值设为50ATCH INT_0 13 // HSC1当前值= 预设值(事件13)// 附加在中断例行程序INT_0上ENI // 全局中断启用HSC 1 // 程序HSC1NETWORK 1 // 中断0开始LD SM0.0MOVD +0 SMD48 // 清除HSC1的当前值MOVB 16#C0 SMB47 // 选择仅写入一个新当前值,// 使HSC1保持启用状态HSC 1 // 程序HSC1##############这个要看触摸屏接口是什么,有usb接口的,有485或者232串口的。
给你提供几个:USB-PPI USB接口的西门子PLC S7-200编程电缆,带指示灯,对应西门子产品:6ES7 901-3DB30-0XA0 ,通信距离达2公里,电缆长度为3米USB-PPI+ 隔离型USB 接口的S7-200PLC 编程电缆,带指示灯,对应西门子产品:6ES7 901-3DB30-0XA0,通信距离达2公里,电缆长度3米PC-PPI RS232 接口的西门子S7-200PLC 编程电缆,RS232/PPI 接口,对应西门子产品号:6ES7 901-3CB30-0XA0电缆长度为2米(一次20条)PC-PPI RS232 接口的西门子S7-200PLC 编程电缆,RS232/PPI 接口,对应西门子产品号:6ES7 901-3CB30-0XA0电缆长度为3米6ES7901-3DB30-OXAO 隔离型USB接口的西门子S7-200PLC多主站PPI编程电缆,直接使用STEP7 MicroWIN 软件中的USB接口,无需安装驱动程序,支持PPI 、多主站PPI、高级PPI协议,支持187.5Kbps高速通信,100%同西门子6ES7 901-3DB30-0XA0 ,3米,带通信指示灯。
一种高速计数器计数失效故障的解决方法

一种高速计数器计数失效故障的解决方法文章以西门子S7200 PLC为例,讲述了在应用高速计数器对旋转编码器脉冲进行计数时,出现的故障及其排除方法。
标签:旋转编码器;高速计数;故障引言旋转编码器安装于电机减速机旋转轴上,PLC对旋转编码器发出的脉冲进行计数,可以实现定位、定长距离运行功能。
1 应用情形在一个应用中,链条的两端连着夹盘和配重,升降电机通过链条带动夹盘上升和下降。
升降电机正转,夹盘上升;升降电机反转,夹盘下降。
升降电机带抱闸。
夹盘可停止在行程内的任一高度,完成各层产品的码垛。
升降电机减速机的轴上安装一个旋转编码器,PLC通过高速计数器对旋转编码器发出的脉冲进行计数,自动计算夹盘的当前高度。
操作台上有急停、暂停按钮。
(1)急停按钮(一个NC急停按钮):按下急停按钮后直接使变频器断电、接触器线圈失电、PLC 失电。
(2)暂停按钮(一个NC急停按钮):按下暂停按钮后,PLC不失电,程序使所有的输出复位,所有设备停止动作,恢复按钮后,设备接着暂停时的状态继续运行。
2 硬件选型PLC:西门子CPU 226 CN、触摸屏:步科MT4414T、旋转编码器:欧姆龙E6B2-CWZ5B 1000P 2M、分辨率:1000、输出相:A、B、Z相、输出相位差:A相、B相的位相差90±45℃(1/4±1/8T)、输出方式:PNP集电极开路输出、最高响应频率:50kHz。
不选用单相编码器的原因:从升降电机的抱闸动作到机械抱死有一定的时间延迟,夹盘的重量加上夹盘里产品的重量,会导致夹盘往下遛。
停止升降电机反转输出后,夹盘还会冲下去一点,然后被抱闸抱死停住;停止升降电机正转输出后,夹盘由于惯性会再上冲一点然后由于重力作用再掉下来一点,然后被抱闸抱死停住。
因此,停止升降电机输出瞬间的高度并不是夹盘最后真实高度,这就需要PLC做额外处理。
使用单相的编码器来计算夹盘的当前高度不容易准确:停止升降电机正转输出后,不管夹盘由于惯性上冲还是因重力下遛,单相旋转编码器的脉冲数都是增加的,那么停止升降电机正转输出后到底下遛多少距离,PLC无法判定,这就会造成误差,升降动作有几个来回后,误差积累起来,就会使控制越来越不精准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
运行工作方式,机器大概情况,
机器共18个工位,每个工位为一个机器过程,一个工件为5米(误差1CM)要求用2000线的轴式旋转编码器通过PLC协调控制完成每个工件。
每个工位都有一个人,1个绿启动按钮。
一个绿灯,1个红色急停按钮,1个红灯。
当1号工人按1号启动按钮后1号指示灯亮,2号工人按2号启动按钮后2号指示灯亮,直到第18个工人都按启动按钮后18灯全亮,机器开始运转,自动运转到5米后停止。
绿灯全灭(记米自动复位)等待18个工人下一次继续给18个运行信号后运行。
(红色按钮为紧急停车按钮:当工件工作到一半时紧急停车,手动不复位情况下,8个工人动启动后机器可继续当前的米数运转。
手动复位则重新开始)
当18个工人无论哪个工人按红色按钮时机器立即停机(此时红色指示灯全亮,红色按钮释放后指示灯全灭)机器再次启动需18个工人都给启动信号才能运行。
18个红色按钮共用PLC一个点。
如果点富裕的话18个红按钮分为3组,一组6个共用一个点,用3个点实现这个功能。
变频器运行过程,当给变频器运行信号时变频器缓慢启动逐渐加速到高速,指定记米到达时变频器缓慢减速到低速运行,记米到达后变频器立即停止刹车,18个工位如果少几个工位的把那几个工位短接,要不影响工作。
程序分为3部分,主程序,指示灯输出,初始化。
初始化中有两个中断程序,分别为当前值=设定值时中断以及复位时产生的中断。
高速计数器HDEF的通道是HSC0,意思为编码器的A、B相接I0.0、I0.1,复位接在I0.2。
事件号是10,意思是选择A/B正交计数器。
中断ATCH的事件号12代表当前值=设定值时中断。
事件号28代表HSC0当I0.2高电平时产生中断。
主程序:
变频器变速,HC0为通道0的当前值。
子程序:
指示灯:都一样不全部举例了。
中断程序0 设定值=当前值产生中断
中断程序1 I0.2复位产生中断
SM37的值的含义可查看帮助。
中断程序的EVNT的含义也可查看帮助。