2016年西门子杯全国大学生工业自动化挑战赛
全国大学生西门子杯工业自动化挑战赛工程设计文件

图 1 理想速度曲线 在系统的制动段,既要对减速度进行必要的控制,以保证舒适感,又要严格地按电梯运 行的速度和距离的关系来控制,以保证平层的精度。在系统的转速降至 120r/min 之前,为了 使两者得到兼顾,采取以加速度对时间控制为主,同时根据在每一制动距离上实际转速与理 论转速的偏差来修正加速度给定曲线的方法。 电梯的运行是通过轿厢和楼层的输入信号及行程信号进行控制的。系统接收输入信号后 输出一个信号来对电梯进行运行控制。由于输入信号是随机的,所以控制系统采用随机逻辑 控制。当系统接收一个输入信号后,以逻辑控制为基础,根据电梯的运行状态对不同的输入 信号做出相应的反应来控制电梯的下一步运行。 3、系统安全分析 目前电梯控制主要由 PLC(可编程逻辑控制器)实现,现代的电梯控制除了需要满足基 本的载客运货功能,还需要在保证安全的前提下,自动地、智能地制定最优的响应策略、运 行速度等。而近来网络上接二连三出现的电梯故障致人死亡的事故,更把人们的目光聚集在 了电梯的安全问题上。 电梯安全系统一般由机械安全装置和电气安全装置两大部分组成,但是机械安全装置往 往也需要电气方面的配合的联锁,才能保证电梯安全运行。梯的安全性除了在结构的合理性、 可靠性,电气控制和拖动的可靠性方面充分考虑外,还针对各种可能发生的危险,设置专门 的安全装置。 1)防超越行程的保护 为防止电梯由于控制方面的故障,轿厢超越顶层或底层端站继续运行,必须设置保护装 置以防止发生严重的后果和结构损坏。防止越程的保护装置一般是由设在井道内上下端站附 近的强迫换速开关、限位开关和极限开关组成。防止越程的保护装置只能防止在运行中控制 故障造成的越程,若是由于曳引绳打滑、制动器失效或制动力不足造成轿厢越程,该保护装 置无能为力。 2)防超载运行保护
障情况下,制定相应的安全策略。具体地,应包含但不限于如下功能: 1)超载保护 轿厢载荷超过设定值时,电梯不响应沿途的层站召唤,按登记的轿内指令行使。电梯超
西门子杯中国智能制造挑战赛

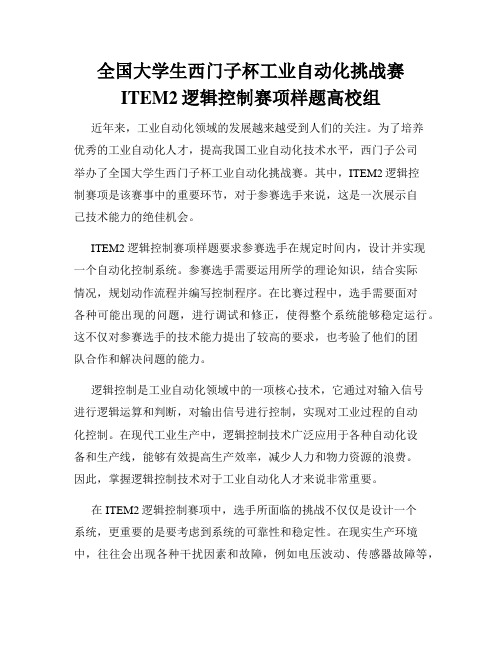
2017年“西门子杯”中国智能制造挑战赛(原全国大学生工业自动化挑战赛)逻辑控制设计开发赛项决赛赛题一、被控对象描述1.对象模型电梯三维模型主要包括:电梯整体(包括轿厢、电机、限位开关,等)、各个楼层按钮(上下行呼梯按钮及指示灯,等)、电梯内部设备(轿厢开关门按钮、轿厢选层按钮及指示灯,等),等等。
电梯模型采用六部十层结构,其外形及示意图如下所示:imjlbfce十位个位图1:电梯模型外形示意图图2:七段数码管图3:电梯模型原理示意图图4:交流双速电梯拖动系统.....相连,实施自动控制。
2.设计参数3.IO变量及相对地址列表(见附录)二、任务要求及评分细则1.任务要求针对电梯控制,参赛队需完成:1)控制方案的实施及调试。
包含PLC硬件组态及控制程序实施,WINCC监控画面组态及实施,PLC与WINCC之间的通信连接,以及系统调试、投运。
2)实现电梯的自动控制,及时响应不同楼层的客户召唤请求。
包括电梯启停、平层、开关门、故障提示及上下限位保护等。
2.评分细则★说明:当自动评分成绩相同时,群控指标1-5项作为参考指标进行比较,用以确定名次的先后顺序。
这五项指标,其评价优先级按照从高到低的顺序依次是:乘客平均候梯时间 > 乘客长时间候梯率 > 乘客平均乘梯时间 > 电梯运行总距离 > 系统启停总次数。
▼扣分项说明:当实现该功能时,得分为0分;当该功能未实现或实现有误时,得分为负分。
附录:电梯仿真对象IO列表PLC输入变量:PLC输出变量:。
最新全国大学生西门子杯工业自动化挑战赛工程设计文件资料

4)运行保护
为安全起见,在门区外,系统设定不能开门。
在非检修状态,电梯运行过程中,如果连续运行了运行时间限制器规定的时间后,其中没有平层开关动作过,系统就认为检测到钢丝绳打滑故障,所以就停止轿厢的一切运行,直到断电复位或转到检修状态时,才能恢复正常运行。
3)错误指令消除
当电梯到达最远层站将要反向时,原来所有后方登记的指令全部消除。连按2次错误指令的按钮,该等级的信号就被取消。
4)开门延时/关门保护
无司机运行时,电梯到站自动开门后,延时若干时间自动关门。在关门过程中,当安装在轿厢门口的光电信号或机械保护装置探测到有人或物体在此区域时,立即重新开门。
5)待载休眠
2015年全国大学生西门子杯工业自动化挑战赛工程设计文件
ITEM2逻辑控制赛项
参赛队伍名称:
参赛学校名称:
2015年6月28日
一、方案设计依据、范围及相关标准
1、方案设计依据
(1)全国大学生西门子杯工业自动化挑战赛逻辑控制赛项高校组初赛赛题及初赛细则;
(2)六层电梯逻辑控制仿真及设备用户手册等;
(3)SIMATIC S7-1200使用手册及产品目录。
图1理想速度曲线
在系统的制动段,既要对减速度进行必要的控制,以保证舒适感,又要严格地按电梯运行的速度和距离的关系来控制,以保证平层的精度。在系统的转速降至120r/min之前,为了使两者得到兼顾,采取以加速度对时间控制为主,同时根据在每一制动距离上实际转速与理论转速的偏差来修正加速度给定曲线的方法。
2、方案设计范围
本逻辑控制功能包括:六层电梯的单部电梯基本功能(集选控制、开关门控制、错误指令消除、开门延时/关门保护、待载休眠),单部电梯运行(异常)状态监测(超载保护、终端越程保护、开关门保护、运行保护),集群电梯的群控实现等。并在SIMATIC S7-1200 PLC上完成控制算法组态及SIMATIC WINCC上完成监控环境组态,建立PLC和WINCC之间的通讯连接。
工业通信网络赛项
2016年全国大学生西门子杯工业自动化挑战赛
工程设计文件
ITEM6 工业网络赛项(试)
参赛队伍名称:XXXXXXXX
参赛学校名称:XXXXXXXX
年月日
一、方案设计依据(如相关知识、标准、工具、方法等)
二、系统分析(包括厂区布局分析、通信需求分析等)
三、网络结构设计(设计网络结构图并说明设计理由)
四、系统设备选型(交换机、无线接入点、无线客户端、控制器等的选型,说明所选设备与网络功能实现的对应关系)
五、工程实施方案(网络结构实施方案、网络功能实现步骤、通信验证方法等)。
西门子杯全国大学生过程控制仿真挑战赛设计方案第I页
西门子杯全国大学生过程控制仿真挑战赛设计方案第I页西门子杯全国大学生过程控制仿真挑战赛设计方案第I页西门子杯全国大学生过程控制仿真挑战赛1 被控对象工艺流程概述............................................................................ .. (1)2 系统设计............................................................................ .. (3)2.1 DCS系统概述............................................................................ (3)2.2 系统软件安装设置............................................................................ .. (3)2.3 硬件结构及网络层次............................................................................ . (4)3 控制方案设计............................................................................ (6)3.1 进料流量控制方案............................................................................ .. (6)3.1.1 比值控制系统特点............................................................................ .. (6)3.1.2 比值控制系统主动量的选择............................................................................ .63.1.2 进料流量的变比值控制方案............................................................................ .63.1.4 控制器规律的选择............................................................................ .. (9)3.1.5 比值控制系统中控制器正、反作用的选择 (9)3.2 反应器料位控制方案............................................................................ .. (10)3.2.1 串级控制系统的特点............................................................................ .. (10)3.2.2 反应器料位串级控制系统............................................................................ (10)3.2.3 串级控制系统中主、副控制器规律的选择 (11)3.2.4 串级控制系统中主、副控制器正、反作用的选择 (12)3.3 反应温度及升温速率控制方案............................................................................ .123.3.1 模糊分程控制方案............................................................................ (12)3.3.2 模糊控制系统的参数设计............................................................................ (15)3.3.4 具有压力补偿的反应釜温度控制 (15)3.4 反应器压力安全控制及联锁保护 (17)3.5 反应器组分控制............................................................................ . (18)3.6 开车步骤顺序控制............................................................................ (19)4 结论............................................................................ . (21)附录............................................................................ .. (22)基于PCS7的带搅拌釜式反应器系统的控制方案的带搅拌釜式反应器系统的控制方案1 被控对象工艺流程概述被控对象工艺流程概述所选被控对象为过程工业常见的带搅拌釜式反应器(CSTR)系统,属于连续反应过程。
2016辽宁普通高校本科生西门子杯中国智能制造挑战赛学生获奖名单年

杨杰夫、邱云飞、杨荣杰 张康、曲传馥、耿浩 王建美、包伟驰、沈岩 李泊岑、罗俊 贾泓运、毛伟、祝梦强 唐世勇、潘信桂 杨凡、赵鹏飞、王松 陈向明 张童、黄程侃、韩丰泽 卢煜杰、邱士茂、刘迪 罗成涛、秦颖展 木仁、朱亮、宋佳宇 钱堃、赵恩蒙 林佰凤 向广兴 程岩、孙洪博 杨鑫、黄书阳、刘焕鑫 宋振鹏 杨晨、马辛六、许鹤腾 刘奕葶 陈聖达、程凯、倪旭祥 王鹏飞、胡家龙 马旭东、高阳、蔡平星 苏倡、袁英芝
1
33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56
沈阳建筑大学 大连海洋大学 沈阳工学院 沈阳工学院 沈阳大学 大连民族大学 辽宁石油化工大学 沈阳城市建设学院 沈阳建筑大学 沈阳工学院 沈阳建筑大学 大连民族大学 大连民族大学 沈阳建筑大学 大连工业大学 辽宁大学 沈阳城市建设学院 沈阳工学院 沈阳工学院 沈阳建筑大学 大连东软信息学院 沈阳建筑大学 沈阳大学 鞍山师范学院
பைடு நூலகம்
ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM3运动控制赛项 ITEM3运动控制赛项 ITEM1过程控制赛项 ITEM1过程控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM2逻辑控制赛项 ITEM3运动控制赛项
2
附件1:
2016年辽宁省普通高等学校本科大学生“西门子杯”中国智能制造挑 战赛学生获奖名单
XX大学生科技创新竞赛类别认定管理办法
XX大学生学科与技能竞赛类别认定管理办法(2016年制定)为进一步发挥大学生学科与技能竞赛活动在学校人才培养中的重要作用,充分调动全校师生参与学科竞赛的积极性和主动性,实现大学生学科与技能竞赛管理工作科学化、规范化、制度化。
根据我校实际,突出学科与技能竞赛的“高水平化、动态调整、分类奖励”三大原则,特制定本办法。
一、学科与技能竞赛的类别设置与遴选范围本办法将学科与技能竞赛分为Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ类五个类别,相应的遴选范围如下:1. Ⅰ类:联合国教科文组织或其他国际学术团体组织的在某学科具有重要影响力的国际性高水平学科与技能竞赛以及由国家部委及其所属司、局行政主管部门主办的国家级高水平学科与技能竞赛。
2. Ⅱ类:国家部委及其所属司、局各指导委员会、行业部门、社会团体、行业协会、企事业单位主办的全国范围的竞赛以及与前者水平相当的较高水平学科与技能竞赛。
3. Ⅲ类:省级政府及其各厅、局、委行政主管部门主办的竞赛以及与前者水平相当的学科与技能竞赛。
Ⅰ类、Ⅱ类赛事的省级或区域赛事对应问题?4. Ⅳ类:省级各厅、局、委指导委员会、行业部门、社会团体、行业协会、企事业单位主办的全省范围的学科与技能竞赛。
5.Ⅴ类:学校发文组织的学科与技能竞赛(即校级竞赛)。
校内竞赛设置一般要求对接相应的省市、国家级竞赛。
页脚内容1二、学科与技能竞赛类别库的设置校学科与技能竞赛组委会(以下简称组委会)依据学科与技能竞赛的遴选范围并结合学科与技能竞赛的影响力、学校学科专业布局对Ⅳ类及以上的竞赛进行认定,并建立《XX学科与技能竞赛类别库》(以下简称类别库)。
1. 《类别库》每两年根据学科与技能竞赛的开展情况予以调整和更新。
2. Ⅰ类和Ⅱ类竞赛原则上由组委会直接认定入《类别库》,Ⅲ类和Ⅳ类通过“二级学院申报、专家评议、组委会认定”的程序入《类别库》。
3. 二级学院申报的拟入库竞赛的主题和内容应贴近本学院的学科和特色。
三、学科与技能竞赛类别的遴选程序1.各二级学院填写《XX学科与技能竞赛类别认定表》,并提供相关支撑材料上报组委会办公室(教务处实践教学科)。
自动化学院参赛师生全力备战“西门子杯”全国大学生工业自动化挑战赛
[7] 刘宇峰 , 夏海华 , 孙建华 , 等. 西 藏灵 菇乳 对肿 瘤 的 抑制 作 用 [ J ] . 畜牧兽医科技信息 , 2 0 0 5 , 1 0( 6 ) : 5 6— 5 7 .
[8] 李丽秋 , 王 春敏 . 宋淑贤. 西 藏 灵 菇 奶 对 抗 生 素 相 关 性 腹 泻 小 鼠肠 道 菌 群 的 调 整 作 用 [ J ] .中 国 微 生 态 学 杂 志 , 2 0 0 4 ,
2 1 ( 3 ): 1 8 0 —1 8 1 , 1 8 5 .
l 2 1 3 1 4
( 责任编 辑
柴
智)
・
简讯 ・ 自动 化 学 院 参 赛师 生全 力 备 战“ 西 门子 杯 "
全 国 大 学 生 工 业 自 动 化 挑 战 赛
北京 联合 大学 自动化 学 院 自从 2 0 1 3年 4月 1 9 日组 织召开 2 0 1 3年 “ 西 门子 杯 ” 全 国大 学生 工业 自
3 6
北 京 联 合 大学 学 报
2 0 3年 7月
[ 参考 文献 ]
张 列兵 , 程 涛 .开 菲尔 的 营养 特 性 及 保 健 作 用 [ J ] .中 国乳 品工 业 , 1 9 9 7 , 2 5 ( 3 ) : 3 6— 3 8 . 虎 砚颖 , 黄 艾 祥 .开 菲 尔 的保 健 功 能及 其 加 工 工 艺 [ J ] .中 国食 物 与 营 养 , 2 0 0 7 , 1 8 ( 4 ) : 4 5— 4 6 刘宇峰 , 王金英 , 曲晓军. 西藏灵菇菌的菌相菌学的研究 [ J ] . 中 国乳 品工 业 , 2 0 0 5 , 9 ( 3 3 ) : 3 5— 3 9 . 周剑忠. 藏灵菇 微生物 分子 生态分 析及微囊 化发 酵剂 的研究 [ D / O L ] . 2 0 0 5—1 2—0 1 [ 2 0 1 1—1 0一 O 1 ]h t t p : / / w w w .
北京联合大学学生在“西门子杯”工业自动化挑战赛全国总决赛中获佳绩
北京联合大学学生在“西门子杯”工业自动化挑战赛全国总决赛中获佳绩佚名【摘要】2012年8月,在2012年全国大学生“西门子杯”工业自动化挑战赛全国总决赛中,北京联合大学“联大梦之队”技压群雄,在工程应用型竞赛组中,不仅以总分第一的成绩获得一等奖,而且获得“最佳实施奖”和“最佳抗扰奖”。
北京联合大学“德鑫研”队在设计开发型竞赛组中,与东北大学、北京理工大学、中国石油大学等重点高校的参赛队同场竞技,最后荣获二等奖。
【期刊名称】《北京联合大学学报(自然科学版)》【年(卷),期】2012(026)004【总页数】1页(P4-4)【关键词】北京联合大学;工业自动化;西门子;大学生;北京理工大学;中国石油大学;东北大学;应用型【正文语种】中文【中图分类】TP2782012年8月,在2012年全国大学生“西门子杯”工业自动化挑战赛全国总决赛中,北京联合大学“联大梦之队”技压群雄,在工程应用型竞赛组中,不仅以总分第一的成绩获得一等奖,而且获得“最佳实施奖”和“最佳抗扰奖”。
北京联合大学“德鑫研”队在设计开发型竞赛组中,与东北大学、北京理工大学、中国石油大学等重点高校的参赛队同场竞技,最后荣获二等奖。
本次比赛由校教务处统一组织参赛,北京联合大学共有来自机电学院和自动化学院的6个参赛队参加了本次比赛。
自动化学院派出了4个队,由李红星教授领队,李媛、张益农、苏秀丽、钱琳琳、任俊杰老师参与指导;机电学院派出了2个代表队,由王淑芳、刘长青老师指导,他们在暑假期间为参赛学生进行了培训和训练。
通过参与这一赛事,充分展示了北京联合大学人才培养质量的提升和联大学子的风采,不仅给赛事主办者以及参赛院校留下了深刻印象,学生的专业素质更是得到了评判专家的高度赞许。
该项赛事是由教育部高等学校自动化专业教学指导分委员会、西门子(中国)有限公司和中国系统仿真学会联合主办,面向全国自动化、机电一体化相关专业大学生的一项创新性科技活动。
本项大赛是教育部认可的大学生竞赛活动之一,得到了教育部质量工程的资助。
全国大学生西门子杯工业自动化挑战赛ITEM2逻辑控制赛项样题高校组
全国大学生西门子杯工业自动化挑战赛ITEM2逻辑控制赛项样题高校组近年来,工业自动化领域的发展越来越受到人们的关注。
为了培养优秀的工业自动化人才,提高我国工业自动化技术水平,西门子公司举办了全国大学生西门子杯工业自动化挑战赛。
其中,ITEM2逻辑控制赛项是该赛事中的重要环节,对于参赛选手来说,这是一次展示自己技术能力的绝佳机会。
ITEM2逻辑控制赛项样题要求参赛选手在规定时间内,设计并实现一个自动化控制系统。
参赛选手需要运用所学的理论知识,结合实际情况,规划动作流程并编写控制程序。
在比赛过程中,选手需要面对各种可能出现的问题,进行调试和修正,使得整个系统能够稳定运行。
这不仅对参赛选手的技术能力提出了较高的要求,也考验了他们的团队合作和解决问题的能力。
逻辑控制是工业自动化领域中的一项核心技术,它通过对输入信号进行逻辑运算和判断,对输出信号进行控制,实现对工业过程的自动化控制。
在现代工业生产中,逻辑控制技术广泛应用于各种自动化设备和生产线,能够有效提高生产效率,减少人力和物力资源的浪费。
因此,掌握逻辑控制技术对于工业自动化人才来说非常重要。
在ITEM2逻辑控制赛项中,选手所面临的挑战不仅仅是设计一个系统,更重要的是要考虑到系统的可靠性和稳定性。
在现实生产环境中,往往会出现各种干扰因素和故障,例如电压波动、传感器故障等,这些都可能对系统的正常运行产生影响。
因此,选手需要在设计控制系统时充分考虑到这些问题,并采取相应的措施来保证系统的鲁棒性。
同时,选手在比赛中还需要具备一定的创新能力。
虽然赛题给出了明确的要求和指导,但选手也可以在此基础上进行改进和创新。
他们可以优化控制算法,提高系统的响应速度和精度;他们可以设计智能化的控制策略,使系统能够自动调整参数和适应不同的工况;他们还可以通过与其他团队的合作,共同解决问题和互相学习,推动自动化技术的发展。
总之,全国大学生西门子杯工业自动化挑战赛ITEM2逻辑控制赛项样题是对参赛选手技术能力和团队合作能力的全面考察。
全国大学生西门子杯工业自动化挑战赛ITEM逻辑控制赛项样题高校组

2016年全国大学生西门子杯工业自动化挑战赛ITEM2逻辑控制赛项【样题】电梯是宾馆、商店、住宅、多层厂房等高层建筑不可缺少的垂直方向的交通工具。
随着社会的发展,建筑物规模越来越大,楼层越来越多,对电梯的调速精度、调速范围等静态和动态特性提出了更高的要求。
目前电梯控制主要由PLC(可编程逻辑控制器)实现,除了需要满足基本的载客运货功能,还需要在保证安全的前提下,自动地、智能地制定最优的响应策略、运行速度等。
本赛项以电梯行业为背景,要求参赛选手按照现实工程项目的实施流程来完成对电梯的控制。
具体地,比赛以西门子S7-1200系列PLC为控制系统,电梯仿真模型为被控对象,从项目前期方案文档、项目工程/程序开发及项目现场执行调试三方面进行考察,不仅能提高学生的逻辑思维能力,还可培养学生在较为复杂环境下,综合应用所学知识对控制科学与工程及相关领域现实问题进行分析、处理和解决,面对社会和环境的各种变迁具有较强的调节和适应能力,具有应对危机与突发事件的初步能力。
一、被控对象描述1.对象模型对象模型分为电梯模型与用户行为模型两项。
电梯三维模型主要包括:电梯整体(包括轿厢、电机、限位开关,等)、各个楼层按钮(上下行呼梯按钮及指示灯,等)、电梯内部设备(轿厢开关门按钮、轿厢选层按钮及指示灯,等),等等。
电梯模型采用多部多层结构,其外形及示意图如下所示:图1:电梯模型外形示意图图2:电梯模型原理示意图bfce图3:七段数码管电梯模型中各IO参数均可与PLC通过现场总线相连,实施自动控制。
用户行为模型指软件系统将模拟各楼层出现的用户数量以及每位用户对电梯的操作行为,如每一名用户按下期望到达的目标楼层按钮。
用户行为模型可以模拟现实情况下大量用户使用电梯时的具体用例,从而观察PLC所控制的电梯的行为是否符合要求。
2.设计参数二、控制系统配置被控对象通过PROFIBUS DP总线网络与控制系统进行通讯。
大赛所使用的控制器标准配置为SIMATIC S7-1200系列PLC★,以及西门子TIA Portal 软件系统。
十年西门子杯,承前启后,继往开来

2016年“西门子杯”中国智能制造挑战赛(原西门子杯全国大学生工业自动化挑战赛)总决赛暨十周年庆祝活动十年“西门子杯”,承前启后,继往开来由教育部高等学校自动化类专业教学指导委员会、西门子(中国)有限公司以及中国仿真学会联合主办的2016年“西门子杯”中国智能制造挑战赛(原西门子杯全国大学生工业自动化挑战赛)于8月17-21日在湖北宜昌三峡大学举行全国总决赛。
竞赛被列为2016年“中德青少年交流年”活动之一,受教育部资助。
今年5月,西门子公司与教育部签订新一轮《教育合作备忘录》,明确双方联合举办“西门子杯”中国智能制造挑战赛,作为工程人才培养活动之一,以期在中德合作框架下,面向“中国制造2025”国家战略培养创新型人才。
本次大赛自1月份开赛以来,共历时8个月的活动。
竞赛组委会共举办各类教师免费培训20场,资助全国48所院校自动化类专业学生组织校园学习小组,并组织6个线上学习群。
来自全国300所高校的2200支队伍近6600名学生参加了预赛,通过10个分赛区的激烈选拔,共有300支队伍900余名选手脱颖而出进入决赛挺进宜昌。
从2006年首届比赛以来,大赛至今已经第十届了。
赛项以自动化类相关专业为核心,紧跟制造业技术和时代发展的步伐,面向工程人才的培养与选拔。
目前已经拥有两大类六个赛项,分别是针对应用型工程人才(逻辑控制、过程控制、运动控制及工业网络赛项)、研发型工程人才(工业硬件研发赛项)以及创业型工程人才(工程创新赛项)的竞技与培养。
图:竞赛赛项结构图教育部高等学校自动化类专业教学指导委员会主任委员周东华教授、西门子(中国)有限公司工业销售副总裁兼华中大应用型工程师ApplicationEngineers研发型工程师 R&D Engineers 应用类赛项区总经理农克强以及中国仿真学会教育工作委员会主任委员张贝克分别代表主办方参加了总决赛闭幕式。
“未来,大赛依托中德合作和中欧工程教育平台,将以更大的规模和更国际化的影响力开启下一个十年的发展,源源不断地为中国制造业的未来注入新的活力。
2016年全国大学生西门子杯工业自动化挑战赛ITEM3运动控制赛项样题

2016年西门子杯全国大学生工业自动化挑战赛ITEM3运动控制赛项样题一、赛项介绍运动控制赛项主要面向自动化、机电一体化、装备制造等专业方向的参赛选手,着重于参赛选手运动控制系统方面能力的培养。
本赛项通过实际使用运动控制设备完成规定控制任务并结合现场答辩的方式,来着重考察参赛选手对运动控制系统理论知识的掌握程度和灵活运用的能力,以及对于典型运动控制系统实际调试的熟练程度。
本赛项所采用的运动控制器为实际生产中广泛采用的西门子SIMA TIC 315T控制器,驱动部分则采用了通用性强、性能出众的SINAMICS S120系列驱动产品。
这两者的结合使用,可轻松满足运动控制系统对响应速度、定位精度、同步精度等方面内容的要求。
本赛项分为初赛和决赛两个环节。
其中,初赛环节采用完成不同规定任务的方式进行比赛,该环节着重考查参赛选手运动控制系统的基本调试能力。
决赛环节控制对象为一经过抽象后的实际生产设备,控制方案需要参赛选手根据控制要求自行设计,该环节要求选手不仅仅具备驱动器的调试能力,还需要具备一定的方案设计和控制程序编写能力。
决赛环节还设置了笔试环节和方案答辩环节,在这两个环节中,会对参赛选手的运动及控制理论基础知识及其系统分析和程序设计的思路进行考查,从而更好的反映出参赛选手的综合素质。
二、运动控制系统描述1. 设备组成运动控制系统主要由电气箱(运动控制器、控制单元、整流单元、电机模块、变压器、手操盒等)与被控对象(伺服电机、减速箱、同心圆盘对象包、物料卷绕对象包)组成。
2. 设备清单2.1 控制系统设备清单:2.2调试软件及硬件:STEP 7 V5.5可编程控制器调试软件S7-Technology V4.2 T系列可编程控制器调试软件STARTER运动控制器调试软件WinCC Advacnced v13或更高版本人机界面组态软件调试用计算机、通讯电缆与测量仪器2.3 对象模型清单:带刻度圆盘大、小各一个圆盘用同步带两根铝质安装背板物料卷绕对象包3. 对象模型描述对象模型- 同心圆盘共一大一小两个圆盘,各由一部电机驱动。
西门子杯全国大学生过程控制 仿真挑战赛

张贝克中国系统仿真学会理事内容•大赛简介•比赛设备简介•挑战赛题目主办单位•中国系统仿真学会主办•中国自动化学会专家咨询委员会、中国自动化学会ASEA办公室协办•西门子(中国)有限公司自动化与驱动集团自动化系统部、北京化工大学承办宗旨与目的•创新性能力的培养•对工程技术的重视•强调协作精神•理论联系实际指导委员会•吴启迪教育部副部长•李伯虎院士•戴汝为院士•孙优贤院士•何维克教授•郭广生教授专家组•组长:孙柏林•副组长:马正午、萧德云、朱群雄•成员:金以慧、邵惠鹤、吴连伟、吴惕华、龚至豪、潘立登、顾幸生组委会•主任:吴重光、马正午、安晓杰•成员:吴云洁、张贝克、沈伟、元娜、王琪参赛对象•每个参赛学校组成一个参赛队,每队由一名领队(教师)和三名学生组成。
所有全日制在校本科生、研究生都有资格参加。
•领队负责对方案设计和实施进行指导。
但是,所有软、硬件工作必须由学生完成。
比赛日程•竞赛筹备阶段(今—6/30)报名与前期培训。
•竞赛实施阶段–初赛阶段(6/8--7/31)针对题目进行控制方案的设计,撰写工程文档以电子版提交。
–初赛评估阶段(8/1—8/10)由专家组评出10支优胜队,进入决赛。
–决赛阶段(8/18—8/23)赴北京化工大学参加夏令营,在工业级高精度仿真环境下基于PCS7实施控制方案。
初赛细则设计方案必须包括:•提供控制方案的P&ID图。
控制方案包括控制器、被控变量、控制变量、控制阀等的选择。
•系统配置图,包括软件安装、硬件结构及网络层次设计。
•以IEC标准语言,以CFC、SFC或SCL语言描述控制算法,必要时可加框图描述。
初赛细则具体要求:•每个参赛队只能提交一套控制方案•必须有方案的详细说明及理由•字数不限。
方案评分标准:•方案的可行性,即该方案能不能在现实工业环境下实施。
•方案的合理性,即是否满足工业生产经济、安全等方面的要求,在保证安全的前提下达到经济效益最大化。
•方案的新颖性,在上述两个指标的基础上,鼓励创新。
自动化赛事

自动化专业可以参加的赛事1、全国大学生“飞思卡尔”杯智能汽车竞赛简介:全国大学生“飞思卡尔”杯智能汽车竞赛起源于韩国,是韩国汉阳大学汽车控制实验室在飞思卡尔半导体公司资助下举办的以HCS12单片机为核心的大学生课外科技竞赛。
组委会提供一个标准的汽车模型、直流电机和可充电式电池,参赛队伍要制作一个能够自主识别路径的智能车,在专门设计的跑道上自动识别道路行驶,最快跑完全程而没有冲出跑道并且技术报告评分较高为获胜者。
其设计内容涵盖了控制、模式识别、传感技术、汽车电子、电气、计算机、机械、能源等多个学科的知识,对学生的知识融合和实践动手能力的培养,具有良好的推动作用。
承办学校及全国总决赛特等奖学校第一届(2006年):承办:清华大学特等奖:清华大学第二届(2007年):承办:上海交通大学特等奖:上海交通大学第三届(2008年):承办:东北大学摄像头组冠、亚、季军:东北大学、北京科技大学、上海交通大学光电组冠、亚、季军:武汉科技大学、北京科技大学、东北大学第四届(2009年):承办:北京科技大学摄像头组冠、亚、季军:北京科技大学、上海交通大学、上海大学光电组冠、亚、季军:北京科技大学、清华大学、杭州电子科技大学第五届(2010年):承办:杭州电子科技大学摄像头组冠、亚、季军:北京科技大学、杭州电子科技大学信息工程学院、南京师范大学光电组冠、亚、季军:杭州电子科技大学、杭州电子科技大学信息工程学院、乐山师范学院电磁组冠、亚、季军:广东技术师范学院、清华大学、杭州电子科技大学第六届(2011年):承办:西北工业大学摄像头组冠、亚、季军:湖南大学、北京科技大学、山东大学光电组冠、亚、季军:西北工业大学、电子科技大学、乐山师范学院电磁组冠、亚、季军:杭州电子科技大学、北京科技大学、西北工业大学第七届(2012年):承办:南京师范大学摄像头组冠、亚、季军:北京科技大学、常熟理工学院、电子科技大学光电组冠、亚、季军:北京科技大学、山东大学、乐山师范学院电磁组冠、亚、季军:中南民族大学、浙江大学、华中科技大学第八届(2013年):承办:哈尔滨工业大学摄像头组冠、亚、季军:北京科技大学、武汉科技大学、西安交通大学光电组冠、亚、季军:北京科技大学、厦门大学、厦门大学嘉庚学院电磁组冠、亚、季军:电子科技大学、北京科技大学、东北大学秦皇岛分校2、大学生iCAN物联网创新创业大赛中国大学生iCAN物联网创新创业大赛,是教育部计算机教学指导委员会、全球华人微纳米分子系统学会联合主办的一项全国性物联网技术的年度创新赛事,是教育部质量工程支持项目之一,同时也是国际大学生物联网创新创业大赛(International Contest of Applications in Network of Things,简称iCAN)的中国选拔赛。
2018年“西门子杯”中国智能制造挑战赛(原全国大学生工业自动化挑战赛)连续过程设计开发赛项-样题

2018年“西门子杯”中国智能制造挑战赛(原全国大学生工业自动化挑战赛)连续过程设计开发赛项【样题】本样题是为了让参赛队伍了解2018年连续过程设计开发赛项的工艺对象及控制要求。
参赛队伍根据本样题的要求进行开车步骤、仪表及控制系统的初步设计。
在仿真对象发布后,具体物性参数、工艺参数、设备参数将给出,再进行详细设计,并提供上机练习调试。
在完成基本控制设计的基础上,提倡从先进控制、生产优化、节能、安全等多角度进行方案设计与实施。
在正式比赛时,将得到一份正式赛题。
正式赛题与样题在物性参数、工艺参数、设备参数、对象特性、控制要求、评分考查点及扰动类型等方面会有10-30%的差异。
一、工艺描述某反应工艺过程如下图所示:该放热反应过程在催化剂C的作用下,原料A与原料B反应生成主产物D和副产物E,反应方程式如下:主反应: 2A + B —> D副反应: A + B —> E其中,主生成物D是所需产品,副生成物E是杂质,主、副反应均为强放热反应。
为了获得较高的反应转化率,采用原料A过量的工艺。
正常工况下工艺过程如下:原料A与原料B分别由原料A进料泵、原料B进料泵输送进入混合罐V101(立式圆罐)内混合,混合物料经预热器E101升温后,进入放热反应器R101进行反应,反应所需的催化剂C,由催化剂C 输送泵P103从反应器顶部加入。
在反应过程中,反应放热强烈,因此反应器R101采用夹套式水冷却。
反应转化率与反应温度、停留时间、反应物料浓度及混合配比有关,反应体系气相压力对温度敏感,在冷却失效产生的高温条件下,过高的气相压力使反应器有爆炸的风险。
在反应器顶部设一路抑制剂,当反应压力过高危及安全时,通入抑制剂F,使催化剂C迅速中毒失活,从而中止反应。
冷却水吸收反应器的放热量形成热水,热水通往E101预热器对进料进行预热,以回收一部分热量,多余的热水通往公用工程。
反应器R101底部出口生成物含有产品D、杂质E,催化剂C、以及未反应的原料A和少量原料B,为了回收原料A,在反应器下游设置闪蒸罐V102,将混合生成物(D+E+C+A+B)中过量的原料A分离提纯。
XX大学生科技创新竞赛类别认定管理办法
XX大学生学科与技能竞赛类别认定管理办法(2016年制定)为进一步发挥大学生学科与技能竞赛活动在学校人才培养中的重要作用,充分调动全校师生参与学科竞赛的积极性和主动性,实现大学生学科与技能竞赛管理工作科学化、规范化、制度化。
根据我校实际,突出学科与技能竞赛的“高水平化、动态调整、分类奖励”三大原则,特制定本办法。
一、学科与技能竞赛的类别设置与遴选范围本办法将学科与技能竞赛分为Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ类五个类别,相应的遴选范围如下:1.Ⅰ类:联合国教科文组织或其他国际学术团体组织的在某学科具有重要影响力的国际性高水平学科与技能竞赛以及由国家部委及其所属司、局行政主管部门主办的国家级高水平学科与技能竞赛。
2. Ⅱ类:国家部委及其所属司、局各指导委员会、行业部门、社会团体、行业协会、企事业单位主办的全国范围的竞赛以及与前者水平相当的较高水平学科与技能竞赛。
3.Ⅲ类:省级政府及其各厅、局、委行政主管部门主办的竞赛以及与前者水平相当的学科与技能竞赛。
Ⅰ类、Ⅱ类赛事的省级或区域赛事对应问题?4. Ⅳ类:省级各厅、局、委指导委员会、行业部门、社会团体、行业协会、企事业单位主办的全省范围的学科与技能竞赛。
5.Ⅴ类:学校发文组织的学科与技能竞赛(即校级竞赛)。
校内竞赛设置一般要求对接相应的省市、国家级竞赛。
二、学科与技能竞赛类别库的设置校学科与技能竞赛组委会(以下简称组委会)依据学科与技能竞赛的遴选范围并结合学科与技能竞赛的影响力、学校学科专业布局对Ⅳ类及以上的竞赛进行认定,并建立《XX学科与技能竞赛类别库》(以下简称类别库)。
1. 《类别库》每两年根据学科与技能竞赛的开展情况予以调整和更新。
2.Ⅰ类和Ⅱ类竞赛原则上由组委会直接认定入《类别库》,Ⅲ类和Ⅳ类通过“二级学院申报、专家评议、组委会认定”的程序入《类别库》。
3. 二级学院申报的拟入库竞赛的主题和内容应贴近本学院的学科和特色。
三、学科与技能竞赛类别的遴选程序1.各二级学院填写《XX学科与技能竞赛类别认定表》,并提供相关支撑材料上报组委会办公室(教务处实践教学科)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2016年西门子杯全国大学生工业自动化挑战赛
设计开发型赛项高校组初赛赛题
赛题——锅炉控制。
要求根据所提供的工艺对象,通过分析其对象动态特性,设计系统控制方案,现场实施并投入运行。
一、被控对象描述
1. 工艺流程
赛题的被控对象是流程工业领域常见的自然循环锅炉。
锅炉是用于生产蒸汽的装置,生产的蒸汽用于发电和提供热能。
去大气
软化水经给水泵P1101泵出,分成两路,一路给水去减温器E1101,与过热蒸汽换热,然后与另一路给水混合进入省煤器E1102。
去减温器E1101的锅炉给水用于调整过热蒸汽的温度,同时也对锅炉给水进行预热。
正常工况时,大部分锅炉给水直接流向省煤器,小部分锅炉给水流向减温器。
省煤器E1102由多段
盘管组成,燃料燃烧产生的高温烟气自上而下通过管间,与管内的锅炉给水换热,回收烟气中的余热,并使锅炉给水进一步预热。
被烟气加热成饱和水的锅炉给水全部进入汽包V1102,再经过对流管束和下降管进入锅炉水冷壁,吸收炉膛辐射热在水冷壁里变成汽水混合物,然后返回汽包V1102进行汽水分离。
锅炉汽包为卧式圆筒形承压容器,内部装有给水分布槽、汽水分离器等。
汽水分离是汽包的重要作用之一,汽包V1102顶部设放空阀XV1104,分离出的饱和蒸汽再次进入炉膛F1101进行汽相升温,成为过热蒸汽。
出炉膛的过热蒸汽进入减温器E1101壳程,进行温度微调并为锅炉给水预热,最后以工艺所要求的过热蒸汽压力、过热蒸汽温度输送给下游生产过程。
过热蒸汽出口管线上设开关阀XV1105。
燃料经由燃料泵P1102泵入炉膛F1101的燃烧器,空气经变频鼓风机K1101送入燃烧器。
燃料与空气在燃烧器混合燃烧,产生热量使锅炉水汽化。
燃烧产生的烟气带有大量余热,对省煤器E1102中的锅炉给水进行预热。
烟气经由烟道,靠烟囱的抽力抽出,通入大气。
锅炉的典型控制包括:
(1)燃烧控制,需要控制燃料和空气的配比,以达到充分燃烧;
(2)给水控制,需要与蒸汽产量匹配,以控制锅炉汽包内水的储量;
(3)过热蒸汽出口压力控制,要求能够根据负荷的变化控制蒸汽压力;
(4)过热蒸汽出口温度控制,需要根据工艺要求精确控制蒸汽温度。
2. 开车步骤
(1)启动前检查所有的阀门、泵、鼓风机均处于关闭状态。
(2)打开汽包顶部放空阀XV1104。
(3)启动给水泵P1101,确保锅炉上水管线畅通,使给水流量达到最小流量要求。
(4)建立汽包水位,使其维持在50%左右。
(5)确保烟道畅通,启动鼓风机K1101。
(6)启动燃料泵P1102,确保燃料管线畅通,为锅炉点火。
(7)当汽包压力达到1.5MPa左右时,关闭汽包顶部放空阀XV1104。
(8)打开过热蒸汽出口管线开关阀XV1105,确保过热蒸汽出口管线畅通,使过热蒸汽出口温度和压力继续上升。
(9)当过热蒸汽出口温度、过热蒸汽出口压力均维持在工艺要求范围内时,提升负荷。
锅炉正常运行时,确保过热蒸汽出口温度、出口压力和出口流量均维持在工艺要求范围内。
同时,确保锅炉处在安全、稳定的生产工况。
二、控制任务
1. 满足生产指标的考虑
在过热蒸汽出口流量稳定的前提下,保证过热蒸汽出口压力和出口温度维持在工艺要求范围之内。
所有操作要保证有序进行,工况要保持全程稳定,并要充分考虑生产过程中可能出现的异常工况。
2. 满足节能指标的考虑
出于对效能、环境等因素的考虑,要求在控制系统设计和实施中对燃料用量等能耗指标予以充分考虑。
3. 满足生产安全的考虑
在控制系统的设计要确保锅炉生产安全。
4. 贴近真实工业现场的要求
从生产单元冷态起,手动开车,按照开车步骤依次将控制回路投用,保证开车稳步进行,保证系统无扰投运。
三、比赛要求
大赛以一个实用的控制工程项目为背景,大赛组委会作为甲方发布工程项目的控制需求,各参赛队伍以乙方身份,根据甲方对于安全、稳定、绿色生产的要求,完成工程方案设计,并进入现场实施工程项目。
大赛将综合考察参赛选手的系统分析能力、系统设计能力和系统实施能力。
参赛选手在理解被控对象的基础上,完成:
1. 工程方案设计
参赛队伍向大赛组委会提交工程方案设计文件后方可参加初赛。
工程方案设计主要内容包括:
(1)系统分析(包括控制需求分析、对象特性分析、工艺流程分析、系统安全要求等)。
(2)基础控制系统及开车顺序控制系统的设计(包括控制回路、控制算法、被控变量、操纵变量、控制规律、阀门特性、顺序逻辑、安全保障等功能设计,并说明设计理由)。
(3)安全系统的设计(包括声光报警、安全联锁、紧急停车、安全仪表等功能设计,并说明设计理由)。
(4)系统设备选择(包括控制器、测量变送装置、执行机构,DCS规模、IO模块配置、仪表盘、控制柜、配电装置等)与系统连接,用工程语言进行明确阐述。
(5)工程方案实施(包括控制方案组态及仿真测试、监控环境组态、监控系统操作说明、响应曲线及性能分析等)。
(6)经济效益分析。
工程设计文件模板参见附件1 《2016年西门子杯全国大学生工业自动化挑战赛设计开发型赛项高校组工程设计文件》。
2. 工程现场实施
工程现场实施包括以下4部分内容:
(1)系统连接——完成集散控制系统与锅炉之间的信号连接。
(2)控制组态——在SIMATIC PCS7上完成DCS应用组态,包括控制算法组态和监控界面组态。
(3)系统调试——完成控制系统调试、投运,包括控制器的参数整定。
(4)系统交工验收——向甲方提交已实施的方案,接受甲方对系统性能的评估。
参赛队伍按照控制任务要求,控制系统平稳投运后,大赛组委会组织现场评判,评判标准参见《2016年西门子杯全国大学生工业自动化挑战赛设计开发型赛项高校组初赛评分规则》。
四、其他
1. 赛题无标准答案,鼓励各参赛队在满足赛题基本要求的前提下创新。
2. 大赛过程中发现赛题存在技术问题时,经专家组讨论,提出适当的弥补措施。
3. 各参赛队对赛题有技术疑问时,在不影响公开、公正、公平原则的基础上,大赛组委会秘书处负责解释。
4. 赛题公布之前,任何人不能以任何方式泄露本文件的内容。