异常报警一览表
ASDA-A2异警一览表
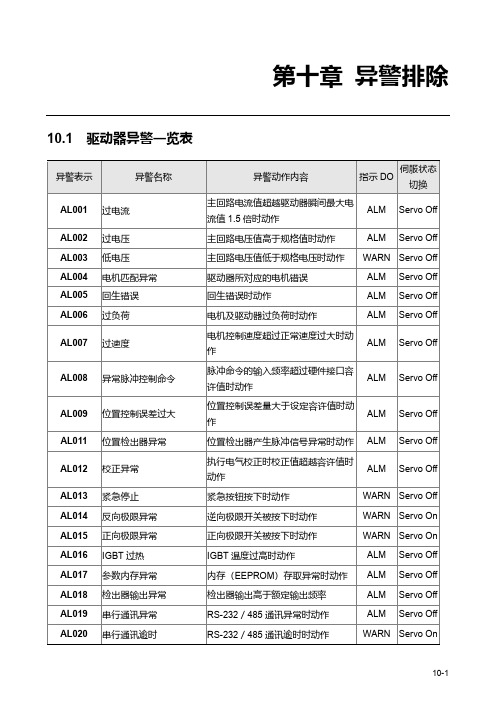
第十章异警排除10.1 驱动器异警一览表第十章异警排除 ASDA-A2系列第十章异警排除 ASDA-A2系列第十章异警排除 ASDA-A2系列第十章异警排除 ASDA-A2系列10.2 CANopen通讯异警一览表第十章异警排除 ASDA-A2系列第十章异警排除 ASDA-A2系列10.3 运动控制异警一览表第十章异警排除 ASDA-A2系列第十章异警排除 ASDA-A2系列注:若出现与以上驱动器异警一览表、CANopen通讯讯异警一览表和运动控制异警一览表内不同的异警信息时,请与当地经销商或技术人员联系。
第十章异警排除 ASDA-A2系列10.4 异警原因与处置异警表示AL001:过电流AL002:过电压AL003:低电压AL004:电机匹配错误AL005:回生错误AL006:过负荷AL007:过速度AL008:异常脉冲控制命令AL009:位置控制误差过大AL011:位置检出器异常AL012:校正异常AL013:紧急停止AL014:反向运转极限异常AL015:正向运转极限异常AL016:IGBT过热AL017:内存异常AL018:检出器输出异常AL019:串行通讯异常AL020:串行通讯逾时AL022:主回路电源异常AL023:预先过负载警告AL024:编码器初始磁场错误AL026:编码器内部数据可靠度错误AL027:编码器内部重置错误AL028:编码器高电压错误或编码器内部错误AL029:格雷码错误AL030:电机碰撞错误AL031:电机U, V, W 接线错误侦测AL034:编码器内部通讯异常AL035:编码器温度超过保护上限AL040:全闭环位置控制误差过大AL041:光学尺断线AL042:模拟速度电压输入过高AL044:驱动器功能使用率警告AL045:电子齿轮比设定错误AL060:绝对位置遗失AL061:编码器低电压错误AL062:绝对型位置圈数溢位AL067:编码器温度警告AL068:绝对型数据I/O传输错误AL069:电机型式错误AL06A:未建立绝对型原点坐标AL070:编码器处置未完成警告AL072:编码器过速度AL073:编码器内存错误AL074:编码器single-turn错误AL075:编码器绝对圈数错误AL077:编码器内部错误AL079:编码器参数设置AL07A:编码器Z相位置遗失AL07B:编码器内存忙碌AL07C:转速超过200 rpm时下达清除绝对位置命令AL07D:当出现AL07C后,如果没有解除AL07C重新上电,会停止电机动作AL07E:编码器清除程序错误AL083:电流侦测范围异常AL085:回生异常AL086:输入电压过高AL095:回生电阻断线AL099:DSP韧体升级AL111:CANopen SDO接收溢位AL112:CANopen PDO接收溢位AL121:CANopen PDO存取时,Index错误:CANopen PDO存取时,Sub-Index错误AL123:CANopen PDO存取时,数据Size错误AL124:CANopen PDO存取时,数据范围错误AL125:CANopen PDO对象是只读,不可写入AL126:CANopen PDO对象,不允许PDOAL127:CANopen PDO对象,Servo On时,不允许写入AL128:CANopen PDO对象,由EEPROM读取时错误AL129:CANopen PDO对象,写入EEPROM时错误AL130:CANopen PDO对象,EEPROM的地址超过限制CRC计算错误AL132:CANopen PDO对象,写入密码错误AL170:CANopen Heartbeat或NodeGuarding错误NodeGuarding错误AL186:Bus offAL201:CANopen 数据初始错误AL207:PR命令Type 8来源参数群组超出范围:PR命令Type 8来源参数群组超出范围AL213~ AL217:PR程序写入参数错误AL231:PR命令Type 8来源监视项目超出范围10-31AL235:PR命令溢位10-32AL237:分度坐标未定义AL245:PR定位超时AL249:PR定位超时AL283:软件正向极限10-33AL285:软件负向极限AL289:位置计数器溢位AL291:Servo OFF异常同步失效10-34AL302:CANopen同步信号太快AL303:CANopen同步信号超时AL304:CANopen IP命令失效AL305:SYNC Period错误AL35F:紧急停止(减速过程中)10-35AL380:位置偏移警报AL3CF:紧急停止AL3F1:通讯型绝对位置命令错误10-36AL400:分度坐标错误AL401:Servo On 时收到NMT Reset命令AL404:PR特殊滤波器设定过大AL500:STO功能被启动AL501:STO_A lost (信号遗失或错误)AL502:STO_B lost (信号遗失或错误)10-37AL503:STO_errorAL555:系统故障10-3810.5发生异常后解决异警的方法10-3910-40第十章异警排除 ASDA-A2系列10-41第十章异警排除 ASDA-A2系列10-42。
台达伺服报警一览表

台达伺服报警一览表在工业自动化领域,台达伺服系统因其出色的性能和稳定性而备受青睐。
然而,在使用过程中,可能会遇到各种报警情况。
了解这些报警信息对于及时排除故障、保障设备正常运行至关重要。
下面为您详细介绍台达伺服的常见报警。
首先是“AL001 过电流”报警。
当驱动器侦测到输出电流超过硬件保护值时,就会触发此报警。
造成过电流的原因可能有多种,比如电机短路、驱动器硬件故障、电机负载突然增大等。
解决方法通常包括检查电机和线缆是否短路、减轻电机负载、更换驱动器等。
“AL002 过电压”报警也是较为常见的一种。
电源电压过高或者驱动器内部的再生能量无法及时消耗,都可能导致过电压报警。
这时,需要检查输入电源电压是否稳定在规定范围内,合理调整加减速时间以减少再生能量的产生,必要时安装外置再生电阻来消耗多余能量。
“AL003 低电压”报警则表明电源输入电压低于驱动器的正常工作范围。
可能是电源故障、线路接触不良或者供电不足等原因引起。
解决措施包括检查电源线路、确保输入电压符合要求、修复或更换电源设备。
“AL004 电机匹配异常”报警一般是由于驱动器和电机的参数不匹配导致的。
比如电机型号设置错误、编码器参数不正确等。
需要重新确认电机型号和参数,并在驱动器中进行正确的设置。
“AL005 回生异常”报警通常与再生电阻相关。
可能是再生电阻未连接、阻值不正确或者再生电阻过热等原因。
解决办法是检查再生电阻的连接情况,确保其阻值符合要求,并检查散热条件。
“AL006 过载”报警意味着电机负载超过了驱动器的额定负载能力。
可能是机械部件卡住、负载过重或者电机选型不当等原因。
此时需要检查机械传动部分是否正常,减轻负载,或者更换更大功率的电机和驱动器。
“AL007 速度偏差过大”报警表示电机实际运行速度与设定速度偏差超过允许范围。
这可能是由于速度指令异常、编码器故障或者控制参数设置不当等引起。
应检查速度指令的输入是否正常,检测编码器的工作状态,以及优化控制参数。
汇川伺服电机报警代码一览表

汇川伺服电机报警代码一览表在工业自动化领域,汇川伺服电机凭借其出色的性能和稳定性,得到了广泛的应用。
然而,在使用过程中,可能会遇到各种报警情况。
了解这些报警代码的含义和对应的解决方法,对于快速排除故障、恢复生产至关重要。
下面为您详细列出汇川伺服电机常见的报警代码。
报警代码 E01:过速报警当电机的转速超过了设定的最大允许值时,就会触发 E01 报警。
这可能是由于给定速度过高、负载突变或者电机参数设置不正确等原因引起的。
解决方法是检查速度给定值,确保其在合理范围内;检查负载情况,是否存在卡死或突然增大的负载;重新确认电机的参数设置是否与实际电机匹配。
报警代码 E02:主电路过压E02 报警通常表示主电路的电压超过了正常范围。
可能的原因有电源电压过高、制动电阻故障或者再生能量过大。
首先,需要测量电源电压,看是否超出了电机的额定电压范围。
若电源正常,检查制动电阻是否损坏或接线不良。
如果是再生能量过大导致的,可能需要调整加减速时间或者增加制动电阻的容量。
报警代码 E03:主电路欠压主电路电压低于允许的最小值时,会出现 E03 报警。
这可能是由于电源故障、电源线路接触不良或者电源容量不足引起的。
解决措施包括检查电源输入是否正常,紧固电源线路的连接;如果电源容量不足,需要更换更大容量的电源。
报警代码 E04:过载当电机的负载超过了其额定负载能力时,会触发 E04 报警。
可能是由于机械部件卡死、负载过大或者电机选型不当。
此时,需要检查机械传动部分是否顺畅,减轻负载;确认电机的选型是否能够满足实际负载需求,如果不能,需要更换更大功率的电机。
报警代码 E05:电机过热E05 报警表示电机的温度过高。
可能是由于环境温度过高、散热不良、长时间过载运行或者电机内部故障。
首先要改善电机的工作环境,加强通风散热;检查电机的风扇是否正常运转;避免长时间过载运行。
如果问题仍然存在,可能是电机内部出现故障,需要进行维修或更换。
报警代码 E06:编码器故障编码器是用于反馈电机位置和速度信息的重要部件。
台达异常报警.

注:P1-40调整参数时需停车调整,才能保存,电机运转时调整后不能保存ௐȈౢ异警排除10.1 异警一览表异警表示异警名称异警动作内容过电流主回路电流值超越电机瞬间最大电流值1.5倍时动作过电压主回路电压值高于规格值时动作低电压主回路电压值低于规格电压时动作电机磁场位置异常 Z 脉冲所对应磁场角度异常回生异常回生控制作动异常时动作过负载电机及驱动器过负载时动作过速度电机控制速度超过正常速度过大时动作异常脉冲控制命令脉冲命令的输入频率超过硬件界面容许值时动作位置控制误差过大位置控制误差量大于设定容许值时动作芯片执行超时芯片异常时动作编码器异常编码器产生脉冲信号异常时动作校正异常执行电气校正时校正值超越容许值时动作紧急停止紧急按钮按下时动作逆向极限异常逆向极限开关被按下时动作正向极限异正向极限开关被按下时动作IGBT温度异常 IGBT温度过高时动作存储器异常存储器(EE-PROM存取异常时动作芯片通讯异常芯片通讯异常时动作串行通讯异常 RS-232/485通讯异常时动作串行通讯超时 RS-232/485通讯超时时动作命令写入异常控制命令下达异常时动作主回路电源缺相主回路电源缺仅单相输入预先过负载警告电机及驱动器根据参数P1-56过负载输出准位设定的百分比,预先产生过负载警告动作内部命令执行超时内部命令执行发生问题第十章异警排除|ASDA-AB系列异警表示异警名称异警动作内容芯片通讯错误硬件故障导致芯片通讯错误芯片通讯错误硬件故障导致芯片通讯错误若出现与上表内不同的异警信息时,请与当地经销商或技术人员联系。
第十章异警排除|ASDA-AB系列10.2 异警原因与处置异警表示:过电流异警原因异警检查异警处置驱动器输出短路检查电机与驱动器接线状态或导线本体是否短路排除短路状态,并防止金属导体外露电机接线异常检查电机连接至驱动器的接线顺序根据说明书的配线顺序重新配线IGBT 异常散热片温度异常送回经销商或原厂检修控制参数设定异常设定值是否远大于出厂预设值回复至原出厂预设值,再逐量修正控制命令设定异常检查控制输入命令是否变动过于剧烈修正输入命令变动率或开启滤波功能:过电压异警原因异警检查异警处置主回路输入电压高于额定容许电压值用电压计测定主回路输入电压是否在额定容许电压值以内(参照11-1使用正确电压源或串接稳压器电源输入错误(非正确电源系统用电压计测定电源系统是否与规格定义相符使用正确电压源或串接变压器驱动器硬件故障当电压计测定主回路输入电压在额定容许电压值以内仍然发生此错误送回经销商或原厂检修:低电压异警原因异警检查异警处置主回路输入电压低于额定容许电压值检查主回路输入电压接线是否正常重新确认电压接线主回路无输入电压源用电压计测定是否主回路电压正常重新确认电源开关电源输入错误(非正确电源系统用电压计测定电源系统是否与规格定义相符使用正确电压源或串接变压器第十章异警排除|ASDA-AB系列:电机磁场位置异常异警原因异警检查异警处置编码器损坏编码器异常更换电机编码器松脱检视编码器接头重新安装:回生错误异警原因异警检查异警处置回生电阻未接或过小确认回生电阻的连接状况重新连接回生电阻或计算回生电阻值回生用切换晶体管失效检查回生用切换晶体管是否短路送回经销商或原厂检修参数设定错误确认回生电阻参数(P1-52设定值与回生电阻容量参数(P1-53设定重新正确设定:过负载异警原因异警检查异警处置超过驱动器额定负载连续使用可由驱动器状态显示P0-02设定为11后,监视平均转矩[%]是否持续一直超过100%以上,提高电机容量或降低负载控制系统参数设定不当 1.机械系统是否摆振2.加减速设定常数过快1.调整控制回路增益值2.加减速设定时间减慢电机、编码器接线错误检查U、V、W及编码器接线正确接线电机的编码器不良送回经销商或原厂检修:过速度异警原因异警检查异警处置速度输入命令变动过剧用信号检测计检测输入的模拟电压信号是否异常调整输入变信号动率或开启滤波功能过速度判定参数设定不当检查过速度设定参数P2-34(过速度警告条件是否太小正确设定过速度设定P2-34(过速度警告条件第十章异警排除|ASDA-AB系列:异常脉冲控制命令异警原因异警检查异警处置脉冲命令频率高于额定输入频率用脉冲频率检测计检测输入频率是否超过额定输入频率正确设定输入脉冲频率:位置控制误差过大异警原因异警检查异警处置最大位置误差参数设定过小确认最大位置误差参数P2-35(位置控制误差过大警告条件设定值加大P2-35(位置控制误差过大警告条件设定值增益值设定过小确认设定值是否适当正确调整增益值扭矩限制过低确认扭矩限制值正确调整扭矩限制值外部负载过大检查外部负载减低外部负载或重新评估电机容量:芯片执行超时异警原因异警检查异警处置芯片动作异常电源复位检测复位仍异常时,送回经销商或原厂检修:编码器异常异警原因异警检查异警处置编码器接线错误确认接线是否遵循说明书内的建议线路正确接线编码器松脱检视驱动器上CN2与编码器接头重新安装编码器接线不良检查驱动器上的CN2与伺服电机编码器两端接线是否松脱重新连接接线编码器损坏电机异常更换电机:校正异常异警原因异警检查异警处置模拟输入接点无正确归零量测模拟输入接点的电压准位是否同接地电位模拟输入接点正确接地检测元件损坏电源复位检测复位仍异常时,送回经销商或原厂检修第十章异警排除|ASDA-AB 系列:紧急停止异警原因紧急停止开关按下异警检查确认开关位置异警处置开启紧急停止开关:逆向运转极限异常异警原因逆向极限开关按下伺服系统稳定度不够异警检查确认开关位置确认设定的控制参数及负载惯量异警处置开启逆向极限开关重新修正参数或是重新评估电机容量:正向运转极限异常异警原因正向极限开关按下伺服系统稳定度不够异警检查确认开关位置确认设定的控制参数及负载惯量异警处置开启正向极限开关重新修正参数或是重新评估电机容量:IGBT 温度异常异警原因异警检查异警处置超过驱动器额定负载连检查是否负载过大或电机电流过提高电机容量或降低负载续使用高驱动器输出短路检查驱动器输出接线正确接线:存储器异常异警原因存储器数据存取异常异警检查参数复位或电源复位异警处置复位仍异常时,送回经销商或原厂检修使用通讯长时间写入,造使用长时间通讯写入时 , 是否将复位仍异常时,送回经销商或原厂成存储器数据存取异常 P2-30 设为 5,设定此值可防止连续检修写入存储器,而降低存储器寿命。
Ninebot 故障报警代码表 说明书

1 / 4Ninebot 故障报警代码表故障报警代码表((用户版用户版)) V1.2V1.22014-5-5 Ninebot Inc.故障代码故障代码 对应故障对应故障 故障可能原因故障可能原因建议解决方法建议解决方法1~4电机传感器异常以下情况可能导致出现此错误: 1) 剧烈撞击或者机身进水2) 内部元件电气故障导致的电机传感器损坏 3) 开机自检过程中偶然出现的检测异常尝试重新开机,若错误仍然存在,可能电机存在故障。
请联系您的销售商或Ninebot 服务中心,可能需将Ninebot 车身送交您的销售商处检修。
电子邮件(中文/英语): service@5~8驱动器传感器异常以下情况可能导致出现此错误: 1) 剧烈撞击或者机身进水2) 内部元件电气故障导致的电机传感器损坏 3) 开机自检过程中偶然出现的检测异常尝试重新开机,若错误仍然存在,可能电机控制器存在故障。
请联系您的销售商或Ninebot 服务中心,可能需将Ninebot 车身送交您的销售商处检修。
电子邮件(中文/英语): service@9~12驱动器大功率开关管损坏通常可能由猛烈的撞击而引起的速度突变、高速旋转的轮胎被外物卡死或长时间过载而引起电压过高、电流过大,或者环境温度过高可能会导致驱动器MOSFET 晶体管损坏。
这种情况下通常伴随出现 “轮胎锁死”状态,即拖动Ninebot 很困难。
此故障用户无法自行解决。
请联系您的销售商或Ninebot 服务中心,可能需将Ninebot 车身送交您的销售商处检修。
电子邮件(中文/英语):service@13~19车辆电机驱动器其他故障通常原因为电源开关晶体管异常,或更新电机驱动器固件失败。
尝试重新开机,若仍无法解决,请联系您的销售商或Ninebot 服务中心,可能需将Ninebot 车身送交您的销售商处检修。
电子邮件(中文/英语): service@20~29车辆姿态传感器异常可能原因:1) Ninebot 车身受到剧烈撞击导致姿态传感器错位或损坏 2) 姿态传感器元器件出现故障3) 电磁干扰导致的车辆姿态传感器出现异常信号尝试重新开机、重新标定姿态传感器。
大金油冷报警代码表
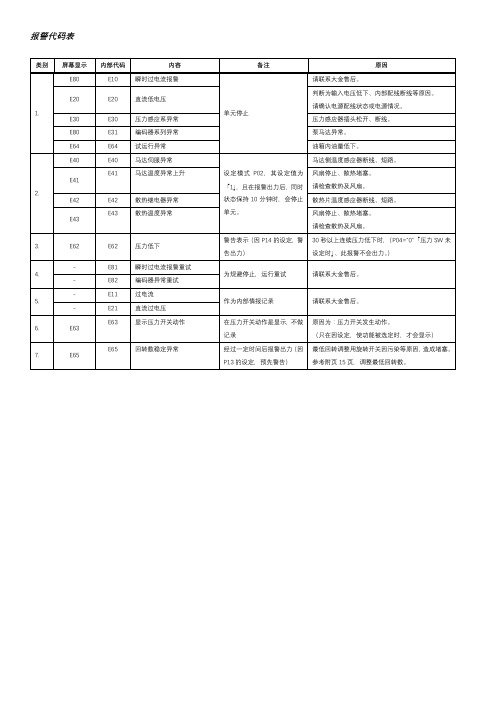
直流过电压
6.
E63
E63
显示压力开关动作
在压力开关动作Байду номын сангаас显示,不做记录
原因为:压力开关发生动作。
(只在因设定,使功能被选定时,才会显示)
7.
E65
E65
回转数稳定异常
经过一定时间后报警出力(因P13的设定,预先警告)
最低回转调整用旋转开关因污染等原因,造成堵塞。
参考附页15页,调整最低回转数。
请检查散热及风扇。
3.
E62
E62
压力低下
警告表示(因P14的设定,警告出力)
30秒以上连续压力低下时,(P04=”0”「压力SW未设定时」、此报警不会出力。)
4.
-
E81
瞬时过电流报警重试
为规避停止,运行重试
请联系大金售后。
-
E82
编码器异常重试
5.
-
E11
过电流
作为内部情报记录
请联系大金售后。
-
类别
屏幕显示
内部代码
内容
备注
原因
1.
E80
E10
瞬时过电流报警
单元停止
请联系大金售后。
E20
E20
直流低电压
判断为输入电压低下、内部配线断线等原因。
请确认电源配线状态或电源情况。
E30
E30
压力感应系异常
压力感应器插头松开、断线。
E80
E31
编码器系列异常
泵马达异常。
E64
E64
试运行异常
油箱内油量低下。
报警代码表
2.
E40
E40
马达伺服异常
设定模式P02,其设定值为「1」,且在报警出力后,同时状态保持10分钟时,会停止单元。
70系列报警说明
M70/M700报警说明1. 报警一览表1.1 操作报警(画面中以粗体字显示提示信息。
)M△△信息○○○○错误编号信息区分(1) 区分:M01操作错误数控系统运转时,将显示因操作员的操作错误以及机床故障引起的报警。
错误编号内 容处 理0001 近点挡块长度不足参考点返回时,近点检测用限位开关无法停在挡块上,而是越过了挡块。
·增加近点挡块的长度。
·降低参考点返回速度。
0002 Z相未通过接通电源后,在首次参考点返回中,有未通过编码器Z相的轴。
·请将编码器向参考点的反方向移动一周以上,重新进行参考点返回。
0003 参考点返回方向错误进行手动参考点返回时,通过轴选择键所选择的轴移动方向与复位方向不一致。
·轴选择键的+/-方向选择错误。
可以通过正确的方向进给来解除故障。
0004 存在外部互锁轴外部互锁功能有效(输入信号为关闭状态),且轴进入互锁状态。
·因互锁功能有效,请解除互锁后再进行操作。
·确认机床端PLC的动作。
·检查互锁信号线是否有破损。
0005 存在内部互锁轴进入内部互锁状态。
在进行绝对位置检测的轴上进行了轴取出。
在手动和自动同时有效的轴上,通过自动模式发出了指令。
·因伺服关闭功能有效,所以请解除伺服关闭功能。
·对轴取出有效状态的轴发出了指令,请进行正确操作。
·发出了与手动跳过打开方向相同的指令,请进行正确的操作。
·手动和自动同时模式中,通过自动模式发出指令的轴变成手动运转轴。
请将指令轴的手动自动有效信号关闭。
·请再次接通电源,进行绝对位置初始化。
错误编号 内 容处 理0006超过硬件行程极限过行程极限功能有效(输入信号为关闭状态),且一轴处于超行程极限状态。
·利用手动操作让机床移动。
·检查行程极限信号线是否破损。
·进行限位开关故障的确认。
0007超过软件行程极限记忆式极限I 、Ⅱ、B Ⅱ或IB 的功能有效。
异常报警一览表

原因 按下了紧急停止按钮
参照起动条件 WAR 参照起动条件 TMP ・进刀轴与辅助轴的位置变差 已超出允许的公差范围。 参照起动条件 HPL
参照起动条件 WIR 参照起动条件 SLH 参照起动条件 UPA 在进给自动启动中,进给位置 在工件加工端以下。 参照起动条件 FAN 参照起动条件 THE 参照起动条件 UPT
·请确认总电源。
之中(取舍)
UPA 不断电的电源装置 ·无停电电源异常
·请确认无停电电源。请参考处理说明书。
异常(取舍)
(另外)
THM 料浆温度感知器异 ·温度传感器断线。
·请更换传感器。
常
·温度调节器出现故障。 ·请确认温度调节器
SLH 料浆温调切
·未选择料浆温度调节模式。 ·把温调设为自动(暖机、缓冷、恒温、缓温)。
常
120L/min。
COT 料浆回収逆変机异 ·料浆回収电机的逆変机出 ·如果有逆変机的报警显示,请参照逆変机的
常
现异常信号。
使用说明书。
·请确认料浆的粘度。
·请更换料浆。
COL 料漿回収喞筒切 ·料浆回収泵 OFF。
·请确认料浆供给泵的逆変机是否异常。
AIN 料漿撹拌逆変机异 ·料浆搅拌电机的逆変机出 ·如有逆変机的报警显示,请参照逆変机的使
·请打开料浆供给泵。 ·请确认料浆供给泵的逆変机是否异常。
·如果有报警,请参照逆変机的使用说明书确
认异常内容。
·请确认料浆罐的液位是否正常,必要时请调
整料浆量。
·请确认气压是否异常,并将气压调整到
0.4MPa。 ·请确认回收泵的热是否发生异常。
·请确认料浆液面液位传感器工作是否异常。
FLW 料浆流量异常
OTC机器人异常报警(故障)代码【一览表】

我们在使用OTC焊接机器人的过程中会遇到机器人异常报警(故障代码)的时候,这样的状态下机器人停止工作,示教器上会显示报警代码,那么我们可以根据这些报警代码来确认目前焊接机器人的故障或者异常的原因,可以用相应的解决办法来解决这些故障或者异常,使OTC机器人能继续工作。
如果需要OTC机器人维修工作也可以联系我们。
今天我们先说OTC机器人异常报警时出现以下十个报警(故障)代码5264、5265、5266、5267、5268、5269、5270、
5270、5285、5286、5287时的解决维修方法就简单介绍到这里,希望能给您带来帮助,还有很多别的报警故障代码因为篇幅的原因,我们在后面会慢慢全部介绍出来。
OKK报警信息一览表

三菱报警一览表

检查气缸刀具松开检测开关是否正常,是否有松刀信号
16,刀具没有加紧TOOL NOT CLAMP
刀具没有加紧
检查气缸刀具加紧检测开关是否正常,是否有紧刀信号
17,TOOL刀具加紧松开检测错误.CLAMP/UNCLAMP EQ ERR
刀具加紧或松开检测错误
检查气压是否正常;主轴打刀汽缸是否没有油;刀紧刀松按钮,是否OK;
刀盘停止位置错误
手动转动刀盘解除报警,检查刀套定位信号
12,刀具复位TOOL.RESET
刀具复位
提示型报警,刀库表已刷新
13,刀套不能垂直TOOL-POT NOT DOWN
刀套不能垂直
检查气压\刀套垂直检测开关
14,刀套不能水平TOOL-POT NOT UP
刀套不能水平
检查气压\刀套水平检测开关
15,刀具松开检测错误TOOL UNCLAMP EQ ERR
5,刀套上下检测错误POCKETUP/DOWN ERROR.
刀套垂直水平检测错误
检查气压\刀套垂直水平检测开关
6,主轴冷却报警SP.COOL .ALM
主轴冷却报警
检查油冷机是否正常工作
7,刀具加紧松开检测异常TOOL.CLAMP
刀具加紧或松开检测异常
检查气缸刀具加紧放松开检测开关信号是否正常
8,刀盘停止位置错误MAG POS ERROE
4轴检测误
检测4轴加紧松开信号是否正常
44,4轴加紧不能转动4TH AXIS BOTATION.WHEN.CLAMPING
4轴夹紧
4轴夹紧,禁止移动
45,处于刀库调试模式L107=1 ATC PROTECT CANCLE
刀库调试模式
请将L107=0关闭刀库调试模式
MAZAK SMART系列报警代码一览表

LGMazakQUICK TURN SMART 系列 (SG)(LG)说明书编号:HB07HA0020C报警一览表M代码一览表宁夏小巨人机床有限公司3报警1)本章节的范围 本章节介绍了可以在NC装置的显示屏上所显示的所有报警 解除报警需要参阅本章节。
2)本章节相关的注意事项 本章还记述了与各种机械功能、选项功能有关的报警,因此客户购买的机械中也有不显示的 报警。
注意 1:本章节内容随NC系统和机床的改进而有变更时,恕不另行通知。
注意 2:如有疑问请与MAZAK技术服务中心或技术中心联系。
3-1-1 报警显示3-1 概述1. 机床状态指示灯如果发生报警,操作面板上的机床状态指示灯“?ALARM”就会点亮。
2. NC画面显示报警将按下述格式显示在报警画面上:650 无法倒角 (1234,56,78)刀具序列号或程序段号单元号或序列号工件号报警信息报警编号关于报警画面,参见附册《NC装置的操作和自动运转准备》的第10章“10-1报警画面”3. 报警显示色及其解除报警以红色或蓝色显示。
显示色 红 蓝 黄 白报警解除 按RESET键 按CLEAR键 按RESET键或CLEAR键 按CLEAR键3报警3-1-2 注意事项1)如果出现于程序有关的报警,则该部分引起报警的程序位置就会显示在报警信息之后的圆括号内。
报警一览表中圆括号内各代码的含义如下表所示。
代码WNo.UNo.SNo.NNo.含义工件号(MAZATROL或EIO/ISO)单元号(MAZATROL)刀具序列号(MAZATROL)序列号(EIO/ISO)BNo.空白程序段号(EIA/ISO)没有显示,或系统内部报警处理代码2)有些类型的报警停止状态、清除步骤和显示色要根据发生报警的程序是前台运行(在位置 画面上选择的程序)还是后台运行(在程序画面上选择的程序)来决定。
关于后者的上述 三类信息会在报警一览表的圆括号内给出。
3)此表中没有的报警为空格。
4)对于某个特定的机床型号或NC软件的版本而言,某些报警或许会不显示。
伺服故障报警及处理方法

伺服故障报警及处理方法AL.10电压过低电源电压太低。
MR-E- □ A:160V以下AL.12存储器异常1 RAM存储器异常AL.13时钟异常印刷电路板的异常AL.15存储器异常2 EEP-ROM异常AL.16编码器异常1编码器和伺服放大器之间通讯异常。
AL.17电路板异常2 CPU零部件异常AL.19存储器异AL.1A电机配合异常伺服放大器和伺服电机之间的配合有误。
AL.20编码器异常2编码器和伺服放大器之间通讯异常。
AL.24主电路异常伺服放大器的伺服电机输出端(U • V • W相)接地故障。
AL.30再生制动异常制动电流超过内置再生制动电阻或再生制动选件的允许值。
再生制动晶体管异常AL.31超速转速超出了瞬时允许转速。
AL.32过流伺服放大器的输出电流超过了允许电流。
AL.33过压直流母线电压的输入在400V以上。
AL.35指令脉冲频率异常输入的指令脉冲的脉冲频率太高。
AL.37参数异常参数的设定值异常。
AL.45主电路芯子过热主电路异常过热。
AL.46伺服电机过热伺服电机的温度上升,热保护继电器动作。
AL.50过载1超过了伺服放大器的过载能力。
负载率300%: 2.5s以上负载率200%: 以上100s AL.51过载2由于机械故障导致伺服放大器连续数秒钟以最大输出电流输出。
伺服电机的锁定时间:1s以上AL.52误差过大偏差计数器的滞留脉冲超过编码器的分辨率x 10[pulse]。
AL.8A 串行通讯超时RS-232C通讯的时间超过参数No.56的设定值。
AL.8E串行通讯异常伺服放大器和通讯设备(计算机等)之间出现串行通讯错误。
CPU •部件异常AL.E0再生制动电流过大警告可能会超出内置再生制动电阻或外部再生制动选件的制动能力。
AL.E1过载警告可能发生过载1,过载2报警。
AL.E6伺服紧急停止警告EMG-SG之间断开。
AL.E9主电路OFF警告主电路电源断开时,伺服开启信号(SON)为ON。
三菱E500变频器报警一览表
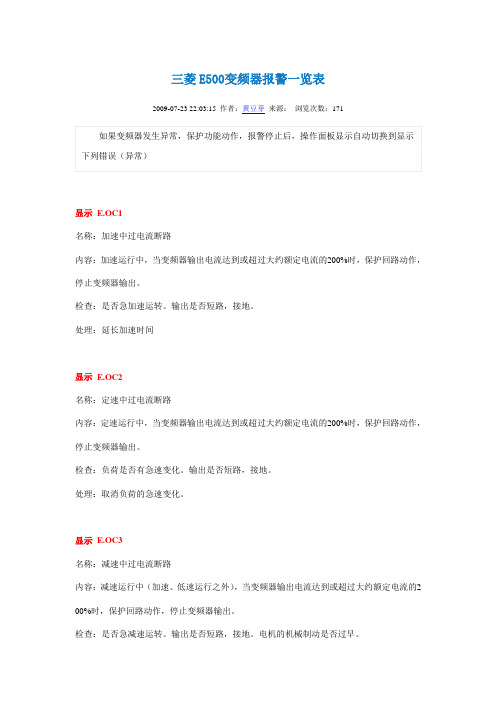
三菱E500变频器报警一览表2009-07-23 22:03:15 作者:黄豆芽来源:浏览次数:171显示E.OC1名称:加速中过电流断路内容:加速运行中,当变频器输出电流达到或超过大约额定电流的200%时,保护回路动作,停止变频器输出。
检查:是否急加速运转。
输出是否短路,接地。
处理:延长加速时间显示E.OC2名称:定速中过电流断路内容:定速运行中,当变频器输出电流达到或超过大约额定电流的200%时,保护回路动作,停止变频器输出。
检查:负荷是否有急速变化。
输出是否短路,接地。
处理:取消负荷的急速变化。
显示E.OC3名称:减速中过电流断路内容:减速运行中(加速、低速运行之外),当变频器输出电流达到或超过大约额定电流的2 00%时,保护回路动作,停止变频器输出。
检查:是否急减速运转。
输出是否短路,接地。
电机的机械制动是否过早。
处理:延长减速时间。
检查制动动作。
显示E.OV1名称:加速中再生过电压断路内容:因再生能量,使变频器内部的主回路直流电压超过规定值,保护回路动作,停止变频器输出。
电源系统里发生的浪涌电压也可能引起动作。
检查:加速度是否太缓慢。
处理:缩短加速时间。
显示:E.OV2名称:定速中再生过电压断路内容:因再生能量,使变频器内部的主回路直流电压超过规定值,保护回路动作,停止变频器输出。
电源系统里发生的浪涌电压也可能引起动作。
检查:负荷是否有急速变化。
处理:取消负荷的急速变化。
请根据需要使用制动单元或提高功率因数变换器(FR-HC)。
显示E.OV3名称:减速,停止中再生过电压断路内容:因再生能量,使变频器内部的主回路直流电压超过规定值,保护回路动作,停止变频器输出。
电源系统里发生的浪涌电压也可能引起动作。
检查:是否急减速运转。
处理:延长减速时间(使减速时间符合负荷的转动惯量)。
减少制动频度。
请根据需要使用制动单元或提高功率因数变换器(FR-HC)。
显示E.THM名称:电机过负荷断路(电子过流保护)(注1)内容:当变频器的内置电子过流保护,检测到由于过负荷或定速运行时,冷却能力降低,引起电机过热时,停止变频器输出。
故障一览表VER0欧姆龙PLC+HAKKO
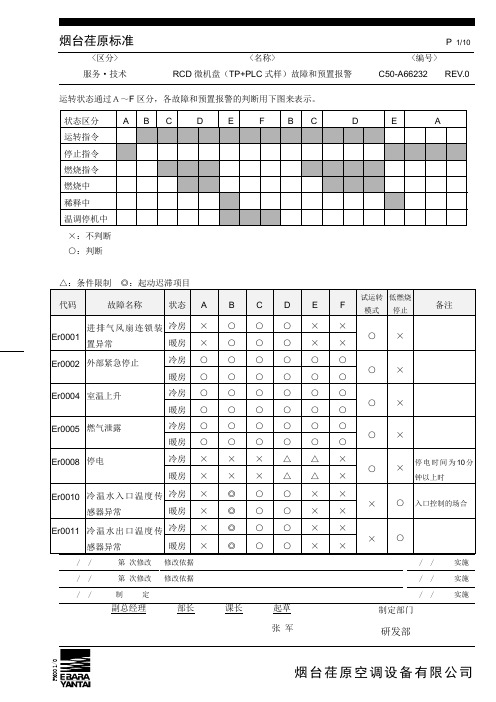
烟台荏原标准 P 1/10<区分> <名称><编号>服务·技术RCD 微机盘(TP+PLC 式样)故障和预置报警C50-A66232REV.0副总经理 部长 课长 起草制定部门研发部张 军运转状态通过A~F 区分,各故障和预置报警的判断用下图来表示。
×:不判断 ○:判断烟台荏原标准 P2/10 <区分><名称><编号>服务·技术RCD微机盘(TP+PLC式样)故障和预置报警C50-A66232 REV.0烟台荏原标准 P3/10 <区分><名称><编号>服务·技术RCD微机盘(TP+PLC式样)故障和预置报警C50-A66232 REV.0烟台荏原标准 P4/10 <区分><名称><编号>服务·技术RCD微机盘(TP+PLC式样)故障和预置报警C50-A66232 REV.0烟台荏原标准 P5/10 <区分><名称><编号>服务·技术RCD微机盘(TP+PLC式样)故障和预置报警C50-A66232 REV.0 故障发生原因:烟台荏原标准 P6/10 <区分><名称><编号>服务·技术RCD微机盘(TP+PLC式样)故障和预置报警C50-A66232 REV.0烟台荏原标准 P7/10 <区分><名称><编号>服务·技术RCD微机盘(TP+PLC式样)故障和预置报警C50-A66232 REV.0烟台荏原标准 P8/10 <区分><名称><编号>服务·技术RCD微机盘(TP+PLC式样)故障和预置报警C50-A66232 REV.0 预置报警一览表:烟台荏原标准 P9/10 <区分><名称><编号>服务·技术RCD微机盘(TP+PLC式样)故障和预置报警C50-A66232 REV.0烟台荏原标准 P10/10 <区分><名称><编号>服务·技术RCD微机盘(TP+PLC式样)故障和预置报警C50-A66232 REV.0。
FANUC报警一览表之
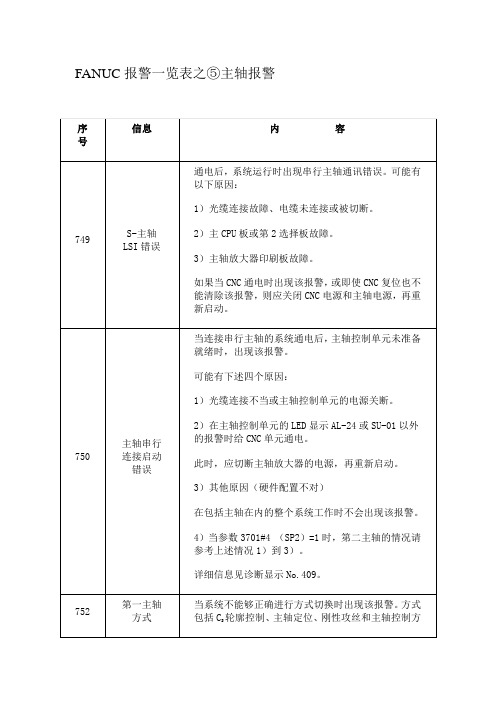
αi系列主轴放大器的报警号和报警显示
报警号
信息
SVPM
STATUS1
指示(*1)
故障位置及处理
说明
(750)
主轴串行连接错误
A0
A
1 更换SVPM的控制电路印 刷板上的ROM。
2 更换SVPM控制电路印刷板。
程序未正常启动。
SVPM的控制电路印刷板上的ROM版本号错误或硬件故障。
初始化检测错误
79
更换SVPM控制印刷电路板。
初始化检验时发现错误。
7n81
SPN_n_:
1转电机编码器信号错误
81
1.检查和修改参数。
2.更换反馈电缆。
3.调整传感器。
不能正确检测到电机传感器的1转信号。
7n82
SPN_n_:
无1转电机编码器信号
82
1.更换反馈电缆。
2.调整传感器。
电机传感器的1转信号没有发出。
7n51
SPN_n_:
DC LINK电压过低
51
1.检查并调整电源电压
2.更换MC。
输入电源掉电(瞬间电源故障或MC接触不良)。
7n52
SPN_n_:
ITP信号异常I
52
1.更换SVPM控制电路板。
2.更换CNC中的主轴接口电路板。
NC接口异常(ITP信号停止)。
7n53
SPN_n_:
ITP信号异常II
#7
#6
#5
#4
#3
#2
#1
#0
409
SPE
S2E
S1E
SHE
#3(SPE):0:在主轴串行控制中,串行主轴参数满足主轴单元的启动条件。
汇川伺服电机报警代码一览表
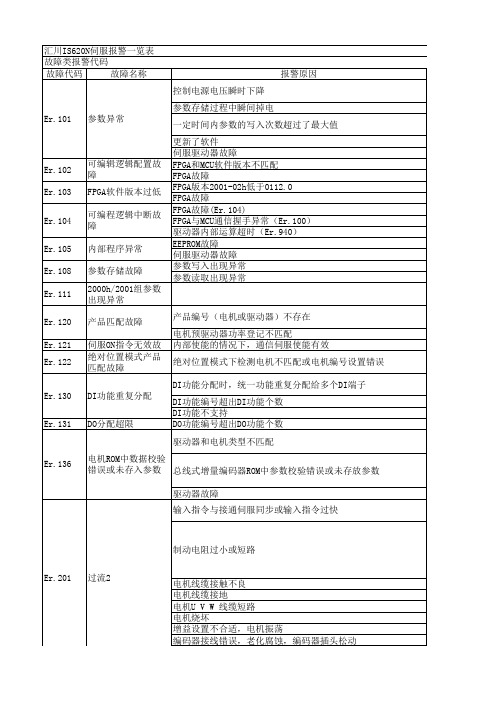
Er.120
Er.121 Er.122
产品匹配故障
伺服ON指令无效故 绝对位置模式产品 匹配故障
产品编号(电机或驱动器)不存在
电机预驱动器功率登记不匹配 内部使能的情况下,通信伺服使能有效
绝对位置模式下检测电机不匹配或电机编号设置错误
Er.130 DI功能重复分配 Er.131 DO分配超限
DI功能分配时,统一功能重复分配给多个DI端子
位置指令过大
全闭环位置偏差过 大
相对于运行条件,故障值6065h过小 伺服驱动器/电机故障 位置指令增量过大 模式切换之前或伺服使能时,未将目标位置(607A)与当前位 置对齐 同步周期相位交越,导致位置指令积累过大 电机速度限制错误 驱动器UVW输出缺相或相序接错
电能表以及卡表故障代码,告警条件及判断
三相电能表、卡表故障代码告警条件及判断
课程培训
第1章智能电表异常显示代码
知识点:
电表故障类异常提示
事件类异常提示
电表状态提示
IC卡相关提示
电表需要通过显示提示的异常有以下4类•下面对各类异常的提示代码进行定义•所有异
常提示的均以Err-作为前缀,代码为两位BCD数字•对于已经在液晶屏上有提示符号的将不再定义,按照型式规范中相关说明执行
一、电表故障类异常提示
此类异常一旦发生需要将显示的循环显示功能暂停,液晶屏固定显示该异常代码
三、电表状态提示
此类异常一旦发生需要在显示的循环显示的第一屏插入显示该异常代码•目前此类异常只有停电显示电池欠压、透支状态两种,但是目前这两种异常均有液晶提示符号,因此不另外定
义•
四、IC卡相关提示
此类异常为IC卡处理过程中发生异常需要在卡处理结束后进行提示
错,些文件错等)
第2章故障代码说明
故障解释说明
第3章事件判断设定值范围及其默认设定值
知识点:
事件名称
设定值范围
默认设定值
允许误差
附录D (续1 )
(资料性附录)
事件判断设定值范围及其默认设定值
附录D (续2)
(资料性附录)
事件判断设定值范围及其默认设定值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
·空气压力降低。
·确认气阀有否打开。
·请将气压设定为 0.4MPa。
·检查空气配管,如有破损应予以更换。
WGR 接地
·切割线接触到机器。
·请确认切割线有否脱离导向辊,如果脱离请
将切割线放回被指定的槽内。
·请确认切割线的一侧有否与线轴下部相接
触。
·请确认工件的破损材料是否与料浆供应喷嘴
相接触,如有破损材料时,请清除。
WSR (取舍)
·清洗泵超负荷
·请确认清洗泵。 ·请确认清洗油。
系统错误项目异常
TMP
·操作盘里的温度异常
·请确认操作盘扇。
WDT
·W.D.T 异常
·请予以更换 中央处理装置板。
ACV
·交流 100 伏或交流 110 伏 ·请确认控制电源(交流 100 伏或交流 110 伏) 异常
+5V
·+5 伏 异常
动之中,或未能联动。
·请确认伺服放大器的报警显示。 ·请参照伺服放大器使用说明书确认异常
内容。
THE 温调器通信异常 ·与温度调节器的通信发生 ·请确认温度调节器和接触面板的通信电缆
异常。
连接是否正常。
·请确认温度调节器是否有报警显示,如有请
参照温度调节器的使用说明书。确认异常
内容。
UPS 不断电的电源运行 ·UPS 发出运转信号。
参照起动条件 DOR
5 主轴马达伺服异常(SV-1) 参照起动条件 MOT
6 主轴马达伺服异常(SV-2) 参照起动条件 MOT
7 主轴马达伺服异常(SV-3) 参照起动条件 MOT
主轴马达伺服异常(SV-4) 参照起动条件 MOT 8
·参照起动条件 OTH ·参照起动条件 AIR ·参照起动条件 WGR ·参照起动条件 DOR ·参照起动条件 MOT ·请确认画面上所显示的异常`
·请打开料浆供给泵。 ·请确认料浆供给泵的逆変机是否异常。
·如果有报警,请参照逆変机的使用说明书确
认异常内容。
·请确认料浆罐的液位是否正常,必要时请调
整料浆量。
·请确认气压是否异常,并将气压调整到
0.4MPa。 ·请确认回收泵的热是否发生异常。
·请确认料浆液面液位传感器工作是否异常。
FLW 料浆流量异常
·参照起动条件 SYS ·参照起动条件 UPS ·参照起动条件 CHI ·参照起动条件 LEV ·参照起动条件 AIN ·参照起动条件 SIN ·参照起动条件 SIN ·参照起动条件 COT ·参照起动条件 THM
5
版权所有 NTC
MBS1000
序号 31
32 33 34
35 36 37 38 39 40 41 42 43 44
·料浆流量在设定值以下。 ·请确认配管是否堵塞,必要时请清扫。
·请确认配管是否漏,必要时请修理。
·请确认供给泵的叶轮磨损,必要时应更换。
LEV 料浆筒水平面低下 ·料浆罐液位异常。
·请确认罐内的料浆量。
异常
·请确认料浆的流出、喷嘴的堵塞。
HPL 热交1次冷却水异 ·热交换冷却水的流量降低。 ·请确认热交换冷却水量,将流量调整为
45
46 47 48
紧急停止的原因 紧急停止按钮
警告项目异常 料浆温度异常 进给補助轴偏差限界
热交換1次冷却水流量低 下 新线切割线不够 料浆温调切 不断电的电源装置异常 进给轴异常
电阻单元异常 温调器通信异常 不断电的电源装置温度异 常 料浆流量异常 可编程序逻辑控制器异常 动作异常
主轴伺服切异常 主轴零速度未显示出异常
常
120L/min。
COT 料浆回収逆変机异 ·料浆回収电机的逆変机出 ·如果有逆変机的报警显示,请参照逆変机的
常
现异常信号。
使用说明书。
·请确认料浆的粘度。
·请更换料浆。
COL 料漿回収喞筒切 ·料浆回収泵 OFF。
·请确认料浆供给泵的逆変机是否异常。
AIN 料漿撹拌逆変机异 ·料浆搅拌电机的逆変机出 ·如有逆変机的报警显示,请参照逆変机的使
·请确认温度计的设定温度
WIR 切割线剩余异常 ·线轴的切割线剩余量在设 ·请确认新线侧线轴的切割线剩余量是否充
定值以下。
足,必要时请更换新的线轴。
·更换新线轴时,请复位切割线的移动量。
TMP 料浆温度异常
·料浆温度在设定值以外。 ·请确认热交换 1 次冷却水的流量及温度。
·请确认热交换泵叶轮的磨损,必要时请更换。
PLC 可編程序逻辑控制 ·可编程序逻辑控制器出现 ·通常不会发生这种情况。
器异常
异常信号。
·发生异常时,请与厂家联系。
MOE 动作异常
·控制器内部的运算异常。 ·通常不会发生这种情况。 ·发生异常时,请与厂家联系。
MSO 主轴伺服切
・主轴的伺服为松开的状态。 ·请将主轴伺服松开的键钮处于接通的状态。
·请确认 5 伏的电力供应。
·请确认控制电源(交流 100 伏或交流 110 伏)
+12V
·+12 伏 异常
·请确认 12 伏的电力供应。 ·请确认控制电源(交流 100 伏或交流 110 伏)
-12V
·-12 伏 异常
·请确认 12 伏的电力供应。 ·请确认控制电源(交流 100 伏或交流 110 伏)
说明书确认异常情况。
·导辊超过使用限定时间。 ·请更换导辊。
·导辊更换后,请使用复位时间。
AGI 搅拌马达切
·搅拌器电机关闭。
·请打开搅拌电机。 ·请确认搅拌电机的逆変机是否异常。 ·如有报警,请参照逆変机的使用说明书确认
异常内容。
1
版权所有 NTC
MBS1000
符号
启动条件
原因
排除故障的方法
SLS 料浆供給喞筒切 ·料浆供给泵关闭。
22 控制系统异常 23 不断电的电源运行之中 24 冷却单元异常 25 料浆筒水平面异常 26 料浆搅拌逆変机异常 27 料浆供給逆変机1异常 28 料浆供給逆変机2异常 29 料浆回収喞筒发热异常 30 料浆温调器异常
参照起动条件 SYS 参照起动条件 UPS 参照起动条件 CHI 参照起动条件 LEV 参照起动条件 AIN 参照起动条件 SIN 参照起动条件 SIN 参照起动条件 COT 参照起动条件 THM
YER 再生抵抗器异常
·再生抵抗器出现异常信号。 ·通常不会发生这种情况。 ·发生异常时,请与厂家联系。
3
版权所有 NTC
MBS1000
符号 WAR
SYS
启动条件 警告项目异常
原因
排除故障的方法
LVA
・砂浆罐与回收罐的液位传感 ·请确认感应器的信号线是否出现脱落。
器异常。
·请确认感应器头有否粘附砂浆,如有必要需
予以清扫。
SUP
·监督键钮 ·开关接通
·不影响自动运转。
MSK
·有无效项目
·请确认是否有无效项目。
MCT
·集雾器超负荷
·请确认集雾器。
PLW
·可编程序逻辑控制器的 ·请予以确认可编程序逻辑控制器的电池。
电池异常。
·请参照可编程序逻辑控制器异常时的处置内
容。
MOW
·控制器内部的运算异常。 ·通常不会发生这种情况。 ·发生异常时,请与厂家联系。
编码。 ·请参照可编程序控制器异常
时的处置内容。
9 左侧马达伺服异常 10 右侧线轴马达伺服异常 11 左侧移动架马达伺服异常 12 右侧移动架马达伺服异常 13 左侧松紧马达伺服异常 14 右侧松紧马达伺服异常 15 进给轴马达伺服异常 16 松紧调节异常(左侧上限) 17 松紧调节异常(左侧下限) 18 松紧调节异常(右側上限) 19 松紧调节异常(右側下限)
再生电阻异常
原因 按下了紧急停止按钮
参照起动条件 WAR 参照起动条件 TMP ・进刀轴与辅助轴的位置变差 已超出允许的公差范围。 参照起动条件 HPL
参照起动条件 WIR 参照起动条件 SLH 参照起动条件 UPA 在进给自动启动中,进给位置 在工件加工端以下。 参照起动条件 FAN 参照起动条件 THE 参照起动条件 UPT
参照起动条件 FLW 参照起动条件 PLC 参照起动条件 MOE
参照起动条件 MSO ・在主轴运行之中未能够检测 出加减速时0的速度。 参照起动条件 YER
排除故障的方法 ·请解除紧急停止按钮。 ·请按运转准备按钮。 ·参照起动条件 WAR ·参照起动条件 TMP ·通常不会发生此情况。 ·发生异常时,请与厂家联系。 ·参照起动条件 HPL
MBS1000
启动条件及异常时的处理方法
1) 如果不能满足启动条件,就无法进行自动启动(主轴自动、进给自动、完全自动)。采取异常对
策后,请用复位按钮解除异常。
符号
启动条件
原因
排除故障的方法
OTH 其他异常
·参数或控制器内部的运算 ·通常不会发生这种情况。
异常。
·发生异常时,请与厂家联系。
AIR 空气圧力下降
20 油压气压异常 进给下限异常
21
参照起动条件 MOT 参照起动条件 MOT 参照起动条件 MOT 参照起动条件 MOT 参照起动条件 MOT 参照起动条件 MOT 参照起动条件 MOT 参照起动条件 DRO 参照起动条件 DRO 参照起动条件 DRO 参照起动条件 DRO 参照起动条件 OAE 在进给自动启动中,到达 进给下限
DOR 关闭门异常
·门打开。
·请切实将门关闭。 ·请检查门有否关闭,确认限位开关有否损坏。
MOT 伺服马达异常
·伺服放大器出现异常信 ·请确认伺服放大器的报警显示。
号。
·请参照伺服放大器使用说明书确认异常内
・ 进刀或者移动架、张力臂 容。