设备稼动率报表
注塑设备稼动率

班长间接人员迟到早退病假事假婚假公休旷工A B基准实际模数实际生产生产总生产不良开机不良稼动实际生产S/T C/T CVT 时间目标量数量数量数量时间所用时间机器机械手模具模温机秒秒1*?min min hr EA EA EAEAEA min min min %%hr %%%%%%%故障故障故障故障1#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%100.0%0.0%0.0%2#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%100.0%0.0%0.0%3#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%100.0%0.0%0.0%4#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%100.0%0.0%0.0%5#101型30302648014402424,96015,300 15,300 - -480294066.7%100.0%61.3%100.0%61.3%61.3%100.0%0.0%61.3%20.4%6#22型25253144014402410,36813,285 13,285 - -1440184500.0%100.0%128.1%100.0%128.1%128.1%100.0%0.0%128.1%128.1%7#58型404016144014402434,56043,760 43,760 - -1440182300.0%100.0%126.6%100.0%126.6%126.6%100.0%0.0%126.6%126.6%8#22型404013135014402426,32528,580 28,580 - -1350146600.0%100.0%108.6%100.0%108.6%108.6%100.0%0.0%108.6%108.6%909#101型2020160144024180205 205--6068095.8%100.0%113.9%100.0%113.9%113.9%100.0%0.0%113.9% 4.7%10#70型21211180144024514975 975 - -180341087.5%100.0%189.6%100.0%189.6%189.6%100.0%0.0%189.6%23.7%11#70型212117201440242,0572,470 2,470 - -720865050.0%100.0%120.1%100.0%120.1%120.1%100.0%0.0%120.1%60.0%12#808型2020114401440244,3204,600 4,600 - -1440153300.0%100.0%106.5%100.0%106.5%106.5%100.0%0.0%106.5%106.5%13#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%14#68型2020114401440244,3205,455 5,455 - -1440181800.0%100.0%126.3%100.0%126.3%126.3%100.0%0.0%126.3%126.3%15#51型2121113801440243,9434,460 4,460 - -1380156100.0%100.0%113.1%100.0%113.1%113.1%100.0%0.0%113.1%113.1%6016#55型222219401440242,5642,880 2,880 - -940105600.0%100.0%112.3%100.0%112.3%112.3%100.0%0.0%112.3%112.3%17#66型2222113501440243,6824,320 4,320 - -135015840 6.3%100.0%117.3%100.0%117.3%117.3%100.0%0.0%117.3%110.0%18#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%19#20型40409126014402417,01011,735 11,735 - -126086900.0%100.0%69.0%100.0%69.0%69.0%100.0%0.0%69.0%69.0%18020#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%21#51型2121114401440244,1144,650 4,650 - -1440162800.0%100.0%113.0%100.0%113.0%113.0%100.0%0.0%113.0%113.0%22#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%23#144024- --0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%枪壳枪壳枪壳枪壳汽箱体综合率性能/时间稼动率良品率不良率(包括开机不良)理论作业时间当日未出勤人员理论时 间可动率速度可动率年假直接管理人员(白/夜)盐城耀之晋超精密汽车部件有限公司33出勤现况合计间接人员区分注塑部人员总数合计职员9210计划LOSS 实际可动率3生产数不良品浪费时间品名备注1011车间主任1设备总综合效率当日出勤人员10A11B性能可动率螺纹套枪壳枪壳枪壳汽箱体机号MODEL枪壳枪壳汽箱体枪壳注塑日综合设备稼动率0.0%20.0%40.0%60.0%80.0%100.0%120.0%1113.0%52.5%综合率设备总综合效率51.3%53.5%1.9%-6.74%00.00%实际良品时间生产率计划时间浪费率设备性能时间浪费率不良品(包括开机不良)时间浪费率模具模具其它培训机器计划清洗交换时间休息保养停止试模试料停机待命014401440014400144014400144001440144001440014401440014400960960096000000000900090013801380013800126012600126007207200720000001440144001440000060006050050000500090900900144014400144018000180014401440014400000014401440014400144014401440合计小计以下是为了算综合效率试模试料备 注制造--1109012011/9/12011/9/6颜凌2011/9/1制定日期:做成检讨决裁修改人:审核李月龙小计小计时间loss(min)修改日期:修改日期:制定人:日期: 2011 年10月13日 星期五修改人:承认文件编号:注设备时间浪费率(包括辅助设备)试料试模/换模具/生产/停机待命。
车缝流水线稼动率统计报表

车缝流水线稼动率统计报表
组别 5 NO. 1 2 3 4 5 6 7 8 9 10 制单号 111815 异常起止时间 16;20—16;3ห้องสมุดไป่ตู้ 19;00—19;12 20;30—20;40 — — — — — — — 小计 节拍: 计划产量(件): 负荷时间(H): 350 裁片投入数(件): 稼动时间(H): 310 96 查衫数量(件) 产出工时(H) 325 人均时产量: 设备稼动率 (输送带) 0.59
注明:节拍变更必须注明变更时间点 和变更后的节拍
人员统计 直接人员 20 辅助人员 6 异常原因 双针转钮牌跳线 拉前袋口双针车线路差 拉前袋口双针车线路差 未出勤人员
责任人
审核人
记录人 刘传军
记录日期 1月2日
异常时间(H) 0.23 0.20 0.16
备注:1.直接车位人员包括车位,点位,烫工; 2.辅助人员包括组长,收发,打枣,中查,剪线; 3.当天请假人员要除外; 4.异常停线时间为输送机停止稼动时间,请如实记录;
注塑课机台稼动率目标达成状况一览表
统计部门:注塑课
2020 年
项目 实际投入时间 生管排配时间 时间稼动率 标准周期 实际周期 性能稼动率 一次检验合格数量 投入总数量 一次良品率 设备稼动率 目标值≥70%
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月 11月 12月
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
5 0.0% 65%
6 0.0% 65%
7 0.0% 65%
8 0.0% 65%
9 0.0% 65%
10 0.0% 65%
11 0.0% 65%
12 0.0% 65%
制表/日期:
部门审核/日期:
会审/日期:
批准/日期:
注:统计部门需于每月第5个工作日前将此表交给品管部,针对未达目标的项目,由品管部开立《纠正及预防措施单》给责任部门整改。
70.0% 60.0% 50.0% 40.0% 30.0% 20.0% 10.0%
0.0%
设备嫁动率 目标值
1 0.0% 65%
2 0.00.0% 65%
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
65%
65%
65%
65%
65%
65%
65%
65%
65%
65%
65%
65%
计算公式:设备稼动率=时间稼动率*性能稼动率*一次良品率
OEE-稼动率相关报表填表说明
OEE-稼动率相关报表填表说明OEE-稼动率总报表自4月1日试用以来,经逐步规范和完善,基本运行正常,为保证各项数据的现场记录、报表录入、检查、分析的准确、真实、及时,现将报表填报规范说明如下:一、总说明1、为准确、真实、及时反映、了解、掌握生产现场的产品、生产、设备等信息,拟制本表。
2、本报表系统由SMT生产日报表、生产报表登入区、标准工时登入区、PM 分析表、各条线稼动率可视化、综合生产指标&OEE指标可视化组成。
3、SMT生产日报表由当班作业人员填写。
生产报表登入区、标准工时登入区的白色区域由班长登入。
其他灰色区或其他工作表为工时自动计算,不允许改动。
二、报表栏目说明(一)SMT生产日报表1、订单号:该产品销售合同订单内部编号。
2、产品名称:指产品的名称,如高清、标清、光猫、前控、卡板等。
3、面别。
指印制板的的A/B面,直接在下拉条进行选择。
4、开始时间。
产品开始导入时间。
4、结束时间。
产品最后一块下线时间。
5、产量。
该产品生产数量。
6、节假日。
指因计划安排放假引起的停机时间。
7、会议、培训、教育。
指上班后进行的例行的计划性的早会、晚会、培训、教育会等停机时间。
8、计划维保、点检。
指列入计划的对设备进行的维护、保养、点检等活动引起的停机时间。
9、停水、电、气。
指外部因素引起的生产要素水电气等无供应引起的停机时间。
10、无生产排单。
指因无市场订单造成的机器停止时间。
11、交接班。
指每班人员上下班对设备、产品等进行的交接引起的停机时间。
12、转产。
指上单产品最后一块进入回流炉到下单产品第一块进入回流炉的时间。
13、首检。
指第1-3块板的质量检验、确认时间。
14、设备故障、事故。
指设备运行中出现偶发故障或人为因素引发的事故导致的机器停止时间。
15、调试设备。
指生产中进行的设备参数、零件、程序、物料等调整引起的机器停止时间。
16、质量问题。
是指生产过程中因处理产品质量问题引发的停机时间。
17、待料。
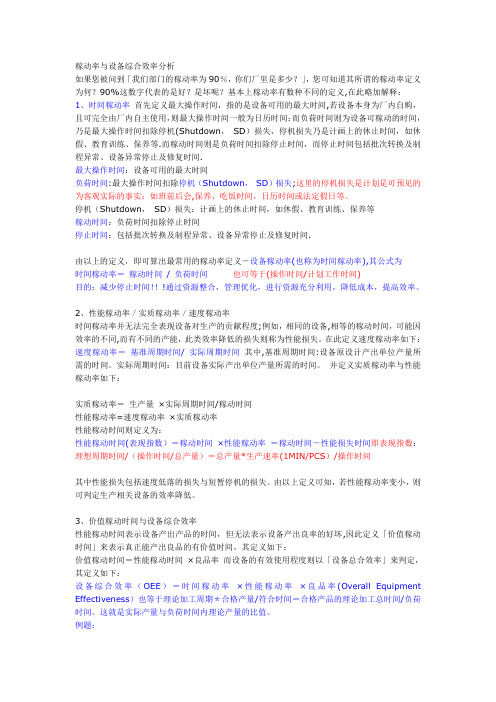
稼动率与设备总合效率(OEE)分析

稼动率与设备总合效率(OEE)分析稼动率与设备综合效率分析如果您被问到「我们部门的稼动率为90%,你们厂里是多少?」,您可知道其所谓的稼动率定义为何?90%这数字代表的是好?是坏呢?基本上稼动率有数种不同的定义,在此略加解释:1、时间稼动率首先定义最大操作时间,指的是设备可用的最大时间,若设备本身为厂内自购,且可完全由厂内自主使用,则最大操作时间一般为日历时间;而负荷时间则为设备可稼动的时间,乃是最大操作时间扣除停机(Shutdown, SD)损失,停机损失乃是计画上的休止时间,如休假、教育训练、保养等。
而稼动时间则是负荷时间扣除停止时间,而停止时间包括批次转换及制程异常、设备异常停止及修复时间。
最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机(Shutdown, SD)损失;这里的停机损失是计划是可预见的为客观实际的事实:如班前后会,保养、吃饭时间,日历时间或法定假日等。
停机(Shutdown, SD)损失:计画上的休止时间,如休假、教育训练、保养等稼动时间:负荷时间扣除停止时间停止时间:包括批次转换及制程异常、设备异常停止及修复时间。
由以上的定义,即可算出最常用的稼动率定义-设备稼动率(也称为时间稼动率),其公式为时间稼动率=稼动时间/ 负荷时间也可等于(操作时间/计划工作时间)目的:减少停止时间通过资源整合,管理优化,进行资源充分利用,降低成本,提高效率。
2、性能稼动率/实质稼动率/速度稼动率时间稼动率并无法完全表现设备对生产的贡献程度;例如,相同的设备,相等的稼动时间,可能因效率的不同,而有不同的产能,此类效率降低的损失则称为性能损失。
在此定义速度稼动率如下:速度稼动率=基准周期时间/ 实际周期时间其中,基准周期时间:设备原设计产出单位产量所需的时间。
实际周期时间:目前设备实际产出单位产量所需的时间。
并定义实质稼动率与性能稼动率如下:实质稼动率=生产量×实际周期时间/稼动时间性能稼动率=速度稼动率×实质稼动率性能稼动时间则定义为:性能稼动时间(表现指数)=稼动时间×性能稼动率=稼动时间-性能损失时间即表现指数:理想周期时间/(操作时间/总产量)=总产量*生产速率(1MIN/PCS)/操作时间其中性能损失包括速度低落的损失与短暂停机的损失。
设备稼动率统计表
0.5
99.30% 39.20%
99.70% 56.70%
0.5
99.40% 59.80%
0
6
2.5
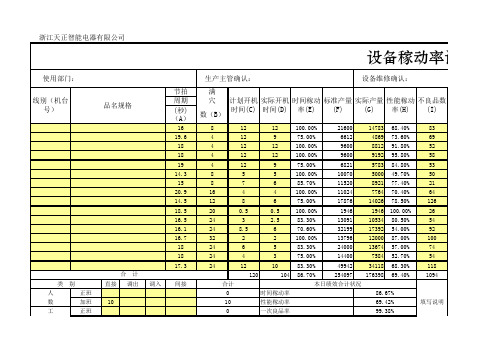
A:标准成型周期秒数;B:正常模具满穴数;
C:计划开机时间:12小时/每班;24小时/每天;C=D+L
D:实际开机时间;E:时间稼动率=D/C;
F:标准产量=3600/A*B*D;G:实际产量即实际机台数;
间接
满
穴 计划开机 实际开机 时间稼动 标准产量 实际产量 性能稼动 不良品数
数(B) 时间(C) 时间(D) 率(E)
(F)
(G) 率(H) (I)
8
12
12
100.00%
21600
100%
6612
4869 73.60%
4
12
12
100.00%
9600
17876
14026 78.50%
20
0.5
0.5
100.00%
1946
1946 100.00%
24
3
2.5
83.30%
13091
10534 80.50%
24
8.5
6
70.60%
32199
17392 54.00%
32
2
2
100.00%
13796
12000 87.00%
24
6
5
83.30%
24000
13674 57.00%
0.5
试模
0
其他
1 1
2
合计
0 3 0 0 3 9 1 0 2 0 0.5 2.5 0 1 1 2 25
年度稼动率总结(3篇)

第1篇一、引言稼动率,即设备稼动率,是衡量企业生产设备运行效率的重要指标。
它反映了设备在一定时间内的实际运行时间与理论运行时间的比值。
对于企业而言,提高稼动率意味着更高的生产效率、更低的成本和更优的市场竞争力。
本报告将总结过去一年的稼动率情况,分析原因,并提出改进措施。
二、稼动率概述1. 定义稼动率是指在一定时间内,设备实际运行时间与理论运行时间的比值。
计算公式为:稼动率 = 实际运行时间 / 理论运行时间× 100%2. 影响因素影响稼动率的因素有很多,主要包括以下几个方面:(1)设备维护:设备维护不及时、维护质量不高,会导致设备故障率上升,从而降低稼动率。
(2)生产计划:生产计划不合理,会导致设备闲置或过度使用,影响稼动率。
(3)人员操作:操作人员技能水平不高、操作不规范,容易导致设备故障,降低稼动率。
(4)原材料供应:原材料供应不稳定、质量不合格,会影响生产进度,降低稼动率。
(5)市场需求:市场需求波动较大,导致生产计划调整频繁,影响稼动率。
三、年度稼动率分析1. 总体情况在过去的一年里,我国企业稼动率总体呈现以下特点:(1)稼动率水平有所提高:与上一年度相比,企业稼动率平均水平有所上升。
(2)行业间差异明显:不同行业稼动率水平存在较大差异,制造业、电子行业等高技术产业稼动率较高,而传统行业稼动率较低。
(3)区域分布不均衡:东部沿海地区企业稼动率普遍较高,中西部地区企业稼动率相对较低。
2. 具体分析(1)设备维护方面在过去的一年里,企业对设备维护的重视程度有所提高,设备故障率有所下降,但仍有部分企业设备维护工作不到位,导致稼动率降低。
(2)生产计划方面部分企业生产计划不合理,导致设备闲置或过度使用,影响稼动率。
此外,市场需求波动较大,导致生产计划调整频繁,对稼动率产生一定影响。
(3)人员操作方面企业对操作人员的培训力度有所加强,操作人员技能水平有所提高,但仍有个别企业操作人员技能水平不高,导致设备故障,影响稼动率。
设备稼动率(实用版)

H
9
性能开机率
现场管理与改善
性能开动率(Performance Rate)
是以设备的性能和速度反映设备的运行状况。净开动率低,说明设备小故障 停机时间多,设备可靠性差;速度开动率低,或操作工水平差,没能全面掌 握设备的性能,发挥设备的潜力,或是设备经过较长时间的运行,性能劣 化,不能满负荷工作。 统计性能开动率应准确确定设备的理论周期时间和设备的实际周期时间,理 论周期时间是企业生产效率的一个重要标志。实际周期时间测算准确,生产 计划安排才能准确,才有零库存的生产框架。缩小理论周期时间与实际周期 时间的差距,才能提高设备性能开动率。
现场管理与改善
OEE管理
H
1
现场管理与改善
训练內容 1.OEE基本概念 2.OEE数据收集及分析实操 3.快速换产
H
2
LEAN-从VSM分析工艺流程的有效性
现场管理与改善
有效工 艺分解
无效工 艺分解
准备 搬运 操作 包装 物流
检验
有效工艺效率化!无效工艺标准化
H
3
LEAN-识别七种浪费
现场管理与改善
合格品数 = 投料数 — (启动废品+过程废品+返修品+实验品)
H
11
OEE时间分析
现场管理与改善
设备损失结构 休息时间
停 日常管理时间 止 时 间 计划停止时间
无负荷时间
正
常
停机 故障/停机损失
出
时间 换装和调试损失
勤
时 间
负
空闲和暂停损失 速度损 失时间 减速损失
荷
时 间
运转 时间
实质运
不良 损失
2.统计一级表信息,可填写设备总数、出勤人数、三班投入人数、无计划停机设备
产能稼动汇总excel模板
产能稼动汇总excel模板
产能稼动是一个重要的生产管理指标,对于许多企业来说,跟踪和记录产能稼动情况可以帮助他们更好地进行生产计划和资源调配。
在 Excel 中,你可以使用各种方式来创建产能稼动汇总表格。
以下是一个简单的方法:
1. 首先,在 Excel 中创建一个新的工作表,你可以根据实际情况命名工作表的名称,比如“产能稼动汇总”。
2. 在工作表中,你可以创建一些列来记录相关的信息,比如日期、生产线/设备名称、计划产量、实际产量、停机时间、故障维修时间、运行时间等等。
这些列可以根据你的实际需求进行调整和扩展。
3. 接下来,你可以输入每天或每个周期的相关数据,比如每天的产量、停机时间、故障维修时间等等。
这些数据可以通过生产管理系统、设备监控系统等途径获取。
4. 在 Excel 中,你可以使用公式来计算产能稼动率,比如实际产量除以计划产量,得出的结果乘以100即可得到产能稼动率的
百分比。
5. 你还可以使用 Excel 的图表功能来可视化产能稼动率的变化趋势,比如创建折线图或柱状图来展示不同时间段的产能稼动率情况。
总的来说,产能稼动汇总表格在 Excel 中可以通过合理的数据录入和公式计算来实现,同时可以通过图表来直观展示产能稼动率的变化情况。
希望这些建议对你有所帮助。
设备稼动提升报告

设备稼动提升报告稼动率分析与改善三稼动率分析与改善从综合效率的计算公式(4-8)可以看出,要提升效率,可以从提升作业能率和提升稼动率入手。
首先来分析如何提升稼动率。
从表4-1中可以看出,提升稼动率,就是要减少损失时间,而损失时间又由除外时间与异常时间组成。
基中,除外时间只只能尽量缩短,但往往是必不可少的,因此提升稼动率的主要着眼点即为异常时间的降低。
1 异常时间的种类拨所谓的异常时间(或称异常工时),是指造成制造部门停工或生产进度延迟的情形。
由此而产生的时间浪费。
由表面膜势得知,异常时间一般包括:①计划异常因生产计划临时变更或安排失误等导致的异常。
②物料异常因物料供应不及时(断料)、物料品质问题等导致的异常。
(3)设备异常因设备、工装不足或故障等原因而导致的异常。
(4)品质异常因制程中出现了品质问题而导致的异常,也称制程异常。
(5)机种异常因产品设计或其他技术性问题而导致的异常,也称产品异常或技术异常。
(6)水电异常因水、气、电等导致的异常。
2、异常的处理流程(1)异常发生时,发生部门的制造主管应立即与生技单位或相关责任单位联络,共同研拟对策加以处理。
(2)一般应先采取应急对策,并加以执行,以尽快恢复生产,降低异常时间的影响。
(3)在异常处理同时或异常排除之后,由制造部门填具生产异常报告单(如表4-7),并转责任单位。
(4)责任单位填写异常处理之根本对策,以防止异常重复发生。
(5)制造单位、责任单位依据该单作后续追踪工作、确认是否得到改善。
(6)财务部门依该异常单作为制造费用统计之凭证,并作为向厂商索赔之依据。
(7)生管部门依异常状况作为生产进度管制控制点,并作为生产计划调度之参考。
3、异常工时计算规定(1)当所发生的异常,导致生产现场部分或全部人员完全停工等待时,异常工时之影响以100%计算。
(2)当所发生的异常,导致生产现场需增加人力投入,采取临时应急对策处理该异常时,异常工时之影响以实际增加投入的工时为准。
稼动率总表
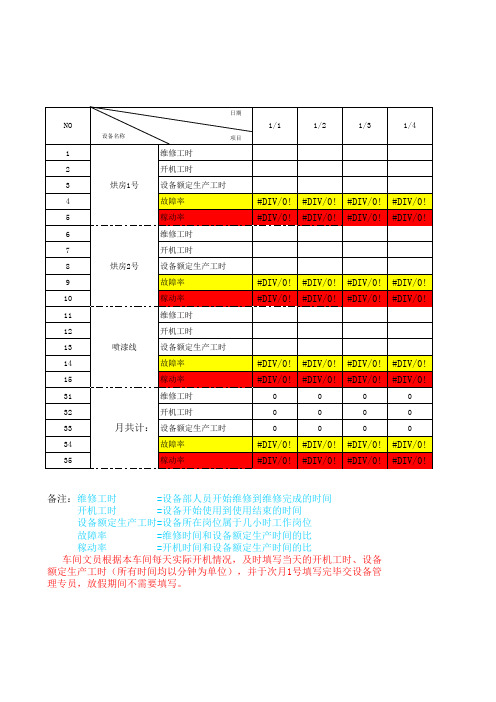
备注:维修工时 =设备部人员开始维修到维修完成的时间
开机工时 =设备开始使用到使用结束的时间
设备额定生产工时=设备所在岗位属于几小时工作岗位
故障率 =维修时间和设备额定生产时间的比
稼动率 =开机时间和设备额定生产时间的比
车间文员根据本车间每天实际开机情况,及时填写当天的开机工时、设备额定生产工时(所有时间均以分钟为单位),并于次月1号填写完毕交设备管理专员,放假期间不需要填写。
20 年 月
年 月喷漆车间设备稼动率统计表
作成:裴朝辉作成日期:2014-10-8。
注塑课机台稼动率目标达成状况一览表
注:统计部门需于每月第5个工作日前将此表交给品管部,针对未达目标的项目,由品管部开立《纠正及预防措施单》给责任部门整改。
70.0% 60.0% 50.0% 40.0% 30.0% 20.0% 10.0%
0.0%
设备嫁动率 目标值
1 0.0% 65%
2 0.0% 65%Fra bibliotek3 0.0% 65%
4 0.0% 65%
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
65%
65%
65%
65%
65%
65%
65%
65%
65%
65%
65%
65%
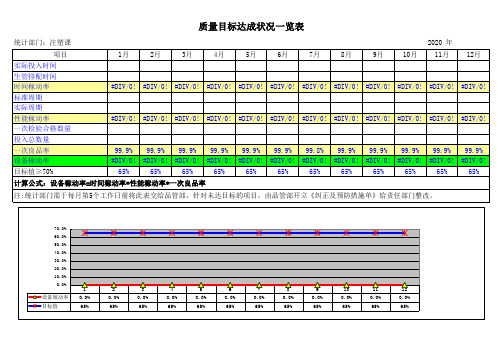
计算公式:设备稼动率=时间稼动率*性能稼动率*一次良品率
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
99.9% 99.9% 99.9% 99.9% 99.9% 99.9% 99.8% 99.9% 99.9% 99.9% 99.9% 99.9%
质量目标达成状况一览表
统计部门:注塑课
2020 年
项目 实际投入时间 生管排配时间 时间稼动率 标准周期 实际周期 性能稼动率 一次检验合格数量 投入总数量 一次良品率 设备稼动率 目标值≥70%
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月 11月 12月
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
设备稼动率(实用版)
全 面 设 备 利 用 效 率 T E E U
缩短时间
次品
现 场 管 理 与 改 善
OEE计算实例
实例: A B C D E G G1 H J K L M N 工作时间 计划停机时间 负荷时间 异常停机时间 运行时间 生产总数量 合格数量 实际周期 设备理想周期 理想生产数量 时间开动率 性能开动率 合格品率 设备综合效率 8 ×6 0 m i n s = A-B C-D 480 60 420 70 350 330 329 1.06 0.85 412 83% 80% 100% 67% mins mins mins mins mins 件 件 min/件 min/件 件
现 场 管 理 与 改 善
时间开机率
时间开动率(Operating Rate / Availability):
是用停机时间反映设备的运行状态。统计时间开动率主要是严格区分设备计 划内停机时间与设备计划外停机时间,并通过减少和控制设备计划停机时间 来提高设备利用率,通过减少和控制设备计划外停机时间来提高时间开动率。
现 场 管 理 与 改 善
异常停机类别-1 故障停机损失(Equipment Failure Breakdown Losses)
故障停机造成时间损失和由于生产缺陷产品导致数量损失。 偶发故障造成的突然的、显著的故障通常是明显的并易于纠正 而频繁的、或慢性的微小故障则经常被忽略或遗漏 偶发性故障在整个损失中占较大比例,消除偶发性故障是很困难 故障是可以预防的
#DIV/0!
#DIV/0!
#DIV/0!
公式说明:
1.开机率=1-(白班停机设备数+夜班停机设备数)/(设备总数*2) ———无计划停机时折算成设备数计入其中 2.OEE= ∑理论工时/(设备总数*24*3600) 3.管理效率= ∑产出工时/(白班投入人数*12+夜班投入人数*12) 4.人员操作节拍达标率= ∑额定工时/ ∑人员操作实际工时 5.节拍达标率= ∑额定工时/ ∑实际工时 6.无计划停机=1-开机率 7.异常停机率=异常停机时/(设备总数*24*3600 ) 8.合计=OEE+无计划停机+无人停机+换产损失+模具+设备+质量+其他
稼动率与设备总合效率(OEE)分析
稼动率与设备综合效率分析如果您被问到「我们部门的稼动率为90%,你们厂里是多少?」,您可知道其所谓的稼动率定义为何?90%这数字代表的是好?是坏呢?基本上稼动率有数种不同的定义,在此略加解释:1、时间稼动率首先定义最大操作时间,指的是设备可用的最大时间,若设备本身为厂内自购,且可完全由厂内自主使用,则最大操作时间一般为日历时间;而负荷时间则为设备可稼动的时间,乃是最大操作时间扣除停机(Shutdown,SD)损失,停机损失乃是计画上的休止时间,如休假、教育训练、保养等.而稼动时间则是负荷时间扣除停止时间,而停止时间包括批次转换及制程异常、设备异常停止及修复时间.最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机(Shutdown,SD)损失;这里的停机损失是计划是可预见的为客观实际的事实:如班前后会,保养、吃饭时间,日历时间或法定假日等。
停机(Shutdown,SD)损失:计画上的休止时间,如休假、教育训练、保养等稼动时间:负荷时间扣除停止时间停止时间:包括批次转换及制程异常、设备异常停止及修复时间.由以上的定义,即可算出最常用的稼动率定义-设备稼动率(也称为时间稼动率),其公式为时间稼动率=稼动时间/ 负荷时间也可等于(操作时间/计划工作时间)目的:减少停止时间!!!通过资源整合,管理优化,进行资源充分利用,降低成本,提高效率。
2、性能稼动率/实质稼动率/速度稼动率时间稼动率并无法完全表现设备对生产的贡献程度;例如,相同的设备,相等的稼动时间,可能因效率的不同,而有不同的产能,此类效率降低的损失则称为性能损失。
在此定义速度稼动率如下:速度稼动率=基准周期时间/ 实际周期时间其中,基准周期时间:设备原设计产出单位产量所需的时间。
实际周期时间:目前设备实际产出单位产量所需的时间。
并定义实质稼动率与性能稼动率如下:实质稼动率=生产量×实际周期时间/稼动时间性能稼动率=速度稼动率×实质稼动率性能稼动时间则定义为:性能稼动时间(表现指数)=稼动时间×性能稼动率=稼动时间-性能损失时间即表现指数:理想周期时间/(操作时间/总产量)=总产量*生产速率(1MIN/PCS)/操作时间其中性能损失包括速度低落的损失与短暂停机的损失。
设备稼动率(实用版)

换模试模 计划维修 达产的停机等
现 场 管 理 与 改 善
异常停机-2
性能开动率(Performance Rate) 是以设备的性能和速度反映设备的运行状况。净开动率低,说明设备小故障 停机时间多,设备可靠性差;速度开动率低,或操作工水平差,没能全面掌 握设备的性能,发挥设备的潜力,或是设备经过较长时间的运行,性能劣 化,不能满负荷工作。 统计性能开动率应准确确定设备的理论周期时间和设备的实际周期时间,理 论周期时间是企业生产效率的一个重要标志。实际周期时间测算准确,生产 计划安排才能准确,才有零库存的生产框架。缩小理论周期时间与实际周期 时间的差距,才能提高设备性能开动率。
现 场 管 理 与 改 善
OEE计算方式
现 场 管 理 与 改 善
OEE计算实例
课程目录 1.OEE基本概念 2.OEE数据收集及分析实操 3.快速换产
现 场 管 理 与 改 善
生产报表生成
实质运转时间
不良损失
质量缺陷和返工
正常生产时作出不良品之时间。选别、修理不良品而致设备停止有效稼动之时间
启动损失
生产开始时,自故障小停止至回复运转时,条件之设定、试加工等制作不良品之时间
价值运转时间
实际产生附加价值的时间
生产良品所花的时间
现 场 管 理 与 改 善
OEE时间分析
现 场 管 理 与 改 善
通过生产报表我们可获得以下数据: - 设备吨位 - 计划数量 - 合格品数 - 废品数 - 设备实际定员 - 实际生产周期 - 异常停机原因及停机时间 - 无计划停机时间
OEE-稼动率相关报表填表说明

OEE-稼动率相关报表填表说明第一篇:OEE-稼动率相关报表填表说明OEE-稼动率相关报表填表说明OEE-稼动率总报表自4月1日试用以来,经逐步规范和完善,基本运行正常,为保证各项数据的现场记录、报表录入、检查、分析的准确、真实、及时,现将报表填报规范说明如下:一、总说明1、为准确、真实、及时反映、了解、掌握生产现场的产品、生产、设备等信息,拟制本表。
2、本报表系统由SMT生产日报表、生产报表登入区、标准工时登入区、PM分析表、各条线稼动率可视化、综合生产指标&OEE指标可视化组成。
3、SMT生产日报表由当班作业人员填写。
生产报表登入区、标准工时登入区的白色区域由班长登入。
其他灰色区或其他工作表为工时自动计算,不允许改动。
二、报表栏目说明(一)SMT生产日报表1、订单号:该产品销售合同订单内部编号。
2、产品名称:指产品的名称,如高清、标清、光猫、前控、卡板等。
3、面别。
指印制板的的A/B面,直接在下拉条进行选择。
4、开始时间。
产品开始导入时间。
4、结束时间。
产品最后一块下线时间。
5、产量。
该产品生产数量。
6、节假日。
指因计划安排放假引起的停机时间。
7、会议、培训、教育。
指上班后进行的例行的计划性的早会、晚会、培训、教育会等停机时间。
8、计划维保、点检。
指列入计划的对设备进行的维护、保养、点检等活动引起的停机时间。
9、停水、电、气。
指外部因素引起的生产要素水电气等无供应引起的停机时间。
10、无生产排单。
指因无市场订单造成的机器停止时间。
11、交接班。
指每班人员上下班对设备、产品等进行的交接引起的停机时间。
12、转产。
指上单产品最后一块进入回流炉到下单产品第一块进入回流炉的时间。
13、首检。
指第1-3块板的质量检验、确认时间。
14、设备故障、事故。
指设备运行中出现偶发故障或人为因素引发的事故导致的机器停止时间。
15、调试设备。
指生产中进行的设备参数、零件、程序、物料等调整引起的机器停止时间。