JIS_Z_3282焊锡
日本工业标准 Word 文档

日本工业标准--印制线路板通则(一)JIS C 5014-1994 龚永林译1,适用范围本标准规定了主要为电子设备使用的印制线路板(以下称为印制板)通用要求,相关的有外形等各种尺寸以及由专项标准规定的项目。
另外,本标准中的印制板是指用JIS C 6480中规定的覆铜箔层压板制造的单面、双面及多层印制板。
备注本标准引用的标准如下:JIS C 5001电子元件通则JIS C 5012印制线路板试验方法JIS C 5603印制电路术语JIS C 6480印制线路板用覆铜箔层压板通则。
JIS Z 3282 焊锡2,术语的定义本标准所用主要术语的定义是按JIS C 5001和JIS C 5603中规定。
3,等级本标准按印制板的图形精细程度及品质来表示下列等级。
而这里的等级适用于对规定的各个项目可以选择必要的等级。
具体的等级区分在专项标准中确定。
Ⅰ级常规水平要求的Ⅱ高水平要求的Ⅲ特高水平要求的4,设计基准及其允许误差4.1座标网格尺寸4.1.1基本网格印制板的座标网格是以公制系列为标准,英制系列只限于与以往产品的整体必要时才采用。
基本网格尺寸如下:公制网格:2.50mm英制网格:2.54mm4.1.2辅助网格必要时采用比4.1.1的基本网格小的网格尺寸,如下:公制网格:0.5mm单位(当需要更小时可用0.05mm单位)英制网格:0.635mm单位备注:不使用比0.05mm或0.635mm更小单位的网格。
4.2基准线、基准孔和基准标记4.2.1基准线必要时设计基准线,是由不少于2个孔或由图形构成。
而基准线应该在网格上,并且希望是在外形线的内侧。
4.2.2基准孔及准基准孔必要时设计基准孔及准基准孔。
基准孔是圆孔,准基准孔是与基准孔径(al)相同宽度(al)的特有形状构成。
图1 基准孔及准基准孔(1)在采用2个基准孔时孔间距允许误差。
图2所示的基准孔孔间距(b)的允许误差,是在专项标准中规定。
(2)基准孔、准基准孔的孔位置允许误差对应于图1中,基准孔的孔位置(a2 、a3)及准基孔的位置(a4)之允许误差,是在专项标准中规定。
锡膏规范——精选推荐

锡膏规范锡膏检验规范1. 本规范引⽤下列下列标准:JIS C 6408印刷线路板所⽤铜⽚之通论JIS H 3100铜和铜合⾦、薄板及铜⽚JIS Z 3197锡膏助焊剂合成松⾹的检验⽅法JIS Z 3282软性锡膏JIS Z 8801筛选测试2. 与本规范有关连之国际标准第⼀部份:分类,标签和包装?ISO 9454-1:1990软性锡膏助焊剂的分类和资格第⼀部份:测定挥发性、热重损失试验?检验⽅法?ISO 9455-1:1990软性锡膏助焊剂2. 定义为使本规范易于达成⽬的,定义名词如下:(1) 锡膏:锡铅合⾦粉末和膏状助焊剂的混合物。
(2) 助焊剂活性:助焊剂能够提升液态融锡在基板表⾯之沾锡⼒程度。
(3) 助焊剂效率:助焊剂的功效表现在焊接过程中。
(4) 活性剂:⽤以提升助焊剂能⼒。
(5) 合成松⾹:助焊剂中天然或合成松⾹。
(6) 松⾹:⾃松树所提炼之树脂,加以蒸馏所得之⾃然硬性树脂,或称橡胶松⾹、⽊材松⾹,或酸性指数为130以上之长油松⾹。
(7) 改良式松⾹:不同松⾹种类之混合松⾹,但⽆法归类于松⾹分类之中。
(8) 松⾹助焊剂:助焊剂的主要成份为松⾹,形式为溶剂之溶液或膏状物。
(9) 助焊剂残留物:溶锡加热之后,残留于基板之上的助焊剂物质。
10) 塌陷:锡膏印刷后⼲燥或加热中,其外观上的改变。
(11) 粘滞⼒:锡膏粘着于基板上的⼒量。
(12) 锡球:在锡膏熔化之后,基板表⾯,出现许多⼩球状颗粒。
(13) 锡溅:锡膏凝固后,散布不⼀的形状(14) 不沾锡:溶锡⽆法粘着于基板表⾯上。
3. 种类锡膏种类的定义是取决于不同锡铅球粉末等级、锡球的外形、尺⼨和助焊剂成份品质等分类:如下列表⼀1.等级E之锡膏是⽤在如电⼦设备仪器中之⾼品质的焊点需求上。
2.等级A之锡膏是⽤在⼀般普通的电路、电⽓设备中。
4. 品质锡铅粉末和助焊剂的品质如下要求4.1锡膏锡铅粉末须依标准JIS Z 3282制作,并混合均匀,锡粉表⾯须平滑有光泽,且没有其他⼩粒⼦粘附。
JIS-Z-3282-2006 国际标准
Copyright Japanese Standards Association Provided by IHS under license with JSA No reproduction or networking permitted without license from IHS
Not for Resale
Not for Resale
//^:^^#^~^^"^~"^"^:$^~#:"#:$@:*$~$@:*:~:"^~:^#*^^:^^*\\
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright Japanese Standards Association Provided by IHS under license with JSA No reproduction or networking permitted without license from IHS
Not for Resale
//^:^^#^~^^"^~"^"^:$^~#:"#:$@:*$~$@:*:~:"^~:^#*^^:^^*\\
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright Japanese Standards Association Provided by IHS under license with JSA No reproduction or networking permitted without license from IHS
Copyright Japanese Standards Association Provided by IHS under license with JSA No reproduction or networking permitted without license from IHS
焊锡料选择

(2)錫粉顆粒形狀 Good
Poor
(3)錫ቤተ መጻሕፍቲ ባይዱ顆粒大小分佈
Mesh
200 mesh
325 mesh 500 mesh
Mesh Concept -200+325 -325+500
(4)錫粉氧化比率
Sample -325+500 -400+635
% Oxide 0.07 0.11
三 焊錫中的雜質及其影響
a: IPC J-STD-006定義球形錫粉的直徑尺寸是長寬比率 小於1.5倍。
Optimum
b: 2型用於標準的SMT,間距為50mil,當間距小到30mil 時,必須用3型焊膏。
c: 3型用於小間距技術(30mil-15mil),在間距為15mil 或更小時,要用4型焊膏。
d: 4型焊膏即是UFPT(超密間距技術)。 錫粉顆粒等級表
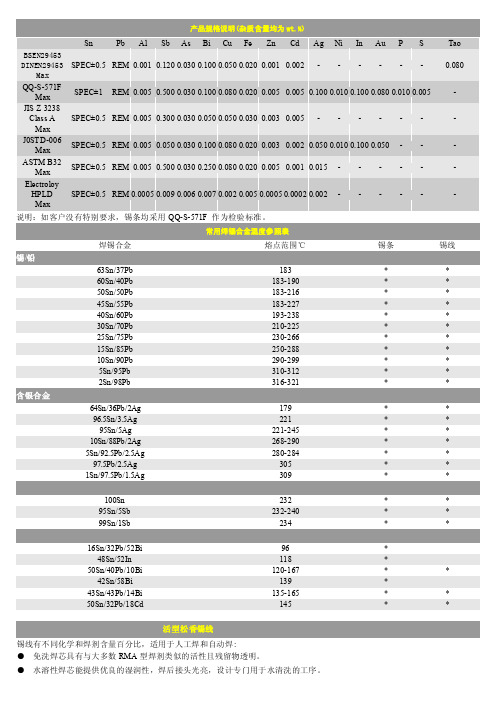
錫膏中金属的含量决定着焊缝的尺寸。随着金属所占百 分含量的增加,焊缝尺寸也增加。但在给定黏度下,随金属 含量的增加,焊料的桥连的倾向也相应增大。
按重量來計算的金屬含量百分比對黏滯度有直接的影響。 在用于印刷的錫膏中金屬含量百分比從最少的85%到最多的 92%區間內分布。用于印刷的錫膏常見的金屬含量百分比是 從88%到90%。
傳統的錫鉛Sn-Pb焊料之所以能實現良好的連接,是因 為焊料中的錫Sn能與銅Cu、鎳Ni、銀Ag等母材形成金屬間 化物,進而實現可靠的連接。再加上其成本很低,貨源充足, 並具備理想的導電、導熱性和浸潤特性,所以在各種候
選的無鉛焊料中,仍以錫為基體金屬,加入其他金屬形成二 元合金或多元合金構成。
圍繞無鉛焊料的研究工作,目前已經有幾百種無鉛焊料 的成分配比推出。在歐洲、美國、日本的多數公司都認為最 好的替代合金將是那些焊接溫度高於現有錫鉛合金的材料, 目前行業內的共同評價是:具備產業化實用價值的無鉛錫料 主要有Sn-Cu、Sn-Ag、Sn-Ag-Cu三種合金。
焊接注意点
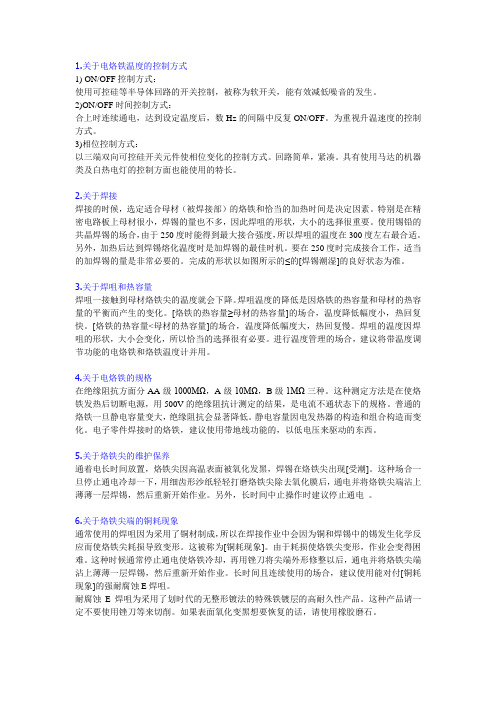
1.关于电烙铁温度的控制方式1) ON/OFF控制方式:使用可控硅等半导体回路的开关控制,被称为软开关,能有效减低噪音的发生。
2)ON/OFF时间控制方式:合上时连续通电,达到设定温度后,数Hz的间隔中反复ON/OFF。
为重视升温速度的控制方式。
3)相位控制方式:以三端双向可控硅开关元件使相位变化的控制方式。
回路简单,紧凑。
具有使用马达的机器类及白热电灯的控制方面也能使用的特长。
2.关于焊接焊接的时候,选定适合母材(被焊接部)的烙铁和恰当的加热时间是决定因素。
特别是在精密电路板上母材很小,焊锡的量也不多,因此焊咀的形状,大小的选择很重要。
使用锡铅的共晶焊锡的场合,由于250度时能得到最大接合强度,所以焊咀的温度在300度左右最合适。
另外,加热后达到焊锡熔化温度时是加焊锡的最佳时机。
要在250度时完成接合工作,适当的加焊锡的量是非常必要的。
完成的形状以如图所示的≤的[焊锡潮湿]的良好状态为准。
3.关于焊咀和热容量焊咀一接触到母材烙铁尖的温度就会下降。
焊咀温度的降低是因烙铁的热容量和母材的热容量的平衡而产生的变化。
[烙铁的热容量≥母材的热容量]的场合,温度降低幅度小,热回复快。
[烙铁的热容量<母材的热容量]的场合,温度降低幅度大,热回复慢。
焊咀的温度因焊咀的形状,大小会变化,所以恰当的选择很有必要。
进行温度管理的场合,建议将带温度调节功能的电烙铁和烙铁温度计并用。
4.关于电烙铁的规格在绝缘阻抗方面分AA级1000MΩ,A级10MΩ,B级1MΩ三种。
这种测定方法是在使烙铁发热后切断电源,用500V的绝缘阻抗计测定的结果,是电流不通状态下的规格。
普通的烙铁一旦静电容量变大,绝缘阻抗会显著降低。
静电容量因电发热器的构造和组合构造而变化。
电子零件焊接时的烙铁,建议使用带地线功能的,以低电压来驱动的东西。
5.关于烙铁尖的维护保养通着电长时间放置,烙铁尖因高温表面被氧化发黑,焊锡在烙铁尖出现[受潮]。
这种场合一旦停止通电冷却一下,用细齿形沙纸轻轻打磨烙铁尖除去氧化膜后,通电并将烙铁尖端沾上薄薄一层焊锡,然后重新开始作业。
永安锡膏规格介绍

:代表制造年度 :代表制造月份 :代表制造日期 :代表制造当日批次
7 of 7
SHENZHEN YONGAN FLUX CO.,LTD
DONGGUAN YONGAN TECHNOLOGY CO.,LTD
SPECIFICATIONS OF SOLDER PASTE
№:P002
spec properties model
6 of 7
深圳市永安助焊剂有限公司 六、 包装方式
东莞永安科技有限公司
标准包装为一罐 500 克,每纸箱为 5 公斤、每泡沫箱为 10kg(冰袋保护) 。
七、 标签
a) 锡膏型号 b) 合金 c) 批号 d) 粒度(目数) e) 净重 f) 生产批号 g) 保质期
八、 成品批号定义
每批锡膏批号有 8 个数字: XX XX XX XX
深圳市永安助焊剂有限公司
东莞永安科技有限公司
锡膏规格表
标 准 型 规 号 格 项 目
编 号 : P002 测试方法
JIS.Z.3282 JIS.Z.3282 JIS.Z.3282 目测 JIS.Z.3197-8.1.3 JIS.Z.3197-8.1.4.1.2 JIS.Z.3284 附录六 JIS.Z.3284 附录一 JIS.Z.3197-8.11 JIS.Z.3197-8.1.4.2.3 JIS.Z.3284 附录四
第八段
防护措施
监测方法:火焰原子吸收光谱法。 工程控制:需防止烟尘危害,提供足够的机械式排气装置。 呼吸系统防护:空气中粉尘浓度超标时,必须佩戴自吸过滤防尘口罩。紧急事态抢救或撤离时,应该佩戴空气 呼吸器。 眼睛防护:戴化学安全防护眼镜。 皮肤及身体防护:穿戴工作衣及防护手套。 车间卫生措施:工作现场禁止吸烟、进食和饮水。工作完毕,淋浴更衣。
锡丝参数及助焊剂类型
锡线有不同化学和焊剂含量百分比,适用于人工焊和自动焊:●免洗焊芯具有与大多数RMA型焊剂类似的活性且残留物透明。
●水溶性焊芯能提供优良的湿润性,焊后接头光亮,设计专门用于水清洗的工序。
●RMA和RA焊芯都符IPC J-STD-006和JIS Z 3283AA级/A级标准。
这些焊剂均能溶解于溶剂中,具有烟雾少、不易飞溅的特点●焊剂含量:含量范围从1.2%到3.5%。
对于大多数应用场合,建议焊剂含量为1.8至2.0%。
●包装:供应的锡线直径为0.2mm 到3.0mm 或更大,每卷有0.5英磅到1英磅,视需要而定。
●此外:还供应各种其它合金,其成份、直径、线巻尺寸均可根据客户和原装设备合同生产厂家的要求订制。
-------------------------------------------------------------------------------------------●供应的标准合金有:一般锡线(General wire):Sn63/Pb37,Sn60/Pb40,Sn50/Pb50含银锡线(Solder wire with Ag):Sn10/Pb88/Ag2,Sn62/Pb36/Ag2,Sn2.5/Pb97/Ag0.5,Sn96.5/Ag3/Cu0.5高温锡线(High TEMP. WIRE):Sn10/Pb90,Sn10/Pb85/Sb5,Sn95/Sb5,Sn40/Pb58.8/Cu1.2低温锡线(Low TEMP. wire):Sn50/Pb40/Bi10,Sn43/Pb43/Bi14免清洗助焊剂( NC )由树脂、溶剂和少部分催化剂组成。
NC助焊剂活性较低, 适用于易于焊接的工件表面。
NC助焊剂残留物透明、硬化、无腐蚀性、无导电性, 可以留于工件上。
如果确实需要, 残留助焊剂可用适当溶剂清除。
低活性助焊剂Rosin Mildly Activated(RMA)由树脂、溶剂和少部分催化剂组成。
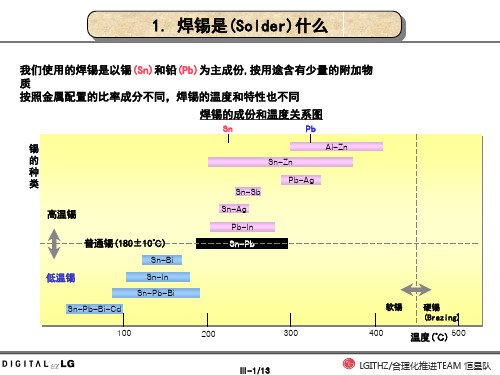
焊锡材料(SOLDER)解析
KS D 6704
JIS Z 3282
QQ-S- 571E
块状 棒状 杆状 线状 自由状 粉末状
化学成份(wt%)
等 主成份
不纯物(Max)
极 Sn Pb Sb Cu Bi Zn Fe Al As Cd Au Ag In Ni P S
S极 60 40 0.1 0.03 0.03 0.002 0.02 0.002 0.03 0.002
组成wt% 合金比重 FLUX=9%
Sn Pb Ag Bi
粉末㮼FLUX
63 37
8.4 54.6 45.4
10 90
10.7 48.6 51.4
62 39 2
8.4 54.6 45.4
46 46 8
9 52.9 47.1
43 39 14 9.1 52.6 47.4
97
4
7.4 57.7 42.3
90 8 2
Ⅲ-6/13
LGITHZ/合理化推进TEAM恒星队
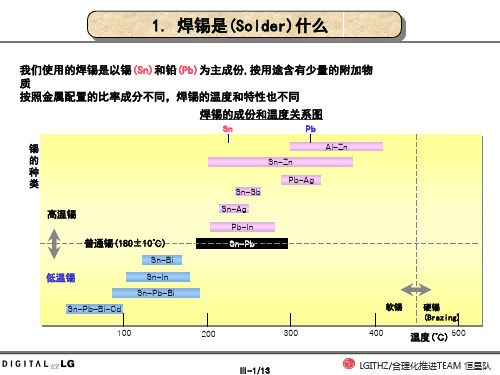
4. 锡的性质
锡具有表面张力,若不能恢复则会增加不良 表面张力可以使用 Flux恢复
•锡具有从温度低的地方移动到温度高的地方的性质.
Cool
用烙铁焊锡时锡往烙铁方向移动
Hot
就可以证明这一点.
•锡具有从面窄的地方移动到面宽的地方的性质
面
面
小的部品和大的部品一起焊锡时,若相碰的话 大的部品将拉动小的部品,就可以证明这一点
120
Ⅲ-9/13
LGITHZ/合理化推进TEAM恒星队
参考2. 焊锡粉末的种类
焊锡粉末主要使用JIS S-4, IPC TYPE-4两种类型。 印刷越是细微其粉末越小.想象以前的沙钟就容易理解了。
JIS Z 3284 粉末SIZE(定形 ???????1.2 以内), 单位um
锡膏检验标准

日本錫膏工業標準一『更新时间:2004-6-24 10:06:28 』『点击数:2452 收藏』『作者:佚名| 来源:网络』日本工業標準 JIS錫膏 Z 3284 -19941. 範圍日本工業標準係規範錫膏在電子、電氣或通訊設備的線路連接相關的使用上。
註:1. 本規範引用下列下列標準:JIS C 6408印刷線路板所用銅片之通論JIS H 3100銅和銅合金、薄板及銅片JIS Z 3197錫膏助焊劑合成松香的檢驗方法JIS Z 3282軟性錫膏JIS Z 8801篩選測試2. 與本規範有關連之國際標準ISO 9454-1:1990軟性錫膏助焊劑的分類和資格−第一部份:分類,標籤和包裝ISO 9455-1:1990軟性錫膏助焊劑−檢驗方法−第一部份:測定揮發性、熱重損失試驗2. 定義為使本規範易於達成目的,定義名詞如下:(1) 錫膏:錫鉛合金粉末和膏狀助焊劑的混合物。
(2) 助焊劑活性:助焊劑能夠提昇液態融錫在基板表面之沾錫力程度。
(3) 助焊劑效率:助焊劑的功效表現在焊接過程中。
(4) 活性劑:用以提昇助焊劑能力。
(5) 合成松香:助焊劑中天然或合成松香。
(6) 松香:自松樹所提煉之樹脂,加以蒸餾所得之自然硬性樹脂,或稱橡膠松香、木材松香,或酸性指數為130以上之長油松香。
(7) 改良式松香:不同松香種類之混合松香,但無法歸類於松香分類之中。
(8) 松香助焊劑:助焊劑的主要成份為松香,形式為溶劑之溶液或膏狀物。
(9) 助焊劑殘留物:溶錫加熱之後,殘留於基板之上的助焊劑物質。
(10) 塌陷:錫膏印刷後乾燥或加熱中,其外觀上的改變。
(11) 黏滯力:錫膏黏著於基板上的力量。
(12) 錫球:在錫膏熔化之後,基板表面,出現許多小球狀顆粒。
(13) 錫濺:錫膏凝固後,散佈不一的形狀(14) 不沾錫:溶錫無法黏著於基板表面上。
3. 種類錫膏種類的定義是取決於不同錫鉛球粉末等級、錫球的外形、尺寸和助焊劑成份品質等分類:如下列表一表一錫膏種類註1.等級E之錫膏是用在如電子設備儀器中之高品質的焊點需求上。
焊锡技术之SMT焊膏质量与测试

焊锡技术之SMT焊膏质量与测试焊膏是由合金焊粉、焊剂载体等组成的膏状稳定混合物。
在表面安装技术中起到粘固元件,促进焊料润湿,清除氧化物、硫化物、微量杂质和吸附层,保护表面防止再次氧化,形成牢固的冶金结合等作用。
焊膏印刷是SMT的第一道工序,它影响着后续的贴片、再流焊、清洗、测试等工艺,并直接决定着产品的可靠性。
据统计,电子产品72%的缺陷和失效与焊膏相关,因而焊膏的性能对于SMT来说是至关重要的。
随着细间距(FPT)、球栅阵列(BGA)、免清洗(NC)、0201等技术的迅速发展,以及有关法规对某些损害环境和健康的材料的限制或者禁止,对焊膏的成分与性能要求越来越高。
在市场、环保、法律因素的约束和推动下,国内外的各种组织、科研机构和公司对焊膏的研究与开发日益深入。
2合金焊粉焊粉的关键性能参数有形状、尺寸分布和含氧量,而这些又取决于制粉技术。
其制造方法主要有雾化法(如离心雾化、超声雾化、多级快冷等)和化学电解沉积两类方法[1]。
我们采用了简易的流体真空喷雾法,其基本原理是:在真空条件下,用感应加热熔融Sn63Pb37合金焊料棒,然后将金属液流用高速高压的喷射氮气击碎而雾化为细小的金属液滴,然后在冷却媒质中快速冷却凝固成为粉末,最后进行分级和收集。
雾化法冷却速度极快,大幅度减小了合金成分偏析,增加了合金固溶能力,成形粉末均匀细小。
由于采用保护气氛,含氧量低。
这种方法还具有球形率高、尺寸分布范围小、污染小等优点。
不同方法制备的焊粉形貌如图1(a)至(e)所示。
图1 (a)中焊粉呈疏松多孔的海绵状,不能使用。
焊粉形状最好是球形或者类球形,如图1 (f)[2]。
球形焊粉的比表面小,能量低,在制造、存储和印刷中不易氧化,而且印刷时不会堵塞网孔。
焊粉的氧化会导致可焊性差、桥接、焊锡球等缺陷。
图1 (b)中焊粉尺寸分布不均,球与球之间有粘接,形状不规则,而且球的表面不光滑,有“小卫星”颗粒和孔洞,见图1 (d),也不能使用。
JISZ3282焊锡-化学成分及形状

实用标准文案精彩文档焊锡-化学成分与形状JIS Z 3282: 2006(JWES)2006年3月25日修订〔日本标准协会发行〕序文11.适用X围12.引用标准13.定义14. 合金系,种类与记号14.1合金系与种类1 4.2记号15. 外观56. 化学成分57. 形状与尺寸58. 分析试验59. 检查510.制品名称511. 标记611.1标记事项611.2标记位置611.3须知事项的标记7焊锡--化学成分与形状Soft solders-Chemical positions and form序文本标准是以JIS Z3282:1999为根底,依据第二版ISO/FDIS9453:2006, Soft solder alloys-Chemical position and forms,并适应国内含铅焊锡与无铅焊锡行业技术趋势,对局部技术内容进展研究变更而做成的日本工业标准。
下划实线或虚线局部为原国际标准的变更处。
附录〔参考〕中给出了有关变更的列表与说明。
1.适用X围本规格对用于一般工业与电气电子工业的含铅焊锡〔以下称“含铅焊锡〞〕与不含铅焊锡〔以下称“无铅焊锡〞〕做了规定。
备注:本标准对应的国际标准如下:另外,根据ISO/IEC Guide 21,用符号表示JIS与国际标准间的对应度—IDT〔一样〕,MOD 〔有修改的〕,NEQ〔不一致〕。
ISO/FDIS 9453:2005. Soft solders alloys-Chemical positions and forms(MOD)2.引用标准如下在本文中所引用的标准亦构本钱标准的一局部。
引用标准,适用其最新版本〔包含增补〕。
JIS H 0321 非铁金属材料的检查通如此JIS Z 3001 焊接术语JIS Z 3198-1 无铅焊接试验方法—第一部:焊接温度X围测定方法JIS Z 3284 焊锡膏JIS Z 3910 焊锡化学分析方法3.定义本标准中的主要用语的定义,依据JIS Z 3001与如下定义。
Ⅲ-焊锡材料(SOLDER)解析
锡在污染的环境下是不能作业的.(第一次清净第二次清净)
搅拌前
搅拌后
取用方法: 1. 必须遵守先入先出: 确认容器的密封状态及有效期限 2. 必须采用冰箱保管(1~10℃):防止Flux的化学反映 3. 从冰箱取出后在常温下保存1~2小时后使用:
水分吸收现象.禁止在温暖的地方(Reflow)保管 (Flux发生化学反应)
4. 必须搅拌后使用:
Flux粉末均匀混合,自动搅拌 5~10分钟,手工搅拌100~150次(1~2分钟)
其他合计0.35以下또
形象分类 韩国 块状 棒状 杆状 线状
自由状 I B R W F P
表示方法
美(MIL) 备注
I B R W F P Ingot Bar Ribon wire Free Form Paste
日本
I B R W F P
S
63
A - W - 1.6 - 50
对象:宽度(㎜) 棒状: 宽度(㎜) 杆状: 厚度(㎜) 线状: 线径(㎜) 粉末状:粒度(um) 形象分类
Solder
Flux
绝缘抵抗 增加耐湿试验 扩散率 肉眼
500以上 1*10E11以上 1*10E11以上 试验片的各部分不可有明显的腐蚀 75 以上 80以上
1*10E9以上 1*10E9以上 80以上
表示方法
Resin Solder Sn含量±1wt%
RS 63 - 1.6 - A
Flux等级 外径 0.3~0.4±0.03 0.5~0.7±0.05 0.8~3.0±0.10源自粉末状Sn 含有量
等级
Ⅲ-2/13
LGITHZ/合理化推进TEAM
3. 焊锡的种类(1)
树脂类 焊锡丝
日本JIS焊接材料标准
日本JIS焊接材料标准标准号标准名称1. Z3211 碳钢用焊条(Covered electrodes for mile steel )2. Z3212 高强钢用焊条(Covered electrodes for bight strength steel)3. Z324 耐侯性钢用焊条(Covered electrodes for atmospheric corrosion resisting steel)4. Z3221 不锈钢用焊条(Stainless steel covered electrodes )5. Z3221 钼及铬钼钢用焊条(Molybdenum steel and chromium,Molybdenum steel covered elect rodes)6. Z3224 镍及镍合金用焊条(Nickel and Nickel-alloy covered electrodes )7. Z3231 铜及铜合金用焊条(Copper and copper alloy covered electrodes)8. Z3232 铝及铝合金用焊条和焊丝(Aluminum and Aluminum alloy welding rods and wire)9. Z3233 惰性气体电弧用钨棒(Tungsten electrodes for inert gas shielded arc welding)10. Z3241 低温钢用焊条(Covered electrodes for low temperature service steel)11. Z3251 堆焊用焊条(Covered electrodes for hard facing)12. Z3252 铸铁用焊条(Covered electrodes for cast iron )13. Z3312 碳钢及高强钢MAG用实芯焊丝(MAG welding solid wires for mild steel and high strength stee l)14. Z3313 碳钢、高强钢及低温钢用气体保护焊和自保护电弧焊药芯焊丝(Flux cored wires for gas shielded and self- shielded metal arc welding and mild high strength steel and low temperature service steel)15. Z3315 耐侯钢用CO2 气体保护焊实芯焊丝(Solid wires for CO2 gas shielded are welding for atmos pheric corrosion resisting steel)16. Z3316 碳钢及低合金钢TIG焊用焊条和焊丝(TIG welding rods and wires for mild steel and low all y steel)17. Z3317 钼钢及铬钼钢MAG焊用实芯焊丝(MAG welding solid wires for Molybdenum steel and chro mium Molybdenum steel )18. Z3318 钼钢及铬钼钢MAG焊用药芯焊丝(MAG welding flux cored wises for Molybdenum steel and chromium Molybdenum steel )19. Z3319 气电立焊用药芯焊丝(Flux cored wires for Electrogas arc welding)20. Z3320 耐侯钢CO2 气体保护焊药芯焊丝(Flux cored wires for CO2 gas shielded arc welding of atmosphe ric corrosion resisting steel)21. Z3321 不锈钢焊棒和焊条(Stainless steel welding rods and wires )22. Z3322 不锈钢堆焊用焊带(Materials for stainless steel overlay welding with strip elec trode )23. Z3323 不锈钢药芯焊丝(Stainless steel flux cored wires )24. Z3324 不锈钢埋弧焊用焊丝和焊剂(Stainless steel solid wires and fluxes for submerged are weld ing )25. Z3325 低温钢MAG焊用实芯焊丝(MAG welding solid wires for low temperature service )26. Z3326 电弧焊用药芯焊丝(Arc weding flux cored wires for hard facing )27. Z3331 惰性气体保护用汰及汰合金焊棒和焊丝(Titanium and Titanium ally rods and wires for inert gas shielded arc welding)28. Z3332 9%Ni 钢TIG焊用填充焊棒和焊丝(Filler rods and wire for TIG welding of 9%Nickel ste el)29. Z333 9%Ni 钢埋弧焊丝和焊剂(Submerged arc welding wires and fluxes for 9%Nickel steel)30. Z3334 电弧焊用镍及镍合金填充棒和填充丝(Nickel and Nickel ally filler rods and wires for arc welding)31. Z3341 惰性气体保护电弧焊用铜及铜合金焊棒和焊丝(Copper and Copper ally rods and wires for inert gas shielded arc welding )32. Z3351 碳钢和低合金钢埋弧焊焊丝(Submerged arc welding wires for carbon steel and low ally ste el )33. Z3352 碳钢和低合金钢埋弧焊焊剂(Submerged arc welding fluxes for carbon steel and low ally st eel )34. Z6746 等离子焊棒(Platis welding rods)。
锡膏检验标准
日本錫膏工業標準一『更新时间:2004-6-24 10:06:28 』『点击数:2452 收藏』『作者:佚名| 来源:网络』日本工業標準 JIS錫膏 Z 3284 -19941. 範圍日本工業標準係規範錫膏在電子、電氣或通訊設備的線路連接相關的使用上。
註:1. 本規範引用下列下列標準:JIS C 6408印刷線路板所用銅片之通論JIS H 3100銅和銅合金、薄板及銅片JIS Z 3197錫膏助焊劑合成松香的檢驗方法JIS Z 3282軟性錫膏JIS Z 8801篩選測試2. 與本規範有關連之國際標準ISO 9454-1:1990軟性錫膏助焊劑的分類和資格−第一部份:分類,標籤和包裝ISO 9455-1:1990軟性錫膏助焊劑−檢驗方法−第一部份:測定揮發性、熱重損失試驗2. 定義為使本規範易於達成目的,定義名詞如下:(1) 錫膏:錫鉛合金粉末和膏狀助焊劑的混合物。
(2) 助焊劑活性:助焊劑能夠提昇液態融錫在基板表面之沾錫力程度。
(3) 助焊劑效率:助焊劑的功效表現在焊接過程中。
(4) 活性劑:用以提昇助焊劑能力。
(5) 合成松香:助焊劑中天然或合成松香。
(6) 松香:自松樹所提煉之樹脂,加以蒸餾所得之自然硬性樹脂,或稱橡膠松香、木材松香,或酸性指數為130以上之長油松香。
(7) 改良式松香:不同松香種類之混合松香,但無法歸類於松香分類之中。
(8) 松香助焊劑:助焊劑的主要成份為松香,形式為溶劑之溶液或膏狀物。
(9) 助焊劑殘留物:溶錫加熱之後,殘留於基板之上的助焊劑物質。
(10) 塌陷:錫膏印刷後乾燥或加熱中,其外觀上的改變。
(11) 黏滯力:錫膏黏著於基板上的力量。
(12) 錫球:在錫膏熔化之後,基板表面,出現許多小球狀顆粒。
(13) 錫濺:錫膏凝固後,散佈不一的形狀(14) 不沾錫:溶錫無法黏著於基板表面上。
3. 種類錫膏種類的定義是取決於不同錫鉛球粉末等級、錫球的外形、尺寸和助焊劑成份品質等分類:如下列表一表一錫膏種類註1.等級E之錫膏是用在如電子設備儀器中之高品質的焊點需求上。
钎焊材料成分性能分析-无铅焊料(或无铅钎料,无铅焊锡)
杭州辛达狼焊接科技有限公司是一家专业研发、生产和销售低、中、高温钎焊用助焊剂的科技型企业。
产品主要有不锈钢无铅助焊剂,普通型不锈钢锡焊助焊剂,无铅烙铁头专用高效助焊剂,低温液体铝助焊剂,铝/铜异种材料钎焊助焊剂,铜合金用中温膏状助焊剂,中温膏状铝助焊剂和焊膏等系列产品,广泛应用于电子、电器、制冷和汽车等领域。
公司建有助焊剂研发中心,拥有2名博士和多名助焊剂专家,并与哈尔滨工业大学在助焊剂领域建立了密切的科研合作。
助焊剂--辛达狼焊接科技有限公司1.3.2锡基无铅软焊料铅及其化合物是有毒物质,损害人类健康,污染环境。
随着人类环保意识的增强,世界各国已相继出台一系列法令和法规来防治电子产品所带来的生态问题,限制铅在电子产品中的使用,最有影响力的是欧盟于2003年颁布的WEEE 指令(《报废电子电器设备指令》)和ROHS指令(《电器和电子设备中限制使用某些有害物质指令》),执行日期是2006年7月1日。
我国于2006年2月也颁布了相应的《电子信息产品污染控制管理办法》,规定2007年3月1日起开始实施。
欧盟和我国的指令都明确规定在指定日期前停止在监管电子产品中使用含铅材料。
在无铅绿色制造这一大趋势下,许多国家的科研机构和企业已开始加大投入来研发无铅焊料,并积极推广其应用。
目前已开发出的无铅焊料主要有Sn-Ag系,Sn-Cu系,Sn-Zn系和Sn-Ag-Cu 系等,并通过添加P、Ni、Ag、Sb、Cu、In、Bi等元素获得不同性能的系列产品。
如千住金属工业株式会社的JS3027441专利、亚通电子有限公司的ZL03129619.X专利和艾奥瓦州立大学的US5527628专利,分别公开了各自的Sn--Ag-Cu系无铅焊料;AIM的US5525577专利和US5352407专利,公开了Sn-Ag-Cu-Sb系无铅焊料;松下电器产业株式会社的CN1087994C专利和北京工业大学的CN1586793A专利申请公开了各自开发的Sn-Zn系无铅焊料;千住金属工业株式会社的CN1496780A专利申请公开了Sn-Cu系无铅焊料;韩国三星电机株式会社的CN1040302C、CN1040303C专利和CN1139607A专利申请公开了Sn-Bi系无铅焊料等。
国家标准《锡焊用液态助焊剂》

国家标准《锡焊用液态助焊剂》(征求意见稿)编制说明1.工作简况1.1任务来源根据国家标准化管理委员会2014年国家标准制修订计划,国家标准《锡焊用液态助焊剂》(以下简称本标准),计划项目编号为20141864-T-339,由全国印制电路标准化技术委员会(SAC/TC47)归口,由工业和信息化部电子工业标准化研究院牵头负责起草。
1.2前言GB/T9491-2002锡焊用液态焊剂标准已使用12年,随着电子工业调整产品结构,通过低碳经济模式与低碳技术实现社会可持续发展,有效控制温室气体排放,妥善应对气候变化,需要依靠科技进步作支撑。
从产品的生产源头抓起,从生产的每一个环节做起,不断提高产品内在质量,更需要用相应的产品标准进行规范。
为了与国际先进标准靠拢,不断提升我国电子产品的品质和高可靠性,减少电子产品生产过程中的环境污染,节能减排,一致认为对现行的GB/T9491-2002锡焊用液态焊剂进行修订是很有必要的。
1.3 主要工作过程标准计划下发后,标准主办单位联系行业相关技术人员成立了标准编制工作组。
标准编制工作组调研了国际国内相关领域产品的研制、生产和使用现状,收集相应国内外技术资料,开展技术规范的研讨并拟定标准编制大纲。
在广泛征求意见的基础上,参照JISZ3197、JISZ3282、ISO9454-1-2等国际标准作了大量基础性试验,取得了有指导意义的技术数据。
2015年5月,标准编制工作组完成标准草案的编写。
2015年6月,标准编制工作组在北京召开了标准讨论会,2015年7月根据标准讨论会,标准编制工作组对标准草案进行修改,形成标准草案征求意见稿。
2.标准编制原则和确定标准主要内容本次修订依据《标准化法》,《质量法》《中华人民共和国环境保护法》等相关法律法规对GB/T9491-2002进行了修订,按照GB/T 1.1—2009的规则编写。
修订或增订部分见下表:3.预期的经济效果。
该标准颁布实施将对我国锡焊用液态助焊剂科研、生产、检验提供技术指导,对规范市场,促进我国锡焊用液态助焊剂产业发展、质量提高发挥积极作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊錫-化學成分及形狀JIS Z 3282: 2006
(JWES)
2006年3月25日修訂
(日本標準協會發行)
1
目錄
序文 (1)
1.适用范围 (1)
2.引用标准 (1)
3.定义 (1)
4. 合金系,种类及记号 (1)
4.1合金系及种类 (1)
4.2记号 (1)
5. 外观 (5)
6. 化学成分 (5)
7. 形状及尺寸 (5)
8. 分析试验 (5)
9. 检查 (5)
10.制品名称 (5)
11. 标记 (6)
11.1标记事项 (6)
11.2标记位置 (6)
11.3注意事项的标记 (7)
焊錫--化學成分及形狀
Soft solders-Chemical compositions and form
序文本標準是以JIS Z3282:1999為基礎,依據第二版ISO/FDIS9453:2006, Soft solder alloys-Chemical composition and forms,並適應國內含鉛焊錫及無鉛焊錫行業技術趨勢,對部分技術內容進行研究變更而做成的日本工業標準。
下劃實線或虛線部分為原國際標準的變更處。
附錄(參考)中給出了有關變更的列表及說明。
1.適用範圍本規格對用於一般工業及電氣電子工業的含鉛焊錫(以下稱“含鉛焊錫”)及不含
鉛焊錫(以下稱“無鉛焊錫”)做了規定。
備註:本標準對應的國際標準如下:
另外,根據ISO/IEC Guide 21,用符號表示JIS與國際標準間的對應度—IDT(相同),MOD (有修改的),NEQ(不一致)。
ISO/FDIS 9453:2005. Soft solders alloys-Chemical compositions and forms(MOD)
2.引用標準下列在本文中所引用的標準亦構成本標準的一部分。
這些引用標準,適用其最新版
本(包含增補)。
JIS H 0321 非鐵金屬材料的檢查通則
JIS Z 3001 焊接術語
JIS Z 3198-1 無鉛焊接試驗方法—第一部:焊接溫度範圍測定方法
JIS Z 3284 焊錫膏
JIS Z 3910 焊錫化學分析方法
3.定義本標準中的主要用語的定義,依據JIS Z 3001及下列定義。
a)含鉛焊錫固相線溫度低於450℃的含鉛金屬焊錫。
b)無鉛焊錫固相線溫度低於450℃的不含鉛焊錫的總稱。
這裡指含鉛量低於0.10%的焊錫,包
括錫,鋅,銻,銦,銀,鉍及銅。
4. 合金系,種類及記號
4.1 合金系及種類合金系及種類如下。
a)含鉛焊錫分為3個合金系和19類,其記號如表1所示。
b)無鉛焊錫分為11個合金系和21類,其記號如表2所示。
4.2 記號記號的表示方法如下。
a)含鉛焊錫應與記號1或記號2一致。
例1.記號1的情況
例2.記號2的情況
注解記號1與ISO記號表示方法一致。
而記號2是與常規的JIS記號表示方法一致,根據其
用途分類表示為,用於電子機器的E,以一般用途為目的的A。
附加在錫的百分比後面。
b)無鉛焊錫應與記號1或記號2一致。
例1.記號1的情況
例2.記號2的情況
注解1. 記號2的情況中,剩餘部分替代錫的其他組成元素,在各自元素符號的後面標明含量百分比。
銀:A 鉍:B 銅:C 銦:N 銻:S 鋅:Z
2. 記號2的情況中,每種構成元素的百分比用10倍值表示在其元素符號後面,如下所
示。
--構成元素% : 0.X%→對應值X0.5%表示為5
--構成元素% : X.X%→對應值XX 5.5%表示為55
--構成元素%: XX.X%→對應值XXX50.5%表示為505
5. 外觀含鉛和無鉛焊錫在使用上不得含有裂痕及有害的傷痕。
6. 化學成分含鉛及無鉛焊錫在按8.做試驗時,所得化學成分需符合表1及表2的要求。
7. 形狀及尺寸含鉛焊錫及無鉛焊錫的形狀及尺寸如下所示。
a)含鉛及無鉛焊錫的形狀可分為,線狀,塊狀,棒狀,帶狀,預成形及粉末狀,表示方法為:
W表示線狀、I表示塊狀、B表示棒狀、R表示帶狀、F表示預成形、P表示粉末狀。
b)線狀含鉛及無鉛焊錫的標準尺寸及公差如表3所示。
但是,每一卷的標準品質依據買賣雙方
的協定。
c)塊狀含鉛焊錫的標準品質約為5Kg,塊狀無鉛焊錫的標準品質約為4.5Kg。
而尺寸依據買賣雙
方的協定。
d)棒狀含鉛及無鉛焊錫的標準尺寸約為7mm(厚)×20mm(寬)×400mm(長)。
標準品質:Sn63Pb37
含鉛焊錫約為500g,Sn96.5Ag3Cu0.5無鉛焊錫約為450g。
其它依照買賣雙方的協定。
e)粉末狀含鉛及無鉛焊錫的形狀及粉末大小依照JIS Z 3284。
其它應依照買賣雙方的協定。
f)帶狀及線狀的含鉛及無鉛焊錫,可依據買賣雙方的協定盤繞成卷。
帶狀及預成形的含鉛及無
鉛焊錫的尺寸可由買賣雙方協商決定。
8. 分析試驗分析試驗按照JIS Z 3910或買賣雙方的協定操作。
9. 檢查檢查如下所示。
a)外觀必須符合5.的規定。
b)化學成分必須符合6.的要求。
但是,可根據買賣雙方協定,將部分化學分析試驗加以省略。
c)形狀及尺寸必須符合7.的要求。
d)其他一般事項依照JIS H 0321。
10.製品名稱含鉛及無鉛焊錫製品命名,應依照焊錫的種類記號(記號1或記號2),形狀及尺寸
(單位:mm)--對於棒狀是寬度,帶狀是厚度及寬度,線狀是線徑,粉末狀是粉末形狀及粉末尺寸記號。
a)含鉛焊錫
例塊狀的情況
例棒狀的情況
例帶狀的情況
例線狀的情況
例預成形的情況
例粉末狀的情況
b)無鉛焊錫
例棒狀的情況
備註:除棒狀之外的無鉛焊錫的命名,都與含鉛焊錫的示例一樣。
11. 標記
11.1 標記事項含鉛焊錫及無鉛焊錫,下列事項絕對要表示。
a)記號
b)形狀及尺寸
c)淨重
d)製造者名稱或其縮寫代號
e)製造年月日或其縮寫
f)製造編號或LOT號
11.2標記位置各種形狀的含鉛及無鉛焊錫的標記內容及標記位置,依照表4所示。
下列內容以外的資訊,如保存條件等,應遵照買賣雙方的協定。
11.3 注意事項的標記含鉛焊錫的包裝上,應帶有關於鉛中毒注意事項的標記。