软包装电池工艺流程图
软包锂电制造完整工艺流程

2019/8/17
5
浆料配制后进行粘度测试
粘度计
1、浆料粘度
2019/8/17
6
⑵ 涂布
上面放120目 塞网
浆料过篩;作用:将杂质、大颗粒筛出
2019/8/17
7
涂布机
2019/8/17
8
①安装铜箔、铝箔(放卷轴)
作用:放铜箔、铝箔 及单面极片
2019/8/17
9
半自动上料机
半自动上料机.作用:使浆料均匀的放出,控制液面高度.
2019/8/17
10
涂布机操作台
2019/8/17
11
自动搅料机(作用:使浆料不易结块)
2019/8/17
刀槽
12
涂布刀
千分表(作用: 极片厚度参
考数据)
2019/8/17
作用:料槽, 高度需保持
不变;
13
调表器(作用:控制涂布极片厚度)
2019/8/17
14
极片收卷轴(作用:收单双面极片)
21
⑹冲切
2019/8/17
22
刀模
2019/8/17
23
⑺极片分档
2019/8/17
24
2019/8/17
电子称
档次栏
25
极耳断切机
2019/8/17
26
2019/8/17
27
隔膜分切机
2019/8/17
28
隔膜断切机
2019/8/17
隔膜除静电机
29
叠片
2019/8/17
30
叠片夹具
2019/8/17
31
正负极点焊(超声波金属焊接机)
锂离子电池软包叠片、卷绕基本工艺流程介绍

锂离子电池叠片、卷绕基本工艺流程介绍
01/25/2012
制造工艺分类
Li离子电芯核心制造工艺分为:
叠片工艺和卷绕工艺
两种工艺的主要区别和工艺名称来源
极片装配方式的区别
Part A:叠片工艺的主要工艺流程介绍
叠片工艺的定义
叠片工艺是将正极、负极切成小片与隔离膜叠合成小电芯单体,然后将 小电芯单体叠放并联起来组成一个大电芯的一种Li离子电芯制造工艺。
卷绕工艺的主要工艺流程 --- Inject
卷绕工艺的主要工艺流程 --- Formation
Formation(预化成)---与叠片工艺原理相同,流程不同
工序功能:通过充电方式将其内部正负极物质激活, 同时在负极表面形成良好的SEI膜。 预化流程:
Formation: 0.1C CC 200min to 3.95V
Mixing (搅拌)--与叠片工艺基本相同
工序功能:将正极或者负极粉料以及其他配料混合均匀,并调制成浆。
活性物质
导电剂
粘接剂
搅拌罐 溶剂
Mixing示意图
浆料检测点: 1.Viscosity粘度 2.Particle size颗粒度 3.Solid content固含量
卷绕工艺的主要工艺流程 ---Coating
冷压 (Cold Lam)
注液 ( Inject)
顶封 ( Top sealing)
卷绕 (Winding)
化成 ( Formation)
成型 ( Forming)
测试
裁片分条 ( Slitting )
焊接 ( Welding)
卷绕工艺的主要工艺流程
---物料形态流程图
软包电池制造生产工艺流程

一、各控制工序流程图
配料
涂布
烘烤
冲压成型
点焊
卷绕叠片
cw
包装
注液
辊压 化成 分容
㈠配料
钴酸锂等正极材料、导电剂等 进行烘烤
烤箱
作用:除湿、除潮
胶液配制 搅拌机
负极胶液配制 高速搅拌机
将配好的胶液和正极材料例如:钴 酸锂、锰酸锂进行搅拌(浆料配制)
搅拌机
浆料配制后进行粘度测试
上夹板
作用:保护电芯 外观及降低电芯
厚度.
化成
检测设备 全程监视器
夹板.作用:保持良好外观,减少厚度
Thanks for your attention
78
1、浆料粘度
粘度计
⑵ 涂布
上面放120目 塞网
浆料过篩;作用:将杂质、大颗粒筛出
涂布机
①安装铜箔、铝箔(放卷轴)
作用:放铜箔、铝箔 及单面极片
半自动上料机
半自动上料机.作用:使浆料均匀的放出,控制液面高度.
涂布机操作台
自动搅料机(作用:使浆料不易结块)
刀槽
涂布刀
千分表(作用: 极片厚度参
考数据)
作用:料槽, 高度需保持
不变;
调表器(作用:控制涂布极片厚度)
极片收卷轴(作用:收单双面极片)
纠偏器
作用:控制收 卷整齐度
自动上料缸
作用:①保持液面高度稳定; ②浆料保持搅拌状态;
⑶极片段切
段切机
分切机
段切机
脚踏剪扳机
⑷极片烘烤
烤箱
⑸辊压
辊压机
⑹冲切
刀模
⑺极片分档
电子称
档次栏
极耳断切机
软包装电池生产工艺图
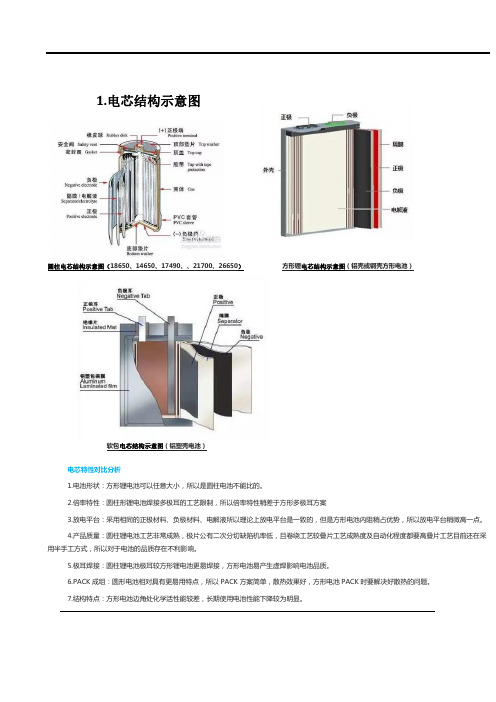
1.电芯结构示意图
圆柱电芯结构示意图(18650、14650、17490、、21700、26650) 方形锂电芯结构示意图(铝壳或钢壳方形电池)
软包电芯结构示意图(铝塑壳电池)
电芯特性对比分析
1.电池形状:方形锂电池可以任意大小,所以是圆柱电池不能比的。
2.倍率特性:圆柱形锂电池焊接多极耳的工艺限制,所以倍率特性稍差于方形多极耳方案
3.放电平台:采用相同的正极材料、负极材料、电解液所以理论上放电平台是一致的,但是方形电池内阻稍占优势,所以放电平台稍微高一点。
4.产品质量:圆柱锂电池工艺非常成熟,极片公有二次分切缺陷机率低,且卷绕工艺较叠片工艺成熟度及自动化程度都要高叠片工艺目前还在采用半手工方式,所以对于电池的品质存在不利影响。
5.极耳焊接:圆柱锂电池极耳较方形锂电池更易焊接,方形电池易产生虚焊影响电池品质。
6.PACK 成组:圆形电池相对具有更易用特点,所以PACK 方案简单,散热效果好,方形电池PACK 时要解决好散热的问题。
7.结构特点:方形电池边角处化学活性能较差,长期使用电池性能下降较为明显。
2.电池生产工艺流程(软包锂离子电池)
工艺流程图:
热压 二次真空封口。
软包锂离子电池制作工艺流程详解

软包锂离子电池制作工艺流程详解2018-04-27电动知家1、软包电芯所谓的软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。
相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。
金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别出了外壳材料不同,决定了其封装方式也不同。
软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。
软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料。
2、铝塑包装膜铝塑包装膜(简称铝塑膜)的构成见图,其截面上来看有三层构成:尼龙层、A l层与P P层。
三层各有各的作用,首先尼龙层是保证了铝塑膜的外形,保证在制造成锂离子电池之前,膜不会发生变形。
A l层就是一层金属A l构成,其作用是防止水的渗入。
锂离子电池很怕水,一般要求极片含水量都在P P M级,所以包装膜一定能够挡住水气的渗入。
尼龙不防水,无法起到保护作用。
而金属A l在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。
A l层在铝塑膜成型的时候还提供了冲坑的塑性,这个详见第3点。
P P是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。
所以电池的热封装主要靠的就是P P层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了。
铝塑膜看上去很简单,实际做起来,如何把三层材料均匀地、牢固地结合在一起也不是那么容易的事。
很遗憾的是,现在质量好的铝塑膜基本上都是日本进口的,国产的不是没有,但质量还有待改进。
3、铝塑膜成型工序软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜成型。
成型工序也叫作冲坑(其实个人觉得应该是“铳坑”,但大家都这么写就随俗吧),顾名思义,就是用成型模具在加热的情况下,在铝塑膜上冲出一个能够装卷芯的坑,具体的见下图铝塑膜冲好并裁剪成型后,一般称为P o c k e t袋,见下图所示。
锂离子电池软包叠片卷绕基本工艺流程介绍ppt课件
制造工艺分类
Li离子电芯核心制造工艺分为:
叠片工艺和卷绕工艺
两种工艺的主要区别和工艺名称来源
极片装配方式的区别
Part A:叠片工艺的主要工艺流程介绍
叠片工艺的定义
叠片工艺是将正极、负极切成小片与隔离膜叠合成小电芯单体,然后将 小电芯单体叠放并联起来组成一个大电芯的一种Li离子电芯制造工艺。
预化流程:
0.02C CC 210min to 3.4V; 0.1C CC 420min to 3.95V
叠片工艺的主要工艺流程 --- Forming
Forming(成型)
工序功能:将电芯外型作最后加工
Baking
高温老化
Degassing
释放化成产生的气体
切边
切去气袋和多余的 侧边
折边
将侧边折起,完成 电芯最终外形
叠片工艺的主要工艺流程 --- Inject
叠片工艺的主要工艺流程 --- Formation
预化
工序功能:通过充放电方式将其内部正负极物质激活,同时在负极表面形 成良好的SEI膜。
原理:锂电芯的化成是电池的初使化,使电芯的活性物质激活,即是一个能量转换的 过程。锂电芯的化成是一个非常复杂的过程,同时也是影响电池性能很重要的一道 工序,因为在Li+第一次充电时,Li+第一次插入到石墨中,会在电池内发生电化学反 应, 在电池首次充电过程中不可避免地要在碳负极与电解液的相界面上、形成覆盖在 碳电极表面的钝化薄层,人们称之为固体电解质相界面或称SEI膜(SOLID ELECTROLYTE INTERFACE)
Cold Lam (冷压)
工序功能:将Coating后的极片压实,达到合适的密度和厚度
培训资料(软包)
1.配料工序操作方法 及注意事项
• a、原材料了解及诠释 • b、正负极配料工段作业流程 • c、正负极配料操作与注意事项
a、原材料了解及诠释
•正
极
• 目前正极配料主要由4(配方)种原材料组成:
• 1、正极活性物质:钴酸锂(LiCoO2),磷酸铁锂(LiFePO4)
• 锰酸锂(LiMn2O4),三元(镍钴锰)
Байду номын сангаас
调节粘度-正极
• 调节粘度:改善涂布稳定性及加工性能 • 一、操作步骤 • 1、搅拌完成后,取一烧杯(100ml)浆料,放在粘度测试机上测出粘度,如测出粘度小于工艺要求
(6000-7500mPa.S),则反馈至拉长,适当添加NMP 溶液(调整粘度),快速(公转50,自转 1000)搅拌30分钟; • 2、如上,如测出粘度小于工艺要求,则按第1步骤继续调节粘度,直到所测粘度值在要求范围内; • 过筛:将浆料中的杂质、大颗粒异物过滤掉,改善涂布效果及制成电池后的电性能; • 1、将干净且干燥的料桶放置在配好浆料的搅拌罐旁,再用150目筛网封住料桶平面口,用勺子或器 具将浆料盛入料桶内过筛; • 2、过筛好的浆料满一桶后,擦拭料桶壁口残留浆料,用盖子或保鲜膜将料桶盖住后,可转至涂布 工序作业了; • 二、注意事项 • 1、原则上粘度调整应由大调到小(首次测出的粘度,都大于工艺要求),如发现有小于工艺的, 需反馈至相关技术人员处理; • 2、设备操作见《搅拌机操作规程》,设备搅拌温度控制 50 ± 5 ℃ ; • 3、打好的浆料应均匀,无干浆、结块、沉淀物;粘度:6000-7500mPa.S • 4、环境要求:温度(30±5)℃,湿度 ≤ 45%RH ; • 5、抽真空时,应先打开真空泵,再开抽气阀门,关闭时应先关抽气阀门,再关真空泵;每次加料 开启搅拌罐时需充氮气至真空表读数为零; • 6、如有紧急情况,立即按下红色急停按扭,操作员工必须按规定佩戴劳保用品。 • 7、过筛时,应避免其他外界的异物掉入料桶内;如过筛后的浆料在30-60min内未及时涂布使用的, 需返回搅拌罐低速(公转20,自转300)搅拌,直至涂布前10分钟左右;
软包锂离子电池制作工艺流程详解
软包锂离子电池制作工艺流程详解2018-04-27电动知家1、软包电芯所谓的软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。
相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。
金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别出了外壳材料不同,决定了其封装方式也不同。
软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。
软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料。
2、铝塑包装膜铝塑包装膜(简称铝塑膜)的构成见图,其截面上来看有三层构成:尼龙层、A l层与P P层。
三层各有各的作用,首先尼龙层是保证了铝塑膜的外形,保证在制造成锂离子电池之前,膜不会发生变形。
A l层就是一层金属A l构成,其作用是防止水的渗入。
锂离子电池很怕水,一般要求极片含水量都在P P M级,所以包装膜一定能够挡住水气的渗入。
尼龙不防水,无法起到保护作用。
而金属A l在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。
A l层在铝塑膜成型的时候还提供了冲坑的塑性,这个详见第3点。
P P是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。
所以电池的热封装主要靠的就是P P层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了。
铝塑膜看上去很简单,实际做起来,如何把三层材料均匀地、牢固地结合在一起也不是那么容易的事。
很遗憾的是,现在质量好的铝塑膜基本上都是日本进口的,国产的不是没有,但质量还有待改进。
3、铝塑膜成型工序软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜成型。
成型工序也叫作冲坑(其实个人觉得应该是“铳坑”,但大家都这么写就随俗吧),顾名思义,就是用成型模具在加热的情况下,在铝塑膜上冲出一个能够装卷芯的坑,具体的见下图铝塑膜冲好并裁剪成型后,一般称为P o c k e t袋,见下图所示。
软包装电池工艺流程图

厚O度K 测试
废 NG
电压内阻测
降级报
试 OK
废
厚度入测库试
烫边
贴双面
胶 贴不干介
子 极耳修
正 热压整
形 分容检
测
制订
注:卷绕之前的 80 度二次烘烤时间因季节而定,9 月~来年 3 月烘烤时间为 4±1H,4 月~8 月烘烤时间为 6±1H.
取 套 PVC 套 管 PVC 套
管
审核
批准
NG
返修报 废
短路测 OK试
NG
报废
制订
注液前称重
烘烤 80℃24h
电解液
手套箱注液
真空一
全检注液
清封洗表面电解 量OK
液活化 6ቤተ መጻሕፍቲ ባይዱ 审核 10H
批准
NG
返注
上夹板
PVC 夹板,夹
化成 0.05C×2h+0.15C×子
5h 取夹板套
管 真空二
PVC 套 套
管
封 切边
折边
高温 45℃搁置 3
天 厚度测试 NG 降级报
软包装电池工艺流程图
The manuscript was revised on the evening of 2021
铝箔
铝极耳 铝极耳裁 切
转换镍 带 正极耳转 换胶 纸
制订
正极粉料烘 烤
正极配料
涂布
切大片 分切小 片 烘烤 8h120℃ 压片
称重分 档 超焊正极 耳 贴胶纸
极耳 整 形
80℃二次烘 烤
审核
负极粉料烘 烤
负极配 料
涂布
切大片
铜箔
切白边 烘烤 8h80℃
压片
软包电池制造流程(PPT78页)

作用:料槽, 高度需保持
不变;
调表器(作用:控制涂布极片厚度)
极片收卷轴(作用:收单双面极片)
纠偏器
作用:控制收 卷整齐度
自动上料缸
作用:①保持液面高度稳定; ②浆料保持搅拌状态;
⑶极片段切
段切机
分切机
段切机
脚踏剪扳机
⑷极片烘烤
烤箱
⑸辊压
辊压机
⑹冲切
刀模
⑺极片分档
电子称
成形机
冲头
切料处
成形机
切料处
冲头
送料处
框式液压包装盒成形机
冷却箱
成型模具
裁纸刀
裁纸刀
垫板台、模块、弹簧刀
注液
电解液搅拌机
注液海霸泵
真空箱
热封机
预充
检测设备 全程监视器
自动抽气机
抽气平压机
将电芯的气 体抽出.
热封机
切边机
烫边机
折边机
打码机
作用:对电芯标 识以便追述.
软包锂电制造流程
一、各控制工序流程图
配料
涂布
烘烤
冲压成型
点焊
卷绕叠片
cw
包装
注液
辊压 化成 分容
㈠配料
钴酸锂等正极材料、导电剂等 进行烘烤
烤箱
作用:除湿、除潮
胶液配制 搅拌机
负极胶液配制 高速搅拌机
将配好的胶液和正极材料例如:钴 酸锂、锰酸锂进行搅拌(浆料配制)
搅拌机
浆料配制后进行粘度测试
档次栏
极耳断切机
隔膜分切机
隔膜断切机
隔膜除静电机
叠片
叠片夹具
正负极点焊(超声波金属焊接机)
软包工艺介绍
珠海银通新能源有限公司
关键工序流程图
正负极 片冲切
关键工
序
称重 分选
叠片
短路
称重
测试
检查
短路 测试
角位封
双顶封
铝塑膜 修边
焊接位贴胶 ,贴终止胶
铝塑膜 成型
tab 焊接
电芯装 入夹具
极耳 裁切
X射线 检测
极耳 预焊
喷码
电芯包 mylar
电芯 扩口
真空 烘烤
电芯 称重
真空 静置
注液
预抽 真空
镍极耳套 绝缘管
化成
热冷压
高温 静置
•使用设备:抽真空机
抽气孔
预抽真空作 用:将电池 中的气体排 出并封装
珠海银通新能源有限公司
YIN TONG ENERGY Co., Ltd.(ZHU HAI)
X射线检测工序
•使用设备:x射线检测仪 •X射线检测作用 检测正负极片对齐度; •控制要点 设置好检测仪参数使拍摄图像达到最优防止误判;
珠海银通新能源有限公司
YIN TONG ENERGY Co., Ltd.(ZHU HAI)
YIN TONG ENERGY Co., Ltd.(ZHU HAI)
焊接位贴胶、贴终止胶工序
•使用设备:手工
焊接位贴胶作用: 防止极柄与铝塑膜
接触
贴终止胶作用:包 紧电池防止隔膜褶
软包锂电池工艺流程

软包锂电池工艺流程
先说这配料,哇塞,那可真是关键中的关键!就跟炒菜放盐似的,比例不对,味道就差老远啦。
我记得刚开始接触的时候,我这脑子啊,总是搞混各种材料的比例,唉,被师傅好一顿骂!不过后来嘛,多练几次也就熟络了。
然后是涂布,这一步可得小心谨慎,就像给墙壁刷漆,得刷得均匀光滑,不然电池性能可就大打折扣喽!我跟你说,有一次我不小心手抖了一下,涂布不均匀,那批电池全废了,心疼得我哟!
接着是碾压,嗯...这就好比揉面团,力度得适中。
太轻了不行,太重了也不行。
我当初学这个的时候,总是掌握不好力度,反复试验了好多回。
说到分切,那可得眼尖手稳。
有一回,我旁边的小李,一不小心切歪了,被主管训得跟孙子似的,哈哈!
再就是卷绕,这可是个技术活。
卷得太紧容易出问题,卷得太松也不行。
我记得好像有个传说,说有个高手能卷得丝毫不差,也不知道是真是假。
然后是封装,这一步就像是给宝贝穿上防护服,得严严实实的,不能有一点儿缝隙。
有一次我封装没弄好,电池漏液了,那场面,简直惨不忍睹!
焊接这步也重要得很,就跟缝衣服似的,得缝结实了。
我刚开始老是焊不好,自己都快烦死了。
最后是化成和检测,这就好比考试,合格的才能出厂。
你说要是能发明个全自动的设备,把这些步骤一气呵成,那该多好啊!不过如果真那样,咱这些老手是不是就没饭吃啦,哈哈!这工艺啊,随着时代发展也是越来越先进,咱可得跟上脚步,不然就被淘汰喽!
怎么样,朋友,我讲得还算清楚不?。
软包叠片工艺流程图130531

○
△
5
工序名称 工位名称 产品特殊特性 过程重要参数
冲片 冲片 毛刺、尺寸 速度
设备名称
自动冲片机
规格型号
80~100ppm
国产/进 设备数量 单机产能 工序产能 稼动率 口 台 ppm ppm
进口 80% 6 455 1.5 7.2
规格型号
80~100ppm 1m3 1.5s/片 2000g/0.01g TECHNART
国产/进 设备数量 单机产能 工序产能 稼动率 口 台 ppm ppm
进口 国产 国产 国产 进口 进口 80% 85% 85% 85% 90% 80% 85% 80% 80% 85% 80% 85% 85% 80% 85% 80% 80% 85% 85% 85% 80% 85% 85% 80% 85% 85% 85% 80% 85% 85% 85% 80% 85% 100% 100% 6 8 12 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 72 1 1 200 1 1 1 128 1 1 1 1.5 0.9 0.6 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 0.1 8 8 0.04 8 8 8 0.06 8 6 6 7.2 6.12 6.12 6.8 7.2 6.4 6.8 6.4 6.4 6.8 6.4 6.8 6.8 6.4 6.8 6.4 6.4 6.8 6.8 6.8 6.4 6.8 6.8 6.4 6.12 6.8 6.8 6.4 6.8 6.8 6.8 6.144 6.8 6 6
制造
移动
储存
检验
◇
◇ ◇ ◇
○
△
软包电池生产工艺流程

软包电池生产工艺流程
朋友!今天跟您唠唠软包电池生产这档子事儿。
这可是我在这行摸爬滚打 20 多年的经验之谈呐!
咱先说这开头,得准备好那些原材料,啥正负极材料、电解液,这可都是基础中的基础。
就像盖房子得有砖头水泥一样,少了哪样都不行!您说是不是?
我跟您说,我刚开始学这的时候,那叫一个迷糊!老把这材料的比例搞错,被师傅骂得那叫一个惨哟!“唉”,不过吃一堑长一智,后来我可就再也没犯过这错啦!
说到这生产过程中的搅拌环节,那可有意思了。
机器“嗡嗡嗡”地转着,就跟小蜜蜂似的。
这要是搅拌不均匀,后面可就麻烦大啦!我记得有一次,有个新手没弄好,结果出来的产品那质量,惨不忍睹啊!
然后就是涂布,这一步可得仔细喽。
涂得薄了厚了都不行,就像给面包涂果酱,得均匀!我当初在这一步上也纠结了好久,总是掌握不好那个度。
嗯...不过后来慢慢就熟练啦!
对了,还有封装这一步。
那得严丝合缝,不然电池漏液可就完蛋啦!我听说啊,有个厂就是因为封装没做好,损失惨重,哇,那场面,想想都可怕!
我这又扯远啦!接着说,后面还有检测啥的,这可不能马虎。
一个小细节没注意到,可能整批货都得报废。
您看,这软包电池生产工艺是不是挺复杂的?我跟您说,这行的学问大着呢!就拿现在的新技术来说,我记得好像是有个啥新的封装材料,我还不太明白,还得继续学习学习。
要是您在操作过程中遇到啥问题,随时来找我交流哈!说不定咱们能一起琢磨出更好的办法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
厚度测试
NG
度测试
OK
降级报废 降级报废
入库
制订
审核
批准
贴胶纸
胶纸
制订
审核
批准
铝塑膜 裁小膜
铝塑膜成型 切余边
除尘
隔膜纸
固定胶
除尘
卷绕机
压卷芯 卷芯吸尘 极耳胶除尘
短路测试
NG
返修报废
OK
PE 膜
入壳 顶侧封
贴 PE 膜
短路测试
NG
报废
OK
制订
电解液
注液前称重 烘烤 80℃24h 手套箱注液
真空一封
全检注液量
OK
清洗表面电解液
NG 返 注
活化 6~10H
铝箔 铝极耳 铝极耳裁切 转换镍带
正极耳转换 胶纸
正极粉料烘烤
正极配料 分切小片
涂布 烘烤 8h120℃
切大片 压片
称重分档
超焊正极耳
贴胶纸
极耳 整形
80℃二次烘烤
负极粉料烘烤
负极配料
涂布 烘烤 8h80℃
切大片 压片
切白边 分切小片
铜箔
镍极耳 镍极耳裁切
称重分档 极耳 整形 点焊负极耳 80℃二次烘烤
审核
批准
上夹板
PVC 夹板,夹子
化成 0.05C×2h+0.15C×5h
取夹板套管
套 PVC 套管
套
真空二封
切边
折边
烫边
贴双面胶
贴不干介子 取
极耳修正
PVC 套管
热压整形
PVC 套管
分容检测
注:卷绕之前的 80 度二次烘烤时间因季节而 高定 ~8温,9月月4烘5~℃烤来搁时年置间3为3月天烘6±烤1H时.间为 4±1H,4 月