电镀时间与理论厚度的计算方法
电镀时间与理论厚度的计算方法精编版

电镀时间与理论厚度的计算方法公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]电镀时间与理论厚度的计算方法时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(μ``)==2.448CTM/ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ND==2.448CT×58.69/2×8.9==8.07CT若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07μ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43μ``,金为11.5μ``,锡铅为150μ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g,换算PGC为多少g3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1.20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr2.20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54/0.681==33.1g3.每个镍槽电镀面积==2×1000×82/6==27333.33mm2==2.73dm2每个镍槽电流密度==50/2.73==18.32ASD每个金槽电镀面积==2×1000×20/6==6666.667mm2==0.67dm2每个镍槽电流密度==4/0.67==5.97ASD每个锡铅槽电镀面积==2×1000×46/6==15333.33mm2==1.53dm2每个镍槽电流密度==40/1.53==26.14ASD4.镍电镀时间==3×2/20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43/44.35==97%金电镀时间==2×2/20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83==38.6%锡铅电镀时间==3×2/20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50μ``,金GF,锡铅为100μ``。
表面处理中的电镀以及烫金工艺
表面处理中的电镀以及烫金工艺电镀镀层厚度:镀层的厚度是由电流和时间决定的,电流越大,时间越长,镀层厚度就越厚。
电流大小是由电流密度和镀件面积决定的,电流密度是由各电镀工艺决定的。
那么,知道了这几个条件怎样计算镀层厚度或者时间呢?首先要了解电化当量的概念,所谓电化当量,就是单位电流和单位时间内能够镀出的金属的质量(重量),电镀常用的电化当量单位是克/安培小时,不同的金属有不同的电化当量,可以查相关资料得到,也可以自己计算出来,计算方法是金属的克当量(就是金属的原子量除以它的价数)除以26.8。
比如,镍的原子量是58.69,价数是2,它的克当量就是58.69/2=29.35,它的电化当量就是29.35/26.8=1.095(克/安培小时)。
怎样由电化当量计算镀层厚度呢?举个例子,比如镀镍,已知电化当量是1.095克/安培小时,假定给的电流密度是3A/平方分米,那么1平方分米面积,镀1小时,就是3安培小时,就会镀出1.095乘以3,等于3.225克镍,这么多的镍分布在1平方分米的面积上,镍的密度(比重)是8.9,不难算出镀层厚度是3.6丝,考虑到电流效率不是100%,镀镍电流效率一般为95%,修正后镀层厚度就是3.6乘以0.95=3.4丝。
电镀材料:塑胶一般镀铜、镍、铬,五金件要看用途,防护用一般镀锌;装饰用一般镀铜和镍打底,面层镀铬、仿金、金、银、铂、铑、珍珠黑等等;特殊要求各有镀种,如要求耐磨镀铬或化学镀镍,要求导电镀银或金,要求可焊镀锡或铅锡合金等等。
真空电镀:湿法工艺:1.化学浸镀2.电镀3.喷导电涂料干法工艺1.真空蒸镀2.阴极溅镀3.离子镀4.烫金5.熔融喷镀真空蒸镀法是在高度真空条件下加热金属,使其熔融、蒸发,冷却后在塑料表面形成金属薄膜的方法。
常用的金属是铝等低熔点金属。
加热金属的方法:有利用电阻产生的热能,也有利用电子束的。
在对塑料制品实施蒸镀时,为了确保金属冷却时所散发出的热量不使树脂变形,必须对蒸镀时间进行调整。
电镀常用的计算方法

电镀常用的计算方法在电镀过程中,涉及到很多参数的计算如电镀的厚度、电镀时间、电流密度、电流效率的计算。
当然电镀面积计算也是非常重要的,为了能确保印制电路板表面与孔内镀层的均匀性和一致性,必须比较精确的计算所有的被镀面积。
目前所采用的面积积分仪(对底片的板面积进行计算)和计算机计算软件的开发,使印制电路板表面与孔内面积更加精确。
但有时还必须采用手工计算方法,下例公式就用得上。
1.镀层厚度的计算公式:(厚度代号:d、单位:微米)d=(C×Dk×t×ηk)/60r2.电镀时间计算公式:(时间代号:t、单位:分钟)t=(60×r×d)/(C×Dk×ηk)3.阴极电流密度计算公式:(代号:、单位:安/分米2)ηk=(60×r×d)/(C×t×Dk)4.阴极电流以效率计算公式:Dk=(60×r×d)/(C×t×Dk)第三章沉铜质量控制方法化学镀铜(Electroless Plating Copper)俗称沉铜。
印制电路板孔金属化技术是印制电路板制造技术的关键之一。
严格控制孔金属化质量是确保最终产品质量的前提,而控制沉铜层的质量却是关键。
日常用的试验控制方法如下:1.化学沉铜速率的测定:使用化学沉铜镀液,对沉铜速率有一定的技术要求。
速率太慢就有可能引起孔壁产生空洞或针孔;而沉铜速率太快,将产生镀层粗糙。
为此,科学的测定沉铜速率是控制沉铜质量的手段之一。
以先灵提供的化学镀薄铜为例,简介沉铜速率测定方法:(1)材料:采用蚀铜后的环氧基材,尺寸为100×100(mm)。
(2)测定步骤:A. 将试样在120-140℃烘1小时,然后使用分析天平称重W1(g);B. 在350-370克/升铬酐和208-228毫升/升硫酸混合液(温度65℃)中腐蚀10分钟,清水洗净;C.在除铬的废液中处理(温度30-40℃)3-5分钟,洗干净;D. 按工艺条件规定进行预浸、活化、还原液中处理;E. 在沉铜液中(温度25℃)沉铜半小时,清洗干净;F. 试件在120-140℃烘1小时至恒重,称重W2(g)。
电镀时间与理论厚度的计算方法
电镀时间与理论厚度的计算方法现代电镀网9月23日讯:电镀时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一连续电镀设备,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(µ``)==2.448CTM/ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ND==2.448CT×58.69/2×8.9==8.07CT若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07µ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43µ``,金为11.5µ``,锡铅为150µ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1.20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr2.20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54/0.681==33.1g3.每个镍槽电镀面积==2×1000×82/6==27333.33mm2==2.73dm2每个镍槽电流密度==50/2.73==18.32ASD每个金槽电镀面积==2×1000×20/6==6666.667mm2==0.67dm2每个镍槽电流密度==4/0.67==5.97ASD每个锡铅槽电镀面积==2×1000×46/6==15333.33mm2==1.53dm2每个镍槽电流密度==40/1.53==26.14ASD4.镍电镀时间==3×2/20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43/44.35==97%金电镀时间==2×2/20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83==38.6%锡铅电镀时间==3×2/20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50µ``,金GF,锡铅为100µ``。
电镀计算
52010.5A:为电镀面积 Z:为电镀厚度理论上 1PGC含金量为0.6837g,但实际上制造出1Gpgc,含金量约在0.682g之谱。
举例:有一连续端子电镀机,欲生产一种端子10000支,电镀黄金全面3µ``,每支端子电镀面积为50mm2,实际电镀出平均厚度为3.5µ``,请问需补充多少gPGC?①10000支总面积=10000×50=500000 mm2=50dm2②耗纯金量=0.0049AZ==0.0049×50×3.5==0.8575g③耗PGC量==0.8575/0.682==1.26g或耗PGC量==0.0072AZ==0.0072×50×3.5==1.26g阴极电镀效率计算:一般计算阴极电镀效率(指平均效率)的方法有两种,如下:阴极电镀效率E==实际平均电镀厚度Z`/理论电镀厚度Z举例:假设电镀镍金属,理论电镀厚度为162µ``,而实际所测厚度为150µ``,请问阴极电镀效率?E==Z`/ Z==150/162==92.6%一般镍的阴极电镀效率都在90%以上,90/10锡铅的阴极电镀效率约在80%以上,黄金电镀则视药水金属离子含量多寡而有很大的差异。
若无法达到应有的阴极电镀效率,则可以从搅拌能力的提升或检查电镀药水的组成。
电镀时间的计算:电镀时间(分)==电镀子槽总长度(米)/ 产速(米/分)例:某一连续电镀设备,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/ 分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(µ``)==2.448CTM/ ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ ND==2.448CT×58.69 /2×8.9==8.07CT若电流密度为1Amp/ dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07µ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43µ``,金为11.5µ``,锡铅为150µ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?,3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1. 20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/ 20 ==60分==1Hr2. 20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54 / 0.681==33.1g3. 每个镍槽电镀面积==2×1000×82 / 6==27333.33mm2==2.73dm2每个镍槽电流密度==50 /2.73 ==18.32ASD每个金槽电镀面积==2×1000×20 / 6==6666.667mm2==0.67dm2每个镍槽电流密度==4 /0.67 ==5.97ASD每个锡铅槽电镀面积==2×1000×46 / 6==15333.33mm2==1.53dm2每个镍槽电流密度==40 /1.53 ==26.14ASD4. 镍电镀时间==3×2 /20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43 /44.35 ==97%金电镀时间==2×2 /20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83 ==38.6%锡铅电镀时间==3×2 /20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159 ==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50µ``,金GF,锡铅为100µ``。
电镀基本公式
1、理论计算公式:Q = I × t I = j × S
Q:表示电量,反应在PCB上为厚度。
I:表示所使用的电流,单位为:A()。
t:表示所需要的时间,单位为:min(分钟)。
j:表示,指每的单积上通过多少的电流,
单位为:ASF(A/ft2)。
S:表示受镀面积,单位为:ft2()。
2、实践计算公式:
A、铜层厚的计算方法:
厚度(um)= (ASF)×时间(min)×电镀效率×
B、镍层厚度的计算方法:
厚度(um)= (ASF)×电镀时间(min)×电镀效率×
C、锡层的计算方法
厚度(um)= 电流密度(ASF)×电镀时间(min)×电镀效率×
3、以上计算公司仅供参考,每一家的电镀能力都会不同,所以应以本司的实际电镀水平为准。
4、楼主提及的A/DM是指ASD,即/平方分米(A/DM2)。
零件表面镀锌前尺寸的四种计算方法

零件表面镀锌前尺寸的四种计算方法要获得良好的镀层厚度,对零件镀前尺寸的计算就需要比较精确。
通常采用重量或者电镀时间、电镀液的浓度来进行计算,都为镀后进行控制的一种方法,而本文将对高精度零件在镀前尺寸的计算采用的四种计算方法,即极值法、均值法、叠加法、分段计算等进行讨论。
标签:表面处理;极值法;均值法;叠加法;分段计算随着现代工业的迅猛发展,对机械工业产品提出了更高的要求,要求产品能在高参数(如高温、高压、高速)和恶劣工况条件下长期稳定运转或服役,这就必然对材料表面的耐磨、耐蚀等性能以及表面装饰提出了更高的要求,使其成为防止产品失效的第一道防线。
表面处理技术则可以用极少量的材料就起到大量、昂贵的整体材料难以起到的作用,在不增加或不增加太多成本的情况下使产品表面受到保护和强化,从而提高产品的使用寿命和可靠性,改善机械设备的性能、质量、增强产品的竞争能力。
下面具体介绍一下零件表面镀锌前零件尺寸计算的四种方法:1 极值法对零件上孔或轴的进行镀锌后,对孔或轴的直径进行测量时,锌层为两层,故厚度应按双倍计算,由于孔和轴在测量时方向不一样,孔镀锌后孔的尺寸比基孔的尺寸小,而轴镀锌后轴的尺寸比基轴的尺寸要大,故孔和轴在镀锌前的尺寸计算方法上略有差异,若孔镀后尺寸要求为mm,要求镀锌厚度为(c~e)μm,则孔的镀前尺寸应为;若轴镀后要求的尺寸为mm,要求镀锌厚度为(c~e)μm,则轴的镀前尺寸应为。
例如:某零件表面需要镀锌,且该零件上有一个孔要求镀锌后的尺寸为mm,有一段轴要求镀锌后的尺寸为mm,要求镀锌厚度为18~25μm,则该零件在加工时,要求孔的尺寸为,即为mm,而要求轴的尺寸为,即为mm。
2 均值法有一种特殊情况,当按照第一种计算方法极值法计算出公差后,发现上下公差相同,这时,再采用极值法就无法满足要求了,故采用均值法进行计算。
所谓均值法,就是镀层厚度的平均值。
若孔镀后尺寸要求为mm,要求镀锌厚度为(c~e)μm,则孔的镀前尺寸应为;如果+a+2c/1000=-b+2e/1000,则需用均值法进行计算,及镀层厚度的平均值就为(2c/1000+2e/1000)/2,即镀层计算值应为f=(c+e)/1000,则孔的镀前尺寸应为;若轴镀后要求的尺寸为mm,要求镀锌厚度为(c~e)μm,则轴的镀前尺寸应为,同理镀层计算值应为f=(c+e)/1000,则轴的镀前尺寸应为,例如:某零件表面需要镀锌,且该零件上有一个孔要求镀锌后的尺寸为mm,有一段轴要求镀锌后的尺寸为mm,要求镀锌厚度为8~12μm,则该零件在加工時,要求孔的尺寸为,即为mm,而要求轴的尺寸为,即为mm。
FPC-PCB金属理论电镀重量及厚度计算
200 MM
1张
离子化合价 2
金属摩尔质量 (g/mol)
63.54
2.5 ASD
金属密度 (g/cm³)
8.93
18 MIN
2
电镀金属质量 单面理论厚度
(g)
(μm)
8.889 g
9.954 μm
2)图形电镀计算方式
受镀总面积(D㎡)
基板数量
电流密度
电镀时间
电镀面数
10.00 D㎡
1张
2.5 ASD
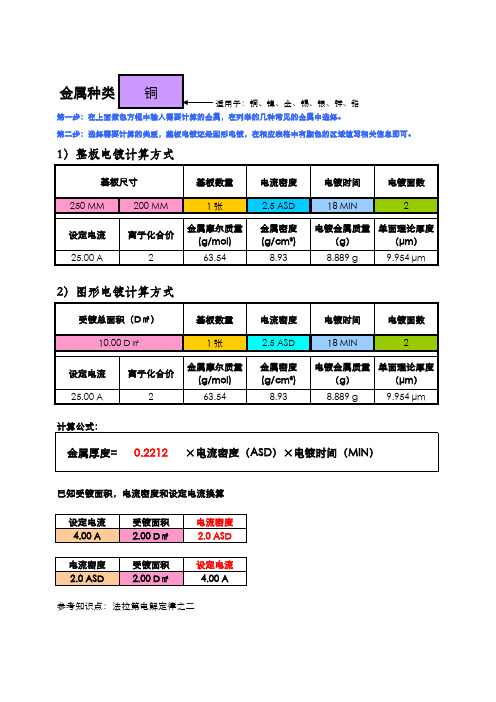
金属种类 铜
适用于:铜、镍、金、锡、银、锌、铬
第一步:在上面紫色方框中输入需要计算的金属,在列举的几种常见的金属中选择。
第二步:选择需要计算的类型,整板电镀还是图形电镀,在相应表格中有颜色的区域填写相关信息即可。
1)整板电镀计算方式电镀时间
电镀面数
250 MM 设定电流 25.00 A
设定电流 4.00 A
受镀面积 2.00 D㎡
电流密度 2.0 ASD
电流密度 2.0 ASD
受镀面积 2.00 D㎡
设定电流 4.00 A
参考知识点:法拉第电解定律之二
18 MIN
2
设定电流 25.00 A
离子化合价 2
金属摩尔质量 (g/mol)
63.54
金属密度 (g/cm³)
8.93
电镀金属质量 单面理论厚度
(g)
(μm)
8.889 g
9.954 μm
计算公式:
金属厚度= 0.2212 ×电流密度(ASD)×电镀时间(MIN)
已知受镀面积,电流密度和设定电流换算
电镀时间与理论厚度的计算方法
电镀时间与理论厚度的计算方法电镀时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一连续电镀设备,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(µ``)==2.448CTM/ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ND==2.448CT×58.69/2×8.9==8.07CT若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07µ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43µ``,金为11.5µ``,锡铅为150µ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1.20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr2.20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54/0.681==33.1g3.每个镍槽电镀面积==2×1000×82/6==27333.33mm2==2.73dm2每个镍槽电流密度==50/2.73==18.32ASD每个金槽电镀面积==2×1000×20/6==6666.667mm2==0.67dm2每个镍槽电流密度==4/0.67==5.97ASD每个锡铅槽电镀面积==2×1000×46/6==15333.33mm2==1.53dm2每个镍槽电流密度==40/1.53==26.14ASD4.镍电镀时间==3×2/20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43/44.35==97%金电镀时间==2×2/20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83==38.6%锡铅电镀时间==3×2/20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50µ``,金GF,锡铅为100µ``。
电镀主材理论计算公式

电镀主材计算公式
1、理论上的铜球消耗
铜球消耗量=镀铜面积*镀铜厚度*铜密度/磷铜球纯度/电流效率(10000*0.035*8.9/0.95/0.95)
车磨版厚度按35丝镀,每平米消耗铜球为3.45公斤
研磨版厚度按10丝镀, 每平米消耗铜球为0.98公斤
在实际生产中,因为要考滤返工、堵面及稍度等因素,实际消耗量要比上述数值稍大.
2、理论上的镍板消耗量
镍板消耗量=镀镍面积*镀镍厚度*镍密度/镍板纯度/电流效率(10000*0.001*8.88/0.95/0.98)
按1丝镀,每平米消耗镍板为0.095公斤
因为在镀镍过程中,镍板在溶解过程中形成许多镍渣不能利用,所以,镍板纯度为95%。
3、铜添加剂消耗(每千安时1#和2#添加剂各加100毫升)
铜添加剂消耗=镀铜面积*铜厚度/1.3/1000*200
车磨版厚度按35丝镀,每平米消耗538毫升
研磨版厚度按10丝镀,每平米消耗153毫升
4、理论上铬酐消耗
铬酐消耗=镀铬面积*铬厚度*密度/铬分子量*铬酐分子量/利用率(10000*0.001*7.22/52*100/0.90)
每平米铬层厚度为1丝时,铬酐消耗量为154克。
电镀时间与理论厚度的计算方法

电镀时间与理论厚度的计算方法时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一,每一个镀镍子槽长为米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==×5/10==(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(μ``)==ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度cm3,电荷数2,原子量,试问镍电镀理论厚度?Z== CTM/ND==×2×==若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==×1×1==μ``金理论厚度==(密度,分子量,电荷数1)铜理论厚度== CT(密度,分子量,电荷数2)银理论厚度== CT(密度,分子量,电荷数1)钯理论厚度== CT(密度,分子量,电荷数2)80/20钯镍理论厚度== CT(密度,分子量,电荷数2)90/10锡铅理论厚度== CT(密度,分子量,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43μ``,金为μ``,锡铅为150μ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为毫米,请问:万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量====×400×==20万支端子耗PGC量====3.每个镍槽电镀面积==2×1000×82/6====每个镍槽电流密度==50/==每个金槽电镀面积==2×1000×20/6====每个镍槽电流密度==4/==每个锡铅槽电镀面积==2×1000×46/6====每个镍槽电流密度==40/==4.镍电镀时间==3×2/20==分镍理论厚度====××==镍电镀效率==43/==97%金电镀时间==2×2/20==分金理论厚度====××==金电镀效率====%锡铅电镀时间==3×2/20==分锡铅理论厚度====××==159锡铅电镀效率==150/159==%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50μ``,金GF,锡铅为100μ``。
C.电镀计算

一. 产能计算:产能 = 产速÷端子间距产能(KPCS/Hr) = 60L/P 〔L :产速(米/分),P :端子间距mm 〕举例:生产某一种端子,端子间距为5.0mm ,产速为20米/分,请问产能?产能(KPCS/Hr) = 60L/P = 60*20/5 = 240KPCS/Hr二. 电镀面积计算: 不管是镀哪一种金属(镍、金、锡⋯),或是哪一种电镀方式(浸镀、刷镀、遮镀⋯), 都必须依照实际的电镀区域,去计算电镀面积。
也就是说有接触到药水的区域,都 必须计算进去。
例如,若电镀规格所要求的电镀长度为2mm ,但是依照既有的技术, 实际镀出来的长度为4mm ,那就必须以4mm 去计算电镀面积。
另外,由于端子的形状 并非规则状,所以在计算面积时必须先做区域分割,再利用几何面积公式计算,最 后再加总。
举例如下:料带孔总面积=) × 2=(三角形+梯形+长方形+正方形+长方形-圆形) × 2计算时有几点必须注意:1.若侧面(切断面)有电镀到,一定也要计算。
例如浸镀时,所有侧面都要计算。
例 如刷镀时,二个侧面也要计算,如果渗到背面也要计算。
2.计算浸镀的面积时,千万别忘了乘以2,因为是二面。
这是经常会犯的错喔!!三. 耗金计算:黄金电镀 ( 或钯电镀 ) 因使用不溶解性阳极 ( 如白金钛网 ) ,故镀液中消耗之金属 离子无法自行补给,需仰赖添加方式补充。
一般黄金是以金盐 ( 金氰化钾 ) PGC 来 补充,而钯金属是以钯盐 ( 如氯化铵钯、硝酸铵钯或氯化钯 ) 来补充。
本段将添加量计算公式简化为:金属消耗量(g) = 0.000254AZD(D:为金属密度g/cm3)理论上1gPGC 含金量为0.6837g ,但实际上制造出1gPGC 含金量约在0.682g之谱。
举例:有一连续端子电镀机,欲生产一种端子10000 支,电镀黄金全面3μ˝,每支端子电镀面积为50mm2,实际电镀出平均厚度为3.5μ˝,请问需补充多少gP G C?⑴10000 支总面积= 10000*50 = 500000mm2 = 50dm2⑵耗纯金量= 0.0049AZ = 0.0049*50*3.5 = 0.8575g⑶耗PGC 量= 0.0072AZ = 0.0072*50*3.5 = 1.26g●连续电镀耗PGC公式(g/K) = 0.0072*(a/10000)*Z*1000= 0.00072aZ (a:为电镀面积mm2)●连续电镀耗金成本(元/K) = 0.00072aZP (P为PGC每公克单价)四. 阴极电镀效率计算:一般计算阴极电镀效率( 指平均效率) 的方法有膜厚计算法及电流计算法:阴极电镀效率E = 实际平均电镀厚度Z´/ 理论电镀厚度Z= 理论电流值A / 实际电流值A´以下我们就举例膜厚计算法:举例:假设电镀镍金属,理论电镀厚度为162μ˝,而实际所测厚度为150μ˝,请问阴极电镀效率?E = Z´/Z = 150/162 = 92.6%一般镍的阴极电镀效率应皆在90% 以上(低pH高温镍例外),锡合金的阴极电镀效率约在80% 以上,黄金电镀则视药水中黄金离子含量多寡而有很大差异。
PCB生产电镀镀层厚度计算方法的培训
电镀镀层厚度的计算方法XX工艺部XXX2019-07-25电解和电解定律电解:当外电流通过电解液时,由于在阳极和阴极上分别进行氧化和还原反应,从而将电能转变为化学能的过程叫做电解。
电镀、电铸和电解精炼金属等过程都是电解过程。
电解定律:就是用来定量地表达这种电能和化学能之间相互关系的定律,或称法拉第定律。
电解第一定律电解时,电极上析出(或溶解)物质的质量与通过的电量成正比,可用下式表示:m=kIt=KQ式中:m---电极上析出(或溶解)物质的质量(g)I----通过的电流强度(A)t----通电的时间(h)Q---通过的电量(A·h)k----比例常数,称为电化当量(g/A·h)电解第二定律电极上每析出(或溶解)1mol的任何物质所需的电量为n×96500C(库仑)或n×26.8A·h,也就是说,用同等的电量通过各种不同的电解质溶液时,在电极上析出(或溶解)各物质的量与它们的mol量成正比。
例如,用同样的电量(26.8A·h),分别通过稀硫酸、硝酸银和硫酸铜三种溶液,则在阴极上分别析出1克氢气,107.88克银和31.77克铜,析出的量恰好分别等于它们的mol/n。
综合上述两个定律,可将电解定律归纳如下:电解时,在电极上析出(或溶解)的物质的量(m)与通过的电量(Q)及该物质的mol/n的乘积成正比,可用下式表示:m=1/F·mol/n·Q电解第二定律式中F就是电解时电极上析出(或溶解)1mol/n物质时所需的电量,由实验测得,这一电量等于96500库仑。
它是一个常数,一般称为法拉第常数。
将公式m=kQ代入上式,可得到电化当量(k)与(mol/n)之间的关系:k=mol/nF此式表示各物质的电化当量与它们的摩尔量成正比,与其化合价成反比。
电化当量的物理意义表示电解时每通过单位电量所析出物质的量,单位是g/C,或g/A·h。
电镀镍的电流效率

电镀镍的电流效率
在单位时间、单位面积内电镀镍,电流密度是6A/dm2,当镀速在2丝/时和3.5丝/时的电流效率各为多少?电流密度6A/dm2时,不可能有在2丝/时和3.5丝/时的电镀速度。
电镀镀层厚度的计算方法
1.铜层厚的计算方法镀层厚度微米=电流密度(ASD)X电镀时间(分钟)X0.217
2.镍层厚度的计算方法镀层厚度微米=电流密度(ASD)X电镀时间(分钟)X0.196
3.锡层的计算方法镀层厚度微米=电流密度(ASD)X电镀时间(分钟)X0.491
请问一下滚镀镍镀层发黑,而且低电位不亮,发雾,我是新手不知道是什么是原因,请各位师傅指点一下,谢谢
滚镀镍镀层发黑,请逐步排除以下原因:
1、用电解方法或出杂剂去除槽液中铜、锌、铁等杂质。
2、可能是镀层灼烧,减小电流密度。
3、排除有机杂质污染的可能。
以上问题排除后,少量添加提高走位能力的光剂试试看低区。
镀层厚度检测方法

镀层厚度检测方法导言:镀层厚度检测是在工业生产中非常重要的一项技术,它可以用于评估产品的质量和性能。
本文将介绍几种常见的镀层厚度检测方法,并分析它们的优缺点,以期为读者提供有关镀层厚度检测的全面了解。
一、电镀重量检测法电镀重量检测法是一种常见的镀层厚度检测方法。
它通过测量在电解液中的电镀物质的重量来确定镀层的厚度。
该方法的原理是电镀物质的质量与电镀时间和电流强度成正比。
通过控制电流强度和时间,可以得到不同厚度的镀层。
然后,将电镀物质从基材上剥离,并进行称重。
根据称重结果,可以计算得到镀层的厚度。
该方法的优点是简单易行,可以非常准确地测量镀层的厚度。
然而,它需要破坏性地剥离电镀物质,这对于产品的生产和质量控制来说是不可接受的。
此外,该方法需要复杂的实验设备和操作,因此不适用于现场快速检测。
二、X射线荧光光谱法X射线荧光光谱法是一种非破坏性的镀层厚度检测方法。
它利用X 射线的特性,通过测量X射线的能量和强度来确定镀层的厚度。
当X射线照射到镀层表面时,镀层会发射出特定的荧光信号。
根据荧光信号的能量和强度,可以得到镀层的元素成分和厚度。
该方法的优点是非破坏性,可以快速准确地测量镀层的厚度。
此外,该方法可以分析镀层的成分,对镀层的质量进行全面评估。
然而,X 射线荧光光谱仪的成本较高,需要专业的操作人员进行操作,因此不适用于一般生产线上的实时检测。
三、光学显微镜法光学显微镜法是一种常用的镀层厚度检测方法。
它通过观察镀层表面的显微图像来确定镀层的厚度。
在光学显微镜下观察时,镀层表面和基材表面之间会出现明显的界面。
通过测量这个界面的位置和形态,可以推断出镀层的厚度。
该方法的优点是简单易行,可以实时观察镀层的厚度。
此外,光学显微镜法不需要复杂的设备和操作,适用于现场快速检测。
然而,由于光学显微镜法依赖于人眼的观察,结果的准确性受到操作人员的经验和主观因素的影响。
四、电磁感应法电磁感应法是一种常用的非接触式镀层厚度检测方法。
电镀成本计算
电镀成本计算烟台电镀技术研究所整理摘要:本文旨在描述近似的电镀工艺成本估算方法,试图只考虑最重要的参数,并简化他们的选择。
我们的目标是设置一个简单但是可靠的方法,该方法可用于在这些过程中所涉及的成本来获得总体的想法。
电镀成本是基于3个主要因素:1。
材料2。
劳动3。
设备劳动肯定是的最重要的因素,大多为常用的金属电镀,在其中的材料的成本是不那么高。
要考虑的另一个非常重要的参数是要被涂敷的物体的表面积,因为它影响对所有三个上述因素。
实证的方法来估算表面积论文“ 实证的表面面积的计算对象,安德烈Mazzilli的Torben Lenau(1996)“。
1。
为了计算电镀的一个部分的材料的成本的材料成本,人们必须知道将要沉积的材料量和价格的涂层材料。
·材料的金额(即质量),这是将要沉积的材料的量依赖于三个参数:一)的表面面积,二)的涂层的厚度,c)该材料的密度a)计算部件的表面区域的“S”[DM 2 /]这有时是一个非常困难的任务,因为有许多复杂的形状。
因此,这种计算通常是通过使用特定的工具(例如计算机辅助工具)或者,试图近似复杂的几何图形,作为一种较为常见的(简单)。
这种简单的几何形状可以是一个球体,圆锥体,圆柱体或平行六面体上的部分的形状,这取决于。
在前面提到的文章“ 实证的表面积计算的对象,安德烈Mazzilli 的Torben Lenau(1996)“ 的全部细节。
二)涂层的厚度“t”[μm]的表面涂层的厚度是高度依赖于材料和涂层的目的。
所以,通常它被决定的情况下的情况下。
然而,每一个电镀过程中有其推荐范围值(见表1)。
C)材料的密度“Q 米“[克/分米2·微米]为了简化的物质的量的计算中,常见的材料的密度值,通常在[克/厘米3 ](见表1),由下式中的一个更方便的单位变换。
Q M= 0.01·D 米其中:d 米 =材料的密度克/厘米3 ]以下的表格显示了一些重要的变量,可用于电镀成本的计算,不同的涂层材料的值。
电镀时间与理论厚度的计算方法

电镀时间与理论厚度的计算方法公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]电镀时间与理论厚度的计算方法时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(μ``)==2.448CTM/ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ND==2.448CT×58.69/2×8.9==8.07CT若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07μ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43μ``,金为11.5μ``,锡铅为150μ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1.20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr2.20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54/0.681==33.1g3.每个镍槽电镀面积==2×1000×82/6==27333.33mm2==2.73dm2每个镍槽电流密度==50/2.73==18.32ASD每个金槽电镀面积==2×1000×20/6==6666.667mm2==0.67dm2每个镍槽电流密度==4/0.67==5.97ASD每个锡铅槽电镀面积==2×1000×46/6==15333.33mm2==1.53dm2每个镍槽电流密度==40/1.53==26.14ASD4.镍电镀时间==3×2/20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43/44.35==97%金电镀时间==2×2/20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83==38.6%锡铅电镀时间==3×2/20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50μ``,金GF,锡铅为100μ``。
沉金厚度计算
沉金厚度计算
摘要:
1.引言
2.沉金厚度的定义
3.计算沉金厚度的方法
3.1 称量法
3.2 测厚仪法
3.3 光学投影法
3.4 激光干涉法
4.影响沉金厚度计算准确性的因素
5.总结
正文:
沉金厚度计算在电镀、金属涂层等领域具有重要意义。
本文将介绍沉金厚度的定义,以及计算沉金厚度的各种方法。
沉金厚度是指在电镀过程中,沉积在基材上的金属层的厚度。
它直接影响到电镀产品的性能和质量。
因此,准确地计算沉金厚度对于控制电镀过程至关重要。
计算沉金厚度的方法有多种,下面介绍几种常用的方法:
1.称量法:通过称量电镀前后的基材重量差,来计算沉金厚度。
这种方法适用于精确度要求不高的场合。
2.测厚仪法:使用测厚仪(如磁性测厚仪、电涡流测厚仪等)直接测量沉
金层的厚度。
这种方法测量精确,但设备成本较高。
3.光学投影法:通过光学投影仪观察电镀层与基材的界面,从而计算出沉金厚度。
这种方法适用于测量大范围内的沉金厚度。
4.激光干涉法:利用激光干涉仪测量沉金层的厚度。
这种方法具有高精度、高灵敏度等优点,适用于高精度测量场合。
在实际应用中,影响沉金厚度计算准确性的因素有很多,如测量设备的准确度、操作方法等。
因此,在选择计算方法时,需要根据实际需求和条件,选择合适的测量方法。
总之,准确地计算沉金厚度对于控制电镀过程和确保产品质量具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀时间与理论厚度的
计算方法
Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
电镀时间与理论厚度的计算方法
现代电镀网9月23日讯:
时间的计算:
电镀时间(分)==电镀子槽总长度(米)/产速(米/分)
例:某一,每一个镀镍子槽长为米,共有五个,生产速度为10米/分,请问电镀时间为多少
电镀时间(分)==×5/10==(分)
理论厚度的计算:由法拉第两大定律导出下列公式:
理论厚度Z(μ``)==ND
(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)
举例:镍密度cm3,电荷数2,原子量,试问镍电镀理论厚度
Z==ND
==×2×
==
若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度
Z==×1×1==μ``
金理论厚度==(密度,分子量,电荷数1)
铜理论厚度==(密度,分子量,电荷数2)
银理论厚度==(密度,分子量,电荷数1)
钯理论厚度==(密度,分子量,电荷数2)
80/20钯镍理论厚度==(密度,分子量,电荷数2)
90/10锡铅理论厚度==(密度,分子量,电荷数2)
综合计算A:
假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50Amp,金电流为4Amp,锡铅电流为40Amp,实际电镀所测出厚度镍为43μ``,金为μ``,锡铅为150μ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为毫米,请问:
万只端子,须多久可以完成
2.总耗金量为多少g,换算PGC为多少g
3.每个镍,金,锡铅槽电流密度各为多少
4.每个镍,金,锡铅电镀效率为多少
解答:
万支端子总长度==200000×6==1200000==1200M
20万支端子耗时==1200/20==60分==1Hr
万支端子总面积==200000×20==4000000mm2==400dm2
20万支端子耗纯金量====×400×==
20万支端子耗PGC量====
3.每个镍槽电镀面积==2×1000×82/6====
每个镍槽电流密度==50/==
每个金槽电镀面积==2×1000×20/6====
每个镍槽电流密度==4/==
每个锡铅槽电镀面积==2×1000×46/6====
每个镍槽电流密度==40/==
4.镍电镀时间==3×2/20==分
镍理论厚度====××==
镍电镀效率==43/==97%
金电镀时间==2×2/20==分
金理论厚度====××==
金电镀效率====%
锡铅电镀时间==3×2/20==分
锡铅理论厚度====××==159
锡铅电镀效率==150/159==%
综合计算B:
今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50μ``,金GF,锡铅为100μ``。
1.设定厚度各为:镍60μ``,金μ``,锡铅120μ``。
2.假设效率各为:镍90%,金20%,锡铅80%。
3.可使用电流密度范围各为:镍设定15ASD,金0~10ASD,锡铅2~30ASD。
4.电镀槽长各为:镍6米,金2米,锡铅6米。
5.端子间距为。
6.单支电镀面积各为:金15mm2,镍54mm2,锡铅29mm2。
请问:
1.产速为多少
2.需要多少时间才能生产完毕(不包含开关机时间)
3.镍电流各为多少安培
4.金,锡铅电流密度及电流各为多少
解答:
1.镍效率==镍设定膜厚/镍理论膜厚==60/ZZ=67μ``(镍理论膜厚)
镍理论膜厚====×15×TT==分(电镀时间)
镍电镀时间==镍电镀槽长/产速=6/VV=米/分(产速)
2.完成时间==总量××端子间距/产速
t==5000000××==分60==(完成时间)
3.镍电镀总面积==镍电镀槽长/端子间距×单支镍电镀面积
M=6×1000/×54==127559mm2==
镍电流密度==镍电流/镍电镀总面积15==A/==191安培
4.金效率==金设定膜厚/金理论膜厚
==ZZ=μ``(金理论膜厚)
金电镀时间==金电镀槽长/产速T=2/==分
金理论膜厚==电流密度)
金电镀总面积==金电镀槽长/端子间距×单支金电镀面积
M=2×1000/×15==11811mm2==
金电流密度==金电流/金电镀总面积==A/==安培
锡铅效率==锡铅设定膜厚/锡铅理论膜厚
==120/ZZ==150μ``(锡铅理论膜厚)
锡铅电镀时间==锡铅电镀槽长/产速T=6/==分
锡铅理论膜厚====×C×==(电流密度)
锡铅电镀总面积==锡铅电镀槽长/端子间距×单支锡铅电镀面积
M=6×1000/×==锡铅电流/锡铅电镀总面积==A/==安培。