自动螺丝机的使用步骤
全自动螺丝机使用教程【操作方法】
全自动螺丝机也被变为全自动打螺丝机、全自动拧螺丝机,其重要的作用就是便于可以更加高效率的提升商品的拧小螺丝钉操作过程,自动螺丝机是一种大中小型的自动化设备,目前广泛的被运用在电器产品、电子元器件、照明设备生产制造制造行业、文具行业这种。
下面小编就给大伙儿讲一下使用全自动螺丝机的六个步骤及其相关知识点。
第一步:大家务必先开启自动螺丝机的电源变压器,连接历史渊源,在调节好电动起子的扭矩第二步:将自动螺丝机放入到特殊的供加加料器上去,在操作流程的那时小螺丝钉便会自动式输入到转盘上。
第三步:第一次锁螺钉前,需检查电动起子鼻嘴内是否有一粒螺钉待锁。
第四步要是没有一粒螺钉在电动起子鼻嘴上待锁,需按照手动式送螺钉功能键,使机器设备运动健身两次,保证全自动打自动螺丝机的电动起子鼻嘴边带一粒螺钉在电动起子鼻嘴上等待锁螺钉。
第五步:.在确保电动起子调节功能键处在锁螺钉位置后,一手执电动起子,一手扶拖拉机待锁螺钉铸铁件,偏向螺钉孔收缩压扣紧螺钉。
第六步:待电动起子保证预设的扭矩自动式停止后提及电动起子,进行锁第二粒螺钉。
扩展资料:一、主界面功能介绍术语说明:术语说明:参数设置界面介绍术语说明:三、螺丝规格界面介绍术语说明:四、教导(模拟手柄)界面介绍术语说明:五、步骤镜像界面介绍术语说明:六、参数复制界面介绍七、其它设置界面介绍术语说明:术语说明:八、坐标校正界面介绍术语说明:术语说明:九、文件管理界面介绍术语说明:术语说明:十、产量报表界面介绍术语说明:十一、USB复制界面介绍术语说明:十二、螺丝供料器和电批调节术语说明:电批示意图术语说明:十三、故障排除十四、维护与保养十五、技术参数·工作电压:220-240V AC·额定频率:50Hz·额定电流:5A·工作气压:0.5-0.6Mpa·外形尺寸:600*570*640 (L*W*H)·机器净重:50KG工作环境:·正常工作温度:-10℃-+40℃·储存和工作温度:≤60-85%十六、售后服务本机自交货日起,提供一年保修,但以下所述不在免费保修条件内:机器在贵公司人员进行搬运下所造成的损坏。
自动锁螺丝机操作规程
自动锁螺丝机的操作规程一、自动锁螺丝机操作规程1.开启电源,接通气源,调节好扭力和气压;2.将螺丝倒入螺丝料仓内,螺丝量以不超过螺丝输送轨道高度为宜;3.检查拨码开关是否对应产品型号;4.第一次锁螺丝前,需检查电批夹嘴内是否有一粒螺丝待锁;5.如无一粒螺丝在电批夹嘴上待锁,需按测试按钮,使机器运动两次,保证电批夹嘴上有一粒螺丝在电批夹嘴上等待锁;6.检查供料机振动器调整开关是否在指定的位置上;7.检查完毕,按复位开关,开始生产。
二、自动锁螺丝机操作规定使用设备安全最重要,操作先进自动化设备没有没有规范和管理,且不能发挥它带来的效益,自动锁螺丝机也是一种,虽然自动拧螺丝机安全系数没那么严禁,但正常使用发挥其基本功能,更多的节省时间,提高生产效率,所以对自动拧螺丝机使用及维修管理说明还是有必要知道的。
1.严格执行以岗位责任制、安全操作规程、常规检查、维修保养等安全使用和运营的管理制度。
2.使用操作人员必须经过相应的安全技术培训。
3.制定自动拧螺丝机安全技术性能定期检验制度,根据自动拧螺丝机的安全性能和技术参数,对自动拧螺丝机定期检验,确保自动拧螺丝机运行过程的安全4.自动拧螺丝机的使用人员,负责自动锁螺丝机的日常检查和保养,并做好日常的检查保养记录。
5.针对自动锁螺丝机的使用性质制定交接班制度。
分班轮换使用或集体使用的自动拧螺丝机,由当班负责人全面负责,专人使用的自动拧螺丝机由使用者全面负责自动拧螺丝机的使用安全。
6.大型精密气动工具要严格实行定人、定机的管理办法。
7.对特种自动锁螺丝机严格按照国家有关规定,实行持证上岗。
8.特种自动锁螺丝机必须经过有关部门的培训,经考核合格后方可使用操作。
9.自动锁螺丝机必须严格按照使用说明和安装技术规程的要求进行安装、调试后使用。
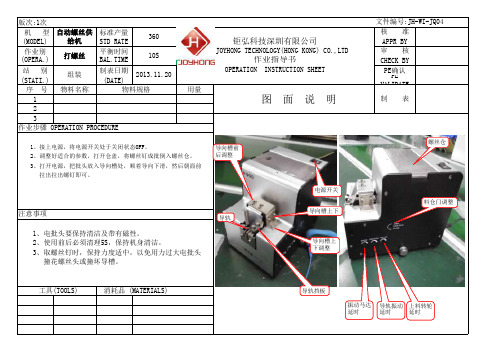
4、自动螺丝供给机作业指导书
版别:A版 版次:1次
机 型标准产量
核 准(MODEL)STD RATE
APPR BY 作业别平衡时间
审 核(OPERA.)BAL.TIME CHECK BY 站 别制表日期
PE确认(STATI.)(DATE)PE VALIDATE 序 号物料名称 物料规格
用量
123
文件编号:JH-WI-JQ04组装2013.11.20
OPERATION INSTRUCTION SHEET
打螺丝10S
JOYHONG TECHNOLOGY(HONG KONG) CO.,LTD
作业指导书
自动螺丝供给机360
钜弘科技深圳有限公司
作业步骤 OPERATION PROCEDURE
1、接上电源,将电源开关处于关闭状态OFF。
图 面 说 明
制 表
注意事项
2、使用前后必须清理5S,保持机身清洁。
撞花螺丝头或撞坏导槽。
1、电批头要保持清洁及带有磁性。
3、取螺丝钉时,保持力度适中,以免用力过大电批头 2、调整好适合的参数,打开仓盖,将螺丝钉成批倒入螺丝仓。
工具(TOOLS) 消耗品 (MATERIALS)
3、打开电源,把批头放入导向槽处,顺着导向下滑,然后朝面前 拉出拉出螺钉即可。
电源开关
振动马达延时
导轨振动上料转轮
延时
料仓门调整
螺丝仓
导向槽前
导向槽上
导轨挡板
导轨
导向槽上下。
自动打螺丝机操作规程
自动打螺丝机操作规程
一适用范围
本规程适用于自动打螺丝机。
本规程适用于各生产车间、操作员工。
二、操作方法:
2.1依次打开气源电源,并检查气源压力(0.4-0.6MPa〉;
2.2开机前准备工作:
2.3.检查部件振动盘内部件数量是否适当,为了保证设备正常运转时的稳定,尽量要把供应振动盘内的物料数控制在一定的范围内。
振动盘和送料器的速度可通过相应的控制器进行调节,调节标准按可供设备正常运转为准;
2.4检查工作台面上无工具、部件或其他东西,昉止设备运转时飞出伤人或损坏设备;
2.5在生产过程中使用“复位”和“停止运行”命令后,开机前都要按照2-3条款进行开机检查。
三、注意事项:
3.1.设备在开始启动前必须确定工作台面上无工具、部件和其他东西,并且确定门是处于关闭状态,昉止设备运转时飞出伤人或损坏设备;
3.2.设备在运转时,设备操作员不得将手、工具或其他物品放置于设备运转区域,防止止发生事故和损坏设备;
3.3.在排除故障时,设备必须处于“系统暂停’’状态,如果设备处于“自动启动”状态下,一旦将故障排除,设备将自行运转而导致事故发生的可能性很高;
3.4.设备在运转时,为了确保设备操作员和其他人的人身安全,不得将防护门处于敞开状态;
3.55.为了避免造成工控部分损坏,除电控专业人员外,任何人不得对电控柜布线状态进行改动。
工控电柜进行维修。
2019-04-08发布 2019-04-28实施。
锁螺丝机器人的具体使用步骤
锁螺丝机器人的具体使用步骤
锁螺丝机器人是一种自动化工具,专门用于紧固螺丝和螺栓。
它可以大大提高紧固效率和减轻工人体力劳动强度,应用广泛。
在使用锁螺丝机器人之前,需要掌握一些基本的使用步骤,下面将具体介绍。
步骤一:调整机器人位置和高度
首先需要确定机器人放置的位置和高度,以便机器人可以准确地对螺丝和螺栓进行定位和紧固。
在调整高度时一定要注意安全,不要让机器人触碰到其他设备或人员。
步骤二:安装合适的工具头
根据需要紧固的螺丝和螺栓类型和规格,选择合适的工具头进行安装。
工具头一般需要进行维护和更换,使用前需要检查其状态是否良好。
步骤三:调整机器人紧固参数
根据需要紧固的螺丝和螺栓的规格和材料,调整机器人的紧固参数,包括紧固力度、速度等。
这些参数的选择需要考虑到安全和效率的平衡。
步骤四:配置机器人控制系统
在配置机器人控制系统时,需要根据实际情况调节控制参数,以确保机器人能够顺畅工作,对螺丝和螺栓进行高效准确的定位和紧固。
步骤五:启动机器人
在按照以上步骤进行调整和配置后,启动机器人。
在机器人工作时需要时刻注意机器人运作状态和安全情况,以便及时采取措施防止意外发生。
步骤六:对机器人进行维护和保养
机器人在使用过程中需要进行维护和保养,包括对机器人部件进行定期清洗、润滑和更换维护件。
定期维护可以确保机器人的性能和寿命,减少故障发生率。
以上就是锁螺丝机器人的具体使用步骤,希望对大家有所帮助。
在使用机器人时一定要注意安全和操作规范,以确保工作的高效性和安全性。
打头螺丝机操作方法
打头螺丝机操作方法
打头螺丝机操作方法如下:
1. 首先,确定好螺丝的大小和类型,选择相应的螺丝刀头装配在打头螺丝机上。
2. 接通电源,启动打头螺丝机。
3. 将螺丝放入刀头的凹槽中,确保螺丝与刀头对齐。
4. 将打头螺丝机的刀头对准需要安装螺丝的位置。
5. 按下触发开关,打头螺丝机会自动旋转,并把螺丝固定在工件上。
6. 将螺丝取出,重复以上步骤直至安装完成。
7. 关闭打头螺丝机的电源,清理机器表面上的螺丝和杂物,保持机器清洁。
以上就是打头螺丝机的操作方法,希望能对您有所帮助。
如果有不清楚的地方,建议先阅读说明书或向专业人士咨询。
螺丝机安全操作规程
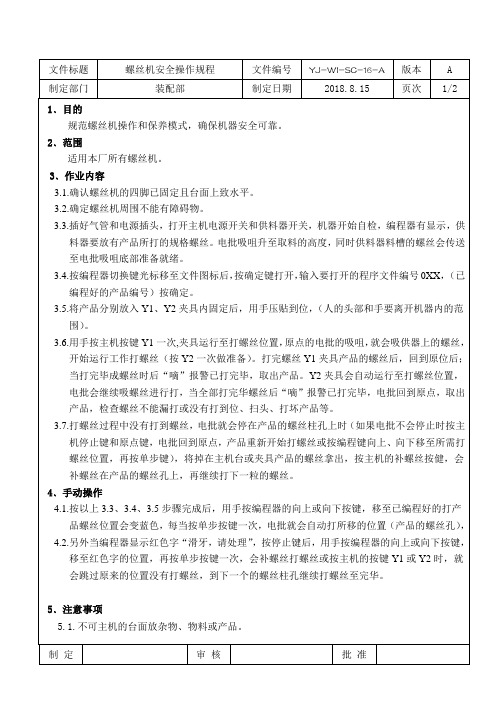
文件标题螺丝机安全操作规程文件编号YJ-WI-SC-16-A 版本 A
制定部门装配部制定日期2018.8.15页次2/2
5.2.不可电批没有停止时,伸手或头部、身体在主机的范围内,以免机械伤人。
5.3.不可螺丝物料掉在台面时,机器停止后,需要用手捡起螺丝放入供料器。
5.4.如果电批的吸咀没法吸螺丝,就清除过滤器内的螺丝的铁碎和产品胶碎。
5.5.如果电批的吸咀嘴,吸螺丝时会撞击供器料时,需要关电源重启或按主机停止键和原点键。
5.6.如果电批打螺丝不会停止时,按下主机的红色急停键后“嘀、嘀”,再按急停键恢复原来
的位置,按主机原点键,电批回到原点。
5.7.如果供料器发出“嘀、嘀”,检查供料器是否有螺丝物料或传料槽卡住螺丝。
5.8.如出现异常现象时,需通知相关人员处理或维修,无关人员不可以随意对产品的编程或操
作等,需等专业人员处理。
5.9.上下班提前5分钟,需将机台整理/清洁、干净。
制定审核批准。
螺丝自动滚牙机操作方法
螺丝自动滚牙机操作方法螺丝自动滚牙机是一种自动化设备,用于滚制螺纹螺丝的工艺操作。
它主要由进料系统、滚牙系统、定位系统、控制系统和卸料系统组成。
下面将详细介绍螺丝自动滚牙机的操作方法。
1. 准备工作:首先,操作人员应该熟悉螺丝自动滚牙机的结构和原理,并清理机器,确保各个部位干净、无杂质。
接下来,需要根据螺丝规格和要求设置好滚牙机的参数,包括滚牙尺寸、滚牙速度、滚牙步距等。
2. 送料:将待加工螺丝装载到送料槽中,然后启动进料系统,将螺丝自动送入滚牙机内。
同时,定位系统会对螺丝进行定位,确保进入滚牙系统之前的位置准确无误。
3. 滚牙:当螺丝进入滚牙系统后,启动滚牙系统,开始滚制螺纹。
滚牙系统主要由滚牙头、滚牙模块和滚牙辊组成。
滚牙头和滚牙模块的尺寸需要根据螺丝规格进行调整,确保正确匹配。
同时,需调整滚牙辊的位置和滚牙速度,确保滚制出的螺纹质量良好。
4. 检测:滚制完成后,螺丝自动滚牙机会进行自动检测。
检测系统会检测螺纹的尺寸精度、牙型形状、牙数等。
如果检测出问题,会及时停机并报警提示。
5. 卸料:当检测完成后,合格的螺丝会被送入卸料系统。
卸料系统会将螺丝分离并装载到相应的容器中。
同时,滚牙机会自动将剩余的废弃物、杂质等排出。
6. 维护保养:在操作过程中,需根据机器的维护保养要求进行定期保养。
包括清洁机器、添加润滑油、更换磨损零部件等。
同时,要及时处理机器故障,并进行记录和分析,以便后期改进和优化。
总结:螺丝自动滚牙机的操作方法包括准备工作、送料、滚牙、检测、卸料和维护保养等步骤。
在操作时,务必确保设备和操作人员的安全,严格按照操作规程进行操作。
只有正确操作,才能保证螺纹螺丝的生产质量和效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动螺丝机的使用步骤
自动螺丝机采用双Y轴平台全自动交替作业,机器可以不停地工作,在锁付其中一个工作台上的工件时,可在另一个工作台上上料,完全节省取放
产品的时间,安全方便、速度快、效率高。
在使用自动螺丝机的时候大家知道哪些步骤呢?菱途科技为大家讲解一下吧:
1、开启设备电源,接通气压气源,调节好扭力。
2、将螺丝倒入螺丝送料机仓内,螺丝量以不超过螺丝输送轨道高度为宜。
3、第一次进行锁螺丝前,需检查电批批嘴内是否有一粒螺丝待锁。
4、如无一粒螺丝在电批批嘴上待锁,需按动手动送螺丝按钮,使机器运动两次,保证电
批批嘴上有一粒螺丝在电批批嘴上等待锁螺丝。
5、在确保电批调节按钮处在锁螺丝位置后,将摆放好的产品的夹具放到自动锁螺丝机工
作台上面,按启动按钮,进行锁螺丝。
6、将第二套夹具摆放好,将锁好的产品拿下,摆放好位锁的产品,按启动按钮,进行锁螺丝。
自动螺丝机的使用步骤知识讲解自动螺丝机,自动焊锡机,自动点胶机。