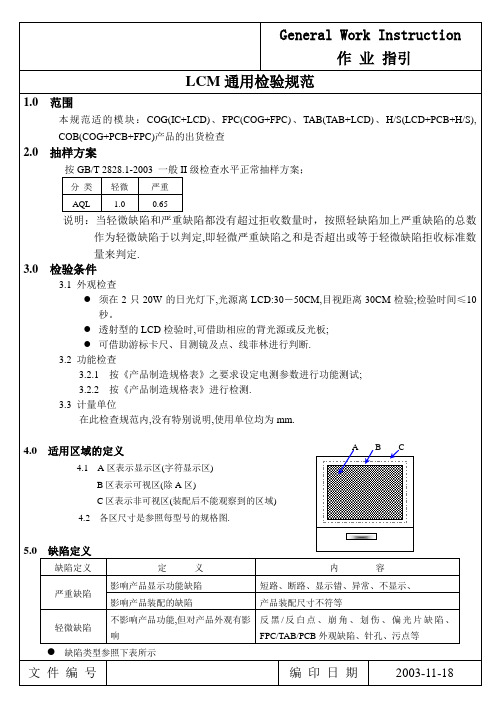
LCM行业背光质量检验标准
LCM主要性能指标

LCM又叫LCD显示模组、液晶模组,是指将液晶显示器件,连接件,控制与驱动等外围电路,PCB电路板, 背光源, 结构件等装配在一起的组件。
那它的主要性能指标有哪些呢?亮度又称辉度,行业内有时也叫Brightness, 可以通过BM-7/A,CA-310,CS2000专业设备来测量,。
亮度是指画面的明亮程度,单位是堪德拉每平米(cd/m2)或称nits,也就是每平方公尺分之烛光。
通常由背光模组来决定,一般手机,MP3, GPS 等中小尺寸LCM液晶显示模组的亮度做到350 cd/m2左右, 高端的可以做到450 cd/m2. (注意测试条件)对比度对比值是定义最大亮度值(全白)除以最小亮度值(全黑)的比值。
一般来说,人眼可以接受的对比值约为250:1。
(注意测试条件)视角范围对比度大于10的观察角范围即为有效视角范围。
其中Θ角为倾斜角,Φ角为方位角响应时间指液晶显示面板各像素点对输入信号反应的速度,由白转黑(Tr)及由黑转白(Tf)所需转变时间。
所较短的反应时间使画面转换更为顺畅而无拖影现象。
此值越小越好。
一般的液晶显示面板的响应时间Tr+Tf在20~30ms之间。
均匀性指面光源的平均亮度分布的均匀程度,其计算方式为:最低亮度÷最高亮度×100%=均匀性(数据)。
一般内部检验均在客户要求上加5%。
一般中小尺寸LCD测量9个点的亮度,把所测得的最小值除以最大值即是LCD的均一度,均一度越高表示LCD画质一致性越好。
色彩饱和度NTSC 系统(National Television Systems Committee)美国全国电视系统委员会制式: R=(0.67, 0.33), G=(0.21, 0.71), B=(0.14, 0.08), NTSC 色阶面积是 0.1582测量LCD红绿蓝三色色阶面积为S计算红绿蓝色坐标所围成的色域面积,越大混色产生的色彩越丰富,色彩越鲜艳。
如上就是LCM主要性能指标,相信大家在选择LCM方面已经有一定的心得了。
LCM产品检验标准
方向为垂直线前后左右 60°.
4.6 密集定义:5mm 以內若有两点(圆形物)、两条(线状物)或圆形物与线状
更多免费资料下载请进:
好好学习社区
物,则称之为密集。
LCD
德信诚培训网
与玻璃平 45 度
5.允收水准:
主缺: 0.4 次缺:0.65
异常项目
判定
外观﹑电性
1.电性
1-2(主缺)
在显示字体画面时有不该 显示的地方显示 (画面乱七八糟)
1-3(主缺)
非显示区有较模糊的显示
不良现象
少划
IC:HX8309
乱讯/显示乱码
多划
德信诚培训网
判定标准
NG
检验方法
用测架点亮 LCD 后目视
NG
用测架点亮 LCD 后目视
NG
用测架点亮 LCD 后目视
1.电性
1-4(主缺)
X
Y
Z
不计 ≦2.0 ≦1/2t
LCD 有崩裂现象
≦1/8X 方向长
度
不能进入可 视区
≦t
注: 1.t 表示单面玻璃的厚度 2.X 表示长度,Y 表示宽度;Z 表示 深度,L 表示端子宽度,所有崩裂 都不可进入可视范围且不能导致 大于 1/3 框胶外露
B. 引脚背面或引脚
判定标准
面 ITO 引线部分 部位 X Y Z
亮眼,边框漏光
背光颜色不符 露黑
亮度不够 发光不均匀
X Y
NG
目视
参照限度样品
目视
参照限度样品
点亮背光后目视
参照工程图纸判定 与样品,规格书一致
点亮产品后目视 点亮背光后目视
尺寸 (直径Φ) mm Φ ≦ 0.1 计
LCM成品检验标准
6、元件偏移>1/4焊盘NG
2-38(MI)
FPC粘胶
FPC金手指上粘胶擦拭不掉
NG
目视
2-39(MI)
FPC损坏
FPC损坏,边缘破损,折痕
1、边缘破损(无裂纹)大于0.2mm且伤及线路NG
目视
目镜
2、裂纹NG
3、折痕:FPC弯曲成弧形,未伤及金手指线路OK;金手指弯折角度成锐角,或伤及金手指线路NG
缺划\暗缺
显示时一部分不显示,缺整行或缺整列
无保护膜
偏光片上无保护膜
NG
目视
2-17(MI)
偏光片水纹
偏光片上有水纹
可视区有水纹(擦拭不掉)拒收。
日光台灯下目视
2-18(MI)
保护膜翘起
保护膜边缘脱离偏光片形成翘起
保护膜翘起进入可视区之内NG
目视
LCM
外观
LCM
外观
2-19(MA)
压合异物或压合气泡
FPC与LCD压合处渗有胶.压着气泡或异物
1.宽度不可大于ITO宽度的1/3
0.3<Φ≦0.5mm
1
1
不计
Φ>0.5mm
0
0
0
注:两点之间间距≥10mm
C区
Φ≤1/3框胶宽度
2
Φ>1/3框胶宽度
0
线泡
C区
Φ≤1/2框胶宽度
3
Φ>1/2框胶宽度
0
线泡(偏光片内缩)
不允许
0
有机壳的机型用机壳进行判定
3
每处单边只允许1处
注:A区:显示区;B区:可视区;C区:非可视区。
2-16(MI)
下观察
背光源检验方法及标准

捷方顺电子有限公司
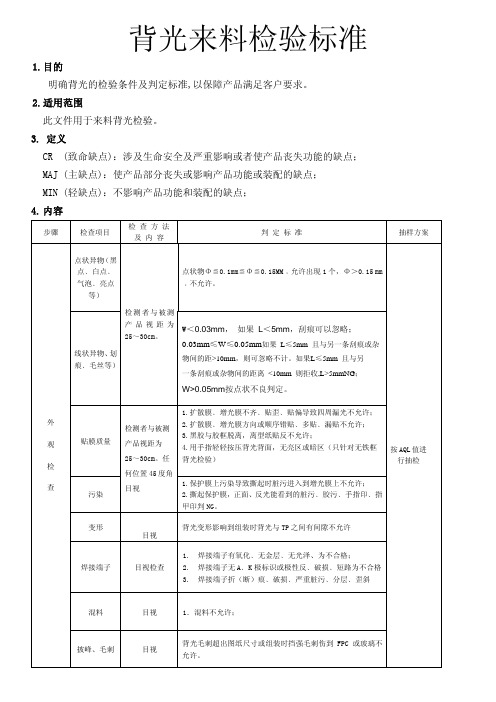
背光源检验方法及标准
一、目的
明确背光源检验方法和可接受标准,以更好控制品质,满足生产和顾客要求。
二、范围
适应于所有的手机模块背光源来料检测。
三、定义
BACKLIGHT--------背光
四、职责
对手机模块用的所有背光源检测。
五、内容
1、包装及一般检查
核对来料通知单上各型号,数量,批号,规格等与具体实物是否一致,是否有检查合格标志,是否按照要求提供出货检查报告等资料。
六、附录
1. 亮度,色度及亮度均匀度测试方法 设备:BM-7
参数:观察角度:1° 测试距离:500mm(距离:从镜头到背光表面的垂直距离) 恒流测试:恒流电流按照规格书要求。
测试正常亮度色度必须达到规格要求的电流;半亮时候电流按照半亮要求。
测试距离:500mm (从色度计镜头到背光源发光表面的垂直距离)
测试点:背光尺寸大于1.5寸的亮度,色度,均匀性必须测试九个点,亮度以九点平均值进行判定,九个点的平均值不得小于规格书的要求。
色度以单个点的色度进行判定,九个点都满足规格书要求,则PASS,均匀性以九个点中的亮度最小值除以最大值大于80%,为OK 。
背光尺寸小于1.5寸的测试五个点。
计算方法同九点的算法:具体测试如下图:(注:如果客户有要求,按客户要求测试)
图1 图2。
LCM检验标准
LCM检验标准1.目的:用以规范和统一产品LCM检验、可靠性测试标准,保证LCM的产品质量,指导生产人员和QA检验人员的依据。
2.适用范围:本标准适用于本公司系列机型的样品的确认,进料检验,可靠性测试。
3.编制依据:《可靠性试验程序》、《整机检验标准》、《LCM规格书》4. 测量面定义:LCM 检测表面属于AA面:显示信息的区域5. 缺陷定义致命缺陷(Critical Defective): 产品存在对使用者的人身及财产安全构成威胁的缺陷;主要缺陷(Major Defective) : 导致产品失效或使产品使用性能降低,但为一般用户不可接受的缺陷;具体表现为:1. 功能缺陷影响正常使用;2. 性能参数超出规格标准;3. 结构及外观方面存在让一般顾客难以接受的严重缺陷。
轻微缺陷(Minor Defective): 可能会使产品使用性能降低,但为一般用户可以接受的缺陷。
注意:有些外观检查中发现的问题会影响到产品的功能,则按照功能缺陷的标准来确定缺陷等级。
6. 检验条件6.1 测试工具:手机或专用夹具、振动仪、恒温湿热箱、缺陷测量模板6.2 抽检标准:抽检标准按照国标GB2828-2003(或MIL-STD-105E)正常抽检水平,一次抽样, II类6.3允收质量水平(Acceptance Quality Level)致命缺陷AQL=0,轻微缺陷 AQL=1.5,严重缺陷 AQL=0.406.4 外观检验6.4.1 检验条件及方法:✧照明条件:距离观测物0.5~1m处的光强为1000到2000lux 。
✧观察角度:被测面与桌面成45度,视角与被测物成45度角至90度角范围内。
✧观察距离:被测物与眼球距离为30cm±5 cm,只有在30cm内才能看到的外观问题不记缺点✧观察时间:≤10s。
✧检验员视力:裸视或矫正视力在1.0以上且无色盲。
✧每一厂家按照图纸上指定的标准进行各项试验,拟定由设计部和质量部认可的“试验报告”,试验的结果写进报告附页。
LCM成品检验标准-A级1602,12864,,1964,240128,320240

编 号 WI-QD-022 拟 制 等 级 A 级 审 核 页 数 1 / 4 批 准 更 改LCM 成品检验标准生 效1.0目的:保证公司生产的产品符合定型及客户的要求,为产品检测提供依据,确保产品品质。
2.0范围:本标准适用于本公司生产的LCM 成品外观及电性检验过程,包括生产自检、IPQC 与QA 抽检。
3.0职责与权限:3.1自检员:负责按此标准对LCM 成品进行全检并区分合格品与不合格品,并清楚标识不良现象。
3.2 IPQC :负责按此标准对制造过程中的半成品,成品(合格品、不合格品)进行抽检并确认。
3.3 QA :负责按此标准对入库及出货前的LCM 成品进行抽样检查并判定结果。
4.0定义:4.1重缺陷(MA ):影响产品功能与特性,或者会影响客户装配的缺陷,如电流大、不显示、不转换、缺划、多划、鬼影、程序乱、底色不匀、重影、漏加工等不良现象。
4.2轻缺陷(MI ):对产品外观有一定影响但不会影响产品功能与特性以及客户装配的缺陷,如划伤、顶伤、内污、指印、气泡、彩虹、黑点、折痕等不良现象。
5.0检验标准:5.1检验条件:5.1.1在40W 日光灯下,保持30cm 的目视距离进行检验。
5.1.2依据不同型号的LCM 成品选择、准备配套的检测设备,如电测机、测试架等。
5.1.3依据LCM 产品定型资料调节相应的测试参数。
5.2 检验基本原则:5.2.1模块的外观尺寸、规格、型号应符合定型资料要求,原则上LCM 成品不允许存在任何不良现象。
5.2.2无法以文字表达说明的缺陷以客户允收的样本作为判断依据。
5.2.3成品上材料部件之缺陷判定依据《进料检验标准》进行。
5.2.4本标准根据客户要求可作适当补充或更改。
金马电子编 号 WI-QD-022 拟 制 等 级 A 级 审 核 页 数 2 / 4 批 准 更 改LCM 成品检验标准生 效6.0检验程序:根据不同要求分为A+、A 、A- 三级检验标准,本标准为B 级检测标准。
LCM成品模组检验规范及可靠性测试标准现行版
5-3.辉色度计(BM-7)。
5-4.显微镜。
5-5.放大镜。
5-6.游标卡尺。
5-7.10W~15W日光灯(照度:距离灯管30cm量测照度1200lux以上)一支。
六.LCM(TFT彩屏及触摸屏)成品模组判定标准及检验方法:(单位:mm)项目缺点类别不良定义不良现象判定标准检验方法LCM 电性测试1-1.次缺LCD黑点白点亮点黑点、白点LWΦ=(L+W)/2尺寸容许个数1.用E/T夹具手机夹具点亮后目视2.用欠点卡比对Φ≦0.10mm忽略(密集不可)0.10mm<Φ≦0.15mm2(两点间距需>15 mm0.15mm<Φ≦0.20mm 1Φ>0.20mm NG1-2.(主缺)色度值量测时全红、全绿、全蓝及全白等各画面单点不符合规格值色度值不符NG用E/T夹具点亮LCD后目视1-3.(主缺)LCD点亮时在Color Bar画面(RGB)颜色排序错误Color Bar排序错误NG用E/T夹具点亮LCD后目视1-4.(主缺)点亮后LCD显示是白色的,不再有其它画面白屏NG用E/T、手机夹具点亮后目视1-5.(主缺)画面显示时SPEC(规格)中VOP比正常的鲜明度驱动深(浅)色深比对限度样本在手机夹具以客户规定的最佳对比度在VOP画面目视WL色淡1-6.(主缺) LCD点亮后显示画面时四周亮中间暗显示不均匀显示不均NG在E/T、手机夹具上点亮产品后目视1-7.(次缺) 通电后进入拍照选项后画面有亮点/彩点拍照亮点/彩点Φ=(L+W)/2大小(SIZE)允许个数Φ<0.1 忽略(密集不可)0.1≤Φ≤0.2允许个数11.用手机夹具点亮后目视2.用欠点卡比对项目缺点类别不良定义不良项目判定标准检验方法LCM 电性测试1-8.(次缺) 通电后进入拍照选项后画面有线状物L W按刮伤﹑纤维﹑线状物标准判定在日光灯下距待测物30cm目视1-9.(主缺)LED灯(红.绿.兰)在点亮时有一种或一种以上灯不亮灯不全NG用E/T夹具点亮后目视1-10.(主缺)LED灯(红.绿.兰)在点亮时有一种或一种以上灯的颜色与样品不符灯异NG用E/T夹具点亮后目视1-11.(主缺)LED灯(红.绿.兰)在点亮时无颜色无灯NG用E/T夹具点亮后目视拍照纤维(线状物)WL1-21.(主缺) 背光局部亮度较暗或较亮背光不均NGE/T、手机夹具架点亮后目视1-22.(主缺) 点亮后背光时亮时不亮背光不稳NGE/T、手机夹具点亮后目视项目缺点类别不良定义不良项目判定标准检验方法LCM 电性测试1-23.(主缺)通电后背光不亮无背光NG用测架点亮检验1-24.(主缺)通电后在半亮状态下背光亮度较暗半亮偏暗NG 点亮后目视1-25.(主缺)通电后在半亮状态下背光亮度较亮半亮偏亮NG 点亮后目视1-26.(主缺)使用触摸屏无反应触摸屏无功能用触摸笔点击画面菜单进行操作,无反应,则NG手机夹具检测1-27.(主缺)触摸屏异常触摸屏异常用触摸笔点击画面操作按键中心无反应,点击操作按键的一侧却有功能,则NG手机夹具检测项目缺点类别不良定义不良项目判定标准检验方法LCMTFT 彩屏2-1.(次缺)在LCD上有擦试不掉的点状偏光片刺伤﹑脏点﹑圆形物尺寸允许个数在日光灯下距待测物30cm目视.(用目视Φ≦0.10mm不计(密集不可)外观检验物 LWΦ=(L+W)/20.10mm<Φ≦0.20mm 1个用欠点卡比对Φ>0.20mmNG2-2.(次缺)在LCD 上有擦试不掉的线状物刮伤﹑纤维﹑线状物LW尺寸 允许个数1.在日光灯下距待测物20cm 目视2.用欠点卡比对长宽(W) 2mm≦0.03mm1 ≦1mm 0.03<W ≦0.05mm 1 >1m m>0.05mmNG2-3. (次缺)IT0角部破碎1) A ≤T 2) ≤0.4MM 3) ≤2.5MM目测或用欠点卡,游标卡尺测量PAD 破碎 及角部(非ITO 部分破碎)目测或用欠点卡,游标卡尺测量环氧框破碎a ≤tb ≤1.0mmc ≤3.0mm*环氧框裂纹、漏夜 NG目测或用欠点卡,游标卡尺测量2-4. (次缺) LCD 有进行式的裂开痕迹,但未形成破损玻璃裂痕任何区域的裂痕 拒收目视,必要时用投影机量测项目缺点类别不良定义不良项目判定标准检验方法CT a a ≤tb ≤0.5mmc ≤3.0mmLCM TFT 彩屏外观检验2-5. (次缺)LCD在裂片时有凹凸不平现象裂片不良1.外凸以工程图尺寸为准2.内凹依破损判定方法判定用游标卡尺量测, 最大尺寸是否符合工程图要求2-6.(主缺)LCD整体底色一致,但与样品不同底色不符比照限度样本验收在同一视角下用样品比对2-7.(次缺)LCD底色有两种(或以上)的颜色底色不均比照限度样本验收在同一视角下用样品比对2-8.(次缺)保护膜脱离LCD保护膜翘保护膜卷起进入框胶之内NG目视,必要时用光标卡尺量测2-9.(主缺)LCD液晶漏失漏液晶NG 目视2-10.(次缺)LCD POL片上有凹凸点及水纹POL片异物以点状和线状物判定在日光台灯下,距待测物20cm,3.6.9.12点目视2-11.(次缺)LCD POL片贴附时有气泡、凹凸点POL片气泡、凹凸点尺寸容许个数在日光台灯下,距待测物20cm目视,用欠点卡比对1、Φ<0.1mm2、不超过边框1/3不计(密集不可)0.10<Φ≦0.2mm1Φ>0.2mm NG0.2<Φ≦1.5mm,(边框以外)12-12.(次缺)锡点不光滑有凸起现象锡尖纵向锡尖≦零件本身高度OK横向锡尖≦FPC/PCB焊盘宽度OK≧2处NG目视。
LCM检验规范
数万个文件,一网打尽
强力推荐!大量电子行业电子企业/工厂方面(涵盖LCD/LCM/TFT/TP/3D/POL实战技术)资料。
包括多家著名电子企业的内部管理制度,表格,流程,成本,绩效考核,供应链,质量管理,电子行业技术资料等等. 数万个文件, 一网打尽!!是本人精心制作的一套有助于电子企业及从事电子行业的个人提升能力的管理光盘!! 有助您系统性及完整性的把电子行业的管理工作做得更好.为您或企业节省大量的管理成本!! 售价:100元另加50元可以参加百万资料下载计划,一次付出,终生使用,你只需首付50元,对资料文库里的资料你只需付车费可免费上门拷贝(深圳内),省外可刻碟5元/张邮费自理或网上传输
以下为部分截屏目录,
有LCM/LCD/TFT/SMT行业全套生产/品质/工艺/原材料/总结
报告资料,另有电子设计类资料,有需要的朋友,可以联系我
的QQ785302948
师少恒QQ:785302948。
LCM常见不良检查条件判定标准介绍

不良现象
不良现象介绍以及检测方法
在全黑画面下,用无尘布左右横向擦拭或轻 拍过后出现白色斑块,且不消失或消失时间 较长(2~3秒). 判定标准:轻拍后消失,正视角不可见为合格. 新开发的屏以不可见为合格要求
在低灰阶(64gray)模式下上视角可见有块状 黑影. 判定标准:64gray模式下正常视角(上下 左右+/-20°)内不可见,有限度样本的可参照.
屏幕划伤,铁框变形,PCB 破损等
判定标准:屏组装前发现不良判厂家来 料不良,组装后发现判作业不良.
8
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
Greenish
(闪绿)
2
Function 功能
3
Light Leakage (屏下部漏光)
Light Leakage (屏上下边缘漏光)
Light Leakage
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
Low luminance
(亮度低)
2
B/L
3
4
B/L Off (背光不亮)
B/L F/M (背光异物)
Light leakage 漏光
不良现象
不良现象介绍以及检测方法
屏幕上下半边或左右半边暗,一般是灯 管不良引起 判定标准:参考样板
开机后瞬间背光灭或 闪烁后灭或点亮持续 一段时间灭
在正常画面下屏上有白色mura,一般是长时 间使用后出现 判定标准:不可见为合格。(HSD,LPL)
在正常画面下屏上有水波纹一样,俯视更为 明显 判定标准:不可见为合格。(CPT)
LCM成品检验标准

LCM成品检验标准
一.范围:
适用与单色LCM与彩色LCM (Color STN、TFT、OLED)之成品之组装检验和QC检验。
二.检验设备工具:
点灯检查设备,放大镜,测试架,游标卡尺,点线毛对比卡,带刻度目镜,测试机,数位电表,样品等
三.检验水准
3.1 生产过程中制造部对主缺之质量项目须全检;
3.2 OQC以下方式进行抽样检验
依AQL-105E-一般正常LEVEL II进行(特殊情况时实施全检,如客退品)
3.3QA与制造全检
3.4IPQC 5pcs/2H随机抽样检验
四.检验方式
5.可视区域的定义: A 区可视区域
B 区:外行尺寸,包括A 区的可视区域
五.检验规格,如下: 5.1 外观规格
※※密集定义:25m㎡数量﹥5个,称为
5.2.1电性功能--------显示
六.其他说明::
6.1 图中图片后续会更新
6.2 当客户提供检验标准时,以客户标准优先执行.。
LCM产品检验标准
盖章:签字:生效日期:项目缺点类别不良定义不良现象判定标准检验方法1.电性1-1(主缺)LCD点亮后有整行(或列)或字段点阵不显的现象少划NG 用测架点亮LCD后目视1-2(主缺)在显示字体画面时有不该显示的地方显示(画面乱七八糟)乱讯/显示乱码NG 用测架点亮LCD后目视1-3(主缺)非显示区有较模糊的显示多划NG 用测架点亮LCD后目视1.电性1-4(主缺)比对样品有字深字淡现象显示深浅深OK前薄浅VOP±0.2V OKVLCD±0.2V OK在测试条件一致的情況下量测产品Vop值是否在偏差范围內1-5(主缺) 通电后LCD无动作或无画面无显示NG 目视1-6.(主缺)点亮后LCD显示画面时有时无显示不稳NG 点亮后目视1-7.(主缺)在显示过程中有些画面沒显示少画面NG 通电后测试1-8.(主缺) LCD视角与样品不一致LCD视角错误NG 用测架点亮后目视1-9(主缺)屏斜斜度大于等于2度NG 点亮后目视2.外观2-0.(主缺) 通电后LED不亮背光不亮NG 目视2-1.(主缺)通电后背光的电流值超出规定电流值背光大电流NG 目视2-2(次缺)产品通电后显示区内不能有亮眼,漏光亮眼,边框漏光参照限度样品目视2-3.(主缺)通电后背光颜色偏黄或偏红与样品,规格书不符背光颜色不符参照限度样品点亮背光后目视2-4.(次缺) 背光不发光区域进入可视区露黑参照工程图纸判定点亮产品后目视2-5.(次缺)通电后背光亮度与发光均匀度达不到规格书要求亮度不够发光不均匀与样品,规格书一致点亮背光后目视2.-6.(主缺)显示和非显示情况下的可见点状现象清晰点尺寸(直径Φ) mm允许个数在日光灯下距待测物30cm目视(用菲林卡)比对Φ≦0.1 忽略不计0.1<Φ≦0.15 10.15<Φ≦0.20IC:HX8309YXIC:HX8309IC:HX8309IC:HX8309黑、白点缺陷针孔LCD 表面异物偏光片本身白点,及偏光片下脏点和异物。
背光检验标准
编写: 合议部门
品质部
审核:
开发部
生产部
批准:
观
贴膜质量 产品视距为 4 4.用手指轻轻按压背光背面,无亮区或暗区(只针对无铁框 按 AQL 值进
25~30cm。任 背光检验) 检
何位置 45 度角
行抽检
查
目视
污染
1.保护膜上污染导致撕起时脏污进入到增光膜上不允许; 2.撕起保护膜,正面、反光能看到的脏污﹑胶污﹑手指印﹑指
甲印判 NG。
变形
目视
天科创光电(深圳)有限公司
步骤
检查项目
检查方法及内容
判定标准
抽样方案
点状异物 检测员与产品视距为 25~
同外观判定标准
30cm。 线状异物
同外观判定标准
点
亮
暗光、不均、
1. 灯不亮(CR)
用图纸要求对产品点亮检
效
不亮、 测。
2. 点亮背光不均不允许;
果 色差、折射
3. 点亮目视亮色度差异明显不允许。
水印、条纹 盖上 LCD 后点亮产品
斜条纹不允许
漏光 暗区
按产品规格设定测试条件 ﹐点亮 LED﹐观察反光效 果。
漏光或灯柱不允许 背光灯暗或背光有暗区不允许
按 AQL 进 行抽检
光
亮度
亮度要求符合图纸要求
每批次抽取5PCS 进行亮色 Nhomakorabea电
按产品规格设定测试条件
均匀性
发光均匀性要求符合图纸
度测量,按 0
4. 内容
步骤
检查项目
检查方法 及内容
判定标准
抽样方案
点状异物(黑 点﹑白点﹑ 气泡﹑亮点
等)
点状物Φ≦0.1mm≦Φ≦0.15MM﹐允许出现 1 个,Φ>0.15 mm ﹐不允许。
LCM成品模组检验规范及可靠性测试标准现行版
Φ=(L+W)/20.10mm<Φ≦0.15mm2(两点间距需>15 mm比对0.15mm<Φ≦0.20mm 1Φ>0.20mm NG1-2.(主缺) 色度值量测时全红、全绿、全蓝及全白等各画面单点不符合规格值色度值不符NG用E/T夹具点亮LCD后目视1-3.(主缺) LCD点亮时在ColorBar画面(RGB)颜色排序错误Color Bar排序错误NG用E/T夹具点亮LCD后目视1-4.(主缺) 点亮后LCD显示是白色的,不再有其它画面白屏NG用E/T、手机夹具点亮后目视1-5.(主缺) 画面显示时SPEC(规格)中VOP比正常的鲜明度驱动深(浅)色深比对限度样本在手机夹具以客户规定的最佳对比度在VOP画面目视色淡1-6.(主缺) LCD点亮后显示画面时四周亮中间暗显示不均匀显示不均NG在E/T、手机夹具上点亮产品后目视LCM 电性测试1-16.(主缺)通电后亮度不符合规格要求显示暗参照新产品设计样品判定用E/T、手机夹具点亮目视必要时用BM-7测量1-17.(次缺)点亮后背光与LCD间有呈白色块状物或背光边框有明显光线射出漏光(或边框漏光)进入可视区NG边框漏光比对限度样本点亮后目视用机壳卡对1-18.(次缺)点亮背光后有纤维(线状物)纤维依线状物判定1.点亮背光后目视2.用欠点比对1-19.(次缺) 点亮背光后有黑点背光脏点黑点(点亮状态)Φ≦0.10 无视(密集不可)0.10<Φ≦0.20 1个允收Φ>0.2 拒收1.点亮背光后目视2.用比对卡比对半黑点(点亮状态)1-20.(主缺)背光颜色与样品不符背光颜色不符NGE/T、手机夹具点亮背光后目视1-21.(主缺)背光局部亮度较暗或较亮背光不均NGE/T、手机夹具架点亮后目视1-22.(主缺)点亮后背光时亮时不亮背光不稳NGE/T、手机夹具点亮后目视项目缺点类别不良定义不良项目判定标准检验方法LCM 电性测试1-23.(主缺) 通电后背光不亮无背光NG用测架点亮检验1-24.(主缺)通电后在半亮状态下背光亮度较暗半亮偏暗NG 点亮后目视1-25.(主缺) 通电后在半亮状态下背光亮度较亮半亮偏亮NG 点亮后目视1-26.(主缺) 使用触摸屏无反应触摸屏无功能用触摸笔点击画面菜单进行操作,无反应,则NG手机夹具检测1-27.(主缺) 触摸屏异常触摸屏异常用触摸笔点击画面操作按键中心无反应,点击操作按键的一侧却有功能,则NG手机夹具检测项目缺点类别不良定义不良项目判定标准检验方法LCMT FT彩屏外观检验2-1.(次缺)在LCD上有擦试不掉的点状物偏光片刺伤﹑脏点﹑圆形物LWΦ=(L+W)/2尺寸允许个数在日光灯下距待测物30cm目视.(用目视用欠点卡比对Φ≦0.10mm 不计(密集不可)0.10mm<Φ≦0.20mm1个Φ>0.20mm NG2-2.(次缺)在LCD上有擦试不掉的线状物刮伤﹑纤维﹑线状物LW尺寸允许个数1.在日光灯下距待测物20cm目视2.用欠点卡比对长宽(W)2mm ≦0.03mm 1≦1mm0.03<W≦0.05mm 1>1mm>0.05mm NG2-3. (次缺)IT0角部破碎1)A≤T2)≤0.4MM3)≤2.5MM目测或用欠点卡,游标卡尺测量CTaPAD 破碎及角部(非ITO部分破碎)目测或用欠点卡,游标卡尺测量环氧框破碎a≤tb≤1.0mmc≤3.0mm*环氧框裂纹、漏夜 NG目测或用欠点卡,游标卡尺测量2-4. (次缺) LCD有进行式的裂开痕迹,但未形成破损玻璃裂痕任何区域的裂痕拒收目视,必要时用投影机量测项目缺点类别不良定义不良项目判定标准检验方法LCMT FT彩屏外观检验2-5. (次缺)LCD在裂片时有凹凸不平现象裂片不良1.外凸以工程图尺寸为准2.内凹依破损判定方法判定用游标卡尺量测, 最大尺寸是否符合工程图要求2-6.(主缺)LCD整体底色一致,但与样品不同底色不符比照限度样本验收在同一视角下用样品比对2-7.(次缺)LCD底色有两种(或以上)的颜色底色不均比照限度样本验收在同一视角下用样品比对2-8.(次缺)保护膜脱离LCD保护膜翘保护膜卷起进入框胶之内 NG目视,必要时用光标卡尺量测2-9.(主缺)LCD液晶漏失漏液晶NG 目视2-10.(次缺)LCD POL片上有凹凸点及水纹POL片异物以点状和线状物判定在日光台灯下,距待测物20cm,3.6.9.12点目视2-11.(次缺)LCD POL片贴附时有气泡、凹凸点POL片气泡、凹凸点尺寸容许个数在日光台灯下,距待测物1、Φ<0.1mm2、不超过边框1/3不计(密集不可)a≤tb≤0.5mmc≤3.0mm0.10<Φ≦0.2mm 120cm目视,用欠点卡比对Φ>0.2mm NG0.2<Φ≦1.5mm,(边框以外)12-12.(次缺) 锡点不光滑有凸起现象锡尖纵向锡尖≦零件本身高度OK横向锡尖≦FPC/PCB焊盘宽度OK≧2处 NG目视。
小尺寸LCM 产品检验标准

1、目的本标准为统一公司从采购物料到产品生产过程、成品验收、出货时的品质验收标准,确保产品质量和满足客户要求而制定。
2、范围适用于深思维有限公司所有LCM(液晶显示模块)5寸以内成品检验。
3、定义3.1 缺点定义3.1.1致命缺陷(CR):会导致使用人员或财产安全构成威胁的缺陷;3.1.2 主要缺陷(MaJ):严重影响产品使用的外观、功能及可靠性的缺陷;3.1.3 次要缺陷(Min):不影响产品正常使用的外观、功能及可靠性的缺陷;3.1.4 点状缺陷φ=(X+Y)/2,具体见图1;3.1.5 线状缺陷 L:表示长度,W:表示宽度,具体见图2;3.1.6 间距:两缺陷之距离≥10mm。
3.2 名词解释3.2.1 密集:在 10mm 以内有两个或两个以上的缺陷称之为密集;3.2.2 区域:3.2.2.1 显示区:显示图案的区域,即:A-A 区。
3.2.2 .2非可视区:顾客模组组装后看不到的区域注:具体区域划分见图3WY Array XD=(X+Y)/2图1 图2 图34、设备/量具电测机架、稳压电源、万用表、游标卡尺、显微镜、菲林尺、防静电手环、防静电手指套等。
5、抽样方案与检验条件5.1 抽样方案 5.1.1 生产对外观检验与电性测试进行全检,对尺寸测量每型号首检抽样测量 5Pcs 。
5.1.2 品质(OQC )对送检的每型号抽检 5Pcs 进行外观尺寸的测量,对功能、外观抽检计划如5.2 检验条件与方法5.2.1 通常在 22±3℃,45±20%RH 的环境,光强度 750-1400Lux 下(40W 日光灯,40cm 距离左右),检验员的眼睛与模块之间的距离为 30cm ±2cm ,LCD 下面用背光源来检查(见 图4):30cm4545040cm图 45.2.2 模块目视检验方向,按图纸规定视角方向偏离 LCD 平面法线 45°;5.2.3 采用裸眼检查,检验者需戴好防静电手环、防静电指套;5.2.4 功能测试时,产品在正常显示时用棉签或手指轻轻按压 FPC 邦定处、电子元件处、背光焊接处,检查是否存在不稳定现象。
LCM行业背光质量检验标准

5.0检查条件外观检查、功能测试时:(1)光照条件:40 W 荧光灯下,周围灯亮度为800 LUX ; (2)目测距离:30 cm ;(3)背光功能检查:在暗室中进行背光功能检查(或相当于暗室的条件)。
6.0外观检查外观检查见表一:表一(外观标准)缺陷描述判 定 标 准缺陷图示 缺陷等级 不同型号或类型及混杂其他型号 不允许N/A 主要反光纸、散光纸、银纸弹起,破损或位置不正不允许次要表一(外观标准)(续1)缺陷描述判 定 标 准缺陷图示在背光片内的外来物件或污染可接受的大小及数量: 平均直径(mm )允许个数 D <0.1 忽略 0.10<D ≤0.20 1 D >0.20备注:两点之间的距离不小于1 cm平均直径Φ=(X+Y )/2次要接线/PAD/PIN 氧化、变色、侵蚀或破损 不允许N/A 次要 破损、注塑不良,胶液漏出 不允许N/A次要反光纸破损反光纸偏移发光面XYPCB3mm 3mm测试点测试点黑点当背光片点亮或非点亮时,在发光范围内可接受黑点的大小及数量:平均直径(mm)允许个数D<0.1 忽略0.10<D≤0.20 1D>0.20 0备注:两点之间的距离不小于1 cm平均直径Φ=(X+Y)/2次要面花/散光纸花当背光片点亮时,盖上LCD若不见该缺陷,则可以接受N/A 次要9.0相关文件9.1《抽样检验作业指导书》(KL-QAR-WI-003)10.0相关记录10.1《进料检验记录表》(KL-QAR-QR-002)XY。
LCM产品检验标准
2.范 围 适用于本公司生产的所有 LCM (液晶显示模块)产品。
3.检验设备
电测架、游标卡尺、显微镜、目视放大镜、防静电腕、工装测架、万用表、电流表、稳压电源(DC)、台灯、指套等。 4.抽样计划和引用标准
4.1.1 GB/T 2828.1---2003/ISO2859-1:1999 逐批检查计数抽样程序及抽样表。 4.1.2 GB/T 1619.96 扭曲向列型液晶显示器件测试方法。
5.2.4 采用裸眼检查或用放大镜覆盖测量检查(客户有特殊要求的按客户特殊要求执行)。 5.3 密集定义:1 mm 以内若有两点(圆形状)、两条(线状)或圆形状与线状,则称之为密集。缺点间距:两缺点之间距必需≧5mm。 5.4 若标准与规格书/技术要求不符时,以产品发行之规格书特殊检验规格为准。
5.5 一般情况下,质量等级参《工艺技术文件要求》执行(注:A*/A2 标准仅在加严、放松转换时或个别特殊产品时使用);对 LCD (LCM)中 LCD 小玻璃尺寸面积在 800MM2 及以下的收严一级(即 A1→A0,A0→A*),对 LCD(LCM)中 LCD 小玻璃尺寸面积在 6000MM2
5) 点画面三
检查 Dot 间格短路, 深 浅线
3) 点画面一
检查 Dot 间格短路, 深浅 线
6) 横线一
检8) 竖线一
9) 竖线二
LCM 产品检验标准
图示
主要检查项目
文件编号 版本号 页码
AVD·管理体系·作业文件
AVD(WI)-01-QA-041 V1.2
细化 LCM 相关部件的检验要求。
5.2.3 项增加视区的定义;6.3.2 项增加保护膜密集性气泡的判定标准;6.3.3 项修改 A1,A2 崩厚度的标准;6.6.2 项增加 PCB 变形、翘起的判定标准;6.7 项增加按键不良和焊接针孔的判定标准;6.10 项增加铁框变形,元件 标识的标准
LCM检验标准

缺陷判定
MA
MI
CR
3
4
尺寸
规格
电性能参数及特性
2.3、FPC引脚无弯曲,变形,断脚,氧化等不良现象。
3.1、外观尺寸符合设计要求或满足产品要求(参照产品说明书或承认书)。
4.1、显示应正常。
测量
测试
卡尺
专用测试架
2.2.6、暗点,气泡缺陷直径0.30mm≤D≤0.50mm,点缺陷个数N>2。
2.1、无破损,丝印字体清晰正确,封装形式符合设计要求,有显示屏保护膜。
2.2、LCD表面无亮点(黑\白点,针孔),暗点,气泡,线缺陷(划伤,异物)等缺陷。
目测
目测
1.1.1、有混装或数量不符;
1.1.2、来料无规格承认书及合格标签。
1.1.3、标签内容填写不全及与实物不符。
2.1.1、显示屏有破损。
2.2.7、LCD表面有硬划痕或碰伤。
2.2.8、LCD表面线缺陷宽度W>0.03mm。
2.2.9、LCD表面线缺陷长度L≤3mm,宽度0.02mm≤W≤0.03mm,数量N>1。
2.3.1、FPC引脚断裂,起翘,变形,氧化。
2.3.2、FPC元件引脚之间长短相差大于1mm。
3.1.1、任一几何尺寸或封装形式不符合设计要求或产品要求。
2.1.2、丝印有断缺、偏位、模糊、错印等现象。
2.1.3、无显示屏保护膜。
2.1.4、显示屏保护膜无法粘附在显示屏上或者粘附后起翘大于整个屏的2/3以上。
2.1.5、显示屏金属部分有锈蚀及机械损伤,或者松动现象。
2.2.1、亮点缺陷直径D>0.15mm。
2.2.2、亮点缺陷直径0.10mm≤D≤0.15mm,点缺陷个数N=2,两点之间间距小于25mm。
模组(LCM)检验标准
精心整理
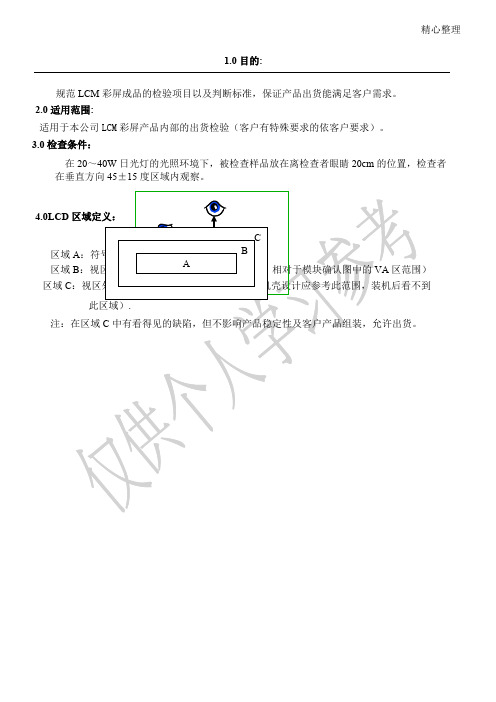
1.0目的:
规范LCM彩屏成品的检验项目以及判断标准,保证产品出货能满足客户需求。
2.0适用范围:
适用于本公司LCM彩屏产品内部的出货检验(客户有特殊要求的依客户要求)。
3.0检查条件:
在20~40W日光灯的光照环境下,被检查样品放在离检查者眼睛20cm的位置,检查者在垂直方向45±15度区域内观察。
4.0LCD
区域
区域
区域C
连接器(含:卡盖)不可破损或掉,连接部位不可有松香,阻焊剂,白
色粉状残留物,异物
板翘:PCB
与平面之间的间隙大于长度的小于焊脚1/3H 锡量高度小于焊面1/4HNG
焊垫吃锡
少于70%,NG。
液晶屏背光设计验收标准

LCD B/L 设计技术指标文件更改记录表双方签核一、引用标准及依据《Chimei 14.0 N140BGE-L42 Specification》目测距离检验人员眼睛距被检验表面35cm±5cm观察角度以被检验表面垂直线为基准±45°范围内环境温度25℃±10℃相对湿度25%~75%照明灯光条件300lx---700lx 检查时间对于外观检验每一面检验时间10秒视力矫正视力1.0以上工作电源AC 220V±10%,50Hz±1Hz工作环境噪音30dB~70dB inspection 工作台符合防静电防护要求检测角度35+/-5mm3 抽样计划如无特别约定,抽样计划参照MIL-STD-105E等级Ⅱ水准.a.致命缺点(CRI) AQL =0b.严重缺点(MAJ) AQL=0.65%c.次要缺点(MIN)AQL=1%4.术语定义4.1主体外观区域定义:显示区域:功能画面显示区域外观可视区域:除去包装及保护膜可直接看到的外观区域非外观区域:单一产品直视不可见,需通过拆解才能看到的产品内部区域4.2签样样品对于文字难以描述清楚或不易判定合格之外观缺点,顶海电子根据实际检验及产品质量状况,签订可接受上限参考照片或直接发放实物,作为供应商出货检验依据。
4.3缺陷定义明显:有感和在规定范围内清晰可见的外观不良;有感:手指能感受到有阻力的情况;无感:在规定范围内需要趋光才可见的不良,且手指不能感受到有阻力的情况。
亮点:黑色背景下能肉眼直接看到的白、红、绿、蓝各色坏象素均为亮点暗点:在除黑屏以外各种颜色背景下能肉眼直接看到始终不发光的坏象素为暗点色点:在除黑屏以外各种颜色背景下能肉眼直接看到发其他颜色光的坏象素均为色点Mura:在各种颜色画面下的各种显示不均匀现象漏光:全黑画面或白场情况下,显示区域四周发出的白色光残影:关机背光灯熄灭后,画面仍停留在屏幕时造成的影像残留鬼影:开机或切换画面时在屏幕上出现扩散或收缩状影像连续两点:相邻缺陷点,包括水平、垂直、错位等情况,参考如下图示说明:W表示宽度,L表示长度,D表示直径,S表示面积,N数量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
次要缺陷: AQL 1.0。
4.0检查仪器
游标卡尺、直流电源、专用测试架、万用表 5.0检查条件
外观检查、功能测试时:
(1)光照条件:40 W 荧光灯下,周围灯亮度为800 LUX ; (2)目测距离:30 cm ;
(3)背光功能检查:在暗室中进行背光功能检查(或相当于暗室的条件)。
6.0
外观检查
外观检查见表一:
表一(外观标准)
缺陷描述
判 定 标 准
缺陷图示 缺陷
等级 不同型号或类型及混杂其
他型号 不允许
N/A 主要
反光纸、散光纸、银纸弹起,
破损或位置不正
不允许
次要
表一(外观标准)(续1)
缺陷描述
判 定 标 准
缺陷图示
在背光片内的外来物件或污
染
可接受的大小及数量: 平均直径(mm )
允许个数 D <0.1 忽略 0.10<D ≤0.20 1 D >0.20
备注:
两点之间的距离不小于1 cm
平均直径Φ=(X+Y )/2
次要
接线/PAD/PIN 氧化、变色、
侵蚀或破损 不允许
N/A 次要 破损、注塑不良,胶液漏出 不允许
N/A
次要
反光纸破损
反光纸偏移
发光面
X
Y
PCB
3mm 3mm
测试点测试点
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 背光片的电压不允许超出规格范围N/A 主要
黑点当背光片点亮或非点亮时,在发光范围
内可接受黑点的大小及数量:
平均直径(mm)允许个数
D<0.1 忽略
0.10<D≤0.20 1
D>0.20 0
备注:两点之间的距离不小于1 cm
平均直径Φ=(X+Y)/2
次要
面花/散光纸花当背光片点亮时,盖上LCD若不见该缺
陷,则可以接受
N/A 次要
9.0相关文件
9.1《抽样检验作业指导书》(KL-QAR-WI-003)
10.0相关记录
10.1《进料检验记录表》(KL-QAR-QR-002)X
Y。