2020年(OA自动化)西门子TXP自动化系统介绍-as620
simatic的组成及各主要作用

simatic的组成及各主要作用simatic是西门子推出的一款自动化系统,它由多个组成部分组成,每个部分都有着不同的作用和功能。
下面将详细介绍simatic的组成及各主要作用。
1. PLC(可编程逻辑控制器)PLC是simatic系统的核心组成部分,它负责接收和处理来自传感器、执行器等设备的信号,并根据预设的程序逻辑进行运算和决策,控制各种机械和电气设备的运行。
PLC具有高可靠性、高精度和高稳定性的特点,广泛应用于工业自动化领域。
2. HMI(人机界面)HMI是simatic系统的用户界面,它提供了人机交互的方式,使操作人员能够监视和控制整个自动化系统。
HMI可以通过图形化界面显示实时数据、报警信息、设备状态等,同时也可以通过触摸屏或键盘进行操作和调整参数。
HMI的主要作用是简化操作操作流程,提高生产效率。
3. SCADA(监控与数据采集系统)SCADA是simatic系统中的监控与数据采集系统,它负责对整个自动化系统进行监控和数据采集。
SCADA可以实时监测和记录各种设备的状态、运行数据和生产过程等信息,并将这些信息传输给上位机或云平台进行分析和处理。
通过SCADA系统,用户可以实现对生产过程的实时监控和远程控制,提高生产效率和质量。
4. 通信模块通信模块是simatic系统中的重要组成部分,它负责将PLC、HMI、SCADA等设备之间的数据进行传输和交换。
通信模块可以通过以太网、串口、无线等方式实现设备之间的通信,使各个设备之间能够实时传递数据和指令,保证整个自动化系统的正常运行。
5. 数据存储与处理设备数据存储与处理设备是simatic系统中的重要组成部分,它负责对采集到的数据进行存储和处理。
数据存储与处理设备可以是内存、硬盘、数据库等形式,它能够对大量的数据进行存储和管理,并提供相应的处理算法和分析工具,帮助用户进行数据分析和决策。
6. 工程软件工程软件是simatic系统中的关键组成部分,它提供了对整个自动化系统的配置、编程和调试等功能。
西门子TXP自动化系统介绍_as620
西门子TXP自动化系统——AP介绍一、TXP系统概述●OM650----操作与监视系统●ES680-----工程系统●DS670-----诊断系统●AS620-----自动化系统●SINET H1-----通讯系统二、AS620自动化系统概述1、作用与任务AS620系统完成工业过程的自动化任务。
AS620从过程获取测量的数值和状态,进行开环和闭环控制功能,传递产生的操作变量数值,校正数值及其对过程的命令。
其他子系统利用AS620子系统作为过程的接口。
AS620传递来自OM650操作员通讯和显示系统的命令至过程,从过程读出OM650、ES680或DS670系统所需要的信息,并传递这个信息到OM650。
2、分类●AS620B:FUM-B变型:在一中央结构中,FUM模件(功能模件)被用于连接过程的探测器和执行机构。
SIM-B变型:BIM模块(信号模块)使分散结构可以配置,用总线连接SIM模块和中央系统组件。
●AS620F:用于保护和控制任务的故障安全型态。
APF:故障安全自动化处理器1)F UM-F用故障安全APF自动化处理器组态,并与FUM-F模块有关2)S IM-F用AG-F可编程序逻辑控制器组态,并与SIM-F模块有关AG-F:故障安全可编程序控制器●AS620T●辅助系统3、A S620的过程控制系统图●现场层:包含探测器和执行机构●单个控制:是自动化与过程的接口,FUM和SIM模块完成模拟和二进制信号调节并驱动控制器●分组控制:自动化处理器组成分组控制。
处理开环控制和保护任务,并形成所有AS620应用中央组件。
控制系统概况图三、AS620自动化系统的设计1、A P自动化处理器●概述AP自动化处理器是AS 620B和AS 620F自动化系统的中央组件,他是CPU(中央处理器)948/CPU948R。
所有的次要AS620组件用系统总线通过此AP 进行连接;系统和设备保护功能在此AP中进行处理;此AP在辅组件的连接上起着重要的作用,这些PLC系统总是通过一个AP与上游的操作通讯和显示通讯的。
西门子微机综合保护装置介绍

Page 1哈尔滨光宇电气自动化有限公司公司介绍Page 2哈尔滨光宇电气自动化有限公司主要产品CL2000 变电站、火电站、水电站综合自动化系统CL2000 电网调度自动化系统CL2000 低压微机综合保护器高频开关直流电源高精度零序电流互感器及高精度电流互感器西门子微机综合保护装置系统集成Page 41.西门子电力自动化业务介绍2.西门子第 代微机综合保护装置SIPROTEC 4 总体介绍3. 西门子微机综合保护装置调试软件DIGSI 4 总体介绍4. 西门子第 代微机综合保护装置SIPROTEC 4 7SJ6X介绍5. 西门子第 代微机综合保护装置SIPROTEC 4 7UT6x介绍6. 西门子第 代微机综合保护装置SIPROTEC 4 7SD610介绍主要介绍内容Page 51.西门子电力自动化业务介绍2.西门子第 代微机综合保护装置SIPROTEC 4 总体介绍3. 西门子微机综合保护装置调试软件DIGSI 4 总体介绍4. 西门子第 代微机综合保护装置SIPROTEC 4 7SJ6X介绍5. 西门子第 代微机综合保护装置SIPROTEC 4 7UT6x介绍6. 西门子第 代微机综合保护装置SIPROTEC 4 7SD610介绍主要介绍内容Page 6Siemens:代表可靠性reliabilityGermanyEurope excl. GermanyAmericasAsia-PacificOthersEmployeesinthousands2000040000600008000050020030040010010000084/8589/9094/9599/0004/05 Sales in millionsof euros由Werner von Siemens创建于1847年Siemens今天已成为最成功的跨国公司之一公司现状2005年10月统计数据461000 名员工754.45亿欧元年销售额在190多个国家设立分公司/机构Page 7Siemens Power Transmission and Distribution PTD: 输配电集团PTD业务范围能源自动化EnergyAutomationPower transformers distributiontransformerswithoilorcast-resininsulation网控系统能源交易系统Networkconsulting maintenance repairand meterservices继电保护和变电站综合自动化系统Components switchgearand turnkeyprojectsforAC and DC powertechnology forpowertransmission≤52kVComponents switchgearand turnkeyprojectsforAC and DC powertechnology forpowertransmission 52kVPage 8全球范围第一名No.121 市场份额3500 职员业务覆盖60多个国家于2004年获得EFQM的特殊奖励Siemens 输配电能源自动化/PTD EA:市场现状继电保护能源自动化系统通讯大型控制系统研发生产能源自动化/EnergyAutomationPage 9西门子电力自动化有限公司Siemens Power Automation Ltd. SPA给中国客户带来能源自动化的创新技术提供全系列的产品 保护、变电站综合自动化系统、电能计量及能源管理系统。
西门子TXP系统SU服务器故障案例分析处理

西门子TXP系统SU服务器故障案例分析处理摘要:SU服务器是西门子TXP系统中重要的服务器,主要用于报警信息的显示、存储长期存档信息、存储数据的描述信息。
引起SU服务器故障的原因很多,本文分析了一次SU服务器故障的案例,从硬件和软件方面分析原因,反复排查,最终解决问题,处理过程和经验值得使用同类型DCS系统的企业借鉴。
关键词:DCS系统;TXP系统;SU服务器;硬盘1 TXP系统概述TXP系统全称为TELEPREM XP系统,是德国西门子电站自动化有限公司专门为电厂开发设计的控制系统。
TXP系统主要由自动控制系统 AS620、过程控制和服务单元OM650、工程师站 ES680 以及总线系统组成。
某厂#3机组于2007年投产,DCS系统采用了TXP系统。
2 SU服务器介绍TXP 系统采用双层虚拟环网技术,实现冗余容错、快速以太网结构,通信介质为光纤,网络节点采用多个 OSM(Optical Switch Moudle)连接。
TXP 系统分别采用了工厂总线和终端总线,其中工厂总线网络负责现场数据的采集和运算处理的通讯工作,终端网络负责反馈设备运行状态和接收手动操作指令的基本工作等。
OM650 操作和监视系统是 TXP 的一个重要的组成部分。
根据 TXP 系统的应用而设计的 OM650 硬件可执行电厂所要求的所有操作和监视功能。
过程操作和监视系统(OM650)在主控室中提供了操作员和现场工艺设备之间的接口。
该系统还提供了过程执行以及数据存储的所有功能。
OM650 过程控制和信息系统的功能分散于处理单元/服务单元(PU/SU)和操作终端(OT)。
图1 TXP分散控制系统网络结构图SU服务器采用西门子定制的M420主机,拥有1个网口,采用SCSI接口硬盘,硬盘型号为希捷ST3300007LW,硬盘容量为300G,SU服务器采用两块硬盘作磁盘阵列,软件系统采用西门子专用的Linux操作系统。
SU服务器属于OM650操作系统,位于终端总线环网中,主要用于报警信息的显示、存储长期存档信息、存储数据的描述信息等,是TXP系统中十分重要的设备。
西门子楼宇产品简介
西门子楼控系统 传感器 阀门与执行器
西门子为您提供水力控制全系列阀门 —— 满足您多样化的暖通空调控制需求
球阀 系列 多 短行程电动 系列 长行程电动 系列 电动液压系列
少
• 等比特性球体一次成型 • 人性化设计方便选型调试 • 无需工具快速便捷安装
低 Page 15
• 自动校正保证,精确定位 • 可现场更换的密封函,经济 方便,延长系统运行寿命 • 蒸汽、高温热水等应用 • 多种控制信号可选,方便现 • 线性与等百分比特性可选 场调试 • 快速定位保证控制精度要求 • 现场选择流量特性,简便满 • 硬密封保障超长使用寿命 • 不锈钢阀杆有效防腐且低摩擦 足各种控制场合 有效延长使用寿命 • 断电复位,安全节能
座阀/电磁阀
蝶阀
Page 17
CPS / IBT
用于冷热源产生及分配领域的产品定位
性能 高压蒸汽 最好
SKC/B/D +V.F45/52/41
更好
MX.461
产品优势: 高控制精度;低运行能耗; 长使用寿命;短反应时间 简便选型;齐全产品线; 同一产品更多选择;高级 控制技术
• 独有的电动液压技术, 精准、高效 • 特有独立快速的弹簧复 位功能,节能并保障系 统安全 • 超前ACT模块,实现高 级控制功能,满足多种 特殊应用需求 • 优化阀芯设计,恶劣工 况下稳定、安静动作, 保障系统长期稳定运行 • 精湛工艺满足低负荷工 况下的高精度控制要求
高 CPS / IBT
其他常用阀门产品系列
CPS / IBT
SymaroTM H:湿度系列 :
Page 10
CPS / IBT
SymaroTM A:空气质量系列 :
Page 11
田湾核电厂仪控TXP系统的应用
DOI院10.19557/ki.1001-9944.2019.07.020
田湾核电厂仪控 TXP 系统的应用
王新
渊中核检修有限公司袁连云港 222000冤
摘要院 田湾核电厂一期工程建设的2台AES鄄91型核电机组是以WWER鄄1000系列核电机组
为原型并吸取西方压水堆技术而设计的改进型机组袁 其重大改进之一是采用了全数字化
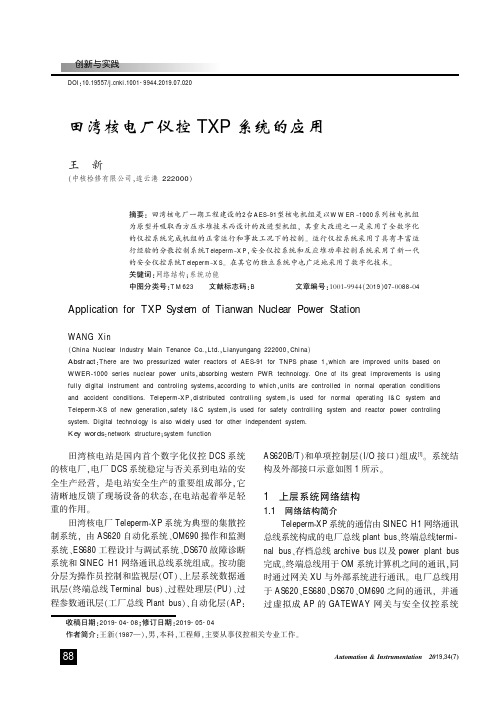
AS620B/T冤和单项控制层渊I/O 接口冤组成[1]遥 系统结 构及外部接口示意如图 1 所示遥
1 上层系统网络结构
1.1 网络结构简介 Teleperm鄄XP 系统的通信由 SINEC H1 网络通讯
总线系统构成的电厂总线 plant bus尧终端总线termi鄄 nal bus尧存档总线 archive bus 以及 power plant bus 完成遥终端总线用于 OM 系统计算机之间的通讯袁同 时通过网关 XU 与外部系统进行通讯遥 电厂总线用 于 AS620尧ES680尧DS670尧OM690 之间的通讯袁 并通 过虚拟成 AP 的 GATEWAY 网关与安全仪控系统
田湾核电站是国内首个数字化仪控 DCS 系统 的核电厂袁电厂 DCS 系统稳定与否关系到电站的安 全生产经营袁 是电站安全生产的重要组成部分袁它 清晰地反馈了现场设备的状态袁在电站起着举足轻 重的作用遥
田湾核电厂 Teleperm鄄XP 系统为典型的集散控 制系统袁 由 AS620 自动化系统尧OM690 操作和监测 系统尧ES680 工程设计与调试系统尧DS670 故障诊断 系统和 SINEC H1 网络通讯总线系统组成遥 按功能 分层为操作员控制和监视层渊OT冤尧上层系统数据通 讯层渊终端总线 Terminal bus冤尧过程处理层渊PU冤尧过 程参数通讯层渊工厂总线 Plant bus冤尧自动化层渊AP院
DCS简介

可编程序控制器(PLC)
可编程序控制器是一种以微处理器为基础 的数字控制装置,一般包括以下几个部分: 中央处理器,存贮器及扩展板,I/O接口, 通信接口,扩展接口,编程器。 PLC作为一种很有特色和很有发展前途的 控制设备,就目前的应用特点来看,主要 用于有大量开关量和少数模拟量的控制系 统中。
AS620自动控制系统
1.1.2 国产三大DCS系统介绍
上海新华控制技术(集团)有限公司 北京和利时系统工程股份有限公司 浙大中控
上海新华控制技术(集团)有限公司
新华公司继上世纪80年代末期成功研制汽 轮机数字式电液控制系统DEH,结束了我 国大型汽轮机自动控制系统DEH完全依赖 进口的历史,使新华公司国产DEH在中国 市场的占有率超过60%以后,90年代中期, 新华集团独立开发出拥有自主知识产权的 分散控制系统XDPS-400,并由其控股的新 华控制工程有限公司首次用于国内300MW 机组。
DCS的特点:
(2)开放性 DCS采用开放式、标准化、模块化和系 列化设计,系统中各台计算机采用局域网方 式通信,实现信息传输,当需要改变或扩充 系统功能时,可将新增计算机方便地连入系 统通信网络或从网络中卸下,几乎不影响系 统其他计算机的工作。
DCS的特点:
(3)灵活性 通过组态软件根据不同的流程应用对象 进行软硬件组态,即确定测量与控制信号 及相互间连接关系、从控制算法库选择适 用的控制规律以及从图形库调用基本图形 组成所需的各种监控和报警画面,从而方 便地构成所需的控制系统。
DCS的特点:
(1)高可靠性 由于DCS将系统控制功能分散在各台计 算机上实现,系统结构采用容错设计,因 此某一台计算机出现的故障不会导致系统 其它功能的失效。此外,由于系统中各台 计算机所承担的任务比较单一,可以针对 需要实现的功能采用具有特定结构和软件 的专用计算机,从而使系统中每台计算机 的可靠性也得到提高。
PST620系列数字式变压器保护装置的功能与维护
PST 620 系列数字式变压器保护装置是由差动保护、后备保 护、本体保护配合组成的成套变压器保护装置,系列数字式变压器保护装置的功能与维护配置模式为分侧分 CPU 单元配置,也可以不分侧实现220kV 电压等级电力变压器。
后备保护单元中配有测控功能,保护与测控合二为一,并自带三相操作箱,适合与变电站综合自动化装置配套使 用。
本装置使用多个完全相同的 CPU 插件,分别完成差动 保护和后备保护等功能。
各单元输入、输出与电源等均相互 独立,互不影响,装置硬件成熟、软件定型。
、保护功能配置1、差动保护 ⑴差动保护最大可做到四侧差动, TA 二次支持全星型接线或常规接线;⑵比率差动保护,带 TA 断线闭锁(可投退); ⑶二次谐波制动; ⑷差动速断保护; ⑸TA 断线告警与闭锁。
2、后备保护 后备保护按侧布置,各侧软硬件完全相同,保护类型 ⑴过流保护;⑶过负荷告警功能 ⑷闭锁调压功能 3、本体保护 装置最大接入 12 路外部开关量其中跳闸量可以达到 6个。
⑴本体重瓦斯保护; ⑵有载重瓦斯保护; ⑶本体轻瓦斯保护; ⑷有载轻瓦斯保护; ⑸压力释放保护; ⑹零序选跳保护; ⑺油位低保护; ⑻温度保护等。
二、测控功能配置 可以完成每一侧 IA 、IB 、 IC 、 UA 、UB 、UC 、P 、Q 、COS ①、F 的测量计算,四路脉冲输入, 7路外部遥信输入, 18 基本 PST620 主、后备保护合二为一的模式,保护主要适用于 35kV路内部遥信输入,自带三相操作箱,其中保护与测量共用组电压,单独的测量TA。
三、菜单操作PST620 系列数字式保护的键盘操作和液晶显示界面,采用对话框结合菜单式操作方式。
进入本菜单后 MMI 定时刷新脉冲值。
用“人”键和“V” 1、正常显示画面:PST621 正常显示画面:轮流显示当前各相差动电流(SUM )、制动电流(SUB )、二次谐波(HAR )的有效值及 相角等信息。
西门子TXP自动化系统介绍_as620
西门子TXP自动化系统——AP介绍一、TXP系统概述●OM650----操作与监视系统●ES680-----工程系统●DS670-----诊断系统●AS620-----自动化系统●SINET H1-----通讯系统二、AS620自动化系统概述1、作用与任务AS620系统完成工业过程的自动化任务。
AS620从过程获取测量的数值和状态,进行开环和闭环控制功能,传递产生的操作变量数值,校正数值及其对过程的命令。
其他子系统利用AS620子系统作为过程的接口。
AS620传递来自OM650操作员通讯和显示系统的命令至过程,从过程读出OM650、ES680或DS670系统所需要的信息,并传递这个信息到OM650。
2、分类●AS620B:FUM-B变型:在一中央结构中,FUM模件(功能模件)被用于连接过程的探测器和执行机构。
SIM-B变型:BIM模块(信号模块)使分散结构可以配置,用总线连接SIM模块和中央系统组件。
●AS620F:用于保护和控制任务的故障安全型态。
APF:故障安全自动化处理器1)F UM-F用故障安全APF自动化处理器组态,并与FUM-F模块有关2)S IM-F用AG-F可编程序逻辑控制器组态,并与SIM-F模块有关AG-F:故障安全可编程序控制器●AS620T●辅助系统3、A S620的过程控制系统图●现场层:包含探测器和执行机构●单个控制:是自动化与过程的接口,FUM和SIM模块完成模拟和二进制信号调节并驱动控制器●分组控制:自动化处理器组成分组控制。
处理开环控制和保护任务,并形成所有AS620应用中央组件。
控制系统概况图三、AS620自动化系统的设计1、A P自动化处理器●概述AP自动化处理器是AS 620B和AS 620F自动化系统的中央组件,他是CPU(中央处理器)948/CPU948R。
所有的次要AS620组件用系统总线通过此AP 进行连接;系统和设备保护功能在此AP中进行处理;此AP在辅组件的连接上起着重要的作用,这些PLC系统总是通过一个AP与上游的操作通讯和显示通讯的。
WDCX-620 使用说明书

4.电阻定值越限启动。工作稳定,并可分辨出两条线路同时接地的故障;
5.可用软件设定定时或手动方式,检查正、负母线经平衡接地的故障;
6.可与站内原有的绝缘监察装置并列使用;
7.本装置接地报警、欠压报警、过压报警有两组独立的常开接点,可适应不同的现场 需要;
8.本装置可由软件选择 RS422(485)或 RS232 通讯接口,波特率、通讯参数可软件设 定,并随机带近 10 种通讯规约,可由软件选择;
9.多台 WDCX-620 装置之间可采用一主多从方式连接(从机数最多三台),WDCX-620 装 置的主机与从机通信,监控上位机与 WDCX-620 装置主机通信;便可实现对一主多从方式连 接的各 WDCX-620 装置的对时、初始化、数据查询,各子机既可以内部与主机通讯,也可以 同时与 RTU 或监控上位机通讯;
此项为可选项,通 过‘→’‘←’键 选择
继电器检查 ①母接地
↑ ↓ → ← ESC 合闸 跳闸 选择 退出
按‘↑’键,合闸为 实心圆,按‘↓’键, 跳闸为空心圆
4)“串口检测”子菜单
① 串口自检:对 RS232、RS422、RS485 的通讯端口进行检测。
选择“串口检测”菜单,按‘确认’键,选择“串口检测”后装置自动进行串口检 测,同时通讯灯显示发送、接收信号。
10.可分别记忆 16 次接地故障,绝缘下降(平衡电阻接地)故障,过欠压(失电)报警 记录,装置失电后信息不丢失;
11.装置的工作电源交、直流两用;
12.完善的自检、自调试功能;
13.可区分母线接地、线路接地。可分辨接地电阻≤20KΩ;线路电容较小时,可达 30KΩ~40KΩ 左右。
二) WDCX-620 装置技术指标
时间和日期
第十四章T-XP分散控制系统

第十四章 T-XP分散控制系统德国西门子(Siemens)公司的分散控制系统TELEPERM-XP简称T-XP,是专门为电厂开发设计的控制系统。
T-XP在国内火电机组的应用较多。
300/350MW机组主要有日照1~2号、阳城1~6号、阳泉二厂1~4号、华能福州3~4号、华能苏州1~2号、莱城1~4号、华能太仓1~2号、呼和浩特1~2号、准格尔1~2号、石嘴山1~4号、白鹤1~4号、兆光1~2号等;600MW/500MW机组主要有扬州二厂1~2号、邯峰1~2号、华能德州5~6号、台山1~5号、定州1~2号、河曲1~2号、宁海1~4号、滇东1~4号、岱海1~2号等。
第一节 T-XP的总体结构T-XP的总体结构如图14-1所示。
T-XP也是纵向分层、横向分站的结构体系。
图中:CRT为计算机显示器;OT为操作终端;ET为工程终端;DT为诊断终端;XU为网关;PU为处理单元;SU为服务单元;ES为工程师站;DS为诊断系统;AP为自动处理器;APT为用于汽轮机自动控制的处理器;PROFIBUS为PROFIBUS-DP现场总线;S5-AG 为自治辅助I&C系统(如西门子SIENTIC产品)的专用接口模件;S5-E/A为可编程控制器(PLC);FUM-B为功能模件(当控制系统集中布置时,过程变送器、传感器和执行器通过它接入系统);SIM-B为信号模件(当控制系统分散布置时,选用此模件);SIM-T为I/O模件(于APT相配);PROFIBUS-DP为现场总线;PROFIBUS-PA为现场总线;DP/PA为现场总线通信转换器;ET200为远程I/O站;Electricactuators为电动执行器(现场总线执行器);SIMO CODE为驱动水泵或风机转动的执行机构;DP/ASi为现场总线通信转换器;Router为路由器。
图14-1的简化示意图如图14-2所示。
图中:OM650为实现操作和监视的中央过程控制和信息处理系统;AS620为实现过程自动控制的自动控制系统;DS670为具有诊断功能的计算机系统;ES680为实现系统组态和设计的系统;SIMATIC NET为工业以太网。
T2000控制系统介绍

T2000控制系统介绍SPPA-T2000过程控制系统是集散型计算机监测与控制系统。
该系统提供了所有对自动控制、监测、管理和归档所必须的I&C设备。
其功能有:•从过程中接收工艺参数,完成数据的采集、处理、开环和闭环控制功能;•控制室人机接口上的过程操作和信息收集任务;•通过网络完成各站之间及与其它系统的通讯;•工程设计组态和调试;•故障诊断。
SPPA-T2000控制系统由以下几部分组成:ES680/AS620/OM6*0/DS670,而这几部分都是由总线系统连接在一起的。
T2000主要组成及功能简述自动化系统(AS620)功能:AS620(AUTOMATION SYSTEM) 自动化系统根据预先组态并定义的控制规律,自动执行测量数据采集、开环及闭环控制功能,传递结果命令到执行设备;并把数据处理结果和就地设备状态送到上一层OM系统;其保护功能在电站故障状态下,自动采取措施,回避风险,保护电站,并把电站带入安全、可控状态。
其主要设备在机柜内,机柜分三个部分:电源部分、中央处理器及通讯模块、I/O模块及通讯模块。
AS 620 B 自动化系统AS620可以分为几个类型:AS620B(Basic)基本自动化系统;AS620F(Failsafe)故障安全自动化系统;AS620T(Turbine)汽轮机自动化系统。
自动化系统AS620 B 是T2000系统自动功能的基本系统,硬件基础是自动处理器AP。
AS620B 可完成一般的自动任务,如系统和机组的保护、闭环控制等。
自动控制处理器APAP 是AS620B 系统的核心部件。
它是基于SIMATIC S5或S7控制系统的高性能CPU。
AP 经通讯处理器CP 模件与电厂总线连接,实现AS620 系统之间及上位监控设备的通讯。
自动控制级的各AP 处理器之间发生的数据交换也是通过数据总线实现的。
在结构上,AP 的基础是可编程控制器SIMATIC S5或S7。
带有系统软件(包括操作系统、标准软件单元和用户程序)的AP 被提供给系统。
SIEMENS数控系统

模具制造行业应用
1 2 3
模具设计
SIEMENS数控系统能够快速准确地完成模具的 设计和造型,为后续的加工提供精确的模型。
模具加工
SIEMENS数控系统在模具的加工中具有高精度、 高效率的特点,能够缩短加工周期和提高模具质 量。
模具检测
通过SIEMENS数控系统的检测功能,可以对模 具进行精确的检测和评估,确保模具的质量和性 能。
SIEMENS数控系统集成在线检测技术,实现加工过程中的实时检 测和反馈,提高加工精度和稳定性。
传感器技术
SIEMENS数控系统采用先进的传感器技术,对机床状态、加工过 程等进行实时监测和反馈。
误差补偿技术
SIEMENS数控系统支持误差补偿技术,对机床误差进行修S数控系统的实际应用
加工技术
多轴联动加工
SIEMENS数控系统支持多轴联 动加工,可实现复杂零件的高 效、高精度加工。
高速切削技术
SIEMENS数控系统采用高速切 削技术,提高加工效率,减少 加工时间和成本。
加工工艺库
SIEMENS数控系统内置丰富的 加工工艺库,提供各种加工工 艺的支持和优化。
检测与反馈
在线检测技术
SIEMENS数控系统采用先进的 算法和控制系统,确保加工的 高精度和稳定性。
集成多种智能化功能,如自适 应控制、智能诊断和远程监控 ,提高生产效率和设备利用率 。
模块化设计
系统模块化设计,可根据不同 应用需求进行定制和扩展,满 足多样化的生产需求。
安全性与可靠性
具备多重安全保护功能,确保 操作安全可靠,减少故障停机 时间。
航空航天行业应用
飞机零部件加工
航天器制造
SIEMENS数控系统在飞机零部件的加 工中具有重要应用,能够满足航空工 业对高精度、高可靠性的要求。
常见的SCADA系统介绍

常见的SCADA系统介绍SCADA(Supervisory Control and Data Acquisition)系统,即监控控制与数据采集系统,广泛应用于工业生产、能源、交通等领域。
本文将为您介绍几种常见的SCADA系统,帮助您更好地了解这一技术。
1. 西门子SIMATIC WinCC(1)开放性:支持多种标准和开放的接口,方便与其他系统进行集成。
(2)可扩展性:可根据企业需求,轻松扩展系统功能和监控范围。
(3)安全性:采用多层次的安全机制,确保系统稳定运行和数据安全。
(4)易用性:提供直观的图形化操作界面,简化操作流程,降低培训成本。
2. 施耐德电气EcoStruxure Control Expert施耐德电气EcoStruxure Control Expert是一款集成了SCADA功能的监控与控制软件,适用于工业自动化领域。
其主要特点如下:(1)高效性:支持快速部署和调试,提高项目实施效率。
(2)稳定性:采用冗余技术,确保系统在恶劣环境下稳定运行。
(3)灵活性:支持多种编程语言,满足不同应用场景的需求。
3. GE Proficy iFIXGE Proficy iFIX是一款具有悠久历史和广泛应用的SCADA系统,适用于各种工业自动化场景。
其特点包括:(1)强大的数据处理能力:支持大量实时数据的采集、处理和分析。
(2)丰富的图形界面:提供丰富的图形库和动画效果,便于监控画面设计。
(3)易于维护:采用模块化设计,便于系统升级和维护。
(4)高度可定制:可根据用户需求,定制专属的SCADA解决方案。
4. ABB Ability System 800xAABB Ability System 800xA是一款集成度高、功能强大的SCADA系统,适用于电力、石化、矿山等行业的监控与控制。
其主要优势如下:(1)高度集成:集成了多种自动化功能,实现一体化管理。
(2)强大的扩展性:支持多种协议和设备,便于系统扩容。
核电DCS介绍
DPR
故障诊断系统(DS670)
故障诊断系统(DS670)功能 DS670是TELEPERM XP系统部件进行维修 和故障检测的工具。在控制系统发生故障时,诊 断系统可以向操作员提示故障发生点并提供引起 故障原因等信息,同时可指导仪控工程师快速地 消除故障。诊断系统DS670也与电厂总线(Plant Bus)及终端总线相连, 实现对I&C设备的详细诊 断功能。机组运行时DS670可离线,因此DS670 非冗余配置
SIM
低
14
DPR
AS620自动化系统
FUM模块主要类型:
功能描述 驱动控制模件
功能模件 FUM210ESG FUM210-GB
性能 可以控制和监视8个单机驱动器,5个电机、 电磁阀、开关装置、执行机构,4个伺服驱动 器,3个逆向驱动器。 采集28个二进制信号(28个单接点或14个换 向接点) 采集和处理16个转换器输入信号,0~20mA 或4~20mA,2或4线制 可连接14个热电阻或28个热电偶信号
28
DPR
故障诊断系统(DS670)
特点: 1,详尽的诊断和分析。 2,操纵员基于窗口的指导找到故障源。 3,信息以文本和图形的 格式给出。 4,关于维护的统计,计算和详尽的信息。 5,快速和可靠的系统分析和状态估计。 6,监视和诊断的信息从ES680的配置数据中获 得,无需额外的工作。
29
DPR
21
DPR
SIMATIC NET 总线通讯系统
网络拓扑图
22
DPR
SIMATIC NET 总线通讯系统
虚拟环网技术(1):单容错能力
23
DPR
SIMATIC NET 总线通讯系统
虚拟环网技术(2)
SIMATICPCS系统概述

SIMATIC PCS系统概述1.SIMATIC PCS(Process Control System)是西门子公司开发的一款先进的工业自动化控制系统。
它采用最新的技术和先进的硬件设备,能够对各种生产过程进行全面的监控和控制。
SIMATIC PCS系统广泛应用于各个工业领域,如化工、能源、水处理、制药等。
2. 系统架构SIMATIC PCS系统由多个自主运行的模块组成,每个模块负责不同的功能。
以下是SIMATIC PCS系统的主要模块:2.1. I/O模块I/O模块用于与生产设备进行数据交换,它接收传感器和执行器的信号,并将其转化为数字信号。
通过I/O模块,SIMATIC PCS系统能够实时监测生产过程中的各种数据,并根据设定的逻辑进行相应的控制。
2.2. 控制器控制器是SIMATIC PCS系统的核心组件,它负责处理接收到的数据,并根据预设的算法进行控制。
控制器能够实现多个控制策略,如PID控制、模糊控制等。
2.3. 人机界面人机界面是SIMATIC PCS系统与操作人员交互的窗口,它提供了直观的图形界面,使操作人员能够对生产过程进行监控和控制。
人机界面还可以显示实时数据、生成报表和趋势图等。
2.4. 数据存储与管理数据存储与管理模块负责将系统收集到的数据进行存储和管理。
通过这个模块,用户可以对历史数据进行查询和分析,以便进行生产过程的优化和改进。
3. 功能特点3.1. 实时监控SIMATIC PCS系统能够实时监测生产过程中的各种数据,如温度、压力、流量等。
通过进行实时监控,操作人员可以及时发现并解决潜在的问题,保证生产过程的稳定和安全。
3.2. 自动控制SIMATIC PCS系统能够根据预设的控制算法自动对生产过程进行控制。
根据设定的控制策略,系统能够调整参数、控制执行器以及实现优化控制。
3.3. 数据分析SIMATIC PCS系统具备强大的数据分析功能,可以对收集到的数据进行统计和分析。
西门子T-XP分散控制系统的应用
西门子T-XP分散控制系统的应用摘要:在电厂中,通过西门子提供的系统,促进了电厂的发展。
本文介绍了TELEPERM XP统,以及T-XP分散控制系统在电厂中的具体应用。
关键词:T-XP分散控制系统;西门子;应用对于T-XP分散控制系统来说,在90年代,由西门子研究出来的,属于新一代的DCS系统,在系统设计中,不仅应用了微电子技术,也积极应用了国际中的标准系统软件,以及应用软件。
在这个分散控制系统中,根据分散、分层的相关要求进行设计,功能比较全面,为电厂运行提供了安全保障。
1 TXP分散控制系统1.1 AS620B自动系统1.1.1 AS620B自动系统在AS620B自动系统中,自动化处理器AP是最核心的组成内容,其中,CPU948R主要是以SIMATIC中央单元为基础,进而具有开/闭环控制及保护功能等。
利用CP1430,可以连接工厂的总线,让AP可以与总线中诸多结点实现通讯。
利用IM304,可以连接于功能模件,让AP与各功能模件进行信息交换。
对于IM324,应该与IM304联合应用,使2个冗余的AP进行通讯。
利用DEDA-S5,可以监视系统故障,以及机柜内温度等,一旦发现异常,可以启动机柜的报警灯。
AS620B具有较强的灵活性,能够将集中结构、分散结构集合在一起,形成统一的整体,为用户提供了良好服务。
在这个系统中,不管是CPU模件,又或者是通讯处理器,以及总线等,都可以进行冗余配置。
1.1.2 AS620F自动系统对于AS620F自动系统,主要应在对安全具有特殊要求的系统控制中。
利用该系统,可以掌握设备的状态,经过相应的逻辑运算,可以及时了解危险程度,避免了错误操作。
通过故障安全型的结构,模件故障可以得到很好的预防,系统的安全性较高,通过自动监测,为保护设备正常发挥各个功能打下了基础。
在这个系统中,主要组成为AP、APF,AP负责通讯任务,将光缆连接于APF,APF可以和总线中各结点实现通讯。
在APF中,硬件按照二取一的方式进行冗余配置。
西门子数控系统简介
西门子数控系统简介特点及主要类型SIEMENS公司的数控装置采用模块化结构设计,经济性好,在一种标准硬件上,配置多种软件,使它具有多种工艺类型,满足各种机床的需要,并成为系列产品。
随着微电子技术的发展,越来越多地采用大规模集成电路(LSI),表面安装器件(SMC)及应用先进加工工艺,所以新的系统结构更为紧凑,性能更强,价格更低。
采用SIMATICS系列可编程控制器或集成式可编程控制器,用SYEP编程语言,具有丰富的人机对话功能,具有多种语言的显示。
SIEMENS公司CNC装置主要有SINUMERIK 3/ 8/ 810/ 820/ 850/ 880/ 805/ 802/ 840西门子数控系统的基本构成西门子数控系统有很多种型号,首先我们来观察一下802D所构成的实物图,SINUMERIK 802D是个集成的单元,它是由NC以及PLC和人机界面(HMI)组成,通过PROFIBUS总线连接驱动装置以及输入输出模板,完控制功能。
而在西门子的数控产品中最有特点,最有代表性的系统应该是840D系统。
因此,我们可以通过了解西门子840D系统,来了解西门子数控系统的结构。
首先通过以下的实物图观察840D系统。
西门子数控系统产品种西门子数控系统是西门子集团旗下自动化与驱动集团的产品,西门子数控系统SINUMERIK发展了很多代。
目前在广泛使用的主要有802、810、840等几种类型。
用一个简要的图表对西门子各系统的定位作描述如下:西门子各系统的性价比较1. SINUMERIK 802D具有免维护性能的SINUMERIK802D,其核心部件- PCU (面板控制单元)将CNC、PLC、人机界面和通讯等功能集成于一体。
可靠性高、易于安装。
SINUMERIK802D可控制4个进给轴和一个数字或模拟主轴。
通过生产现场总线PROFIBUS将驱动器、输入输出模块连接起来。
模块化的驱动装置SIMODRIVE611Ue配套1FK6系列伺服电机,为机床提供了全数字化的动力。
西门子T3000系统概述
SPPA-T3000 系统概述目录1 概述 (2)1.1 主要设计特性 (2)2 系统体系结构 (3)2.1 介绍 (3)2.2 硬件体系结构 (4)2.3 软件体系结构 (5)3 功能与任务 (6)3.1 介绍 (6)3.2 控制 (7)3.3 操作 (10)3.4 工程设计 (29)3.5 诊断 (37)3.6 通讯 (42)4 组件 (44)4.1 介绍 (44)4.2 电力服务器 (45)4.3 网络 (46)4.4 过程接口 (48)1 概述电力市场的自由化以及对进一步提高电厂发电效率和降低运行维护费用的要求是当今发电行业的焦点问题。
与过去相比,现代化电厂必须达到最高可用率和安全级别、符合排放指标、优化电厂效率以及响应短期调度指令。
电力行业日益激烈的竞争迫使电厂既要优化发电能力又要优化业务过程。
竞争力正在成为电力行业的核心成功要素。
从其全世界范围内超过1500 套控制系统装置所获得的知识积累使西门子公司不仅仅是世界发电市场中最有经验的,而且还是最成功的电力和I&C 系统的供应商。
西门子公司从超过一个世纪的电厂运行中所吸取的技术为其客户提供了一个更大的优势:为特定的电厂工艺进行精准设计,针对具体需求提供最理想的电气和I&C 系统。
西门子具有客户可以信任及依赖的专门技术。
多年来,控制系统供应商一直致力于采用新技术以提高发电能力。
为了适应日益增长的实时数据的需求,基于开放性及标准的组件被集成到控制系统中。
例如:·现场总线·企业管理层与生产过程间数据交换的开放接口·开放的数据库这些集成的结果,DCS 系统已经发展成非常复杂的、难以维护的结构。
而且,多重接口、部件、操作系统以及支持工具的激增导致了对可用率的危害和对报废顾虑的增长。
西门子公司采取了一个革新的方案:实时数据自由流动的设想、无需将任何内部接口结合到专用的软件体系结构中。
根据此设想,并依靠在发电行业中的优势和经验,西门子公司已经开发了世界上第一个真正的基于组件的控制系统――SPPA-T3000。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(OA自动化)西门子TXP 自动化系统介绍-as620西门子TXP自动化系统——AP介绍一、TXP系统概述●OM650----操作与监视系统●ES680-----工程系统●DS670-----诊断系统●AS620-----自动化系统●SINETH1-----通讯系统二、AS620自动化系统概述1、作用与任务AS620系统完成工业过程的自动化任务。
AS620从过程获取测量的数值和状态,进行开环和闭环控制功能,传递产生的操作变量数值,校正数值及其对过程的命令。
其他子系统利用AS620子系统作为过程的接口。
AS620传递来自OM650操作员通讯和显示系统的命令至过程,从过程读出OM650、ES680或DS670系统所需要的信息,并传递这个信息到OM650。
2、分类●AS620B:FUM-B变型:在一中央结构中,FUM模件(功能模件)被用于连接过程的探测器和执行机构。
SIM-B变型:BIM模块(信号模块)使分散结构可以配置,用总线连接SIM 模块和中央系统组件。
●AS620F:用于保护和控制任务的故障安全型态。
APF:故障安全自动化处理器1)FUM-F用故障安全APF自动化处理器组态,并与FUM-F模块有关2)SIM-F用AG-F可编程序逻辑控制器组态,并与SIM-F模块有关AG-F:故障安全可编程序控制器●AS620T●辅助系统3、AS620的过程控制系统图●现场层:包含探测器和执行机构●单个控制:是自动化与过程的接口,FUM和SIM模块完成模拟和二进制信号调节并驱动控制器●分组控制:自动化处理器组成分组控制。
处理开环控制和保护任务,并形成所有AS620应用中央组件。
控制系统概况图三、AS620自动化系统的设计1、AP自动化处理器●概述AP自动化处理器是AS620B和AS620F自动化系统的中央组件,他是CPU(中央处理器)948/CPU948R。
所有的次要AS620组件用系统总线通过此AP进行连接;系统和设备保护功能在此AP中进行处理;此AP在辅组件的连接上起着重要的作用,这些PLC系统总是通过一个AP与上游的操作通讯和显示通讯的。
●基本结构2、AS620B自动化系统●AS620B的组态及说明下图为AS620B的组态AS620B的组态图●分类1.AS620B(FUM)2.AS620B(SIM)1)、AS620B(FUM)自动化系统●机架介绍;(21槽位,其中19个FUM模件槽)●机架的连接:1、此机架占两个完全独立的底板总线,它在机架中各FUM模块之间提供连接。
在AP中的一个IM304接口模块和在EU901机架中的一个IM614接口模块提供在AP与一根总线之间的连接。
2、在一个链中,最多4个机架(每个用一个IM614)可连接到一个IM304上,在一个链中到最后的IM614的最大距离是100米。
3、在一个AS620B系统中,允许多到六个机架,具有2*6=12个IM614接口模块和多达114个FUM模件。
●FUM机架在单、双通道的连接下图为标准的冗余AP的双通道连接2)、AS620B(SIM)自动化系统●组成及其使用范围●ET200U的连接:IM308-8、IM318-B1.直接的、不可切换的连接2.可切换的连接3、AS620F自动化系统●AS620F的组态及说明●分类1.带APF的AS620F。
有关安全的功能是在APF中执行的,并带有故障安全的FUM-F功能模块,多达7个APF可以连接在一个AP上。
2.带AG-F的AS620F。
APF和AG-F不可混在同一个AP上1)、带APF的AS620F自动化系统●机柜模件的布置APF、接口模件、FUM模件安装在一个EU910机架中。
如果模块超过12个,则安装在一个EU911机架中。
●机架的连接1.AP与APF的连接2.连接的方式及距离●使用IM611和IM621是通过两线光纤连接的,最大距离是2000米;●使用IM651和IM661是通过铜线连接的,最大距离是225米;3.容错结构4.单通道结构APF冗余连接添加的模块可以容纳在EU911扩展机架中,此扩展机架通过IM631/641接口模块连接到EU910机架,多达3个EU911机架可通过IM631/641模块连接到一个EU910机架,这样,在一个APF系统中,FUM模块的最大数目是12(除SYS900外)+18+18+18=66个。
四、AP的操作模式3、软件的任务和结构:AP是AS620S系统的中央组件,用户程序在AP和它的CPU中执行,用户程序是基于AP系统软件,具有以下功能:●用户程序随AP中的自动化任务而顺序控制●监视和控制单个的控制层●传递来自OM650操作员通讯和显示系统的命令至各个控制层●在AP中从输入/输出读出供自动化任务所需的信息,并通过OM650显象过程状态AP系统软件包括:●CPU948/CPU948R的操作系统●APRED/S5-155标准程序包●通过SINECH1FO系统总线和SINECL2DP或SINECL1总线用以通讯的SIMATICS5处理块结构如图:3、AP系统软件的安装:在第一次调试前,在装入AP系统软件前,必须进行一次全面复位。
通过CPU 模块上的设置开关来进行。
复位完成后,使用ES680程序的AS620。
4、AP系统软件参数的设置:参数在离线方式是通过ES680来转载的,许多参数可以在在线方式下进行编辑。
5、AP通讯机理结构如图:由图可知:●状态传递:过程数值和参数从AP和/或它的次要组件传递到OM650●操作员输入:通过OM650规定数值和AP及其次要组件的参数●事件通讯:传递来自AP及其次要组件的消息到DS670和OM650●过程图象处理:在AP和以下各项之间的数据传递:1.通过IM614的FUM-B2.通过IM318-B,IM308-B的SIM-B3.通过APF的FUM-F4.通过AG-F的SIM-B5.其他的AP6.APT(SIMADYND07.SIMATICS5辅助件8.APT(SIMADYND09.SIMATICS5辅助件10.状态处理11.操作员输入12.事件通讯13.过程图象传递14.用户程序15.AP软件的参数16.技术数据及规格西门子TXP自动化系统——AS620B(FUM)一、AS620B——应用与概述1、AS620B是TELEPERMXP的基本自动化系统,用于一般机组的保护、电厂闭环控制。
2、AS620B由下列组成:●AP自动处理器,它是中央处理部件●单机控制或现场控制级的模块3、AS620B的组成:FUM型、SIM型,这两种型号可以混合,也就是说两种型号可以共享一个AP或者各有一个单独AP。
如图二、AS620B(1、介绍(P104)2.1每个EU902线与一单独的IM614接口模块连接。
带有功能块的EU902机架通过IM314和IM614接口模块连接到AP。
一个IM614接口模块连接到AP(A),另一个IM614接口模块连接到AP(B),从而形成了从AP到功能块的连续冗余总线。
串联的多达4个IM614接口模件组合在一起,构成一个母线链,通过一个IM304模块连接到AP。
这样允许最大6个机架具有总数6*19=114个功能块可被连到一个AP上。
AP与一母线的最后一个IM614之间的最大距离是100米。
2.1.1工作原理介绍:(P106)为了监测FUM的故障情况,在A层机架中,装有一个SYS900监测模件。
一个冗余AP中FUM机架的两通道连接2.2、单通道结构:如图所示AP与个功能块之间的连接仅由一个单通道组成。
在机架中,只有EU901机架的机架155中安装IM614接口模件,在无冗余AP中,EU901机架的两通道连接是不可能的。
一个无冗余AP中FUM机架的单通道连接三、单机控制级功能模块(FUM)1、任务FUM功能模块构成了过程控制系统与过程之间的接口,具体任务包括:●采集、调节、处理、分配和检测信号和传感器电源●处理单个闭环和开环控制系统的独立自动化任务●1毫秒分辨率的时间标记●简单和●精确诊断故障事件的监测功能2、基本设计TXP系统中单机控制级功能模块基本上结构相同,主要区别是硬件和软件的功能相关部分,如图所示:基本结构第二个总线系统,有毛病的模块则可被定位并在运行期间跟换。
除各种检测和诊断功能外,单机控制级还按选择的值采集二进制信号转换和/或模拟信号的变化。
此系统加有一个1毫秒分辨率的时间标记,并将这些事件处理为“带时间的数据”。
2.1功能结构●总线接口●处理器部分●电源:模块是通过机架中的总线带供电的1.工作电压:(L+)直流24VDC工作电压通过面板的一个可更换的保险丝送到此模块的。
模块从从工作电压引出它的辅助电压,用作直流24V传感器、转换器和执行机构。
2.负荷电压源:3.总线接口电源:●功能相关部分2.2机械结构3、模块软件●操作系统:在电机控制级,每个功能模块的软件分为:与模块类型无关的一个部分(操作系统)和是模块类型特有的另一部分(模块逻辑),功能模块的整个软件作为不变的固件装入模块的非易失性存储器中,模块逻辑的各个功能用参数配置来选择。
操作系统软件被分为:控制部分;诊断和监测部分;通讯部分。
●中央模块监测功能●故障信息●生成“带时间的数据”单机控制级功能模块能够从采集的模拟信号或二进制信号或从内部生成的信号,产生有时间标志的信号(称作信号DMZ),此时间标志具有1毫秒的分辨率。
4、IM614接口模件4.1、应用及功能4.2、功能结构(如图)功能结构分为下列部件:a)电源:24VDC b)处理器部分:微处理器、RAM 、EPROM c) 输入/输出接口:AP 接口、FUM 接口、输入/输出接口5硬件结构:5.1插件介绍5.2面板介绍6功能介绍:● ANLAUF----进入IM电源接通后,模块处于“ANLAUF —IM ”。
在此方式完成一次自检测,并检查AP 硬件的连接,如发现错误,立即转换到“STOP ”方式。
检测成功完成后,IM614向AP 请求它的专用参数,一旦设置好参数,模块就转换到“ANLAUF —FUM ”方式● ANLAUF----进入FUM在此方式中,此机架中所有配置的功能模块的参数组都从AP 传送到此接口模块。
一旦它已收到参数组,主接口模块就设置FUM 模块参数,一旦所有参数都已传送,则IM614就转换到“RUN ”方式。
● RUN----运行在自动化系统的一个冗余结构中,一个机架的两个IM614接口模件就收不同的总线状态技术要求,一个模块被赋予“主”的状态,而第二模块则是“备用的”。
主模块在不受干扰的循环操作中,完成以下任务:a)读各功能模块的输入过程图(APE-E)并将其传送到PA-FUMB-AP过程图。
b)传送PA-FUMB-AP过程图到APc)接受AP的PA-AP-FUMB过程图,并将其传送到输出过程图象(PAA-E)d)输出单个过程图象PAA-E到各FUM7、功能模块汇总7.1带FUM210的二进制信号的传感器调节此模块用于14个双转换接触点或28个单接点的防短路电源。