西门子ADVIA Workcell自动化系统自动检验流水线简介
简便自动化(LCIA)改善技术介绍(史上最全、地表最强)

01 何谓简便自动化(LCIA) 02 简便自动化应用原则 03 企业如何推进简便自动化 04 简便自动化应用实例
01
何谓简便自动化(LCIA)
1、LCIA来源 3、LCIA用途
2、LCIA定义 4、LCIA 特点及优势
LCIA来源
からくり的来源:
翻译成中是机关,它是指在日本古 代的机械机构。汉字是:机关,转 动,机巧,装置等各式各样的东西 被标注:日语的からくり,用罗马
知识也要能够实现 组装的部件、产品
(通过购买关键装置)
(方便)
6、应在公司内变
更动作 (应具有适 应性)
需要很专业的知识 的部分购买关键装 置进行制作,只要 了解实际使用的软 件的使用方法就足 够了。
即使是外购的关键装 置,也应是适合使用 部位、动作、周期等 条件的, (工具→工 具化), 在这里与其他 同行有差异。
粉尘、噪音、有毒有害岗位。用简便自动 化生产线、设备、工夹具代替纯手工作业 等方法,使作业环境更安全。
改善作业环境
LCIA特点及优势
低投资成本
低成本智能自动化(LCIA)追求适速度、一个流,设备简单小 巧,功能专用,研发周期短,硬件投资低成本,更新换代成 本低。
D STEP
高生产性
低成本智能自动化(LCIA)追求整条生产线的生产 效率提升,注重瓶颈消除,简化作业,生产线平 衡率高,生产效率高。
简便自动化与自働化的区别
自动化战略的变化
简便自动化 (LCIA)
面向利用人的能力
A
减轻作业负担 重点自动化
C
面向 利用 个别 要素
面 向 系 统 整 合
B
简易自动化 (LCA)
D
面向设备技术的使用
小而低密度脂蛋白胆固醇和载脂蛋白E基因多态性与高血压合并脑梗塞相关性研究

小而低密度脂蛋白胆固醇和载脂蛋白E基因多态性与高血压合并脑梗塞相关性研究李美珠;朱嫦琳;陈斌鸿;李炜煊【摘要】目的探讨小而低密度脂蛋白胆固醇(sdLDL-c)水平变化关系与载脂蛋白E(ApoE)基因多态性及在高血压合并脑梗塞患者中的临床意义。
方法采用基因芯片方法对298例高血压合并脑梗塞患者和271例健康体检者血标本ApoE基因型进行检测,比较两组间ApoE基因型及表型的构成差异,并比较ApoE不同表型患者的小而低密度脂蛋白胆固醇(sdLDL-c)和其他各项血脂水平。
结果高血压合并脑梗塞病例组和正常对照组等位基因频率均以ε3最高,且ApoE基因型以ε3/3频率最高;病例组患者中ε3/3和ε2/3基因型显著低于正常对照组(χ2=8.366,P=0.004;χ2=5.102,P=0.024),而ε3/4显著高于对照组(χ2=19.016,P<0.01);高血压合并脑梗塞病例组的ε2等位基因频率明显低于对照组(χ2=8.001,P=0.005),ε4基因频率又显著高于对照组(χ2=32.115,P<0.01);高血压合并脑梗塞病例组中ApoE表型不同的患者血脂水平比较,其中表型E3、E4组的sdLDL-c、LDL-C、TCH水平均高于表型E2组,差异具有统计意义(P<0.05)。
正常对照组中E2型人群LDL-c、sdLDL-c水平均降低(P<0.05)。
结论载脂蛋白E(ApoE)基因多态性不同表型与小而低密度脂蛋白胆固醇、LDL-C水平均有相关性,对高血压合并脑梗塞患者疾病诊断治疗具有一定临床意义,值得临床推广。
【期刊名称】《临床检验杂志(电子版)》【年(卷),期】2018(007)001【总页数】2页(P77-78)【关键词】载脂蛋白E;高血压;脑梗塞;基因多态性;小而低密度脂蛋白胆固醇【作者】李美珠;朱嫦琳;陈斌鸿;李炜煊【作者单位】[1]佛山市第一人民医院检验科,广东佛山528000;[1]佛山市第一人民医院检验科,广东佛山528000;[1]佛山市第一人民医院检验科,广东佛山528000;[1]佛山市第一人民医院检验科,广东佛山528000;【正文语种】中文【中图分类】R587.2低密度脂蛋白胆固醇(LDL-c)是目前血脂异常诊疗中的常规检测项目,而小而密低密度脂蛋白胆固醇(sdLDL-c)是LDL-c二种亚型(即A和B型)中颗粒较小、密度接近1.06 g/mL的B型。
全自动生化分析仪发展及应用
分立式自动生化分析仪
A.典型分立式自动生化分析仪 B.离心式自动生化分析仪 C.干化学式自动生化分析仪
分立式自动生化分析仪
加样系统
A.样品准备:样品管(杯)置于样品架上,样品架分
圆盘状和传送条带状等类型 B.样品的吸取:由吸样针完成,通常装有液面传感装 置,以防止空吸和吸入凝块 C.试剂分配:由试剂盘、试剂加样器,搅拌装置等部分 组成
不足
仅仅合并了免疫和生化项
成生化及免疫项目测定
无需人工分杯和在不同仪
目的测定,无法整合非血 清样品的测试
仍需手工进行样品前处理 整合方式较为固定,无法
器间运送样品
在一个操作界面上一次输
入病人信息和输出检测结 果,增加效率
减少出错,增加安全性
按需选择连接方式
免疫测定耗时较长,在一
1.2 两点终点法
首先生物样品与所用双试剂中不与标本发生反应
的试剂1充分混合,在一定温度下,一定反应时 间,特定波长下,读取吸光度值,然后追加启动 反应试剂,在反应达到平衡时,第二次读取吸光 度值(或与所用单试剂充分混合后在最初时间读 取吸光度值,一定时间后读取第二次吸光度值) 。最后对两次吸光度值由电脑系统处理并计算测 定结果。
别的离心式分析仪 80年代——干化学式
按测定项目的特点进行分类
专项分析仪:最早的自动分析仪器,专门用于一到
数种项目的检测 批量顺序式分析仪:依顺序逐个自动分析不同样品 的同一项目,速度快,第一代生化仪的代表。
固定项目普查式分析仪:20世纪80年代美国
Technicon公司在单通道连续流动式分析仪基础上发 展起来的,用增加通道和增添项目的方法来提高仪 器的工作效率 急诊项目分析仪:能够即刻完成一个或几个与急诊 病情有关的检验项目
白话说电气_ASI总线介绍(有实物图)

ASI 很简单,类似于DP网络,DP走的是DP通讯线,ASI走的是扁平电缆。
协议不细说。
这两个网络可以通过网关模块互联,互相读写数据。
AS-I总线介绍AS-i(actuatorsensorinterface)是传感器/执行器接口的缩写。
1994年,为推进二进制传感器、执行器与总线适配接口的研究和推广,由欧洲几大行业公司倡议,联合成立了AS-i社团组织,后来逐渐发展壮大,吸纳了世界著名的传感器、执行器制造商和研究单位,发展成为国际AS-i组织。
2002年9月20日,中国AS-I用户组织成立,主要参加单位包括:P+F、FESTO、SIEMENS (关于西门子对于ASI通讯的支持,我们实际项目中有使用西门子的343-2模块,就是ASI的主控制器,或者叫做扫描模块)、ASINTERNATIONAL、ITEI、SEARI、TSINGHUA等。
AS-Interface(Actuator-Sensor-Interface)是执行器-传感器-接口的缩写,ASI 现场总线能够直接连接二进制执行器和传感器,形成自动化底层控制系统,是属于现场总线(FIELDBUS)下层设备层的监控网络系统。
所以在之前关于现场总线分类的文章中找不到对于ASI总线的介绍。
这是一个比较小的低成本的属于设备层的总线技术。
AS-Interface总线体系为主从结构,AS-Interface主机和控制器(IPC、PLC、DC)总称为系统主站(MASTER)。
从站(SLAVE)有两种,一种是带有AS-Interface 通信芯片的智能传感器/执行器,另一种是分离型I/O模块连接普通的传感器/执行器。
主从站之间使用非屏蔽非绞接的两芯电缆,其中使用的标准AS-Interface 扁平电缆使用专利的穿刺安装方法,连接简单可靠。
在2芯电缆上除传输信号外,还传输网络电源。
AS-Interface总线系统是一个开放的系统,它通过主站中的网关可以和多种现场总线(如FF、Profibus、Devicenet、Ethernet等)相连接。
医院检验科简介

医院检验科简介第一篇:医院检验科简介*******医院检验科简介******检验科为临床医学检验实验室,设有临检、生化、免疫、微生物、艾滋病检测点等六个实验部门和血库。
科室主要工作是针对各种疾病从生物化学、血液学、细胞学、免疫学等给临床诊断疾病、追踪疗效和估计预后提供准确科学的检验依据;从病原学到临床药物敏感试验和细菌的耐药监测给临床提供抗生素的合理使用等。
目前检验科拥有先进的检验仪器20余台,日本东芝-120全自动生化分析仪、法国ABX全自动血球分析仪PEntra 60五分类和MICROS 60三分类、URIT 1000尿沉渣分析仪、德国全自动血凝分析仪Coatron 1800、美国Osmetech 便携式血气分析仪、泰格科信半自动化学发光分析仪、QL800微量分析仪、DEM-Ⅲ酶标仪等;能系统地开展肝肾功能、心肌酶谱、风湿系列、糖尿病系列及脂类、离子的检测;肝炎标志物,肿瘤标志物,激素,多种细菌的培养、鉴定及药敏,卡式血型抗体筛查实验、D-二聚体定量测定等。
现科室可开展300余项检验项目。
检验科现拥有专业技术人员16名,其中副主任技师1名,主管技师2名,检验师2名,检验士11名;全科人员均具有大专及以上学历。
并具有锐意进取、不断创新的精神,充分利用现有先进设备为广大患者提供准确、及时、可靠的服务,为临床提供准确的实验诊断依据。
我们的服务宗旨:患者至上、质量第一。
第二篇:检验科简介xx医院检验科是一个面向全院,集医、教、研为一体的全方位综合性实验中心,全科共有专业技术人员59人,其中高级专业技术人员4人,中级专业技术人员22人,中级专业技术以上人员占43%。
其中硕士研究生3名,本科生10名,大专以上学历人员占全科人员的88%。
检验科的服务宗旨:一切为了病人,一切服务于病人;一切为了临床,一切服务于临床。
检验科现有7个专业组:生化、免疫、临检、微生物、血液、急诊、特检。
同时拥有国际领先水平的大型仪器设备近20台,共开展实验项目近500项。
近5年全国300家医院生化免疫流水线名单、品牌详情汇总及市场分析

近5年全国300家医院生化免疫流水线名单、品牌详
情汇总及市场分析
国际上,流水线的学术全名叫做LAS,即Lab Automation System,它可以分为两类:TLA,即全实验室自动化系统(T otal laboratory automation,TLA),而单独的前处理系统称为TTA(Task Targeted Automation),任何具有“离心、开盖、分类、分杯”四大主要前处理功能中两个以上的系统,都可以称之为TTA。
第一台流水线在1980年代于日本高知县医学院成型,随后TLA/TTA流水线的理念从小小的日本开始散布世界,经过20年在美国及全世界的市场推广和孵育,中国也迎来了第一条流水线:2001年10月浙江大学医学院附属第一医院引进了日立的标本预处理系统和模块系统;2005年8月广州医学院第一附属医院引进了全国首台贝克
从上面的数据我们也可以看到,三级医院是大型TLA需求的主要市场,同时我们也从数据上基本上清楚国内流水线哪家装机量要多。
目前国内医院检验科的自动化水平还比较低,大多数还处于模块化流水线(MA)的阶段,国内存量的模块化流水线也仅1000多条,三级医院大型TLA的渗透率和其他模块化流水线的渗透率都还有很大的提升空间,这也为国产自动化流水线的发展提供了机会。
相信,随着国家战略层面分级诊疗的逐步推进,那么二三级医院流水线市场会进一步释放。
同时,也期待国产自动化生化免疫分析流水线在不断的竞争中也会有真正走上自主化、高端化、国际化舞台的一天!。
西门子AG数字工业自动化测量智能 测量智能设备类型与说明说明书

Siemens AG Digital IndustriesProcess Automation:Measurement Intelligence. Leitung: Jürgen SpitzerSiemens Aktiengesellschaft: Chairman of the Supervisory Board: Jim Hagemann Snabe; Managing Board: Roland Busch, Chairman, President and Chief Executive Officer; Cedrik Neike, Matthias Rebellius, Ralf P. Thomas, Judith Wiese; Registered offices: Berlin and Munich, Germany; Commercial registries: Berlin-Charlottenburg, HRB 12300, Munich, HRB 6684; WEEE-Reg.-No. DE 23691322 Seite 1 von 2_NE 53 – Product note(NE 53 – Produktmitteilung)DI PA MIMeasurement IntelligenceDate (Datum): 2022-07-201 Type of device (Art des Gerätes)1.1 Field device/signal processing device (Feldgerät/signalverarbeitendes Gerät) 1.2 Monitoring-operating system, hand held terminal, etc.(Anzeige-Bedienkomponente, Handkommunikator, o.ä.) 1.3 Modem/interface (Modem/Schnittstelle) 1.4 Field device HW II (Feldgerät HW II)Manufacturer (Hersteller) Siemens AGDevice (Gerät) SITRANS AW050 Type (Typ)Bluetooth AdapterCommunication (Kommunikation)2 Software/Firmware and Hardware I (SW/FW und HW I)Versions can be found at the label attached to the outside of the device or on the type plate.(Die Versionen finden Sie auf einem Aufkleber an der Außenseite des Geräts oder auf dem Typschild.) Description of the modification in comparision with the previous version: (Beschreibung der Änderungen gegenüber der Vorgängerversion) 1. Fixes for compatibility with 4-wire devices2. 3.NE 53 – Product noteNE 53 – Produktmitteilung DI PA MIMeasurement IntelligenceSeite 2 von 2_ 3 Compatibility (Kompatibilität)Is the new Firmware/Software/Hardware I compatible with previous versions?(Ist die neue Firmware/Software/Hardware I kompatibel mit Vorgängerversionen?)Yes (Ja)No, description (Nein, Beschreibung):Is Firmware/Software update recommended?(Wird eine Firmware/Software Aktualisierung empfohlen?)No (Nein)Yes, description (Ja, Beschreibung):The replacement of Firmware/Software/Hardware I can be performed as follows:(Der Austausch der Firmware/Software/Hardware I kann wie folgt durchgeführt werden)4 Modifications of Hardware II (Änderungen an der Hardware II)Which Hardware II modifications have been undertaken? Which device characteristics are affected? (Welche Hardware II Änderungen wurden gemacht? Welche Geräteeigenschaften sind davon betroffen?)5 Instruction manual (Betriebsanleitung)Is a new instruction manual required?(Wird eine neue Betriebsanleitung benötigt?)No (Nein)Yes, description (Ja, Betriebsanleitung):6 Price (Preis)Changed price compared to previous version?(Änderung des Preises gegenüber Vorgängerversion?)No (Nein)Yes. Please find attached new prices and costs for updates.(Ja. Die neuen Preise und Kosten für Updates finden Sie im Anhang.)。
西门子 SIROLL SIAS板带类产品自动表面检测系统 说明书

SIROLL CIS SIAS板带类产品自动表面检测系统Metals Technologies简单、可靠、精确的表面质量控制在不断发展的环境中确保良好的表面质量当前,带钢生产商面临的趋势是表面质量零缺陷公差。
这种趋势最初始于汽车行业,现在也成为了其他行业的规范,如包装业、“白色商品”(家电)等。
要实现该性能,需要充分了解并且能够控制生产过程。
但是,由于新工艺的引入(如薄板坯和带钢连铸)和新钢种的开发(如超高强度钢),钢铁生产方法已经发生了巨大变化,这使得充分了解和控制生产过程变得更加困难。
此外,耗时的传统质量控制方法也已不能满足高吞吐率和高产量的要求。
从质量管理(ISO)的角度来看,必须同任何其他产品特性一样,对“表面质量”进行标准化。
目前,通常只能由具有多年产品检测经验的专家主观地评估表面质量。
因此,要在该领域实现标准化,必须重视工艺知识,了解并且能够准确地描述缺陷,同时,测量工作可靠,具有可重复性。
全面控制表面质量选择SIROLL CIS SIAS 表面检测系统的充分理由■ 满足您的所有需求 — 100%表面质量控制, 可实时根据要求评估产品。
■ 提高生产率 — 执行检查时,无须停止或减慢生产线,大大降低了复检次数。
如果发现缺陷,系统可快速标识、并消除缺陷原因(如氧化铁皮、辊印)。
在有害缺陷导致下游设备发生任何损坏前,检测到这些缺陷。
■ 快速、简单、可靠 — SIROLL CIS SIAS 的用户界面易于操作, 能够轻松、快速地适应任何应用场合,还可根据用户要求进行定制。
分类工具功能强大,可实现可重复的、可靠的性能。
■ 易于维护 — 该系统具有模块化结构,设计简单,所需维护工作量非常小。
通过西门子奥钢联网络,可为您提供远程服务和本地服务。
我们的解决方案:在线表面质量控制SIROLL CIS SIAS 能够检测带钢上所有可见的表面缺陷,并将其自动分类:■ 夹杂物,如壳皮、夹杂、带状表面夹层■ 机械损坏:压痕、裂纹、孔洞、刮擦等■ 氧化铁皮:除鳞问题、轧入氧化铁皮、未酸洗斑纹等■ 重复出现的缺陷:辊印、凹痕、异物印记等■ 镀层缺陷:浮渣、电弧斑点、阳极标记等这些结果反映了每个卷材上存在的缺陷,并以钢卷报告形式存储,可显示给操作员。
ADVIA 1200 中文介绍
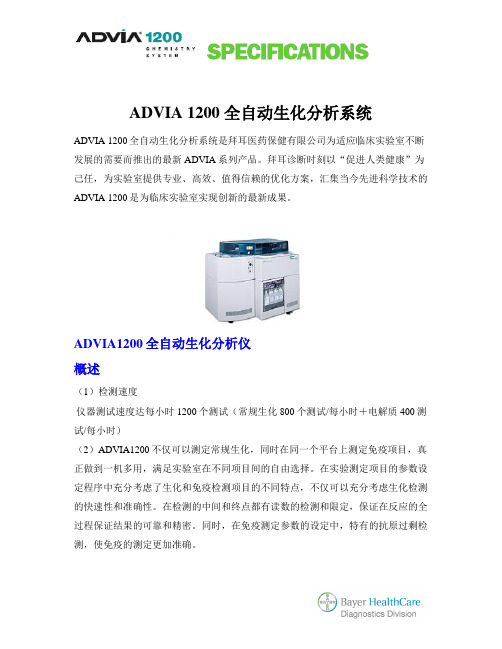
ADVIA 1200 全自动生化分析系统ADVIA 1200全自动生化分析系统是拜耳医药保健有限公司为适应临床实验室不断发展的需要而推出的最新ADVIA系列产品。
拜耳诊断时刻以“促进人类健康”为己任,为实验室提供专业、高效、值得信赖的优化方案,汇集当今先进科学技术的ADVIA 1200是为临床实验室实现创新的最新成果。
ADVIA1200全自动生化分析仪概述(1)检测速度仪器测试速度达每小时1200个测试(常规生化800个测试/每小时+电解质400测试/每小时)(2)ADVIA1200不仅可以测定常规生化,同时在同一个平台上测定免疫项目,真正做到一机多用,满足实验室在不同项目间的自由选择。
在实验测定项目的参数设定程序中充分考虑了生化和免疫检测项目的不同特点,不仅可以充分考虑生化检测的快速性和准确性。
在检测的中间和终点都有读数的检测和限定,保证在反应的全过程保证结果的可靠和精密。
同时,在免疫测定参数的设定中,特有的抗原过剩检测,使免疫的测定更加准确。
(3)ADVIA1200的电极质模块是标准配置,可以在测定常规生化的同时,迅速地汇报电解质的结果。
每个电极可以保证使用检测30000个标本,整个电解质模块可以检测90000个测试,而且电极无需日常保养和维护,当其中任何一个电极需要更换时,可以单独更换,无需整个电极同时更换。
(4)ADVIA1200应用调制解调器可以与拜耳公司进行远程诊断和技术支持,不仅可以快速地找到问题的关键,而且可以最快地速度为客户服务提高优良的服务,从而保证客户日常的工作顺利进行。
保证结果准确性的“读点前移”独有的“读点前移”功能, 在检测高浓度样品时,特别是酶学检测时,由于样品中的酶浓度很高,底物在反应的过程中很快耗尽,反应曲线不再按照标准的反应曲线进行,使得原有的读数窗口中获得的数据不呈线性,导致结果不准。
如果按照市场上其他的仪器只是在结果后面提示报警,需要操作人员重新稀释重检。
采用西门子PLC控制的自动化生产线案例

采用西门子PLC控制的自动化生产线案例一、引言上海大众汽车有限公司引进的德国SCHULER 6000KN大型自动化冲压线主要用来生产PASSA T轿车4门2盖等中型冲压件,平均冲次可达6.7次/分钟。
SCHULER冲压线主要由6个压机单元和6个机械化单元组成,压机单元主要用来进行料片冲压,机械化单元主要采用吸盘方式进行料片拆垛、压机之间料片传送等任务。
SCHULER自动化压机线的控制设备采用先进的西门子控制设备,整个自动化控制网络分为两级,第一级为基础自动化网络,它主要包括现场层SIEMENS 可编程控制器SIMA TIC H1网络和操作员工作站WINCC网络;第二级为服务器控制管理层网络。
SCHULER压机线的整个工业控制网络系统较为复杂,由环形拓扑结构、星形拓扑结构、总线形拓扑结构三种拓扑结构类型的工业控制网络组合而成。
二、基础自动化网络2.1 现场层网络SCHULER 压机线现场层控制采用PLC和PROFIBUS现场总线控制。
每个压机单元和机械化单元各采用独立的PLC控制,PLC采用西门子S5-115U可编程控制器,整条压机线共使用了12个PLC进行控制。
2.1.1 PLC H1 网络服务器与现场层PLC通讯采用SIMA TIC H1以太网络,CSMA/CD协议,光缆介质,通信速率为10Mbps,环形拓扑结构。
每单元PLC都配置有CP1430通讯模块,通过相应的OLM(光电转换模块)上网通讯,服务器内置CP1413通讯模块通过第一单元OLM模块与PLC H1网通讯。
在此服务器起到参数的上传/下送作用,它与PLC之间的数据交换通过DDF(动态数据交换)来进行。
使用光纤网不仅满足了高速大容量的数据交换,也大大增强了抗外界电磁场干扰以及抗泄漏的性能,环形结构的好处是一旦光纤网链路发生断裂,仍可保持通信;此外,它完全与电位无关地运行,不必花费昂贵的等电位连接费用,且大大增强了网络的可靠性。
2.1.2 PROFIBUS 总线PLC与现场设备的通迅采用西门子公司的PROFIBUS-DP现场总线,PROFIBUS-DP总线是一种全分布式现场总线型现场控制网络,它通过ET200分布式输入/输出系统与现场设备之间实现双向串行多节点数字通信。
西门子数控系统
西门子数控系统
1. 引言
西门子数控系统是一种广泛应用于工业自动化领域的先进控制系统。
它采用先
进的控制算法和技术,可以精确控制机床等工业设备的运动,实现复杂加工任务。
本文将介绍西门子数控系统的基本原理、特点以及在不同领域的应用。
2. 原理和结构
西门子数控系统由数控装置、输入/输出设备、执行机构和编程控制软件等组成。
数控装置通过解析控制程序,生成控制信号,控制执行机构实现工件的精确加工。
输入/输出设备用于与操作人员交互和监控系统运行状态。
编程控制软件是用
户编写数控加工程序的工具,通常使用G代码或M代码描述加工过程。
3. 特点和优势
西门子数控系统具有以下特点和优势:- 高精度:可以实现微米级的加工精度,适用于精密零件加工。
- 高效率:自动化程度高,可以大幅提高生产效率和产品质量。
- 灵活性:可以根据需要快速修改加工程序,适应不同的加工要求。
- 可靠性:稳定可靠的控制系统设计,减少机床故障率,提高设备可靠性。
4. 应用领域
西门子数控系统在机床制造、汽车制造、航空航天等领域得到了广泛应用。
通
过不断创新和技术升级,西门子数控系统正逐渐扩展到更多领域,如医疗设备制造、装备制造等新兴产业。
5. 结语
西门子数控系统作为工业自动化领域的重要技术,不断推动着制造业的发展。
未来,随着智能制造技术的进一步发展,西门子数控系统将不断创新,为工业制造带来更多可能性和机遇。
以上是对西门子数控系统的简要介绍,希望本文能帮助读者更好地了解和认识
这一先进的控制系统。
产品在流水线上的测试与分检控制

《电气控制与PLC技术》课程设计产品在流水线上的测试与分检控制户志班级09电气一专业电气自动化教学系机电系指导老师李智明老师完成时间2011年6月6日至2011年6月16日目录摘要------------------------------------------------------------3 第一章项目要求1.1概述----------------------------------------------------41.2设计任务和要求---------------------------------------------51.3设计方案提示----------------------------------------------5 第二章 PLC的选型和资源配置2.1 PLC框架配置图----------------------------------------------------62.2 I/O地址分配-----------------------------------------------------62.3 模块功能概述---------------------------------------------------72.4 控制系统图-----------------------------------------------------72.5 电器元器件的选择--------------------------------------------------8 第三章程序设计及调试3.1 SFC顺序功能图梯形图------------------------------------------93.2编程软件的选择---------------------------------------------143.3梯形图、程序工作过程简------------------------------------143.4功能指令表--------------------------------------------203.5程序的写入和调试---------------------------------------------24参考文献及资料 --------------------------------------------------25项目设计小结 ----------------------------------------------------26摘要目前,在自动化领域主要的控制方式有继电器控制、微机控制和PLC控制三种。
四个品牌血液分析流水线比较

四个品牌最高档次的全自动五分类血液分析仪主要技术参数性能比较18 扩展性可以无限扩展原则上不可以扩展;扩展方式成本非常高。
不可扩展不可扩展19市场情况Sysmex是专门的血球生产厂家,是血球世界第一品牌。
目前世界1900条血液分析流水线中Sysmex的占1700条。
全世界90%的血液分析流水线都是使用SYSMEX XE流水线。
在华西医科大学有中国最长的的血液流水线HST-402(两台XE-2100加两台推片染色机),广东省包括省人民医院、省中医院、中山大学附一医院等都在使用。
有一定用户,相对较少,2001年,Beckman Coulter向Sysmex公司协议购买了包括白细胞化学分类技术和推片染色机自动控制技术的专利使用权。
血液流水线在国内用户较少,广东省没有用户血液流水线在国内用户较少,广东省仅在珠江医院送机1套,医院并未使用。
血液分析流水线推片机主要技术参数性能比较SYSMEX Beckman-Coulter Siemens ABX 立式流水线HST系列LH 1500系列无无血球分析专业流水线双轨道、模块式,可任意组合、扩展;连接台数、仪器种类无限制,可以1(血液分析仪)+1(推片机),也可以2+1,或者2+2,或者3+2。
单轨道进行,只能1(血液分析仪)+1(推片机),或者2+2,必须连接前、后处理单元,价格昂贵,扩展性差台式流水线XE-AlphaNLH 755 Advia2120+SMS Pentra DX120+SPS样本吸引方式通过血球分析仪的进样针吸引样本,然后通过长管道输送到推染片机,输送管道太长,细胞容易破碎,管道容易造成携带污染。
参见美国FDA对B-C推染片机发出的《产品不良效应报告》自动模式下,通过管道运输样本至推片机推片,手工模式下,有单独吸引针(安装于血球分析仪上)吸引样本轨道运送试管架推染片机使用本身的穿刺针吸引样本样本吸引量手工:60微升自动:200微升无手工自动:550微升手工:75微升自动:250微升手工:50微升自动:250微升SYSMEX Beckman-Coulter Siemens ABX分析速度(T/H) 120 110 120 120推染片机独立性可单机使用无无无不接流水线也可以使用单独的推染片机。
基于西门子PLC的纯净水自动化生产线系统
基于西门子 PLC 的纯净水自动化生产线系统摘要:采用目前最先进的西门子S7-1214可编程控制器,人机界面采用15寸彩色MCGS触摸屏,与可编程控制器采用ProfiNet通讯。
针对控制系统的硬件组成、人机界面论述。
可监控原水箱液位、纯水箱液位、控制调节阀的开度、电磁阀、水泵、压力开关等状态。
关键词:可编程控制器,触摸屏,ProfiNet1.系统概述系统由净水设备与包装子系统组成。
净水系统包括石英砂过滤器、活性炭吸附器、树脂软化器及反渗透设备、紫外线消毒装置和臭氧发生装置。
操作有自动与手动相结合的操作方式。
包装系统为桶装生产线系统,具有洗瓶、灌装、封口于一体的全自动包装生产线,可以同时包装也可以手动选择。
采用(60~80桶/小时)微电脑自动洗灌机来实现桶装水的包装,可用于蒸馏水、矿泉水和其他无菌液体的灌装。
该设备集洗瓶、灌装、套盖、压盖和成品送出为一体,使用的原材料符合食品行业和其他行业要求。
系统自动部分由PLC完成,配置监控人机界面,通过现场总线与PLC通讯进行实时监控。
1.系统设计1、原水箱原水箱用于存储生产用的原水,原水箱的进水由进水电磁阀的通断直接控制,而电磁阀的通断取决于检测原水箱液位高度的浮球液位开关,当原水箱液位处于低水位时,低水位信号反馈到控制中心PLC,然后PLC驱动打开进水电磁阀,使原水进入水箱补水;当原水箱液位处于高水位时,同样浮球开关反馈高水位信号到PLC,PLC使进水电磁阀关闭,避免原水溢出水箱。
另外,原水箱还配有投入式液位传感器,输出4-20MA电流信号,传感器量程0-1.5米,此传感器用于检测实时水箱液位高度,配合显示仪表或上位机软件可直观显示当前液位高度。
2、增压泵系统采用380V 0.55KW 卧式增压泵用于给过石英砂过滤器、活性炭吸附器、树脂软化器等过滤器提供压力。
3、电动调节阀电动调节阀用于调节原水流量,从而调节产水速率。
电动调节阀可接受外部4-20ma电流信号作为开度控制信号,也可反馈4-20ma电流信号到PLC,作为位置反馈。
自动化流水线设计方案

自动化流水线设计方案1. 引言自动化流水线是现代工业生产中一个关键的生产系统。
它能够将不同的工序连接起来,实现高效、连续的生产过程,从而提高生产效率和产品质量。
本文将介绍一个自动化流水线的设计方案,包括流水线的组成、工序的布局和管理系统的设计。
2. 流水线组成自动化流水线主要由以下几个组成部分构成:2.1. 轨道系统轨道系统是流水线的基础,用于承载和传送产品。
轨道系统通常由一条或多条平行的输送带组成,可以通过电机驱动来实现产品的移动。
在设计轨道系统时,需要考虑产品的大小、重量和形状,以及流水线的总长度和布局。
2.2. 工序单元工序单元是流水线中的各个工序部分,用于完成特定的生产任务。
每个工序单元通常都有一台或多台机器,用于执行特定的操作,例如加工、装配、检测等。
在设计工序单元时,需要考虑工序之间的流程顺序、机器的设备要求和工序之间的传递方式。
2.3. 控制系统控制系统是流水线的大脑,用于协调和管理整个流水线的运行。
控制系统通常由一个自动化控制器和各种传感器组成,用于监测和控制流水线的运行状态。
在设计控制系统时,需要考虑流水线的自动化程度、传感器的选择和控制算法的设计。
3. 工序布局工序布局是指如何安排和组织各个工序单元的位置和顺序。
一个合理的工序布局可以最大程度地减少流水线的空间占用和产品的运输距离,从而提高生产效率。
以下是一些常用的工序布局方式:3.1. 直线布局直线布局是最简单和最常见的工序布局方式,各个工序单元按照产品的加工顺序直线排列。
这种布局方式适用于产品的加工顺序比较固定且工序单元数量较少的情况。
3.2. U型布局U型布局将工序单元按照一个U字形的轨道排列,产品在U字形轨道上沿着一个方向流动。
这种布局方式可以减少产品的运输距离和流程的交叉,并且便于操作人员的监控和管理。
3.3. S型布局S型布局将工序单元按照一个S字形的轨道排列,产品在S字形轨道上先沿一个方向流动,然后沿另一个方向流动。
智能制造中的自动化流水线系统研究

智能制造中的自动化流水线系统研究随着科技的不断发展,智能制造已成为制造业的一个重要趋势。
自动化流水线系统是智能制造的重要组成部分,其应用范围已经广泛应用于汽车、机械、电子、食品等行业。
本文将从自动化流水线系统的基本原理、系统结构、技术特点等方面进行研究。
一、自动化流水线系统基本原理自动化流水线系统是一种组合多种工人以及自动化装置的制造流程的系统。
其基本原理是将制造产品的不同工序组合在一起,使每个工序在一个定点上,当产品从流水线上通过时,不同工序的人员或机器操作外围定位在这些固定好的位置上,最大程度上增强生产效率和产品质量,同时降低生产成本。
在自动化流水线系统中,每个工位都需要完成特定的工作:一些工位是用于检查产品的尺寸、质量等,还有一些工位是用于自动装配或者安装产品的关节部分或计算机芯片。
整个流水线系统是由多个工作站、传输设备、流程控制软件、物料输送系统、计划排程系统、生产指令等组成。
这些系统配合完成整个制造流程控制,从而实现整个自动化流水线系统的生产能力。
二、自动化流水线系统的系统结构自动化流水线系统的系统结构由传输设备、工业机器人、物料输送系统、控制主机等组成。
其中传输设备用于将产品从一个工位定点传送到下一个工位,这种跨越距离和前后支撑设备基本上都是起重机,半自动传输设备和自动传输设备。
物料输送系统基本上由传输带、电梯、输送机等组成,用于将物料从一个工位输送到下一个工位。
控制主机采用中央控制技术,通过软件和硬件相结合的方式实现对自动化流水线系统的操作控制。
而工业机器人则是用来进行产品装配和其他相关任务的,包括由各种机器人组成的协同式机器人工作系统和自主式机器人系统。
三、自动化流水线系统的技术特点在自动化流水线系统的运作过程中,有着一些技术特点。
首先,这个系统是高度自动化的,它能够大大减少人力,同时提升生产效率;其次,自动化流水线系统具有高效性和灵活性,它能够根据生产的需求来调整制造流程,使其更加高效,也可以随时根据生产需求变换所需产品的生产线。
西门子ADVIA Workcell自动化系统自动检验流水线简介
西门子ADVIA Workcell自动化系统自动检验流水线简介实验室自动化系统又称全实验室自动化,是指为了实现临床实验室中的几个检测系统如临床化学、免疫学、血液学等的整合,将不同的分析仪器与分析前和分析后的实验室分析系统通过自动化传输轨道串联起来,在信息化网络的主导控制下,构成流水线作业的组合,达到流程最优化,效率最大化的目的。
标签:ADVIA Workcell自动化系统;西门子;自动检验;流水线Advia Workcell自动化系统(LAS)是西门子医疗集团诊断公司(Tarrytown,NY,USA)一种完整的免疫测定、化学和自动化解决方案。
该系统能使实验室通过用按钮操作的高分辨率触摸屏更有效地完成大批量检验[1]。
在信息流的主导控制下,构成流水线作业的组合,形成大规模的全实验室常规检验过程的自动化,也称临床实验室自动检验流水线。
通过提高效率、降低成本并拓展新的收入来源来增加运营收益。
笔者所在医院于2011年12月引进了西门子ADVIA Workcell自动化系统检验流水线,不但提高了工作效率也提高了工作质量,减低了差错。
1全实验室自动化(TLA)组成笔者所在医院的TLA包括硬件和软件两部分。
1.1自动化硬件系统西门子ADVIA Workcell自动化系统硬件部分有传送装置、样本管理器、接口和工作站。
1.1.1传送装置传送装置包括轨道和样本管载体,主轨由连续轨道组成,以环形逆时针方向绕着传送装置移动。
侧轨将样本从主轨移到仪器或模块上进行处理,然后将样本移回到主轨上。
样本处理器中的机械手接到LAS传来的命令后取出标本放入轨道,标本在轨道上的扫描仪扫描后被送到需检测仪器窗口准备吸样检测[2]。
1.1.2样本管理器样本管理器提供了一种自动化的方式,将各种尺寸的样本管移到轨道上或从轨道上移去。
样本管理器有5个抽屉,每个抽屉可装2个托盘。
当抽屉打开时,操作员可以通过样本管理器工作区定义托盘类型。
1.1.3工作站工作站包括临床生化和临床免疫工作站。
西门子公司的全实验室自动化系统

西门子公司的全实验室自动化系统李秀霞【期刊名称】《临床检验杂志》【年(卷),期】2011(029)007【总页数】1页(P500)【关键词】医学检验;全实验室自动化【作者】李秀霞【作者单位】西门子医学诊断产品有限公司市场部,上海201318【正文语种】中文【中图分类】R446.1全实验室自动化(total laboratory automation,TLA)1981年发源于日本,是指将临床实验室相关的自动化仪器串联起来,构成流水线作业的组合,形成全检验过程的自动化。
TLA的两个关键概念是“统一化(consolidation)”及“集成化(integration)”。
“统一化”是指在一台仪器或相关的一组仪器上结合不同的分析技术或策略;“集成化”是指将各种分析仪器与分析前处理设备及分析后处理设备相连接。
一个完整而高效的TLA系统需要实现从标本管理、分析管理到数据管理的完美结合。
而标本管理和分析管理的关键就在于是否采用单标本的管理模式,西门子(Siemens)公司TLA全程采用单标本管理模式,真正实现高效率、高质量缩短标本回报时间(TAT)的目标。
1 自始至终的单标本管理模式1.1 运输方式独立载体在轨道完成对单标本的转运。
非架式管理模式的标本转运,避免了标本之间彼此的等待。
1.2 吸样方式采用轨道吸样方式,并且根据测试的量一次性吸取足量标本,而非根据测试项目吸取,保证了标本被快速释放入轨道,及时进入下一个检测平台,完成其所需的所有检测项目。
如果分析仪连接轨道后,仍采用单机版的架式管理,则前一个标本的检测时间因后面几个标本的检测而延迟,无法实现缩短TAT、提高效率的目的。
例如:有10份标本,每个标本检测15个项目,每次吸样需2 s,则架式管理吸样方式释放第一份标本的时间延迟为5 min,而轨道吸样方式仅需要2 s就可以释放第一个标本。
2 快速高效的环形双轨设计快速轨道可在最短的时间内完成对标本的转运。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子ADVIA Workcell自动化系统自动检验流水线简介
实验室自动化系统又称全实验室自动化,是指为了实现临床实验室中的几个检测系统如临床化学、免疫学、血液学等的整合,将不同的分析仪器与分析前和分析后的实验室分析系统通过自动化传输轨道串联起来,在信息化网络的主导控制下,构成流水线作业的组合,达到流程最优化,效率最大化的目的。
标签:ADVIA Workcell自动化系统;西门子;自动检验;流水线
Advia Workcell自动化系统(LAS)是西门子医疗集团诊断公司(Tarrytown,NY,USA)一种完整的免疫测定、化学和自动化解决方案。
该系统能使实验室通过用按钮操作的高分辨率触摸屏更有效地完成大批量检验[1]。
在信息流的主导控制下,构成流水线作业的组合,形成大规模的全实验室常规检验过程的自动化,也称临床实验室自动检验流水线。
通过提高效率、降低成本并拓展新的收入来源来增加运营收益。
笔者所在医院于2011年12月引进了西门子ADVIA Workcell自动化系统检验流水线,不但提高了工作效率也提高了工作质量,减低了差错。
1全实验室自动化(TLA)组成
笔者所在医院的TLA包括硬件和软件两部分。
1.1自动化硬件系统
西门子ADVIA Workcell自动化系统硬件部分有传送装置、样本管理器、接口和工作站。
1.1.1传送装置传送装置包括轨道和样本管载体,主轨由连续轨道组成,以环形逆时针方向绕着传送装置移动。
侧轨将样本从主轨移到仪器或模块上进行处理,然后将样本移回到主轨上。
样本处理器中的机械手接到LAS传来的命令后取出标本放入轨道,标本在轨道上的扫描仪扫描后被送到需检测仪器窗口准备吸样检测[2]。
1.1.2样本管理器样本管理器提供了一种自动化的方式,将各种尺寸的样本管移到轨道上或从轨道上移去。
样本管理器有5个抽屉,每个抽屉可装2个托盘。
当抽屉打开时,操作员可以通过样本管理器工作区定义托盘类型。
1.1.3工作站工作站包括临床生化和临床免疫工作站。
临床生化为两台生化分析仪,即西门子ADVIA2400和MAX,主要进行肝、肾功能、血脂、血糖、电解质等生化检测。
临床免疫为两台ADVIA CENTAUR XP,主要进行血清激素、肿瘤标志物等项目的检测。
所有上线仪器均可离线单独运行,即使标本传输系统有故障时也不影响实验室工作。
1.2自动化软件系统
TLA的软件部分包括临床实验室系统(LIS系统)、ADVIA WORKCELL 及ADVIA CentraLi三部分[3]。
1.2.1LIS系统系统采用条形码形式,由医生工作站管理体系根据医嘱生成包含患者名称、住院号、采样时间、采样编号、检验项目的条形码,由条形码打印机打出并粘贴于标本容器上,这样分析仪器可以通过LIS系统信息直接识别检验标本,根据条形码信息完成分送标本,传送信息,保存标本物流,处理标本[4]。
LAS和LIS双向通讯,可查询打印结果,以达到检验全过程中检验信息的自动化管理。
1.2.2ADVIA CentraLi软件ADVIA CentraLi软件是ADVIA自动化解决方案系统的数据管理组件。
该软件是自动化系统、实验室信息系统和仪器之间的通信连接,是ADVIA自动化解决方案系统的数据管理组件。
1.2.3ADVIA Workcell软件系统ADVIA Workcell软件系统
包括LineMaster和Router软件。
(1)LineMaster软件:是与操作员的主要互动点。
可以使用LineMaster软件监视工作站状态和确定样本位置。
(2)Router软件:控制样本分配器(PLC)和仪器模块接口,并确定轨道上样本管的传送路线。
可以使用Router软件访问有关接口的信(图1)。
2自动检验的应用
全实验室自动化又称全程自动化,是将临床实验室中各种独立的自动化仪器以特殊的物流传送设备串联起来,提高的工作效率,用更少的手工步骤,更少的人工,更小的空间完成更多的工作。
操作者将样本信息输入LIS电脑,LIS电脑将信息发送给CentraLink电脑,CentraLink电脑将信息发送给LineMaster和Router。
操作者将带有条码的样本放入样本管理器,样本管理器检测到样本管后,样本管理器机械手会把样本管从装样盘抓入轨道,ROUTER电脑会针对工作站确定和安排传送路线,样本管按适当的路线循环到特定的仪器的侧轨道上的仪器接口,仪器吸取样本后,样本移到侧轨。
随后移动的侧轨会将样本传送至主轨。
样本传送至主轨,并根据来自Router软件的信息传送至其他仪器或工作站,最后回到样本管理器相应的卸载盘上。
单机完成分析后后,将样本检测结果从仪器发送至ADVIA CentraLink软件,并从CentraLink软件发送至LIS[5]。
3优点分析
3.1提高工作效率
(1)自动化离心和开盖;(2)可同时处理多种不同规格的样本管和样本盖;(3)增加样本处理能力并不断扩展测试项目;(4)智能化轨道运行,可灵活分类出样并进行全面的样本追踪查询;(5)占地面积小。
3.2优化人员流程
(1)改善实验室工作人员的工作环境;(2)系统具备自动离心和开盖能力,提高实验室工作人员安全;(3)保障工作人员远离腕管综合征和生物颗粒危害。
3.3改善工作流程
(1)加速样本在实验室的自动化转运,更有效地获得检测结果;(2)增强的软件改善样本管理能力以及与ADVIA分析仪双向数据通讯;(3)硬件和操作系统升级可不断改善计算机系统工作流程;(4)轨道直接取样最大限度减少分杯;(5)可实现样本管分析前、分析后灵活分类;(6)系统可自动重新取样进行复检,追加相关性检测可从众多常规样本中识别并单独处理急诊样本;(7)ADVIA CentraLink数据管理系统,可实现浏览编辑化验结果,并根据化验结果可设定自动复检或自动进行相关性检测,自动验证化验结果等功能,并能为实验室LIS提供备份[6]。
3.4提高实验室服务质量
(1)确保操作能够连续顺畅运行,并最大限度减少差错和浪费;(2)智能化系统设计,保证如果轨道系统故障,分析仪器可以立即进入单机工作模式;(3)系统具备智能样本管理和智能排序,可改善样本周转时间;(4)新的软件系统支持作错误数据报告管理;(5)连贯一致的样本周转时间十分可靠。
4总结
西门子ADVIA Workcell自动化系统自动检验流水线可随科技的进步不断扩展升级,具备扩展能力,可继续增加连接ADVIA生化分析仪,增加第二个样本管理器,使样本的装载和分类能力提升一倍。
并且根据用户不同需求可灵活配置并扩展模块。
系统的生化项目测试处理能力可高达12000测试/h,或者免疫项目测试处理能力可高达1200测试/h,而且高度整合式系统工作站提供全方位的测试菜单,可完成的多种测试项目。
不仅在临床上优化实验室工作流程,减少人为干预,最大化地降低人为误差,提升检验结果的准确率。
还可以减少流程环节,缩短医生及患者的等待时间。
极大地改善了广大患者就医条件,提升了诊疗水平,实现了医院医疗救治水平的跨越式发展。
[参考文献]
[1]熊怀民.西门子公司ADVIA Workcell自动化系统的应用体会[J].临床检验杂志,2011,7(2):501.
[2]杨东,刘妙芳,黄平坚.临床检验自动化流水线的发展现状及展望[J].中国医学装备,2005,2(1):14-18.
[3]廖伟娇,黎毅敏,陈涛,等.临床实验室全自动化系统检验流水线的建立与应用[J].中华检验医学杂志,2006,29(2):188-189.
[4]许晓风,张正尤.北京同仁医院启用自动化流水线检验系统[J].首都医药,2011,18(17):20.
[5]牛爱军,王开森,张玮玮,等.医学检验自动化流水线信息化管理系统的构建及应用[J].国际检验医学杂志,2012,2(14):124-125.
[6]孙伟峰,陈文,谢国强,等.预条码检验信息在危急值报告管理中的应用[J].国际检验医学杂志,2011,32(14):1649-1650.。