电动焊接机使用说明书
电子行业焊接机使用说明书

电子行业焊接机使用说明书尊敬的用户,感谢您选择使用我们的电子行业焊接机。
为了确保您的安全和实现最佳性能,我们将提供详细的使用说明和操作指南,帮助您正确操作和保养焊接机。
请仔细阅读本说明书并按照指导进行操作。
一、产品概述电子行业焊接机是一种用于焊接电子元器件的专业设备,其主要功能是通过电热原理将电子元器件与焊盘、焊脚等部件连接在一起。
本机型具有高效、稳定、安全等特点,适用于电子行业的生产和维修工作。
二、安全注意事项1. 在使用焊接机之前,请确保已经阅读并理解本使用说明书,并确保所在环境适合进行焊接操作。
2. 在使用焊接机时,请务必佩戴防静电手套,避免因静电造成的损坏。
3. 按照电源要求接入室内电力供应,确保电源接地良好。
4. 注意焊接机的散热,确保周围没有易燃物品,并保证良好的通风条件。
5. 使用前,请检查设备是否正常工作,确保所有机械部件和电器元件完好无损。
6. 在使用过程中,严禁将焊接机悬空或倾斜,以免发生意外情况。
7. 停止使用焊接机后,请拔掉电源插头,避免发生电涌或短路。
8. 注意维护电子行业焊接机的干净和整洁,根据说明书的要求进行定期保养。
三、操作指南1. 连接电源:将焊接机的电源线插入适当的电源插座,并确认电源开关处于关闭状态。
2. 设定参数:根据焊接要求,调整焊接机的参数,如温度、时间等。
3. 准备工作:将需要焊接的电子元器件放置在焊接机的工作台上,并确保焊接点与锡珠的接触面积合适。
4. 开始焊接:打开电源开关,焊接机启动后,根据预设参数,通过焊接头进行焊接操作。
5. 监控焊接过程:在焊接过程中,注意观察焊接现象,确保焊接质量良好。
如有异常情况,应及时停止焊接并检查设备。
6. 完成焊接:焊接完成后,关闭电源开关,并等待焊接机冷却后方可进行下一步操作。
7. 清洁维护:当焊接机冷却后,使用干净软布清洁焊接机表面,清除焊接渣和灰尘,确保设备干净整洁。
四、故障排除若发生以下情况,请按照以下指引进行故障排除:1. 电源无法接通:检查电源插座是否正常,检查电源线是否损坏。
焊接机操作规程范文

焊接机操作规程范文一、一般规定1.操作者必须经过正规培训和获得相关证书后方可操作焊接机,未经培训和证书的人员禁止操作。
5.焊接机必须连接正常的接地线,确保安全使用。
二、操作步骤1.准备工作(1)确定焊接机的电源电压和工作电流。
(2)检查焊接机是否正常,电源是否连接,接地线是否牢固。
2.调整焊接机参数(1)根据焊接材料和工艺要求,调整焊接机的电流和电压。
(2)根据焊接机的种类,调整焊接机的极性。
(3)根据需要,选择合适的焊接电极和焊丝。
3.保护措施(1)确保工作区域通风良好,避免有害气体的产生。
(2)佩戴合适的个人防护设备,包括焊接口罩、防护手套、防护服等。
(3)确保工作区域没有易燃物品和易爆物品。
4.开始焊接(1)将焊接材料固定在焊接位置上,确保稳定。
(2)按下焊接机的电源开关,开始焊接。
(3)焊接时,焊条或焊丝要与焊接材料的接触处有适当的角度。
(4)控制机器的移动速度和焊接电流,保证焊接质量。
5.焊接完成后(1)停止焊接机的工作,断开电源。
(2)清理焊接材料和焊接机的残余物。
(3)关闭焊接区域的通风设施。
三、安全注意事项1.焊接机操作过程中,严禁将手放在电极和工作件上。
3.长时间操作焊接机时,应有适当的休息时间,避免过度疲劳。
4.严禁在操作焊接机时穿戴松散的衣物、戴首饰等,以防被卷入焊接机。
5.严禁接触焊接机的裸露电极、电源线和插座。
6.焊接机在使用过程中产生的热量很高,严禁直接用手接触热的部件。
总结:。
新版电热熔焊机使用说明书。

电熔焊机使用说明书(钢丝网骨架复合管系列)宝鸡市骄龙电子科技有限公司安全事项请阅读这些简明的规则。
不遵守这些规则可能会导致危险或损坏设备。
设备通电焊机通电工作前,必须确保焊机电源插头与供电插座的电极相对应,特别是地线位置须确保无误!以免发生触电事故!!!防水防潮性本设备不具备防水性能。
请保持干燥!如被雨淋,确保机器干燥后方可使用!抗震碰撞性本设备在使用运输过程中禁止外力严重摔,撞和震动!尤其是施工中的机器搬运。
输出插头设备输出线的插头在机器焊接时,带有较高电压,请不要触及裸露部分以防触电!确认断电后,方可接触插头!焊接过程中禁止插拔输出线插头,否则易产生电弧,损坏插头或管件!风机出现风机不转时,会造成设备过热,加速设备的老化,损坏设备。
操作焊机在任何工作状态中,遇到紧急情况时,都可按下“返回”键停机或切断电设备在运行中,出现断路器自动断开现象,请勿再次合闸!防止故障扩大,请送厂家检修!一、概述本设备为钢塑复合管电熔连接专用全自动熔接焊机,同时也适合其它大管径塑料复合管材的连接要求。
并具有数据存储,USB接口上传下载,条码扫描输入,自动检测,自动温度补偿,软启动等多种先进功能。
为适应野外施工的需要,尽可能的减轻了重量,减小了体积,便于了施工过程的搬运。
本电源还具有防潮,防震等特点,便于在野外较恶劣的条件下工作。
本设备的控制器采用单片机控制器,能够实现条形码扫描、编程自动以及手动操控三种熔接方式。
三种熔接方式都能够对整个熔接过程实现分时,分段的恒压、恒流控制,并显示整个熔接过程的外部环境,管件等故障,在熔接前进行检测并报警。
并具有温度补偿功能,即能够根据环境温度自动调整关键熔接段的熔接时间,以达到最好的熔接效果。
拥有并丝提醒功能,更好的解决人性化界面设计,大液晶屏图文并貌,更方便理解操作。
智能操作提示让您的操作更加简便!采用进口风机强制降温,便于机器散热,提高机器使用效率!附件:电源线,输出线,磷铜头,说明书,合格证焊机图标及按键示意图自动焊接快捷键菜单键屏幕出现“菜单”字样时,下方按键手动焊接快捷键修改键屏幕出现“修改”字样时,下方按键焊机日期时间设置右移键向右移动数字下方光标及菜单界面中向右移动图标选择焊机相关设置选择键屏幕出现“选择”字样时,下方按键U盘下载功能上键键,数值修改(增)退出键执行退出当前界面功能下键键,数值修改(减)返回键执行返回功能确认键修改后保存,焊接确认,所有功能执行备注:焊机按键的当前功能为:执行按键上方屏幕中显示文字所指示的功能。
新版电热熔焊机使用说明书。
电熔焊机使用说明书(钢丝网骨架复合管系列)宝鸡市骄龙电子科技有限公司安全事项请阅读这些简明的规则。
不遵守这些规则可能会导致危险或损坏设备。
设备通电焊机通电工作前,必须确保焊机电源插头与供电插座的电极相对应,特别是地线位置须确保无误!以免发生触电事故!!!防水防潮性本设备不具备防水性能。
请保持干燥!如被雨淋,确保机器干燥后方可使用!抗震碰撞性本设备在使用运输过程中禁止外力严重摔,撞和震动!尤其是施工中的机器搬运。
输出插头设备输出线的插头在机器焊接时,带有较高电压,请不要触及裸露部分以防触电!确认断电后,方可接触插头!焊接过程中禁止插拔输出线插头,否则易产生电弧,损坏插头或管件!风机出现风机不转时,会造成设备过热,加速设备的老化,损坏设备。
操作焊机在任何工作状态中,遇到紧急情况时,都可按下“返回”键停机或切断电设备在运行中,出现断路器自动断开现象,请勿再次合闸!防止故障扩大,请送厂家检修!一、概述本设备为钢塑复合管电熔连接专用全自动熔接焊机,同时也适合其它大管径塑料复合管材的连接要求。
并具有数据存储,USB接口上传下载,条码扫描输入,自动检测,自动温度补偿,软启动等多种先进功能。
为适应野外施工的需要,尽可能的减轻了重量,减小了体积,便于了施工过程的搬运。
本电源还具有防潮,防震等特点,便于在野外较恶劣的条件下工作。
本设备的控制器采用单片机控制器,能够实现条形码扫描、编程自动以及手动操控三种熔接方式。
三种熔接方式都能够对整个熔接过程实现分时,分段的恒压、恒流控制,并显示整个熔接过程的外部环境,管件等故障,在熔接前进行检测并报警。
并具有温度补偿功能,即能够根据环境温度自动调整关键熔接段的熔接时间,以达到最好的熔接效果。
拥有并丝提醒功能,更好的解决人性化界面设计,大液晶屏图文并貌,更方便理解操作。
智能操作提示让您的操作更加简便!采用进口风机强制降温,便于机器散热,提高机器使用效率!附件:电源线,输出线,磷铜头,说明书,合格证焊机图标及按键示意图自动焊接快捷键菜单键屏幕出现“菜单”字样时,下方按键手动焊接快捷键修改键屏幕出现“修改”字样时,下方按键焊机日期时间设置右移键向右移动数字下方光标及菜单界面中向右移动图标选择焊机相关设置选择键屏幕出现“选择”字样时,下方按键U盘下载功能上键键,数值修改(增)退出键执行退出当前界面功能下键键,数值修改(减)返回键执行返回功能确认键修改后保存,焊接确认,所有功能执行备注:焊机按键的当前功能为:执行按键上方屏幕中显示文字所指示的功能。
焊接机说明书

2010-12-035011696801-ETP1Eaton Logic Controller Ethernet Distributed I/O AdapterModuleINSTRUCTION SHEET[Applicable Distributed I/O Adapter Module] ELC-CAENETIL05006001EThank you for choosing the Eaton Logic Controller (ELC) series products. The ELC-CAENET is an Ethernet distributed I/O adapter module that connects ELC I/O modules to Modbus TCP or EtherNet/IP networks. The adapter provides I/O and module diagnostic information to Modbus TCP or EtherNet/IP scanners.a This instruction sheet provides information on the electricalspecifications, functionality, installation and wiring for this module. It should be read and understood before attempting to install or use the module.a Additional information can be found in the ELC series Programming Manual.a The ELC should be kept in an enclosure away from airborne dust, humidity and vibration.a DO NOT disconnect equipment unless power has been switched off or the area is known to be non hazardous.a DO NOT connect AC power to any of the DC input / output terminals, as it will damage them. Check all wiring prior to power up.a Ensure that the ground terminal is correctly grounded in order to prevent electromagnetic interference.FunctionsSupports MODBUS TCP Supports EtherNet/IPSupports maximum 256 input and/or output points Supports maximum 14 extension modules Supports maximum 8 specialty modules Supports smart PLC functions Supports counter, timer and RTCSupports MODBUS TCP/Modbus gateway Supports RS-232/Ethernet Configuration Parameters can be set up on webpage Transmission Speed: 10/100 MbpsIP LabelMAC Address00D0AF100022Product Profile & Dimension2120Unit: mm1. POWER indicator 12.RS-485 communication port 2. RUN indicator 13.Extension module positioning hole 3. BAT.LOW indicator 1plate 4. RUN / STOP switch 15.Extension port 5. RS-232 indicator 16.DIN rail (35mm)6. RS-485 indicator 17.Extension module fixing clip 7. LINK / ACK indicator 18.DIN rail clip 8. SPEED indicator 19.Power supply port9. Digital display20.3P terminal block (standardaccessory) 10. Ethernet communication port 21.Power supply connection cable(standard accessory)11. RS-232 communication portSwitch Definition: RUN/STOPStatus ExplanationRUN1. RUN indicator on ELC-CAENET is ON.2. Analog I/O modules in RUN status.3. Smart PLC function is runningRUN Æ STOP1. Analog I/O modules switch from RUN to STOP status.2. Output points on digital I/O modules are all OFF. STOP1. RUN indicator on ELC-CAENET is OFF.2. Analog I/O modules in STOP status.3. Smart PLC function stops.STOP Æ RUN1. ELC-CAENET re-detects the number of digital I/O points and the number of analog I/O modules.2. Analog I/O modules switch from STOP to RUN status.Ethernet PIN Definition : RJ-45PIN SignalDefinition1 Tx+ Positive pole for data transmission2 Tx- Negative pole for data transmission 3Rx+Positive pole for data receiving4 -- N/C5 -- N/C6Rx-Negative pole for data receiving7 -- N/C 8 --N/CRS-232 PIN Definition : Mini-DimPINSignalDefinition1 -- N/C2 -- N/C3 --N/CPIN Signal Definition 4 Rx Receive data 5 Tx Transmit data6 -- N/C7 -- N/C8 GNDGroundRS-485 PIN Definition: Feed-through TerminalPIN Signal Definition1231 SGSignal Ground 2 D- Negative pole for data 3D+Positive pole for dataFunction SpecificationsNetwork InterfaceInterface RJ-45 with Auto MDI/MDIX Number of ports 1 PortTransmission method IEEE 802.3, IEEE 802.3uTransmission cable Category 5e (TIA/EIA-568-A,TIA/EIA-568-B) Transmission Rate 10/100 Mbps Auto-DetectProtocolICMP , IP , TCP , UDP , DHCP , NTP , HTTP , MODBUS TCP ,EtherNet/IPRS-232 InterfaceInterface RS-232 Number of Ports 1 PortTransmission CableELC-CBPCELC3RS-485 InterfaceInterface 3 PIN feed-through terminal Number of Ports 1 PortTransmission speed110, 150, 300, 600, 1,200, 2,400, 4,800, 9,600, 19,200, 38,400, 57,600, 115,200 bps Communication format Stop bit: 1, 2; Parity bit: None, Odd, Even; Data bit: 7,8 ProtocolMODBUS RTU, MODBUS ASCIIElectrical SpecificationsPower supply voltage 24VDC (-15% ~ 20%) Power fuse capacity 1.85A/30VDC, Polyswitch Power Consumption 2W Insulation voltage 500VDC Weight (g)116 (g)Environmental SpecificationsNoise ImmunityESD (IEC 61131-2, IEC 61000-4-2): 8KV Air DischargeEFT (IEC 61131-2, IEC 61000-4-4): Power Line:±2KV, DigitalInput: ±2KV, Communication I/O: ±2KVRS (IEC 61131-2, IEC 61000-4-3): 80MHz ~ 100MHz,10V/m. 1.4GHz ~ 2.0GHz, 10V/mConducted Susceptibility Test (EN61000-4-6, IEC61131-29.10): 150KHz ~ 80MHz, 3V/mSurge Test (Biwave IEC61132-2, IEC61000-4-5): Power line0.5KV DM, Ethernet 0.5KV CM, RS-485 0.5KV CM EnvironmentOperation: 0°C ~ 55°C (temperature), 50 ~ 95% (humidity),pollution degree 2;Storage: -25°C ~ 70°C (temperature), 5 ~ 95% (humidity) Vibration/ ShockResistanceStandard: IEC61131-2, IEC 68-2-6 (TEST Fc)/IEC61131-2 &IEC 68-2-27 (TEST Ea)CertificatesInstallationHow to connect extension modules to the ELC-CAENET:1. Adjust the extension clip on the right side of the ELC-CAENET.2. Meet the extension port of the ELC-CAENET with extension module andconnect them as the figure shown below. Fasten the extension clip.ELC-AN2NANNELC-EX16NNDRInstall ELC-CAENET on DIN Rail1. Please use the standard 3mm DIN Rail.2. Adjust the DIN rail clip on the back side of the ELC-CAENET andextension modules. Meet the ELC-CAENET and extension modules on the DIN rail. Fasten the DIN rail clip.Modbus ParameterFunction Codes SupportedFunction code Explanation Devices supported 0x01 Read Coil RX, RY, T, R, C0x02 Read discrete input RX, RY, T, R, C0x03 Read holding register BR, T, C, RCR0x05 Write Single coil RY, T, R, C0x06 Write single holding register BR, T, C, RCR0x0F Write multiple coils RY, T, R, C0x10 Write multiple holding registers BR, T, C, RCR0x17 Read/write multiple holding registers BR, T, C, RCRException Codes SupportedException code Explanation0x01 Illegalfunction0x02 Illegal data address0x03 Illegal data value0x04 Slave device failure0x0A Gateway path unavailable0x0B Gateway target device failed to respond.Device Type & Device AddressDiscrete inputDevice type ExplanationModbus address(Hex)6-digit Modbusaddress (Dec)NumberRX Discrete Input 0x0400 ~ 0x04FF 101025 ~ 101280 256CoilDevice type ExplanationModbus address(Hex)6-digit Modbusaddress (Dec)NumberRY DiscreteOutput 0x0500~0x05FF 001281~001537 256T Timer(bit) 0x1600~0x160F 005633~005649 16 R RTC(bit) 0x1900~0x190F 006401~006416 16 C Counter(bit) 0x1E00~0x1E0F 007681~007696 16Holding RegisterDevice typeExplanationModbus address(Hex)6-digit Modbus address (Dec)Number BR Basic Register 0x0000~0x0040 400001~40006464T Timer (word) 0x1600~0x160F 405633~405649 16 C Counter (word) 0x1E00~0x1E0F 407681~407696 16 RCRCR of extensionmodules0x3000~0x3190 412289~412689 400EtherNet/IP ParametersService Codes SupportedService codeExplanationObject supported0x05 ResetIdentity Object0x0E Get Attribute SingleIdentity ObjectMessage Router Object Assembly ObjectConnection Manager Object Discrete Input ObjectDiscrete Output Object BR Object RCR ObjectTCP/IP Interface Object Ethernet Link Object 0x10 Set Attribute SingleAssembly ObjectDiscrete Output ObjectBR Object RCR Object 0x4E Forward Close Connection Manager Object 0x54Forward OpenConnection Manager ObjectObject and Instance SupportedObjectClass Code Instance Code ExplanationIdentity Object0x01 #1 ~ #7 CIP Identity*Message Router Object0x02#1Application message router*Assembly Object0x04#100 Input point assembly #101 Output point assembly #102RCR read mapping assembly #103 RCR write mapping assembly #104 Input point and RCR read mapping assembly #105Output point and RCR write mapping assemblyConnection ManagerObject0x06#1Application connection manager*Discrete Input Object 0x08 #1 ~ #256 256 Input points*Discrete Output Object 0x09 #1 ~ #256 256 Output points*BR Object 0x64 #1 ~ #64 64 BR registersRCR Object 0x65 #1 ~ #400 400 RCR registersTCP/IP Interface Object0xF5 #1 ~ #6 TCP/IP Parameters*Ethernet Link Object 0xF6 #1 ~ #3 Ethernet Link Parameters**Please refer to for “THE CIP NETWORKS LIBRARY, Volume 1, Common Industrial Protocol (CIP™) “LED Indication and TroubleshootingLED IndicationLED LED Status Indication How to deal withPOWER Greenconstantly ONPower supply isnormalNoneGreenconstantly OFFNo power supplyCheck if the module ispowered.RUN Greenconstantly ONStatus is RUN NoneGreenconstantly OFFStatus is STOPCheck if the RUN/STOPswitch is switched to RUN.BAT.LOW Red constantlyOFFThe battery isnormal.NoneRed flashesThe battery is in lowvoltage.Check the battery.RS-232 Yellow flashesData is beingtransmitted in theserial portNoneYellowconstantly OFFNo data transmissionCheck if the RS-232 cable isconnected when usingRS-232 communications. Yellowconstantly ONImproper RS-232connectionCheck if the RS-232 cable isconnected when usingRS-232 communications.RS-485 Yellow flashesData is beingtransmitted in theserial portNoneYellowconstantly OFFNo data transmissionCheck if the RJ-45 cable isproperly connected. Yellowconstantly ONImproper RS-485connectionSwitch D+ and D-.LINK/ACK Greenconstantly ONNetwork is workingnormallyNoneGreen flashes Network is working NoneGreenconstantly OFFNetwork is notconnectedCheck if the RJ-45 cable isproperly connected.SPEED Yellowconstantly ONTransmission speed:100MbpsNoneLED LED Status Indication How to deal withYellowconstantly OFFTransmission speed: 10Mbps Check if the RJ-45 cable is properly connected.Codes in Digital DisplayCode Status IndicationSolution0 ~ FF ONNode address ofELC-CAENET is operating normally-- F0 Flash Returning to default settings -- F1Flash ELC-CAENET is booting.--F2 FlashPower supply low voltagedetectedCheck the power source. F3 Flash Internal memory error1. Re-power ELC-CAENET. If the error still exists, try step2. 2. Re-set ELC-CAENET. If the error still exists, return it to the manufacturer for replacement. F4 FlashInternal error caused bymanufacturing in the factory Replace the moduleF5Flash Network connection errorCheck if ELC-CAENET is properly connected to the network.F6 Flash Insufficient TCP connection Check if the number ofconnections exceeds themaximum. F7Flash RS-485 setting errorCheck if the RS-485communication format is correct. F8 Flash IP setting error1. DHCP request failure2. IP configuration error3. MASK configuration error4. Gateway does not exist in the same subnet.5. Returning to default setting F9 Flash Extension module errorCheck if the I/O points or the number of extension modules exceeds the maximum.FA Flash Syntax check error1. Check if errors occur in TS, CS, AL, RT registers.2. Read the BR#85 when the error occurs.04 Flash Slave error from the station1. Check if ELC-CAENET and RS-485 is connected normally.2. Check that the serial data rate is consistent with that of other nodes on the network.TroubleshootingAbnormality CauseHow to deal withPOWER LED OFFELC-CAENET is not poweredCheck if the ELC-CAENET is properly powered. LINK LED OFFNot connected to the networkCheck if the RJ-45 cable is correctly connected to the network.Abnormality Cause How to deal withRJ-45 poor contact Check that the RJ45 connector is properly connected to the Ethernet RJ-45 port.100M LED OFF The module is notconnected to the networkCheck if the RJ-45 cable iscorrectly connected to thenetwork.Transmission speed: 10MCheck if the network transmissionspeed is 100Mbps.RJ-45 poor contactCheck if the RJ45 connector isproperly connected to the EthernetRJ-45 port.Unable to locate a module Not connected to thenetworkCheck if ELC-CAENET is correctlyconnected to the network.Unable to locate a module The computer is blocked bythe firewall.Search by IP address or useRS-232 for settings.Unable to open ELC-CAENET setup screen Not connected to thenetworkCheck if ELC-CAENET is correctlyconnected to the network.The computer is blocked bythe firewall.Use RS-232 for settings.Unable to detect extension modules Not connected to extensionmodulesCheck if ELC-CAENET is properlyconnected to the extensionmodules.Extension modules are notpoweredCheck that the extension modulesare powered.。
点焊机操作说明

半自动单点电池点焊机操作说明书(电气)OPERATION INSTRUCTIONS!使用前先详细阅读操作说明书或者在有专业技术人员指导下进行操作。
目录一安全防范安装安装点附近不要堆放易燃品。
否则,可能引起火灾。
搬运时一定要抓紧支撑部分。
否则,可能有跌倒损坏危险。
请防止外部异物进入到设备内部。
否则,可能引起短路。
请确保接地良好。
否则,可能引起电击或火灾。
布线必须由合格的电气专业人员作业。
否则,可能引起电击或火灾。
请确保安装空间有良好的通风条件,避免运行环境中有灰尘、腐蚀气体、易燃气体等。
避免安装空间有震动,不牢固。
否则,可能引起短路或损坏。
请确保电压、气源满足以下条件:电源1Φ+N AC220V,50/60Hz,3kW气源~操作断开输入电源超过10 分钟后,再进行维护和检查。
否则,有电击危险。
请确保由合格电气操作人员在经授权后进行维护、检查和更换零件。
否则有电击危险。
不要用湿手操作。
否则,有电击危险。
请确保接地良好。
否则,可能引起电击或火灾。
通电状态下不能接触设备内部配件。
否则,可能引起电击。
发热组件温度非常高,请不要触及。
否则,有烧伤的危险。
二安装使用条件安装条件使用环境三操作说明系统上电1)确认机台电源线、气源(空压机)电源线及米亚基焊接主机电源线已正确连接;2)确认机台断路器处于接通状态,且气源开关和米亚基焊接主机的电源开关处于ON状态;3)按下操作面板箱上的电源开关,并确认红色电源指示灯点亮;4)待操作面板箱上的触摸屏显示如图所示的开机画面时,表示系统已上电完成。
系统初始化系统上电完成后,触摸屏会显示如图所示的开机画面。
此时会显示机台当前状态为“等待初始化”状态,长按屏幕左下方的“一键复位”按钮1秒,待“一键复位”按钮显示为绿色黄色“复位中”时,机台开始初始化,即复位伺服电机位置及扫描焊接主机是否正常。
图系统开机画面系统初始化时,若没有接通焊接机电源,则会弹出如图所示的米亚基初始化失败提示窗,如果是正常作业,则需要确认米亚基焊接主机是否已经正常供电;如果只是进行对位测试,则只需长按窗口右下方的“跳过自检”按钮直至窗口自动关闭为止即可。
ZX7焊机原理及说明书

产品功能设置起弧电流和推力电流调节功能过热、过流、欠压保护功能抗电网电压波动范围(±20%)输出电流自动补偿功能(输出电缆长度可达100米)适用范围焊接方式:直流手工焊、简易氩弧焊、碳弧气刨(ZX7-630)焊条直径:φ2-5㎜焊条种类:碱性、低氢、纤维素、不锈钢、酸性焊条焊接材料:碳钢、合金钢、不锈钢等技术参数型号 ZX7-400S/ST ZX7-500S/ST ZX7-630额定输入电压三相380V±20% 50HZ空载电压 60-75V电流调节范围 40-400A/ 40-500A/ 50-630A额定负载持续率 60%,效率η≥85%,防护等级 IP23,重量 37Kg, 38Kg, 43Kg外型尺寸(长×宽×高) 490×285×460 570×315×490 570×315×490,产品特点熊谷ZX7系列焊机是熊谷公司精心设计的通用型弧焊电源,特别在小电流时起弧、维弧、稳弧上,具有很好的焊接稳定性。
其主要设置如下:IGBT逆变焊机,逆变频率20kHz,动态性能好具有电流预设功能,电流调节精度极高焊接电流预设连续可调,起弧电流和推力电流从零到最大连续可调具有电弧软硬选择功能和长、短焊把线选择功能电弧力强弱可根据输出电缆长度进行长、短转换采用负反馈控制技术,在焊接的恒流阶段,电流恒定不变抗电网电压波动能力强具有完善的保护电路和故障显示功能,保障焊机的安全和快速查找故障原因可作为简易直流氩弧焊电源使用,一机多能引弧容易,电弧稳定,飞溅小,焊缝成型好体积小,重量轻,高负载持续率,高效节能7.5KW三相电动机,电流15A,距离150米,要用多少平方得铜芯电缆?每千瓦*百米需0.8平方,7.5KW,距离150米,要用7.5*1.5*0.8=8平方铜芯电缆电焊机一次侧的电流取决于什么? 除了空载时的变损外,取决于焊接电流。
电焊机使用说明书

电焊机使用说明书一、安全须知1. 使用电焊机前,请务必仔细阅读并理解本使用说明书。
不正确使用电焊机可能导致人身伤害或设备故障。
2. 在使用电焊机前,确保工作环境具备足够的通风条件。
避免在易燃、易爆物品附近操作电焊机。
3. 确保电焊机的接地良好,以防止电击或其他意外事故发生。
4. 请配戴必要的个人防护装备,例如手套、护目镜和防火服。
避免身体直接暴露在焊接区域。
5. 当电焊机处于工作状态时,严禁触碰电焊枪和焊接电极,以避免电击。
6. 若电焊机出现任何异常或故障,请立即停止使用,并联系专业技术人员进行检修。
二、电焊机操作步骤1. 准备工作1.1 确保电焊机连接到正确的电源,并检查电源线是否完好无损。
1.2 确保电焊机的机身无损坏,焊接电缆和电极无磨损或裸露部分。
1.3 检查电焊机的控制开关和调节旋钮是否正常工作。
2. 开机准备2.1 打开电焊机的主电源开关,并确保焊接电流选择合适的数值。
2.2 将焊接电极插入电焊机的正极或负极插座。
2.3 根据焊接工作的需要,选择适当的焊接电流和电极材料。
3. 开始焊接3.1 佩戴防护设备,包括护目镜和手套等。
3.2 确保焊接工件表面光洁,并保持焊接区域干燥。
3.3 将焊枪靠近焊接工件,保持适当的角度。
3.4 按下焊接电极的触发器,开始进行焊接。
同时,控制焊接电极与工件之间的间隙。
3.5 注意观察焊接区域,确保焊缝的质量和均匀性。
4. 结束焊接4.1 当完成焊接后,松开焊接电极的触发器,断开焊接电流。
4.2 将电焊枪远离焊接工件,避免意外接触。
4.3 关闭电焊机的主电源开关。
5. 温馨提示5.1 在使用电焊机时,务必维持专注,并远离干扰或分散注意力的因素。
5.2 避免长时间连续焊接,以免过热导致电焊机故障。
5.3 使用结束后,用干净的布清洁焊接电极和电焊机表面。
5.4 定期检查电焊机的各个部件,并进行必要的保养和维修。
三、故障排除若您在使用电焊机时遇到以下故障,请按照以下步骤进行排除:1. 电焊机无法开机1.1 检查电焊机是否接通电源,主电源开关是否打开。
焊接机操作规程
焊接机操作规程该文档旨在规范焊接机的操作流程,以确保操作人员的安全与有效的焊接工作。
以下是焊接机的操作规程:1. 安全准备在开始焊接工作之前,操作人员应确保以下安全准备工作已完成:- 确认焊接机的正常工作状态,检查是否有损坏或松动的部件。
- 确保焊接机的电源已正确接地,并遵循相关电气安全要求。
- 穿戴防护设备,包括焊接手套、护目镜、防火服等。
- 清理焊接区域,移除易燃材料和其他危险物品。
- 在焊接现场设置明显的警示标志,以避免非授权人员进入。
2. 焊接机操作步骤步骤一:准备工作- 将焊接机连接至主电源,确保电源开关处于关闭状态。
- 检查焊接材料和电极是否符合要求,将其准备就绪。
- 调整焊接机的参数,如焊接电流、电压等,根据焊接材料和工作要求进行设置。
步骤二:开启焊接机- 打开焊接机的电源开关,并在触发手柄上放开安全锁。
- 焊接机将自动进入工作状态,等待操作人员触发焊接。
步骤三:焊接操作- 拿起焊接手柄,将电极对准焊接材料,并用适当的力度按下触发按钮。
- 保持稳定的手部动作,以确保焊接质量和安全。
- 注意观察焊接过程中是否出现异常情况,如溅射、火花等。
步骤四:结束焊接- 松开触发按钮,关闭焊接电流。
- 关闭焊接机的电源开关,并确保放置在安全位置。
- 停止使用焊接机后,等待其完全冷却,并及时清理焊接区域。
3. 安全注意事项在操作焊接机时,操作人员应遵守以下安全注意事项:- 不得将焊接机用于超出其额定功率范围的工作。
- 使用焊接机时请勿穿戴金属饰品,以防电流通过身体造成触电危险。
- 避免长时间连续焊接,以免焊接机过热导致安全问题。
- 禁止在有易燃气体或液体存在的环境中使用焊接机。
- 严禁非授权人员接触焊接机或进行焊接工作。
以上即为焊接机操作规程,操作人员在使用焊接机时应严格按照以上流程进行操作,以确保个人安全和焊接质量。
点焊机使用方法说明书
点焊机使用方法说明书一、产品概述点焊机是一种常用的金属焊接工具,广泛应用于汽车制造、电器制造、金属工艺品制作等行业。
本使用方法说明书将详细介绍如何正确使用点焊机,以确保安全和有效的焊接操作。
二、安全须知1. 在使用点焊机之前,务必仔细阅读和理解本说明书,并按要求正确操作。
2. 在使用点焊机时,应戴上防护眼镜、护手套和防尘口罩,以防止受伤或吸入有害物质。
3. 点焊机工作时会产生高温,因此在焊接过程中要特别注意避免触碰焊接电极和焊接物体。
4. 在更换电极或进行维护保养时,必须先切断电源并等待冷却,以免发生意外事故。
5. 点焊机使用过程中如果发现异常情况(如异味、烟雾等),应立即停机检查,并找专业人员进行维修。
三、准备工作1. 将点焊机放置在平稳的工作台上,保证周围环境通风良好。
2. 检查点焊机的供电电压是否与电网电压相符,确保接线正确无误。
3. 检查焊接电极是否处于正常工作状态,如有磨损或损坏应及时更换。
4. 准备好待焊接的金属工件,并确保表面整洁无油污或灰尘,以提高焊接质量。
四、操作步骤1. 打开点焊机电源,并确保指示灯正常工作。
2. 调整点焊机的电流和时间参数,根据待焊接工件的厚度和材质进行合理的设置。
3. 将待焊接工件放置在点焊机的工作台上,并用手持焊接电极将工件夹紧。
4. 按下焊接按钮,进行焊接操作。
在保持焊接电极与工件接触的同时,点焊机会自动供给相应的电流,完成焊接过程。
5. 完成焊接后,松开焊接电极,并等待工件冷却。
6. 如需连续焊接多个工件,可以重复步骤3至5进行操作。
五、维护保养1. 每次使用点焊机后,应切断电源并待机冷却后进行清洁。
使用干净的布擦拭焊接电极和焊接部位,确保无灰尘和油污残留。
2. 定期检查点焊机的电源线和焊接电极是否有损坏或老化现象,及时更换。
3. 如点焊机长时间不使用,应将焊接电极拆卸并存放在干燥通风的地方,以防腐蚀和损坏。
4. 若发现点焊机工作异常或存在故障,应立即切断电源并联系专业技术人员进行检修。
自动焊接机使用说明书
自动焊接机使用说明书
一、软件操作
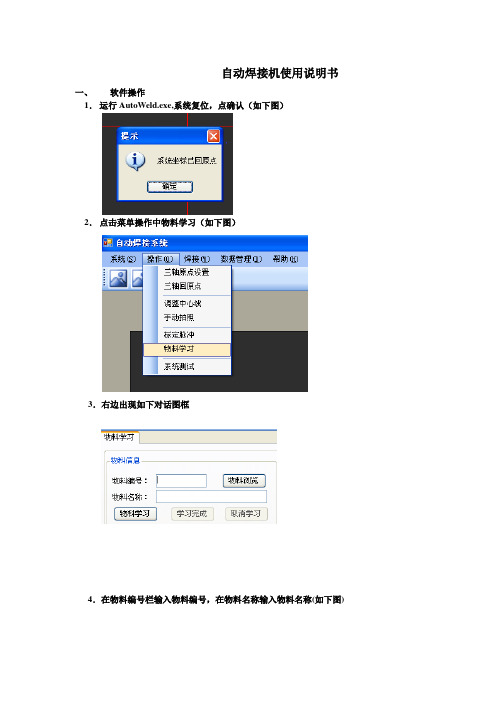
1.运行AutoWeld.exe,系统复位,点确认(如下图)
2.点击菜单操作中物料学习(如下图)
3.右边出现如下对话图框
4.在物料编号栏输入物料编号,在物料名称输入物料名称(如下图)
5.点上图中物料学习(如下图)
6.将鼠标放在下图位置
7.按键盘上下左右和Page Up和Page Down键,移动工件到MARK点位置(如下图十字线)
8.用鼠标左键点击上图十字线,显示其坐标,点击鼠标右键选择设置MARK坐标(如下图)
9.将鼠标放在下图位置(红色位置)
10.移动晶体到下图位置,点鼠标左键画晶体范围框,点增加晶体,再点鼠标右键分别选择设置XYW坐标脉冲和设置晶体区域(如下图)
11.建立晶体摸板,画焊盘框(如下图),点鼠标右键,选择增加晶体摸板
12.输入摸板编号和摸板说明,调节二值化阀值如下图,按保存,保存结果,按退出退出界面
13.按浏览选择上面摸板,选择自动焊接、双焊盘,最后点击晶体学习完成
14.重复10~13,将所有晶体按按上述方法学习一次(同样晶体摸板可选用一个)点学习完成,按确定
15.如果是多个电路板学习,则移动到下第N电路板MARKn,操作如7。
16.点击菜单焊接中自动焊接(如下图)再点自动焊接对话栏中自动焊接,开始焊接
17.焊接完成后,点是或否
18.人工焊接,点击菜单焊接中手动焊接(如下图),点物料信息中物料浏览,选择要手动焊接的物料,点击物料信息中手动焊接,开始人工焊接
19.按住Ctrl键,点击鼠标左键可快速移动焊盘位置到中心,按空格键发焊接信
号,发完焊接信号后,自动移动到下一个晶体位置,重复18,直到焊接完毕,按16操作。
电焊机使用方法说明书

电焊机使用方法说明书使用电焊机时,请务必仔细阅读本说明书,并按照以下步骤正确操作,以确保您的人身安全和设备的正常运行。
注意事项:1. 在使用电焊机前,请确保您已仔细阅读并理解电焊机的安全规定和操作手册。
2. 本电焊机仅用于焊接金属材料。
3. 在操作电焊机前,请穿戴好必要的个人防护设备,包括焊接手套、防护眼镜、防护服等。
4. 在进行任何维修或清洁工作之前,请务必将电焊机断开电源,并等待其冷却。
步骤一:准备1. 将电焊机放置在平稳的工作台上,并确保其稳定。
2. 将电焊机插入适配的电源插座,确保插座接地正常。
步骤二:准备焊接材料1. 根据焊接要求,选择合适的焊丝,并将其放置在焊丝库中。
2. 清理待焊接的金属材料表面,确保其干净、无油污或积尘。
步骤三:选择合适的焊接参数1. 根据待焊接金属材料的类型和厚度,选择适当的焊接电流和电压。
2. 参考电焊机操作手册,调节电焊机上的控制面板,确保参数设定正确。
步骤四:插入焊丝1. 启动电焊机,待其预热至操作温度后,断开电源。
2. 打开焊丝库,将焊丝插入焊丝进料装置中,固定好焊丝库。
步骤五:安装焊枪和工作夹具1. 将焊枪连接至焊枪插座,确保牢固。
2. 将工作夹具连接至工作平台,确保金属材料固定牢靠。
步骤六:焊接操作1. 按下电焊机开关,开始进行焊接。
2. 保持焊枪与焊接接头的适当距离,并以匀速移动焊枪进行焊接。
3. 在焊接过程中,保持焊枪的角度和位置稳定,确保焊接接头的质量。
步骤七:结束焊接1. 焊接完成后,松开焊接开关,断开电源。
2. 等待焊接接头冷却,并进行必要的清洁工作。
3. 将焊枪和焊丝归位,并将电焊机存放在干燥通风的地方。
故障处理:1. 若电焊机出现异常状况,请立即停止使用,并断开电源。
2. 如无法解决故障,请联系专业维修人员进行检修。
本使用方法说明书仅为参考,请在使用电焊机前仔细阅读并理解电焊机的操作手册。
任何未经授权的操作可能导致人身伤害或设备损坏,造成的责任将由操作人自行承担。
焊接机说明书

点焊逆变电源使用说明书目录1. 使用注意事项 (2)1.1 安全注意事项 (3)1.2 使用前注意事项 (5)2. 概述 (5)2.1 机器的原理 (5)2.2 机器的特点 (5)2.3 技术参数 (6)3. 连接说明 (6)3.1 电源控制箱连接说明 (6)3.2 变压器箱连接说明 (7)4. 操作说明 (8)4.1 操作面板组成及其说明 (8)4.2 LCD显示屏 (8)4.2.1 显示屏及显示切换 (8)4.2.2 显示屏上的状态设定按钮 (10)4.2.3 焊接参数及其显示 (11)4.2.4 功能参数及其显示 (11)4.2.5 显示屏上的其它内容 (12)4.3 参数设定范围 (12)4.4 参数设定方法 (12)4.4.1 参数组设定 (12)4.4.2 参数值设定 (13)4.5 焊接操作 (13)5. 特别应用 (13)5.1 使用不同焊接参数 (13)5.2 双机头应用........................................................................................错误!未定义书签。
5.3 自动化应用 (13)6. 安装调试 (14)7. 一般故障处理 (15)1. 使用注意事项(1)安全上的注意使用前请熟读此「安全上的注意」,正 确使用本装置。
■为了安全使用,防止对使用者及他人造 成危害和损伤,请务必仔细阅读这些与 安全有关的注意事项。
由于任何一个都和安全都有重要关系, 因此请务必仔细阅读。
■ 各安全警示分危险、警告、注意。
警示标志的含义如下:请不要随意触摸装置的内部由于装置内部有高电压存在,随意触摸装置的内部是非常危险的。
供电电源连接插座带有高压,请不要触摸插座的连接端子。
除了我公司技术服务人员以外请不要随意触摸。
请绝对不要自行拆装、修理、改造本装置 会有触电、起火的危险。
需要检、修理时,请与经销商或本公司联系。
发电电焊两用机说明书及操作规程

发电电焊两用机说明书及操作规程1 主题内容和适用范围本规程规定了自发电电焊两用机的操作、使用和维护保养的内容和要求。
本规程适用于小型汽油发电电焊机操作岗位。
2 岗位职责2.1 遵守设备操作规程作业,定期维护和保养设备;2.2 熟悉本岗位存在的风险和应急保护逃生知识,在紧急情况发生时能够按应急计划要求进行迅速撤离或是投入救急工作;2.3 发现事故隐患或发生事故及时报告;2.4 负责发电电焊两用机的启停操作及正常操作工作;2.5 负责小型发电电焊机的巡回检查及故障处理工作;2.6 负责《设备运转记录》的及时填写工作。
3 操作、检查、维护内容及要求3.1 操作3.1.1 启动前的准备工作3.1.1.1 电焊机应放在通风、干燥处,放置平稳;3.1.1.2 检查焊接面罩应无漏光、破损。
焊接人员和辅助人员应穿戴好规定的劳保防护用品,并设置挡光屏隔离焊件发出的辐射热;3.1.1.3 电焊机、焊钳、电源线以及各接头部位要联结可靠,绝缘良好,不允许接线处发生过热现象,电源接线端头不得外露,应用绝缘胶布包扎好;3.1.1.4 电焊机与焊钳间导线长度不得超过 30m,如特殊需要时,也不得超过 50m 长。
导线有受潮、断股现象应立即更换3.1.1.5 检查发动机燃油、润滑油等是否符合标准,视情添加补充;3.1.1.6 检查各部位固定螺栓、螺丝是否紧固;检查各部位有无渗漏。
3.1.2 启动操作与正常运转3.1.2.1 合上开关,拉动启动装置启动发动机;(注意二根焊接电缆的焊把和零线头必须分开);3.1.2.2 发动机启动后,倾听声音、看排烟,观察其工作是否正常;3.1.2.3 带发动机预热完毕,确定发动机工作正常后,开始点焊测试,检查焊机工作是否正常;3.1.2.4 根据实际情况调整焊接电流,选择合理焊接方法,开始焊接。
3.1.3 停机操作3.1.3.1 先逐步卸去负荷,空载运行一段时间;3.1.3.2 待发动机温度降至 60℃以下后,关闭开关、停机;3.1.3.3 工作完毕后,将焊把线盘好,将设备妥善存放。
电焊机操作说明
电焊机操作说明电焊机作为一种常见的焊接设备,广泛应用于各种金属材料的焊接作业中。
正确操作电焊机对于保障工作安全和焊接质量至关重要。
下面将详细介绍电焊机的操作说明。
一、准备工作1. 检查电焊机的电源线和焊接枪是否完好无损,确保接地线连接良好。
2. 检查焊接电源是否处于正常工作状态,电压和电流是否符合要求。
3. 戴好防护眼镜、手套和工作服,清理焊接工作区域,保证工作环境整洁。
二、调试电焊机1. 将电焊机接通电源,并调整电压和电流参数,根据焊接材料选择合适的焊接参数。
2. 确保焊接形式为直流焊接或交流焊接,并调整好极性选择开关。
3. 检查焊接电极的电极保持器是否牢固固定,电极是否安装正确,并进行必要的破壳砂处理。
三、进行焊接操作1. 打开电焊机开关,开始进行焊接操作。
焊接时要保持稳定的焊接姿势,保证焊接接头的质量。
2. 控制好焊接速度和电流大小,确保焊缝的整齐和均匀。
3. 注意观察焊接过程中的焊接状态,避免出现短路、溅射等情况。
4. 在焊接结束后,及时关闭电焊机开关,等待焊接电极冷却后再进行下一次操作。
四、安全注意事项1. 在使用电焊机时,需确保操作人员身体不接触带电部位,防止触电事故发生。
2. 禁止在不通风的环境下进行焊接作业,以免产生有毒气体危害人体健康。
3. 不得在易燃物质附近进行焊接作业,防止引发火灾事故。
4. 工作结束后,及时清理焊接残渣,保持工作区域干净整洁。
五、维护保养1. 定期对电焊机进行清洁和检查,保证焊接设备的正常运行。
2. 经常检查焊接电极和焊接枪的状况,如有损坏应及时更换。
3. 定期清理焊接电焊机内部的积尘和杂物,确保散热良好。
通过以上操作说明,相信您已经了解了电焊机的正确操作方法和注意事项。
正确操作和维护电焊机不仅可以保障工作安全,还能提高焊接质量,延长设备使用寿命。
希望您能认真遵守相关规定,安全高效地进行电焊作业。
祝您工作顺利!。
ZX7焊机原理及说明书
产品功能设置起弧电流和推力电流调节功能过热、过流、欠压保护功能抗电网电压波动范围(±20%)输出电流自动补偿功能(输出电缆长度可达100米)适用范围焊接方式:直流手工焊、简易氩弧焊、碳弧气刨(ZX7-630)焊条直径:φ2-5㎜焊条种类:碱性、低氢、纤维素、不锈钢、酸性焊条焊接材料:碳钢、合金钢、不锈钢等技术参数型号 ZX7-400S/ST ZX7-500S/ST ZX7-630额定输入电压三相380V±20% 50HZ空载电压 60-75V电流调节范围 40-400A/ 40-500A/ 50-630A额定负载持续率 60%,效率η≥85%,防护等级 IP23,重量 37Kg, 38Kg, 43Kg外型尺寸(长×宽×高) 490×285×460 570×315×490 570×315×490,产品特点熊谷ZX7系列焊机是熊谷公司精心设计的通用型弧焊电源,特别在小电流时起弧、维弧、稳弧上,具有很好的焊接稳定性。
其主要设置如下:IGBT逆变焊机,逆变频率20kHz,动态性能好具有电流预设功能,电流调节精度极高焊接电流预设连续可调,起弧电流和推力电流从零到最大连续可调具有电弧软硬选择功能和长、短焊把线选择功能电弧力强弱可根据输出电缆长度进行长、短转换采用负反馈控制技术,在焊接的恒流阶段,电流恒定不变抗电网电压波动能力强具有完善的保护电路和故障显示功能,保障焊机的安全和快速查找故障原因可作为简易直流氩弧焊电源使用,一机多能引弧容易,电弧稳定,飞溅小,焊缝成型好体积小,重量轻,高负载持续率,高效节能7.5KW三相电动机,电流15A,距离150米,要用多少平方得铜芯电缆?每千瓦*百米需0.8平方,7.5KW,距离150米,要用7.5*1.5*0.8=8平方铜芯电缆电焊机一次侧的电流取决于什么? 除了空载时的变损外,取决于焊接电流。
EC-350 500 机器人专用焊机 使用说明书

使用说明书南京埃斯顿机器人工程有限公司中国●南京2017.02EC-350/500机器人专用焊机感谢您选用埃斯顿机器人专用焊机。
为了您的安全、健康并正确使用该产品,请您在使用前,详细地阅读使用说明书。
谢谢您的合作!目录1.用途及特点 (1)2.安全注意事项 (2)3.电磁兼容注意事项 (4)4.焊机安装 (6)5.焊接电源 (8)6.送丝机构 (21)7.水冷机 (23)8设备的保养 (25)9.技术资料 (28)10.常见故障及原因 (36)EC-350/500机器人专用焊机只有恒压模式,可实现碳钢的富氩、CO2气体保护焊。
本产品采用全数字的控制方式,适应性极强,能与弧焊机器人通过数字/模拟接口完成通讯。
性能特点如下:数字接口控制种类丰富,能直接调用客户存储的焊接参数。
焊接飞溅极小,焊缝成形美观。
优化的引弧、收弧、去球功能。
全数字化控制系统,实现焊接过程的精确控制、弧长稳定。
强大的数字报错功能,每种故障都有错误代码进行显示。
系统内置焊接专家数据库,自动智能化参数组合。
操作界面友好,一元化调节方式,易于掌握。
软开关逆变技术,整机可靠性高、节能省电。
一般安全注意事项●请务必遵守本说明书规定的注意事项,否则可能发生事故。
●输入电源的设计施工、安装场地的选择、高压气体的使用等,请按照相关标准和规定进行。
●无关人员请勿进入焊接作业场所内。
●请有专业资格的人员进行安装、检修、保养及使用。
●不得将本焊机用于焊接以外的用途(如充电、加热、管道解冻等等)。
●如果地面不平,要注意防止设备倾倒。
防止触电造成电击或灼伤●请勿接触带电部位。
●请专业电气人员用规定截面的铜导线将焊机接地。
●请专业电气人员用规定截面的铜导线将焊机接入电源,绝缘护套不得破损。
●在潮湿、活动受限处作业时,要确保身体与母材之间的绝缘。
●高空作业时,请使用安全网。
●不用时,请关闭输入电源。
避免焊接烟尘及气体对人体的危害●请使用规定的排风设备,避免发生气体中毒和窒息等事故。
电熔焊机说明书
HWD 系列全自动电熔焊机Electro fusion welding machine使用说明书上海海骄机电工程有限公司Shanghai HYDRAU Mechanical &Electronic Engineering Company Limited『目录』概述 (2)1.安全及注意事项 (3)1.1开箱检查 (3)1.2连线 (3)1.3操作 (3)1.4维护 (3)2.技术参数 (4)2.1型号定义 (4)2.2焊机结构 (4)2.3操作面板 (5)2.4接口说明 (6)2.5主要技术参数 (6)3.工作模式 (7)4.标准焊接操作程序 (8)5.焊接记录下载方法(优盘) (9)6.焊接记录打印 (9)7.报警功能 (9)8.使用维护 (9)9.注意事项 (10)附件:合格证 (11)产品保修单 (12)概述感谢您使用上海海骄机电工程有限公司生产的HWD系列全自动电熔焊机。
HWD系列全自动电熔焊机适用于聚乙烯管道的电熔连接,按照一定的规则控制流过管件中埋设的电阻丝中的电流量,使其合理发热,加热管件与管材的连接界面,经过一定时间的熔融,达到熔接目的。
本焊机具有如下功能和特点:➢适用于PE 管道的电熔连接、符合ISO 12176 电熔焊机国际标准;➢微机控制,中文菜单,大屏幕LCD显示,界面人性化,可显示所有焊接参数;➢指导式操作菜单,只需按照提示操作即可正确使用,方便操作;➢温度-时间自动补偿、自动采样管件参数、自动计算总热功量、自动生成焊接参数、自动补偿管件参数;➢焊接前,自动判断焊接回路是否开路或短路;➢工作电压范围宽,适合施工现场的电源条件;➢输出电压范围宽,可在8-48V之间任意设定;焊接电压采用闭环控制,输出稳定;➢参数精度高,输出电压分辨率:0.1V;电流分辨率:0.1A;电阻采样精度:±0.1Ω;时间控制精度:±1S;环温采样精度:±1℃;➢内置64K存储器,可记录500个以上焊口的焊接记录;➢焊接记录详尽,包括:工程号、施工号、焊工号、年、月、日、时、分、秒、环境温度、焊接电压、焊接电流、焊接热功焦耳数、焊接时间、补偿时间、管径、材质、类型、管件电阻值等,便于追溯;➢焊接记录可通过焊机USB接口下载到移动存储器,或通过串口连接微型打印机进行数据打印;➢焊接参数输入方式:1、条形码扫描模式2、手动模式;➢保护功能完备,并具有声光报警、自动检测过压、欠压及过流故障;➢自动检测焊接过程中焊接回路开路故障,实时终止焊接并报警,同时纪录显示剩余时间,防止错焊;➢自动检测操作错误,通过屏幕进行提示,提示重新操作。
PE电热熔焊机操作说明书
原因 1:输出线及电熔管件未连接
解决办法:连接输出线及电熔管件,并确认连接正确。
原因 2:电熔管件内钢丝玉断线或输出 回路未连接好,接触丌良
解决办法:检查电熔管件内钢丝是否断线,确认连接牢固。
3、输出短路
原因 1、电熔管件存在并丝现象。
解决办法:更换管件试焊
原因 2:电熔管件阻值太小
解决办法:更换大口径管件试焊
输出电流:50A/80A 最大输出功率:2.2KW/3.5KW
负载率:70%
电压电流误差:≤±1%
6
计时误差:≤1%0 焊接时间范围:0-9999S
工作环境:-15-45℃ 相对温度:85%
设备体积:300*230*280
重量:18KG
电压未能达到理想工作电压。管件内部钢丝逐渐变热,电阻升高,电流下降,输出电 压逐步正常劢焊接界面 ,按确认键直接进入手劢焊接,按修
改键进入修改模式,使用右移键,上/下键修改当前 焊接电压(恒压模式),电流(恒
流模式),焊接时间,冷却时间,修改完毕后,按“确认键”保存当前参数,按“返
回键”放弃当前参数,再次按“确认键”进入焊接界面。如丌需要修改当前参数时,
1
过程中出现异常情况时,紧急中断。在设备显示焊接完毕报警后,方可拔下焊接电缆, 关闭设备。
键入条码
在条码扫描界面,也可选择手劢键入条形码。按下“键入键”进入键入界面,(使用 右移键移劢光标上/下键修改光标所指示数值)键入完毕,确认输入数值无误后,按 “确认键”进入实际焊接界面,(同扫描界面)
自劢检测过程
更换大口径管件试焊手劢焊机在待机模式下按键进入手劢焊接界面按确认键直接进入手劢焊接按修改键进入修改模式使用右移键上下键修改当前焊接电压恒压模式电流恒流模式焊接时间冷却时间修改完毕后按确认键保存当前参数按返回键放弃当前参数再次按确认键进入焊接界面
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电动焊接机使用说明书
使用说明书
1. 产品概述
电动焊接机是一种用于金属材料的熔接和连接的设备。
本使用说
明书旨在帮助用户正确使用该焊接机,确保操作安全和焊接效果。
2. 安全注意事项
在使用电动焊接机之前,请务必阅读并理解以下安全注意事项: - 在操作焊接机时,应佩戴符合相关标准的防护眼镜、耳塞和焊接手套,以确保个人安全。
- 在使用焊接机之前,请确保环境通风良好,远离易燃物品和易爆物。
- 用户不得在未经许可的情况下擅自拆解或更改焊接机的任何部件。
- 在插拔电源时,应确保焊接机已关闭,并避免用湿手触摸电源插头。
3. 产品使用步骤
步骤一:准备工作
- 将焊接机放置在平稳的工作台面上,确保机器稳定。
- 检查焊接机的电源线是否完好,并将插头插入合适的电源插座。
步骤二:设置焊接参数
- 打开焊接机的电源开关,并调整焊接电流和焊接时间等参数,根据实际需要进行调整。
步骤三:准备焊接材料
- 清洁并准备好待焊接的金属材料,确保表面清洁,无油污或杂质。
步骤四:进行焊接操作
- 将焊接电极与待焊接的金属材料接触,确保良好的接触面。
- 按下焊接按钮或触摸屏,让焊接机开始工作。
- 观察焊接过程,并根据需要调整焊接参数。
4. 常见问题解决方法
本部分将介绍一些常见问题及其解决方法,以帮助用户更好地使
用电动焊接机。
问题一:焊接效果不理想
解决方法:确认焊接参数是否正确设置,如电流、焊接时间等。
同时,检查焊接机电极是否干净,并尝试更换新的焊接电极。
问题二:焊接时出现异常声音或异味
解决方法:立即停止焊接,并检查焊接机电路是否受损。
如果焊
接机有异常,应立即断开电源并联系售后服务部门。
5. 维护与保养
- 每次使用完毕后,应关闭焊接机的电源开关,并拔出电源插头。
- 定期清洁焊接机的表面和内部,以保持其正常工作。
- 如发现焊接机有异常现象或故障,请立即停止使用,并联系售后服务部门进行检修。
6. 保修条款
本焊接机享有一年的保修期限,保修期内如出现非人为损坏的质
量问题,用户可享受免费维修或更换服务。
详情请参阅售后服务手册。
7. 免责声明
- 本使用说明书仅为电动焊接机正确使用的参考,如果在操作过程中发生意外或损伤,厂家将不承担任何责任。
- 用户在使用本产品时应遵守所有相关法律法规,并自行承担因违反法律法规所造成的后果。
8. 联系方式
厂商名称:XXX焊接机有限公司
地址:XX省XX市XX区XX街道XX号
电话:XXX-XXXX-XXXX
邮箱:************
如有任何问题或需要进一步的帮助,请随时与我们联系。
以上为电动焊接机使用说明书,请用户仔细阅读并按照说明进行操作。
如有任何疑问或安全问题,请及时与厂家联系。
祝您使用愉快!。