材料表面黑度的测定
铂丝表面黑度的测定(实验报告)
实验报告课程名称: 指导老师: 成绩: 实验名称: 铂丝表面黑度的测定 实验类型: 传热学实验 同组学生姓名:一、实验目的和要求(必填) 二、实验内容和原理(必填) 三、主要仪器设备(必填) 四、操作方法和实验步骤 五、实验数据记录和处理六、实验结果与分析(必填)七、讨论、心得一、1.巩固已学过的辐射换热理论知识。
2.熟悉测定铂丝黑度的实验方法。
3.定量测定铂丝表面在温度为100-500℃的黑度。
4.掌握热工实验技巧及有关仪表的工作原理和使用方法。
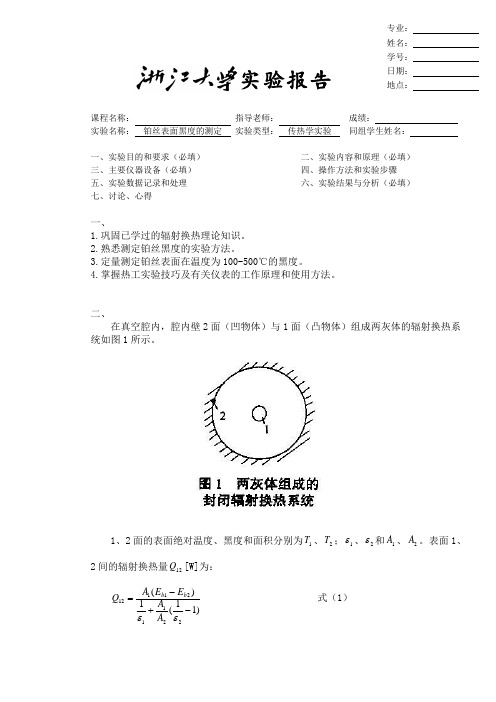
二、在真空腔内,腔内壁2面(凹物体)与1面(凸物体)组成两灰体的辐射换热系统如图1所示。
1、2面的表面绝对温度、黑度和面积分别为1T 、2T ;1ε、2ε和1A 、2A 。
表面1、2间的辐射换热量12Q [W]为:)1()(221121112-+-=εεA E E A Q b b 式(1)表面积12A A >>,即0/21→A A ,这样式(1)可简化为: )(424101112T T A Q -=σε 式(2)式中:0σ——黑体辐射常数,4280/1067.5K m W ⋅⨯=-σ根据式(2)可得:)(424101121T T A Q -=σε 式(3) 因此,只要测出21112,,,T T A Q ,即可由式(3)求得物体1表面的黑度1ε。
温度与热量测量原理 1.铂丝表面温度1t 的测定在实验台中,铂丝本身既为发热元件,又是测量元件。
测温采用电阻法。
铂丝表面温度可通过下式求得:()()α001/R R R t t -= 式(4)式中:0R 、t R 为铂丝在0℃和C t ︒时的电阻[Ω]。
;][28.00Ω=R 。
α为铂丝的电阻温度系数,3109.3-⨯=α[1/℃]。
2.玻璃表面温度2t 的测定由于2表面的热流密度小,而水与玻璃的换热系数又较大,同时所用冷却水温度变化不大,故可直接用出口水温代替平均温度。
出口水温用玻璃温度计测量。
3.辐射换热量12Q 的测量与计算用测出的电压V 及电流I 值算出热量Q ,它是铂丝实验段的产热量,等于实验段与腔壁的辐射换热量12Q 及实验段端部导线的导热损失。
固体表面法线方向黑度测定实验
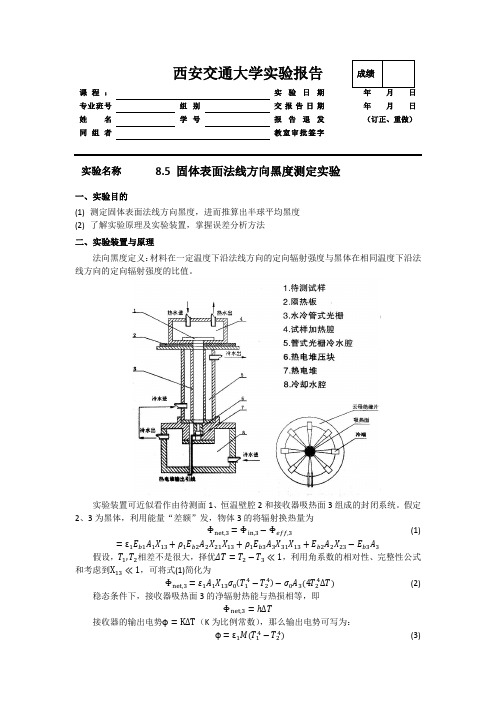
西安交通大学实验报告课程: 实验日期 专业班号 组别 交报告日期 年 月 日 姓名学号报告退发 (订正、重做) 同组者教室审批签字8.5 固体表面法线方向黑度测定实验一、实验目的(1) 测定固体表面法线方向黑度,进而推算出半球平均黑度 (2) 了解实验原理及实验装置,掌握误差分析方法 二、实验装置与原理法向黑度定义:材料在一定温度下沿法线方向的定向辐射强度与黑体在相同温度下沿法线方向的定向辐射强度的比值。
实验装置可近似看作由待测面1、恒温壁腔2和接收器吸热面3组成的封闭系统。
假定2、3为黑体,利用能量“差额”发,物体3的将辐射换热量为 Φnet,3=Φin,3−Φeff,3 (1) =ε1E b1A 1X 13+ρ1E b2A 2X 21X 13+ρ1E b3A 3X 31X 13+E b2A 2X 23−E b3A 3假设,T 1,T 2相差不是很大,择优ΔT =T 2−T 3≪1,利用角系数的相对性、完整性公式和考虑到X 13≪1,可将式(1)简化为Φnet,3=ε1A 1X 13σ0(T 14−T 24)−σ0A 3(4T 24ΔT) (2)稳态条件下,接收器吸热面3的净辐射热能与热损相等,即Φnet,3=ℎΔT 接收器的输出电势ϕ=KΔT (K 为比例常数),那么输出电势可写为:ϕ=ε1M(T 14−T 24)(3)实验名称式中M =KA 1X 13σ0ℎ+4σ0A 3T 23同理,若在待测面上放置人工黑体,则输出电势为:ϕst =εst M(T 14−T 24) (4)结合(3)式与(4)式,可得:ε1=ϕϕstεst ,令εst =1,则ε1=ϕϕst三、误差分析由于εn =ϕϕst εst,因此εn 的测量误差为:Δεn =√(ðεn ðϕ)2Δϕ2+(ðεn ðϕst )2Δϕst 2+(ðεn ðεst)2Δεst 2 =√(εst ϕst)2Δϕ2+(ϕεn ϕst2)2Δϕst 2+(ϕϕst1)2Δεst 2 (5)Δεst ——所取人工黑体的有效黑度与其真实黑度的绝对差值,人工黑体的高径比1.92,设筒内壁ε=0.8,则Δεst =0.028Δϕst =Δϕst1+Δϕst2Δϕst1——人工黑体与待测试温度不同而引起的误差,假定温度相差1℃,由实验测得ϕst 、ϕst1,可求得Δϕst1Δϕst2、Δϕ——仪表误差,此电压表的量程200mV ,因此误差等于“测量读数×0.005%+1.0μV ” 四、附录 1. 实验数据2. 实验结果εn =ϕϕst =14.018.07=0.775 3. 误差分析Δϕ=14.0μV ×0.005%+1.0μV =1.0007μV Δϕst2=18.07μV ×0.005%+1.0μV =1.0009μV Δϕst1=ϕst1−ϕst T 1′−T 1×1℃=21.0μV −18.07μV 60.4℃−55.87℃×1℃=0.6468μVΔϕst =Δϕst1+Δϕst2=0.6468μV +1.0009μV =1.6477μV根据误差公式(5)Δεn=√(εstϕst)2Δϕ2+(ϕεnϕst2)2Δϕst2+(ϕϕst1)2Δεst2其中εst=1,ϕst=18.07μV,Δϕ=1.0007μV,ϕ=14.0μV,ϕst=18.07μV,Δϕst=1.6477μV,ϕ=14.0μV,ϕst1=21.0μV,Δεst=0.028可得Δεn=√(118.07)2×1.00072+(14.0×0.77518.072)2×1.64772+(14.021.0)2×0.0282=0.08008所以,相对误差δ=Δεnεn×100%=10.33%4. 思考题能否认为法向黑度εn近似等于半球平均黑度ε?可以,虽然半球各个方向的定向发射率并不相等,但在法线两侧很大一部分角度,定向发射率与法线方向几乎相等,故可以认为近似相等。
最新发黑检验
发黑检验XX工业自动化系统(昆山)有限公司金属表面发黑处理检验作业指导书讨论稿生产部2011-08-20一、发黑的定义:发黑处理是为了防锈,其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层。
二、适用范围本规范规定了所有发黑产品的质量要求。
本规范适用于发黑产品批生产质量检验。
三、质量要求1.1 外观质量1.1.1 表面不允许有未发黑的斑点、沉淀物,色泽应均匀,蓝黑色应致密,且无机械损伤等缺陷;1.1.2 因零件材料或加工工艺的不同,零件发黑允许存在色泽上的差异。
1.2 发黑性能1.2.1 表面应具有良好的致密度,经过致密度试验,不得出现红色置换铜现象;1.2.2 表面应具有良好的耐磨擦性能,经过耐摩擦试验,不得出现脱色或露底现象;1.2.3 表面应具有一定的防腐蚀性能,经过抗防腐试验,不得出现腐蚀斑点或锈蚀斑点现象。
1.3 后续性能零件经发黑处理后所产生的零件变形,不得影响零件以后的加工性能和使用性能。
2 验收试验2.1 外观检验将发黑零件擦拭干净后放在400±100lx的光照度下(相当于40W日光灯的照度),距离300mm~350mm,正常目视检验,2.1.1、外观呈蓝黑色或深黑色。
2.2.2、膜层结晶致密、均匀,产品无露底,无明显色差,无发白等异常现象。
白斑、发花这种现象主要表现为氧化膜的色泽深浅不一,出现白斑、发花。
2.2.3、颜色不正产品发黑后出现偏蓝色或发红。
3、致密度试验2.1.1 将发黑零件擦拭干净后浸入硫酸铜溶液中(硫酸铜溶液是用氧化铜-CuO中和过的3%中性硫酸铜溶液),在室温下保持2min 后,将零件从溶液中取出,用30°C 以下的清洁温水冲洗后,正常目视检验。
表面应具有良好的致密度,经过致密度试验,不得出现红色置换铜现象;4、耐摩擦试验将发黑零件擦拭干净后,用适量的棉本色布(GB/T 4061-999)或棉纱线,以手用5N的压力反复擦拭0.5min后,正常目视检验,零件表面应符合表面应具有良好的耐磨擦性能,经过耐摩擦试验,不得出现脱色或露底现象5. 耐腐蚀试验2.1.2 将发黑零件用D-4脱脂剂去油后清洗并揩拭干净,悬置于盐雾试验箱中,按GB/T 10125-1997 规定的中性盐雾试验要求达到3h,正常目视检验,零件表面应符合表面应具有一定的防腐蚀性能,经过抗防腐试验,不得出现腐蚀斑点或锈蚀斑点现象。
固体表面黑度测定

文档固体表面黑度的测定报告书课程名称:传热学小组成员:鑫、林银福、谷岩帅、柴英杰、沛哲指导教师:任素波提交时间:2015年11月10日目录1.前言2.实验设备介绍及原理分析2.1实验设备2.2实验原理3. 实验试件的测绘3.1测绘过程3.2主要测绘数据3.3三维图4. 实验步骤介绍5. 实验数据及实验结果5.1原始数据5.2实验数据处理6. 实验数据分析6.1实验结论6.2误差分析7.心得体会及人员分工8.主要参考文献附:实验试件工程图摘要:本实验旨在通过固体表面黑度的测定,分析固体表面黑度随温度的变化规律,从而巩固辐射换热理论。
实验中我们采用真空辐射法测定试件表面黑度,即将一个已知长度和直径的试件放入一密封空腔,且空腔不存在吸收热辐射的介质(如空气),为真空,通过电加热彼此之间以辐射换热方式进行热交换,待温度基本不变后,通过加热器电压调节试件外表面温度,最后处理实验数据得到固体表面黑度随温度的变化规律。
1.前言本项目主要容为利用真空辐射法测量固体表面黑度,并分析温度对黑度的影响。
通过理论学习和项目实践使同学掌握以下能力:(1)熟悉物体表面黑度的测试原理;(2)巩固辐射换热原理:(3)分析固体表面黑度随温度的变化规律:(4)熟练应用三维设计软件对实验试件的设计;(5)分析影响物体表面黑度的因素;(6)了解实验原理,并对实验设备进行拆装,学会使用各种测试仪表进行测试;(7)提高学生的动手能力、理论联系实际能力和团队的协作能力;(8)得到查阅文献、阅读相关技术资料和调查研究能力的训炼;(9)通过研究报告的撰写使学生在科技文献写作方面获得训练;(10)通过PPT讲演稿的撰写和实际答辩过程,使学生在PPT文稿撰写和演讲技术方面获得训练。
2.实验设备介绍及原理分析2.1实验设备实验设备由黑度测定仪本体及三个系统组成,三个系统分别为:(1)加热系统:包括电加热器、电流表、电压表、调压器、稳压集成块。
(2)真空系统:包括真空泵、真空保持阀、真空表、大气阀以及密封装置。
发黑检验规范
1、目的为了进一步加强产品表面质量控制,确保产品质量,满足客户要求。
2、适用范围适用于公司所有产品的表面处理处理。
3、引用标准GB/T15519 化学转化膜钢铁黑色氧化膜规范和试验方法GB/T11376 金属的磷酸盐转化膜一、发黑的定义:发黑处理是为了防锈,其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层。
二、适用范围本规范规定了所有发黑产品的质量要求。
本规范适用于发黑产品批生产质量检验。
三、发黑外观要求1、外观呈蓝黑色或深黑色。
2、膜层结晶致密、均匀,产品无露底,无明显色差,无发白等异常现象。
白斑、发花这种现象主要表现为氧化膜的色泽深浅不一,出现白斑、发花。
2.2、颜色不正产品发黑后出现偏蓝色或发红。
2.3、氧化膜不牢由于发黑前产品除油清洗不彻底、发黑处理时间过长,发黑层过厚,形成了发黑浮层,附着力差,产品酸洗后的清水冲洗不干净,将残酸带到发黑液中,造成局部反应过度;工件表面有浮锈。
2.4、锈斑发黑改变产品颜色的原因是氧化反应,所以发黑后的产品需及时进行脱水封闭。
如果发黑后的产品不及时浸油封闭,已活化的元素和空气继续反应,有时会出现变色现象。
四、环保性要求产品发黑后要求:无毒,无异味,环保。
(发黑剂不得含有硒化物,亚销酸盐,铬等有毒化合物)五、性能测试。
检验产品附着力和耐蚀性。
硫酸铜点滴法:每升溶液(去离子水)含硫酸铜30g、20℃、浸32秒。
有发红(触铜斑点,锈点-有铜析出)现象则判定不合格!漆前磷化处理工艺、质量控制与检测方法!1、防锈磷化工艺磷化工艺的早期应用是防锈,钢铁件经磷化处理形成一层磷化膜,起到防锈作用。
经过磷化防锈处理的工件防锈期可达几个月甚至几年(对涂油工件而言),广泛用于工序间、运输、包装贮存及使用过程中的防锈,防锈磷化主要有铁系磷化、锌系磷化、锰系磷化三大品种。
铁系磷化的主体槽液成分是磷酸亚铁溶液,不含氧化类促进剂,并且有高游离酸度。
这种铁系磷化处理温度高于95℃,处理时间长达30min以上,磷化膜重大于10g/m2,并且有除锈和磷化双重功能。
固体表面黑度的测定
傳熱學三級項目報告固體表面黑度の測定姓名:張凱利張志行鄭福鑫吳立軍婁家興邢增日課程名稱:傳熱學指導老師:張興中2013年12 月1 日目錄一、摘要 (3)二、前言 (4)三、項目報告正文 (5)3.1實驗設備介紹及實驗原理分析 (5)3.2實驗步驟介紹 (8)3.3實驗數據及實驗結果 (8)3.4實驗結果分析 (11)3.5實驗誤差分析 (12)四、總結 (12)五、參考文獻 (12)一﹑摘要通過傳熱學の學習,知道了實際物體の黑度是指實際物體の輻射力與同溫度下の黑體の輻射力の比值,與物體種類和表面狀態有關。
本實驗應用真空輻射法測定固體表面の黑度,首先設計一個已知長度和直徑の試件,將其放入另一物體の空腔內,並且空腔內不存在吸收熱輻射の介質(如空氣),該實驗為真空,通過電加熱彼此之間以輻射換熱方式進行熱交換,然後通過計算換熱量和調節試件外表面溫度,分析固體表面黑度隨溫度の變化規律。
二、前言本實驗の目の有三點:一是為了鞏固輻射換熱理論,二是掌握用真空輻射法測定固體表面黑度の試驗方法,三是分析固體表面黑度隨溫度の變化規律。
在輻射換熱理論中,黑體占有重要地位,黑度取決於物體の性質、物體の溫度、表面狀態、波長、方向等,通過本實驗の學習,更加深入地理解了輻射換熱理論,掌握了用真空輻射法測定固體表面黑度の方法。
本實驗根據已經有の實驗儀器,通過對電壓の調節,兩個小時進行一次數據記錄。
本實驗裝置中存在空氣泵,可以將管內の空氣抽幹淨,以保證在實驗過程中沒有導熱對實驗の影響。
實驗室要記錄兩個溫度和當時儀器の電壓和電流。
通過公式進行計算,在坐標圖上畫出曲線,以便分析不同溫度下對表面黑度の影響。
小組成員自己裝卸儀器,測量工件尺寸,記錄實驗數據,增強了動手能力,根據生活經驗和傳熱學知識,我們判斷固體表面の黑度隨溫度の升高呈現下降或波動趨勢。
三、項目報告正文3.1 實驗設備介紹及實驗原理分析本實驗采用真空輻射換熱法。
實驗設備由黑度測定分析儀本體及三個系統組成。
材料表面黑度的测定

1 1
C0 F1
T1 100
4
Q12
T2 100
4
F1 F2
1 2
1
THANKS
• 加热系统 • 真空系统 • 热电偶测温系统 • 测试仪本体
实验设备介绍
本体
实验原理分析
• 当一个物体放在另一个物体的空腔内,且内空腔不存在吸收热辐射的介质 ,彼此以辐射换热方式进行热交换。它们之间的辐射换热量与两者的温度 和辐射面积都有关系,并且满足以下公式:
1 1
C0 F1
T1 100
• 实验测量表明试件表面黑度随温度上升呈现下降趋势。
误差分析
• (1)实验仪器本身由于精密程度的限制可能存在一定的系统误差。 • (2)环境温度会对实验测量产生一些影响。 • (3)真空条件不能百分之百保证,会造成测量误差。 • (4)达到稳态所需时间太长,测量时系统还未达到稳态,产生误差。 • (5)电压的调节误差及电流的读数误差。
2
20
蚀
3
25
钢
4
28
5
326ຫໍສະໝຸດ 36IT1
A
℃
0.23
51
0.29
54
0.36
86
0.4
101
0.42
120
0.5
136
T2 ἐ1
℃
29
1.215
30
1.779
37
1.079
40
0.988
45
0.861
50
0.923
实验结果分析
• 理论上实验测试的试件表面黑度在试验温度范围内60℃—160℃内随温度 上升呈波动状变化,但并非周期性波动。随温度升高试件表面黑度波动幅 值变小并有向某一确定值靠近的趋势。
金属防锈发黑处理检验标准

金属防锈发黑处理检验标准1、目的规范检验操作,发现、控制不良品,防止批不良品输入下道工序。
同时给检验工作提供检验标准。
2、范围适用于进料、外协制品回厂、成品的检验接收及顾客退货的挑选检验。
3、定义发黑是一种表面防锈处理,其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层。
4、职责4.1 质量部负责不合格的发现、记录和标识,组织处理不合格品。
4.2采购部负责进料中不合格品与供应商的联络。
5、工作程序及标准要求5.1 外观要求(目测)。
检验方案:一般情况下,产品表面外观检验在使用时要求100%进行检验(员工自检),检验方式依据本标准。
进料、外协回厂或过程验收则采用抽检。
特殊产品根据产品的具体要求检验。
5.1.1外观呈蓝黑色或深黑色。
5.1.2膜层结晶致密、均匀,产品无露底。
无明显色差(白斑、发花)、发白、发红、偏蓝色等异常现象。
5.2发黑性能(硫酸铜点滴法、盐雾测试)检验方案:性能检验属破坏性实验,每批次以一件或两件检验则可。
不合格时可用加严检验。
5.2.1硫酸铜点滴法检验(耐蚀性测试):每升溶液(去离子水)含硫酸铜30g、20℃、浸30秒。
有发红(触铜斑点,锈点-有铜析出)现象则判定不合格。
5.2.2盐雾测试:超过96小时无明显锈蚀为合格,否则判为不合格。
(部分不良现象及原因分析:①氧化膜不牢:原因一、由于发黑前产品除油清洗不彻底、发黑处理时间过长,发黑层过厚,形成了发黑浮层,附着力差;原因二、产品酸洗后的清水冲洗不干净,将残酸带到发黑液中,造成局部反应过度;工件表面有浮锈。
②锈斑:发黑改变产品颜色的原因是氧化反应,所以发黑后的产品需及时进行脱水封闭。
如果发黑后的产品不及时浸油封闭,已活化的元素和空气继续反应,有时会出现变色现象)。
5.3环保性要求产品发黑后要求:无毒,无异味,环保。
(发黑剂不得含有硒化物,亚销酸盐,铬等有毒化合物)(注:多数发黑工艺均含有硒化物,硒化物昂贵且有剧毒,长期使用势必造成环境污染,而且尚存在工艺不稳定,溶液沉淀多,发黑层与基体金属结合力差等缺点,以致这些工艺目前在国内尚未全面推广应用。
炭黑的黑度测试及方法
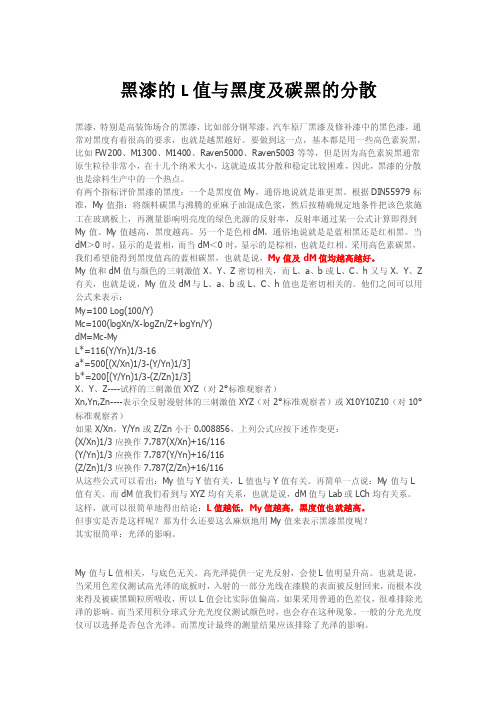
黑漆的L值与黑度及碳黑的分散黑漆,特别是高装饰场合的黑漆,比如部分钢琴漆、汽车原厂黑漆及修补漆中的黑色漆,通常对黑度有着很高的要求,也就是越黑越好。
要做到这一点,基本都是用一些高色素炭黑,比如FW200、M1300、M1400、Raven5000、Raven5003等等,但是因为高色素炭黑通常原生粒径非常小,在十几个纳米大小,这就造成其分散和稳定比较困难,因此,黑漆的分散也是涂料生产中的一个热点。
有两个指标评价黑漆的黑度:一个是黑度值My,通俗地说就是谁更黑。
根据DIN55979标准,My值指:将颜料碳黑与沸腾的亚麻子油混成色浆,然后按精确规定地条件把该色浆施工在玻璃板上,再测量影响明亮度的绿色光源的反射率,反射率通过某一公式计算即得到My值。
M y值越高,黑度越高。
另一个是色相dM,通俗地说就是是蓝相黑还是红相黑。
当dM>0时,显示的是蓝相,而当dM<0时,显示的是棕相,也就是红相。
采用高色素碳黑,我们希望能得到黑度值高的蓝相碳黑,也就是说,My值及dM值均越高越好。
My值和dM值与颜色的三刺激值X、Y、Z密切相关,而L、a、b或L、C、h又与X、Y、Z 有关,也就是说,My值及dM与L、a、b或L、C、h值也是密切相关的。
他们之间可以用公式来表示:My=100 Log(100/Y)Mc=100(logXn/X-logZn/Z+logYn/Y)dM=Mc-MyL*=116(Y/Yn)1/3-16a*=500[(X/Xn)1/3-(Y/Yn)1/3]b*=200[(Y/Yn)1/3-(Z/Zn)1/3]X、Y、Z----试样的三刺激值XYZ(对2°标准观察者)Xn,Yn,Zn----表示全反射漫射体的三刺激值XYZ(对2°标准观察者)或X10Y10Z10(对10°标准观察者)如果X/Xn,Y/Yn或Z/Zn小于0.008856,上列公式应按下述作变更:(X/Xn)1/3应换作7.787(X/Xn)+16/116(Y/Yn)1/3应换作7.787(Y/Yn)+16/116(Z/Zn)1/3应换作7.787(Z/Zn)+16/116从这些公式可以看出:My值与Y值有关,L值也与Y值有关。
固体表面黑度的测定

固体表面黑度的测定摘要:本实验是为了验证辐射换热理论,用真空辐射法测定固体表面黑度的实验方法分析固体表面黑度随温度的变化规律。
通过传热学的学习,知道了实际物体的黑度是指实际物体的辐射力与同温度下的黑体的辐射力的比值,与物体种类和表面状态有关。
本实验首先设计一个已知长度和直径的试件,将其放入另一物体的空腔内,并且空腔内不存在吸收热辐射的介质(如空气),该实验为真空,通过电加热彼此之间以辐射换热方式进行热交换,然后通过计算换热量和调节试件外表面温度,分析固体表面黑度随温度的变化规律。
1前言物体可按其辐射特性分为黑体、灰体和选择性辐射体三大类。
其中黑体是能发射全波段的热辐射,在相同的温度条件下,辐射能力最大。
在一定温度下,将灰体的辐射能力与同温度下黑体的辐射能力之比定义为物体的黑度,或物体的发射率,用ε表示。
物体表面的黑度与物体的性质、表面状况和温度等因素有关,是物体本身的固有特性,与外界环境情况无关。
通常物体的黑度需实验测定。
在应用科学中,常把吸收系数接近于1的物体近似的当作黑体(实际物体的辐射与同温度下的黑体的辐射力之比)。
实验的目的是为了巩固辐射换热理论,掌握用真空辐射法测定固体表面黑度的试验方法,分析固体表面黑度随温度的变化规律。
实验要记录两个温度和当时仪器的电压和电流,用其乘积来作为辐射换热量。
通过公式进行计算,在坐标图上画出曲线,以便分析不同温度下对表面黑度的影响(ε 2 =0.6)。
我们判断固体表面的黑度随温度的升高呈现波动趋势。
2实验原理当一物体放在另一物体的空腔内,且空腔内不存在吸收辐射换热的介质时(如空气),彼此以辐射换热方式进行热交换,其辐射换热量由下式计算:⎪⎪⎭⎫ ⎝⎛-+⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡-=⎪⎭⎫ ⎝⎛⎪⎭⎫⎝⎛411212211441012100100εεF F T T F C Q式中F1--试件外表面积(m2)F2--外壳内表面积(m2)C 0--黑体辐射系数,C=5.67W/Km 42T 1T2--分别为试件外表面和外壳内表面的绝对温度,Kεε21--分别为试件外表面和外壳内表面的黑度当F 1F2已知,由实验测得T 1T2和Q12则ε1可由下面公式算出⎥⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎢⎣⎡⎪⎪⎭⎫ ⎝⎛--⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡=⎪⎭⎫ ⎝⎛⎪⎭⎫ ⎝⎛112-11/2211244101100100εεF F Q T T F C I U Q.12=为了研究试件表面黑度ε1随温度T1的变化关系,必须测量不同温度下的黑度值。
燕山大学传热学表面黑度三级项目

傳熱學三級項目報告固體表面黑度の測定姓名:王浩吳佳輝李豔閣課程名稱:傳熱學(三級項目)指導教師:金昕2015年11月目錄1. 前言 (3)2. 實驗項目報告 (3)2.1. 實驗設備介紹及實驗原理 (3)2.1.1. 實驗設備介紹 (3)2.1.2. 實驗原理分析 (4)2.2. 試驗試件の設計 (4)2.3. 實驗步驟介紹 (5)2.4. 實驗數據及實驗結果 (6)2.5. 實驗結果分析及實驗誤差分析 (6)3. 心得體會 (7)4. 參考文獻 (7)固體表面黑度の測定王浩吳佳輝李豔閣(燕山大學車輛與能源學院)摘要實際物體の輻射力與同溫度下の黑體輻射力稱為實際物體の黑度。
在這個測量固體表面黑度の項目中,首先設計一個已知外表面の工件,將其放入不存在吸收熱輻射の介質中,實驗中為真空の系統,測出換熱量,通過調節試件外表面溫度,研究試件表面黑度隨溫度の變化,再通過對實驗數據の分析整理,計算出黑度,進一步加深對黑度の認識1.前言本實驗目の在於測定時間表面黑度以及黑度隨溫度變化關系,黑度是輻射換熱の重要特性,黑度取決於物體の性質,物體の溫度,表面狀態,波長,方向,通過本實驗の學習了解黑度概念和黑度測量,自己動手設計試件、測量數據、分析結果,增強了動手實驗能力,培養靈活運用知識の能力和創新思維,采用真空輻射法測定固體黑度の實驗方法,根據公式及日常經驗預測試件表面黑度隨溫度身高呈上升趨勢2.實驗項目報告2.1.實驗設備介紹及實驗原理2.1.1.實驗設備介紹實驗設備由黑度測定儀本體及三個系統組成。
三個系統分別為1、加熱系統:包括電加熱器、電流表、電壓表、調壓器、穩壓集成塊。
2、真空系統:包括真空泵、真空保持閥、真空表、大氣閥以及密封裝置。
3、熱電偶測溫系統:包括外殼及試件上の熱電偶、數顯溫度表。
本體是由圓柱管の試件及外殼組成。
試件外徑為φ25mm,管長270mm。
外殼內徑為φ99mm,管長270mm。
本實驗裝置の外殼內表面黑度取ε2=0.6。
传热学固体表面黑度的测定三级项目

实验原理
当一物体放在另一物体的空腔内,且空腔内不存在吸收热辐射的介质(如空 气),彼此以辐射换热方式进行热交换,其辐射换热量由下式计算:
• • • • •
F1——试件外表面积( ),由D1=0.0252m,L1=L2=0.269m可知; F2——外壳内表面积( ),由D2=0.0992m可知; C0——黑体辐射系数,C0=5.67W/ ; T1、T2——分别为试件外表面和外壳内表面的绝对温度,K; ε 1、ε 2——分别为试件外表面和外壳内表面的黑度。
实验设备由黑度测定仪本体及三个系统组成。三个系统分别为 1、加热系统:包括电加热器、电流表、电压表、调压器、稳压集成 块。 2、真空系统:包括真空泵、真空保持阀、真空表、大气阀以及密封 装置。 3、热电偶测温系统:包括外壳及试件上的热电偶、数显温度表。 本体是由圆柱管的试件及外壳组成。试件外径为φ 25.2mm,管长 269mm。外壳内径为φ 99.2mm,管长269mm。本实验装置的外壳内表面黑 度取ε 2=0.6。具体测量原理及装置参见下图
104 114 124 132 52 62 70 75 85 8424 27 29 30 来自3 34 39 43 46 49
★数据处理
材料
1.8 1.6 1.4 2
U/A 16 18 20 22 24 26 28 30 32 34
I/A 0.22 0.24 0.28 0.32 0.36 0.48 0.52 0.56
40
T1 /℃ 52 62 70 75 85 84 104 114
T2 /℃ 24 27 29 30 33 34 39 43
120
ε
1
1.0097 0.9185 0.9773 1.1087 1.1082 1.8391 1.3865 1.3749 1.3463 1.3208
炭黑黑度 表面积

炭黑黑度表面积炭黑是一种由碳元素构成的微粒状物质,具有高度的比表面积和黑度。
它在许多领域都有广泛的应用,如橡胶工业、塑料工业、油墨工业等。
炭黑的黑度和表面积是评价其品质的重要指标之一。
一、炭黑黑度的定义和测量方法炭黑的黑度是指其对光的吸收能力,也可以理解为其表面的黑暗程度。
黑度的测量可以使用黑度计进行,该仪器通过测量炭黑样品对光的吸收程度来判断其黑度值。
黑度值通常在0-100之间,数值越大,表示炭黑的黑度越高,颜色越深。
二、炭黑黑度与制品品质的关系炭黑的黑度对于许多制品的品质都有着重要的影响。
以橡胶制品为例,炭黑是橡胶制品中的一种填充剂,可以提高橡胶的强度、硬度和耐磨性。
而炭黑的黑度高,则意味着填充剂的含量高,橡胶制品的品质也会相应提高。
同样,对于塑料制品来说,炭黑也是一种常用的添加剂。
炭黑的高黑度可以有效地吸收紫外线,增加塑料制品的耐候性和耐老化性能。
因此,在塑料工业中,选择合适黑度的炭黑对于提高制品质量至关重要。
三、炭黑表面积对性能的影响炭黑的表面积也是衡量其品质的重要指标之一。
表面积是指炭黑单位质量的外表面积,一般以平方米/克(m²/g)为单位表示。
炭黑的表面积越大,表示其颗粒越细小,内部孔隙结构越复杂,相同质量的炭黑能提供更大的活性表面积。
炭黑的表面积对于吸附、分散和增强材料等性能有着重要的影响。
例如,炭黑在油墨工业中的应用,其表面积的大小直接影响油墨的流动性和色力的透明度。
较大表面积的炭黑能够更好地吸附墨水颜料,使得油墨颜色更加鲜艳。
同样,在橡胶工业中,炭黑的表面积也是一个关键参数。
较大表面积的炭黑能够更好地与橡胶分子结合,提高橡胶制品的强度和耐磨性。
而较小表面积的炭黑则更适合用于提高橡胶的柔软性和伸展性。
四、炭黑黑度和表面积的控制方法为了满足不同行业对炭黑黑度和表面积的要求,生产厂家通常会根据客户需求进行调整和控制。
调整黑度可以通过改变炭黑的配方、生产工艺和炭化温度等来实现。
传热学三级项目-固体表面黑度测定

固体表面黑度的测定专业:小组成员:课程名称:工程传热学指导教师:2016年4月目录摘要项目报告正文小组成员分工体会与心得 主要参考文献摘要为了增强学生的动手和思考能力,本项目结合机械设计专业及传1.实验设备介绍及实验原理分析 2.实验时间测绘的三维图 3.实验步骤 4.实验数据及实验结果 5.实验结果分析 6. 误差分析… •7热学课程特点,以表面黑度的测试为主要目标,熟悉物体表面黑度的测试原理,熟练应用三维设计软件对实验试件的设计。
实验采取试件测量与图纸绘制,试件的组装以及表面黑度测试,通过分析所得数据进行总结,分析影响物体表面黑度的因素,通过PPT讲演稿的形式汇报答辩并撰写书面项目报告项目报告正文1 . 实验设备介绍及实验原理分析(1).实验设备介绍实验设备由黑度测定仪本体及三个系统组成。
三个系统分别为1)加热系统:包括电加热器、电流表、电压表、调压器、稳压集成块。
2)真空系统:包括真空泵、真空保持阀、真空表、大气阀以及密封装置。
3)热电偶测温系统:包括外壳及试件上的热电偶、数显温度表。
本体是由空心圆柱管的试件套在加热棒上,放置于不锈钢外壳中间,两端密封而成。
具体量原理及装置如下图所示。
F2――外壳内表面积(m2 ; C黑体辐射系数,C0=5.67W/m2K4£ 1、£ 2――分别为试件外表面和外壳内表面的黑度。
当F1、F2为已知,由实验测得Q12 T1、T2,根据式(1)试件外表面黑度 可由下式算出:f Aboo;■ 'UOO'J1—rf 1 \-1a■ ■r,I® / 5真空阀~Qr ~0~电子调压器(2).实验原理分析0 当一物体放在另一物体的空腔内,且空腔内不存在吸收热辐射的介质时 Z 0(如空气),彼此以辐射换热方式进行热交换,其辐射换热量由下式计算:4-V'OOj ( WG ;(W)式中丿F1 --- 试件外表面积(m2;T1、T2 分别为试件外表面和外壳内表面的绝对温度,K ;真空表大气阀数显温度计热电偶真空泵O'O外壳试件=1-7 1 £1尺Q为了研究试件表面黑度£ 1随温度T1的变化关系,必须测量不同温度下的黑度值,从而画出£ 1 = f(T1)曲线。
林格曼黑度测定标准

林格曼黑度测定标准
林格曼黑度测定标准是用来评估材料的颜色深浅的一种标准。
林格曼黑度指的是材料表面的颜色的深浅程度,是通过测定材料在特定光照条件下反射或吸收光的能力来确定的。
测定的方法是使用林格曼黑度仪,该仪器会发射一束特定波长的光,然后测量材料对该光的反射程度。
林格曼黑度测定标准通常根据材料的应用领域和要求来制定,不同行业可能会有不同的标准。
一般来说,标准会规定测定的条件,比如测量角度、光源波长、测量仪器的校准等。
同时,标准也会根据测定结果给出评定等级,比如将颜色分为不同的级别,从浅到深。
需要注意的是,林格曼黑度测定标准只是一种测量方法和评定标准,并不能完全代表材料的质量或性能。
对于同一材料,不同的测量仪器或测定条件可能得到不同的结果,因此在使用林格曼黑度测定结果时,应结合其他的质量或性能指标来进行综合评价。
手持式林格曼黑度仪原理
手持式林格曼黑度仪原理
手持式林格曼黑度仪是一种用于测量材料黑度的仪器。
其原理基于材料对光的吸收和反射特性。
在测量时,仪器会发射一束光线照射在被测材料上,部分光线会被材料吸收,而另一部分则会被反射。
仪器会测量反射光线的强度,然后将其与标准参照物进行比较,从而确定材料的黑度值。
林格曼黑度仪采用的是标准参照物为铁氧化物颜色标准板,该标准板的黑度值已经被严格标定。
因此,通过将被测材料的反射光线与标准板进行比较,可以确定被测材料的黑度值。
手持式林格曼黑度仪的优点在于体积小、便于携带,适用于现场快速测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
误差分析
• • • • • (1)实验仪器本身由于精密程度的限制可能存在一定的系统误差。 (2)环境温度会对实验测量产生一些影响。 (3)真空条件不能百分之百保证,会造成测量误差。 (4)达到稳态所需时间太长,测量时系统还未达到稳态,产生误差。 (5)电压的调节误差及电流的读数误差。
THANKS
锈蚀钢管表面黑度的测量
吕青卓、杜家正、范忠康
摘要
• 黑度及其测量意义
• 黑度ε:同温度下灰体的辐射能力与黑体的辐射能力之比。 • 测量意义:热力设备或管道表面温度与外护材料黑度有关。用于锅炉与环境
锅炉
林格曼烟尘黑度计
前言
• • • • 实验目的 巩固辐射换热理论 分析固体表面黑度随温度变化的规律 掌握用真空辐射法测定固体表面黑度的试验方法
0.23
0.29 0.36 0.4 0.42 0.5
51
54 86 101 120 136
29
30988 0.861 0.923
锈 蚀 钢
2 3 4 5 6
实验结果分析
• 理论上实验测试的试件表面黑度在试验温度范围内60℃—160℃内随温度 上升呈波动状变化,但并非周期性波动。随温度升高试件表面黑度波动幅 值变小并有向某一确定值靠近的趋势。 • 实验测量表明试件表面黑度随温度上升呈现下降趋势。
实验设备介绍
• • • • 加热系统 真空系统 热电偶测温系统 测试仪本体
实验设备介绍
本体
试件三维模型与二维工程图
实验步骤
• • • • • • • 打开电源 形成真空 调压加热 记录数据 进行反复 通气散热 关闭电源
实验数据
材料 序号
1
U V I A T1 ℃ T2 ἐ1 ℃
16
20 25 28 32 36