产品试制通知单(表格模板、DOC格式)
试产通知单、试产记录表
试产 目的
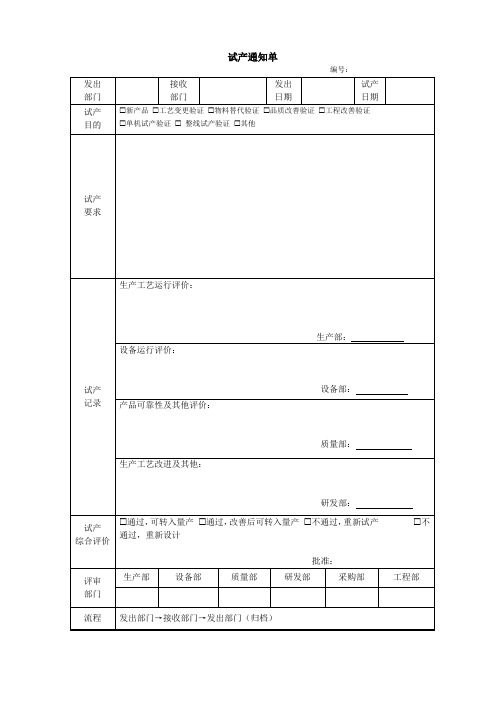
试产通知单
编号:
接收 部门
发出 日期
试产 日期
新产品 工艺变更验证 物料替代验证 品质改善验证 工程改善验证
单机试产验证 整线试产验证 其他
试产 要求
生产工艺运行评价:
设备运行评价:
生产部:
试产 记录
产品可靠性及其他评价:
设备部:
生产工艺改进及其他:
质量部:
研发部:
试产 通过,可转入量产 通过,改善后可转入量产 不通过,重新试产 通过,重新设计
综合评价
评审 部门
生产部
设备部
质 发出部门→接收部门→发出部门(归档)
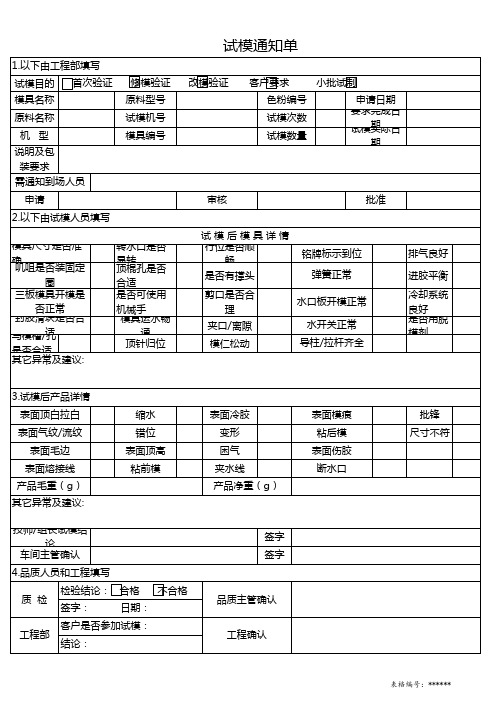
试模通知单
注:1、 本表压铸/ 注塑一 份;填写 完交工程 存底。
2、填 表顺序: 注塑车间 组长--质 检复检-工程确认 签字;
3、由 班组长自 检合格后 画“√ ”;
表格编号:******
其它异常及建议:
缩水 错位 表面顶高 粘前模
技师/组长试模结 论
车间主管确认
4.品质人员和工程填写
检验结论: 合格 不合格
质检
签字:
日期:
客户是否参加试模: 工程部
结论:
表面冷胶 变形 困气 夹水线
产品净重(g)
签字 签字
品质主管确认
工程确认
表面模痕 粘后模 表面伤胶 断水口
批锋 尺寸不符
表格编号:******
1.以下由工程部填写 试模目的 首次验证 模具名称 原料名称
机型 说明及包 装要求 需通知到场人员
申请 2.以下由试模人员填写
修模验证 原料型号 试模机号 模具编号
模具尺寸是否准 确叽咀是否装固定
圈 三板模具开模是
否正常 封胶滑块是否合 马模槽/适孔 是否合适 其它异常及建议:
转水口是否 易顶转棍孔是否 合适 是否可使用 机械手 模具运水畅
通 顶针归位
试模通知单
改模验证
客户要求
小批试制
色粉编号 试模次数 试模数量
申请日期 要求Hale Waihona Puke 成日试模实期际日期
审核
批准
试模后模具详情 行位是否顺
畅
是否有撑头
铭牌标示到位 弹簧正常
剪口是否合 理
夹口/离隙
水口板开模正常 水开关正常
模仁松动
导柱/拉杆齐全
排气良好
进胶平衡
冷却系统 良好 是否用脱 模剂
试产通知单

NO.:
产品名称 项目负责人
试产原因 新产品导入
产品型号
要求试产 完成日期 新供方导入
试产数量 通知日期 新物料导入 设计变更
工艺变更
试产说明
研发部
PMC 采购部 品质部 生产部
抄送
BOM: 图纸: 样机/样品: 新品确认书: 产品技术标准:
排产计划:
试产会签栏 研发总监/日期:
物料到货计划:
PMC/日期:ຫໍສະໝຸດ 部门经理/日期:SIP 制作:
部门经理/日期:
SOP 制作:
部门经理/日期:
PE/日期:
生产总监/日期:
资材部 采购部 生产部 品质部 业务部 总经理
制定/日期:
审核/日期:
批准/日期:
注:试产通知单由研发部填写,经相关部门会签后,由研发总监审核,总经理批准。
产品试制通知单制度格式

产品试制通知单制度格式一、目的为了保证产品试制过程的顺利进行,明确各部门之间的职责和工作流程,制定本产品试制通知单制度。
二、适用范围本制度适用于公司内部所有产品试制环节。
三、流程概述1.产品试制通知单由产品研发部门发起,并经过相关部门的审核和批准。
2.所有部门按照产品试制通知单上的要求完成任务,并及时反馈试制结果。
3.产品研发部门根据试制结果进行评估,并进行相应的修改和改进。
4.产品研发部门根据试制结果和相关部门的反馈,形成最终试制报告。
四、具体流程1.产品研发部门发起产品试制通知单,并填写相关内容,包括试制的目的、时间、资源需求等。
2.产品研发部门将产品试制通知单送交相关部门审核。
3.相关部门对产品试制通知单进行审核,并在规定时间内给出初步意见和建议。
4.产品研发部门根据审核结果进行修改,并将修改后的通知单送交相关部门审批。
5.相关部门对修改后的产品试制通知单进行审批,并在规定时间内给出最终意见和建议。
6.产品研发部门根据审批结果确定试制的具体时间和资源需求,并将通知单发送给相关部门。
7.相关部门按照产品试制通知单上的要求完成试制任务,并在规定时间内提交试制结果。
8.产品研发部门根据试制结果进行评估,并进行相应的修改和改进。
9.产品研发部门根据试制结果和相关部门的反馈,形成最终试制报告,并将报告送交公司领导审核。
10.公司领导审核试制报告,并在规定时间内给出审批意见。
11.产品研发部门根据公司领导的审批意见进行修改,并将修改后的报告提交给公司领导。
12.公司领导对修改后的报告进行审批,并在规定时间内给出最终意见和决策。
五、责任人-产品研发部门负责发起产品试制通知单,并进行后续的评估和改进工作。
-相关部门负责审核产品试制通知单、按要求完成试制任务并及时反馈试制结果。
六、制度宣贯和培训公司应定期对该制度进行宣贯和培训,以确保全体员工对产品试制通知单制度有清晰的理解和掌握,并能够正确执行。
七、执法和检查公司应设立相应的监督机构,监督产品试制通知单制度的实施情况。
试产通知单精选全文完整版
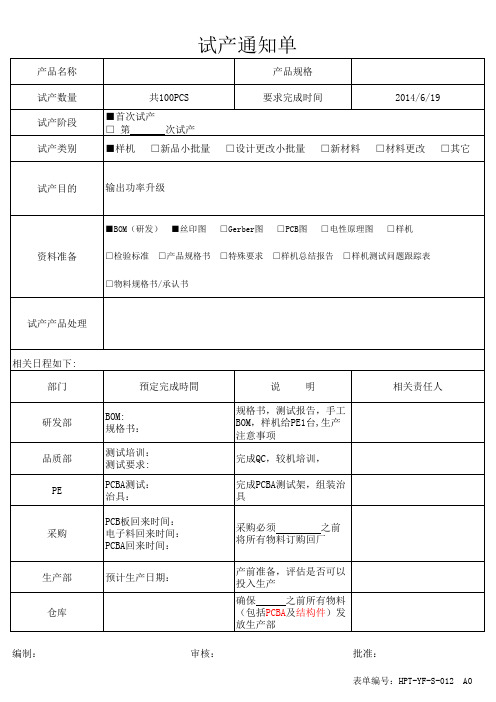
采购必须
之前
将所有物料订购回厂
产前准备,评估是否可以 投入生产
确保
之前所有物料
(包括PCBA及结构件)发
放生产部
相关责任人
审核:
批准:
表单编号:HPT-YF-S-012 A0
产品名称产品规格
共100PCS
■首次试产
□第
次试产
■样机 □新品小批量
要求完成时间 □设计更改小批量 □新材料
2014/6/19 □材料更改 □其它
试产目的
输出功率升级
资料准备
■BOM(研发) ■丝印图 □Gerber图 □PCB图 □电性原理图 □样机 □检验标准 □产品规格书 □特殊要求 □样机总结报告 □样机测试问题跟踪表 □物料规格书/承认书
试产产品处理
相关日程如下: 部门 研发部 品质部 PE
采购
生产部 仓库 编制:
預定完成時間
BOM: 规格书:
测试培训: 测试要求: PCBA测试: 治具:
PCB板回来时间: 电子料回来时间: PCBA回来时间:
预计生产日期:
说明
规格书,测试报告,手工 BOM,样机给PE1台,生产 注意事项
完成QC,较机培训,
试产的通知书

试产的通知书
工程名称:试产工程编号:AL-TF3-001立项日期:2021-11-26机型试产數量和颜色预计试产时间预计试产完成时间E3231 数码播放器红,白,蓝,黑各100套12 月 12 号11 月 15 号
试产目的 : 1. 结构 :验证结构是否存在问题。
2.工艺 : 验证颜色,电镀 .
3.治具 : 验证治具和组装。
4.模具 : 验证所有模具是否存在问题。
5.电子:验证功能及产品可靠性
试产 BOM发
放
12 月 3 日正式样品
12 月 6 日
提供样品給
12 月 6 日
相关部门时间组装时间生产部時間
各部门试产前样品需求狀況如下:
部门數量用途
工程部20用于老化和可靠性测试〔用后需退回生产部〕
品质部1做样板参考及培训 QC用
生产部1用于排拉及组装检验
市场部4用于颜色及功能确认。
相关日程如下 :
部门預定完成時間说明相关责任人工程部12月 6 日完成 BOM,插件样品,成品样品,作业指导书
品质部12月 9 号完成 QC,较机培训,
治具12月 5 号完成 PCBA测试架,组装治具
采购12月 8 号采购必须 12 月 8 号之前将所有物料订购回厂
生产部12 月 11 号产前准备,评估是否可以投入生产
仓库12 月 12 号确保 12 日之前所有物料〔包括
PCBA及电渡件〕
发
放生产部
各部门意见补充:
备注 : 试产时间紧迫,请相关部门配合 .
制表:范才斌确认:。
试产通知书
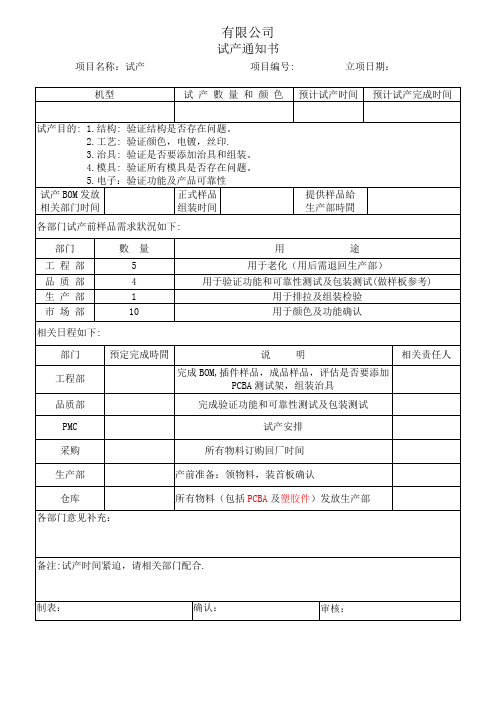
生产部時間
各部门试产前样品需求狀況如下:
部门
數 量
用 途
工 程 部
5
用于老化(用后需退回生产部)
品 质 部
4
用于验证功能和可靠性测试及包装测试(做样板参考)
生产 部
1
用于排拉及组装检验
市 场 部
10
用于颜色及功能确认
相相关责任人
工程部
完成BOM,插件样品,成品样品,评估是否要添加PCBA测试架,组装治具
项目名称:试产项目编号:立项日期:
机型
试 产數量和 颜 色
预计试产时间
预计试产完成时间
试产目的:1.结构: 验证结构是否存在问题。
2.工艺: 验证颜色,电镀,丝印.
3.治具: 验证是否要添加治具和组装。
4.模具: 验证所有模具是否存在问题。
5.电子:验证功能及产品可靠性
试产BOM发放
相关部门时间
正式样品组装时间
品质部
完成验证功能和可靠性测试及包装测试
PMC
试产安排
采购
所有物料订购回厂时间
生产部
产前准备:领物料,装首板确认
仓库
所有物料(包括PCBA及塑胶件)发放生产部
各部门意见补充:
备注:试产时间紧迫,请相关部门配合.
制表:
确认:
审核: