低碳锰硅合金标准
中低碳锰铁技术操作规程

中低碳锰铁技术操作规程1成品规格1.1牌号及化学成分中低碳锰铁按锰及杂质含量不同,分低碳锰铁、中碳锰铁六个牌号。
其化学成分应符合表I规定。
表1 中低碳锰铁(GB/T3795-2006)高纯锰铁分为两个牌号,其化学成分应符合表2规定需方如对化学成分有特殊要求,可由供需双方另行商定。
表2高纯锰铁1.2物理状态表3中低碳锰铁成品粒度范围1.2.1中低碳锰铁一般以块状交货,也可以粒状交货,其供货粒度应 符合表3的规定。
122需方如对粒度有特殊要求,可与供方协商。
2原料技术条件 2.1锰矿2.1.1对锰矿石的要求根据所生产的中低碳锰铁牌号不同,入炉锰矿石也相应地分为七 种牌号,其主要质量指 标应符合表4规定。
表4入炉锰矿技术要求2.1.2锰矿的粒度5〜80 mm,水分小于3%2.1.3锰矿中不得混有硅石和碳质杂物。
2.2锰硅合金2.2.1化学成分生产不同牌号的中锰所用锰硅合金的化学成分如表5所示表5锰硅合金化学成分2.2.2物理状态正常情况下锰硅合金呈液态兑入中锰炉内,要求液态锰硅合金表面无渣。
2.3石灰2.3.1 化学成分:石灰CaO85cYo, SiO 2.0cYo P< 0.005%;粒度10〜60 mm;要求石灰粒度均匀,其中小于10 mm的粉末不大于5%生、过烧不超过总量的5%232物理状态:粒度在10~50 mm生烧不超过5%不得带有碳质夹杂物、煤渣。
3配料3.1 原料配比由电炉技术员计算,经分厂技术组审核,生产厂长同意后,共同确定实施。
当炉料化学成分、水分、炉渣碱度、炉况等有较大变化时,当班冶炼班长对料比可做适当调整。
3.2要求原料称量准确,料批中配料误差不超过士2 kg。
3.3班长要经常检查原料变化情况,如有变化及时处理。
3.4配料工应经常观察原料变化情况,发现问题应及时向班长汇报。
3.5配料应按石灰、锰矿顺序进行,配料平台应有破碎好的锰硅合金,留作备用。
3.6原料配比及消耗数量要如实填写在冶炼卡片上。
锰硅合金中的锰、硅、磷含量的快速检测方法
锰硅合金中的锰、硅、磷含量的快速检测方法赵晶晶;宁海龙;常健辉【摘要】建立一种快速测定锰硅合金中主量、次量元素的方法.样品经溶解后,用电感耦合等离子体发射光谱法测定锰硅合金中的硅、磷含量,用自动电位滴定法测定锰硅合金中的锰含量.该方法用于两种标准物质YSBC18603-08和GSB03-1946-2005的实际分析,Mn,Si,P的测定值与标准值吻合,RSD( n=11)为0.147%~1.42%;Mn,Si,P的回收率95.8%~99.64%.与现行国标方法相比,分析周期短,适用于大宗锰硅合金进出口检验的要求.【期刊名称】《现代仪器与医疗》【年(卷),期】2012(018)004【总页数】4页(P80-83)【关键词】锰硅合金;锰;硅;磷;电感耦合等离子体发射光谱法;自动电位滴定法【作者】赵晶晶;宁海龙;常健辉【作者单位】阿拉山口检验检疫局阿拉山口 833418;阿拉山口检验检疫局阿拉山口 833418;中哈管道有限责任公司阿拉山口 833418【正文语种】中文【中图分类】TH83锰硅合金是由锰、硅、铁、磷及少量碳和其它元素组成的合金,是一种用途较广、产量较大的铁合金。
锰硅合金是炼钢常用的复合脱氧剂,又是生产中低碳锰铁和电硅热法生产金属锰的还原剂。
随着中国经济的发展,汽车、道路、建筑、房地产等市场的持续发展,对钢铁的需求量将继续增大,因而对锰硅合金的需求也会持续增大。
锰是炼钢过程中最主要的脱氧剂之一,几乎所有的钢种都需要用锰来脱氧。
硅是生铁和碳钢中仅次于锰的最重要的合金元素。
锰、硅、磷的含量是评价锰硅合金质量的重要指标。
现有的对锰硅合金中锰、硅、磷含量的检测方法,多采用对不同元素逐一样品前处理,再测定,而且测定方法较为复杂,不利于口岸的快速通关。
例如现行国标方法GB/T5686.1[1]采用滴定法测定锰含量,方法1电位滴定法使用氢氟酸及高氯酸,有一定的危险性,而且使用的电位滴定仪自动化程度较差。
我国锰系合金生产工艺介绍

我国锰系合金生产工艺介绍锰铁:锰和铁组成的铁合金。
主要分类:高碳锰铁(含碳7%)、中碳锰铁(含碳1.0~1.5%)、低碳锰铁(含碳0.5%)、金属锰、镜铁、硅锰合金。
高炉冶炼一般采用1000米3以下的高炉,设备和生产工艺大体与炼铁高炉相同。
锰矿石在由炉顶下降的过程中,高价的氧化锰(MnO2,Mn2O3,Mn3O4)随温度升高,被CO逐步还原到MnO。
但MnO只能在高温下通过碳直接还原成金属,所以冶炼锰铁需要较高的炉缸温度,为此炼锰铁的高炉采用较高的焦比(1600公斤/吨左右)和风温(1000℃以上)。
为降低锰损耗,炉渣应保持较高的碱度(CaO/SiO2大于1.3)。
由于焦比高和间接还原率低,炼锰铁高炉的煤气产率和含CO量比炼铁高炉高,炉顶温度也较高(350℃以上)。
富养鼓风可提高炉缸温度,降低焦比,增加产量,且因煤气量减少可降低炉顶温度,对锰铁的冶炼有显著的改进作用。
电炉冶炼近年来,国内外众多铁合金厂家就如何在硅锰冶炼中提高锰元素回收率,进行了深入的研究和时间。
虽然在工艺配比、渣型选择、配送点制度等方面存在不尽相同的观点,但这些厂家均通过时间提高了回收率。
“精料入炉,优化配料”是合金生产的发展方向之一,不同理化性能原料的搭配在很大程度上影响着铁合金的各项经济技术指标。
提高入炉有效功率。
电炉设备参数和电器操作制度对炉内冶炼熔池温度影响较大,温度差异直接影响化学反应速率。
根据设备参数及实际原料条件合理地选择供电制度,确定合适的二次电压、二次电流、有功功率,使电炉熔池和极心圆功率密度达到最理想状态,电炉甚至可以通过超负荷运行来确保熔池达到足够高的冶炼温度。
温度越高,MnO和SiO2还原进入合金的程度越大,其中MnO和SiO2对还原温度的要求更高。
在铁合金电炉内,主要存在由电能向热能的转化,即提高有效入炉功率有利于提高炉膛温度,同时有利于促进Mn和Si的还原。
选择合理的工艺制度。
锰硅合金炉料配比以精料入炉为原则,入炉原料的有效成分应包括Mn、Fe、SiO2的总和(下问题到的有效成分皆同上),有效成分越高,即主要元素的富集度越高,越有利于增大锰矿石还原反应速率,MnO和SiO2还原形成合金的程度越深。
铁合金、电解金属锰行业规范条件-中华人民共和国工业和信息化部

附件1铁合金、电解金属锰行业规范条件为促进铁合金、电解金属锰行业结构调整和优化升级,引导和规范铁合金、电解金属锰企业投资和生产经营,依据国家相关法律法规、产业政策和标准规范,制定本规范条件。
一、总则(一)本规范条件适用于新(改、扩)建铁合金、电解金属锰生产企业。
鼓励现有企业对照本规范条件有关要求积极进行技术改造,努力提升工艺技术、节能环保、安全生产等水平。
(二)本规范条件所称铁合金是指采用矿热炉生产的硅铁、工业硅、锰硅合金、高碳锰铁、高碳铬铁、镍铁,其他铁合金品种(含高炉生产的镍铁)暂不纳入规范条件。
(三)本规范条件所称电解金属锰是指锰矿酸浸获得锰盐溶液,经电解槽电解生产的金属锰。
二、生产布局(一)铁合金、电解金属锰生产企业须符合全国主体功能区规划、区域规划、土地利用规划、节能减排规划、环境保护规划、安全生产规划等规划要求。
(二)铁合金、电解金属锰生产企业应布设在工业园区或工业集中区内。
在依法依规设立的自然保护区、风景名胜区、文化遗产保护区、饮用水水源保护区、生态功能保护区,以及森林公园、地质公园、湿地公园等特殊保护地,不得建设铁合金、电解金属锰生产企业。
(三)铁合金、电解金属锰生产企业卫生防护距离应符合相关国家标准和规范要求。
三、工艺装备(一)主体工艺装备1.硅铁、工业硅矿热炉应采用矮烟罩半封闭型,锰硅合金、高碳锰铁、高碳铬铁矿热炉应采用全封闭型,镍铁矿热炉采用矮烟罩半封闭或全封闭型,矿热炉容量≥25000千伏安(革命老区、民族地区、边疆地区、贫困地区矿热炉容量≥12500千伏安),同步配套余热和煤气综合利用设施。
2.电解金属锰单条生产线(1台变压器)规模应达到10000吨/年及以上,单个厂区生产规模达到30000吨/年及以上;化合槽有效容积≥250立方米,配备酸雾吸收装置。
(二)环保、节能、安全及综合利用设施1.铁合金生产原料的贮存应采用封闭料场,加工处理采用高效节能的预处理系统,配料和上料采用自动化控制操作系统;原料加工处理、配料、上料等粉尘产生部位,配备除尘及回收处理装置。
锰铁的生产

锰铁的生产锰和铁组成的铁合金,在炼钢中用作脱氧剂和合金添加剂,是用量最多的铁合金。
冶炼锰铁用的锰矿一般要求含锰40%^50%锰铁比大于7,磷锰比小于0.003 。
冶炼前,碳酸锰矿要先经焙烧,粉矿需经烧结造块。
含铁含磷高的矿石一般只能搭配使用, 或通过选择性还原得低铁低磷的富锰渣。
冶炼时用焦炭作还原剂,某些厂也配用瘐煤或无烟煤。
辅助原料主要为石灰, 冶炼锰硅合金时一般要配加硅石。
锰铁产品按不同含碳量分为碳素、中碳、低碳三类。
在锰系铁合金名常用的还有锰硅合金、镜铁和金属锰。
碳素锰铁国际上一般标准为含75%^80%我国为适应锰矿品位低的原料条件,规定了含锰较低的牌号(电炉锰铁含锰65%以上,高炉锰铁含锰50%以上)。
冶炼碳素锰铁过去主要用高炉,随着电力工业的发展,用电炉的逐渐增多。
目前西欧和我国用高炉为主,挪威、日本都用电炉,原苏联、澳大利亚、巴西等国新建锰铁工厂也采用电炉。
一、高炉冶炼一般采用1000m3以下的高炉,设备和生产工艺大体与炼铁高炉相同。
锰矿石在电炉顶下降的过程中,高价的氧化锰(MnO,MnO, MnsO)随温度升高,被CO逐步还原到MnO但MnO只能在高温下通过碳直接还原成金属,所以冶炼锰铁需要较高的炉缸温度,为此炼锰铁的高炉采用较高的焦比(1600kg/t )左右和风温(1000 E以上)。
为降低锰损耗,炉渣应保持较高的碱度(CaO/SiQ大于1: 3)。
由于焦比高和间接还原率低,炼锰铁高炉的煤气产率和CO量比炼铁高炉为高,炉顶温度也较高(350C以上)。
富气鼓风可提高炉缸温度,降低焦比,增加产量,且因煤气量减少可降炉顶温度,对锰铁的冶炼有显著的改进作用。
电炉冶炼锰铁的还原冶炼有熔剂法(又称低锰渣法)和无熔剂法(高锰渣法)两种。
熔剂法原理和高炉冶炼相同,只是以电能代替加热用的焦炭。
通过配加石灰形成高碱度炉渣(CaO/SiQ为1.3〜1.6 )以减少锰的损失。
无熔剂法冶炼不加石灰,形成碱度较低(CaO/SiQ v 1.0 )含锰较高的低铁低磷富锰渣。
ICP-AES法测定低碳锰铁中磷、铁、硅
69 ] 及稀硫硝混酸[ 硝酸) ( : 4 ( : 硫酸) V 水 ) :( = 84 :5 ] 进 行 溶样 条件 实验 。 :0 92 2 2 溶样 酸 物理性 质 的影 响 . 液体 的物 理 性 质尤 其 是 密 度 、 度 的 变化 可 导 黏 致部分基体受到干扰。无机酸中硫酸对谱线强度 的 影 响较 大 。 为验证 各 溶 样 酸 对 谱 线 强 度 的 影 响 , 分 别 在各 溶样 酸 中加 入质 量浓 度 为 5 gmL的磷 、 、 1/ x 铁
杯中, 加入稀硫硝混合酸[ ( 硝酸) 硫酸)V 水) : ( :( = 84 :5 ]0m 置 于 电 热 板 上 , 温 加 热 至 试 样 :0 9 2 8 L, 低
收 稿 日期 :0 1 80 2 1 - -2 0
作者 简介 : 郝荷芳 , ,96年 出生 ,9 1年毕业于太 原理工 大学 , 女 16 19 学 士学位 , 工程师 , 现主要从事矿产、 化工、 冶金产品的分析与检验工作 。
硅 标 准溶 液 , 进行 各元 素 的谱线 扫描 。结 果 表 明 , 各
G 2 2 - (6 1 ] 1 0 gm ; 60 09 2 0 ) : 00l / L 硅标准溶液[ S 0 x GB G 20 -0 10 ) :0 gmL 磷 标 准 溶 液 [ S 60 79 (4 1 ] 5 0 I/ ;  ̄ GB G 2 0 -0 10 ) : 0 g mL 硝 酸 质 量 浓 度 : 6 0 99 ( 5 2 ] 10 0 I / ; x 约 14 / ; 酸质量 浓 度 : 1 8 / L; . 2g mL 硫 约 . 4g m 实验 用 水 : 馏水。 蒸
锰系铁合金冶炼工艺

4MnO2· 2H2O
MnCO3+附着水
H2O
H2O
MnCO3
MnO
100 ~150 ℃H2O来自≥525 ℃CO2
3 硅锰合金生产原理与工艺
硅锰铁合金的用途 1) 复合脱氧剂(炼钢预脱氧) 2) 中间合金(中低碳锰铁还原剂)
锰硅铁合金常用牌号:FeMn68Si18, FeMn64Si14, FeMn60Si28 硅锰冶炼的原料:锰矿(富锰渣),硅石,焦炭,石灰等 锰硅铁合金冶金原理: 总反应:MnO·SiO2 + 3C = MnSi(Fe) + 3CO MnO·SiO2 + 4/3C = 1/3Mn3C + SiO2 + CO (低温) SiO2 + 2C = Si + 2CO (高温) 1/3Mn3C + Si = MnSi + 1/3C (Mn3C是中间产物)
<0.003
可直接用于冶炼电炉或高炉锰铁合金
2.中磷中铁锰矿石
3-5
0.003- 0.005
可用于冶炼高碳锰铁或配矿冶炼锰合金
3.高磷高铁锰矿石
<3
>0.005
不能直接用于冶炼锰铁合金,往往采用 二步冶炼。(1)炼制成低磷低铁富锰渣 (2)再冶炼锰质合金。
我国锰矿资源量大,但锰品位较低。
锰矿的评价
钢灰色
3.9
单斜
4~6
褐锰矿
Mn2O3
黑棕色
4.7~4.9
四方
6~6.5
黑锰矿
Mn3O4
黑色
4.7~4.8
四方
5
水锰矿
Mn2O3·3H2O
钢灰色
4.2~4.4
低磷低碳锰硅合金(高硅硅锰)
低磷低碳锰硅合金(高硅硅锰)低磷低碳锰硅合金(高硅硅锰合金)技术操作规程1牌号及化学成分(见表1)表1 低磷低碳锰硅合金牌号和化学成分(%)┏━━━━━━━━━┳━━━━━━━━┳━━━━━━━━━━━━━━━━━━━━━━━━━━━┓┃┃┃化学成分┃┃品种┃牌号┃┃┃┃┣━━━━━┳━━━━━┳━━━━━━━┳━━━━━━━┫┃┃┃ Mn ┃ Si ┃ C ┃ P ┃┣━━━━━━━━━╋━━━━━━━━╋━━━━━╋━━━━━╋━━━━━━━╋━━━━━━━┫┃┃ FeMn60Si28 ┃ 60 --62 ┃≥28 ┃≤0. 050 ┃≤0. 050 ┃┃高硅锰硅合金I ┃┃┃┃┃┃┃┣━━━━━━━━╋━━━━━╋━━━━━╋━━━━━━━╋━━━━━━━┫┃┃ FeMn58Si28 ┃ 58~60 ┃≥28 ┃≤0. 050 ┃≤0. 050 ┃┣━━━━━━━━━╋━━━━━━━━╋━━━━━╋━━━━━╋━━━━━━━╋━━━━━━━┫┃┃ FeMn60Si28 ┃ 60~62 ┃≥28 ┃≤0. 080 ┃≤0. 080 ┃┃高硅锰硅合金II ┃┃┃┃┃┃┃┣━━━━━━━━╋━━━━━╋━━━━━╋━━━━━━━╋━━━━━━━┫┃┃ FeMn58Si28 ┃ 58~60 ┃≥28 ┃≤0. 080 ┃≤0. 080 ┃品种牌号化学成分Mn Si C P 高硅锰硅合金IFeMn60Si28 60~62 ≥28 ≤0.050 ≤0.050FeMn58Si28 58~60 ≥28 ≤0.050 ≤0.050 高硅锰硅合金IIFeMn60Si28 60~62 ≥28 ≤0.080 ≤0.080FeMn58Si28 58~60 ≥28 ≤0.080 ≤0.080 2锰矿技术条件(含喂线因素)(见表2)表2锰矿技术条件(%)品种牌号Mn/Fe范围P/Mn ≤高硅锰硅合金I FeMn60Si28 8.5~10 0. 0008 FeMn58Si28 7.5~9 0. 00085.3.8 将出铁包拉出脱磷处理站,测包内铁水温度。
中碳锰铁主要用途

中碳锰铁主要用途锰铁:锰和铁组成的铁合金。
主要分类:高碳锰铁(含碳为7%) 、中碳锰铁(含碳1.0 ~1.5%) 、低碳锰铁(含碳0.5%) 、金属锰、镜铁、硅锰合金。
在炼钢中,用作脱氧剂和合金添加剂,是用量最多的铁合金。
冶炼锰铁用的锰矿一 般要求含锰40~50%,锰铁比大于7,磷锰比小于0.003。
冶炼前,碳酸锰矿要先经焙烧, 粉矿需经烧结造块。
含铁含磷高的矿石一般只能搭配使用, 或通过选择性还原炼得低铁低磷 的富锰渣。
冶炼时用焦炭作还原剂,某些厂也配用瘦煤或无烟煤。
辅助原料主要为石灰,冶 炼锰硅合金时一般要配加硅石。
碳素锰铁国际上一般标准为含锰75~80%,中国为适应锰矿品位低的原料条件, 规定了含锰较低的牌号(电炉锰铁含锰65%以上,高炉锰铁含锰50%以上) 。
冶炼碳素锰铁 过去主要用高炉,随着电力工业的发展,用电炉的逐渐增多。
目前西欧和中国用高炉为主, 挪威、日本都用电炉,苏联、澳大利亚、巴西等国新建锰铁工厂也采用电炉。
高炉冶炼编辑本段一般采用1000米3以下的高炉,设备和生产工艺大体与炼铁高炉相同。
锰矿石在由 炉顶下降的过程中,高价的氧化锰(MnO2,Mn2O3,Mn3O4)随温度升高,被 CO 逐步还原 到 MnO。
MnO 只能在高温下通过碳直接还原成金属, 但 所以冶炼锰铁需要较高的炉缸温度, 为此炼锰铁的高炉采用较高的焦比 (1600公斤/吨左右)和风温(1000℃ 以上)。
为降低锰损 耗,炉渣应保持较高的碱度(CaO/SiO2大于1.3)。
由于焦比高和间接还原率低,炼锰铁高炉 的煤气产率和含 CO 量比炼铁高炉为高,炉顶温度也较高 (350℃ 以上)。
富氧鼓风可提高炉 缸温度,降低焦比,增加产量,且因煤气量减少可降低炉顶温度,对锰铁的冶炼有显着的改 进作用。
电炉冶炼编辑本段锰铁的还原冶炼有熔剂法(又称低锰渣法)和无熔剂法(高锰渣法)两种。
熔剂法 原理与高炉冶炼相同,只是以电能代替加热用的焦炭。
锰系合金的冶炼

5 锰系合金的冶炼5.1 锰铁的牌号及用途锰铁是锰与铁的合金,其中还含有碳、硅、磷及少量其他元素。
电炉冶炼的锰铁,根据其含碳量的不同,又分为高碳锰铁(碳素锰铁)、中碳锰铁和低碳锰铁三种,其牌号及化学成分见表5-1表5-1 电炉锰铁牌号其化学成分(GB/T3795-96)在锰系合金中含有足够硅量的锰铁合金称为锰硅合金,其牌号及化学成分见表5-2。
表5-2 锰硅合金牌号及其化学成分(GB/T4008-96)注:硫为保证元素,其余均为必测元素含有极少量的其他元素,而其余均为锰的合金称为金属锰,其牌号及化学成分见表5-3表5-3金属锰牌号及其化学成分(GB2774-91)在锰系合金中还有一种含硅、碳、磷量与高碳锰铁相近,而含锰量仅为20%~30%,并且因其断面光亮如镜而得名的镜铁。
锰是钢铁生产中不可缺少的元素之一。
由于锰与氧、硫有较大的亲和力,常用锰铁作为炼钢的脱氧剂和脱硫剂。
另外,锰铁还作为炼钢的合金剂加入钢中,改善钢的机械性能,增加钢的强度、硬度、延展性和耐磨性等。
此外,锰铁还大量用于电焊条的生产,金属锰广泛用于生产锰青铜和铝合金。
在化学工业中也得到利用。
5.2 锰及其化合物的物理化学性质5.2.1 锰的主要物理化学性质相对原子量 54.938 密度 7300kg/m 3 熔点 l517K 沸点 2368K 熔点热 7.37kJ/mol 蒸发热 225.0 kJ/mol锰有四种变化形态,各种变态的晶格也不同: α——小于1000K 稳定,立方体; β——由l000K 到1374K 稳定,立方体; γ——由1374K 到1410K 稳定,面心四面体; δ——由1410K 到1517K 稳定,体心立方体。
转变热为:=,;,;=,H /81.2281H /J 2240H ∆→=∆→∆→δγαββαmol J mol mol /3J .1800。
锰的蒸气压力很大,易挥发,生产锰系合金时要防止锰的挥发损失,特别是冶炼金属锰,锰硅合金。
锰硅合金
锰硅合金相关资料查询一、概述锰硅合金是锰与硅、铁组成的三元合金,产品呈块状,颜色为灰褐色,主要元素为锰(Mn)、硅(Si)、铁(Fe)、碳(C)、磷(P)、硫(S),其中锰、硅、铁为有用元素,碳、磷、硫为有害元素,常规检测分析元素为锰、硅、磷、硫。
根据产品锰、硅量的不同,现行国家标准分为8个牌号,而每个牌号又根据含磷量的不同分为三个组级,含Mn量在6 0~72%之间,含Si量在14~28%之间。
锰硅合金作为炼钢过程的重要原料,在我国工业生产中占有十分重要的地位。
现行锰硅合金国家标准已达到国际先进水平。
二、产制锰硅合金生产设备一般采用矿热炉。
矿热炉又称电弧电炉或电阻电炉,是一种耗电量巨大的工业电炉。
工作时电极插入炉料进行埋弧操作,利用电弧的能量及通电时炉料电阻产生能量来熔炼金属,通过陆续加料,间歇式出铁渣,完成连续作业。
矿热炉按用途分很多种,其中用于锰硅合金冶炼的硅锰炉工作时反应温度1350℃-1400℃,电耗约为3500-4000 KW*h/t。
锰硅合金冶炼过程实际上是各种氧化物的还原过程(在矿热炉内将电能转变成热能),用硅作还原剂,同时还原锰矿石和硅石中的锰、硅和铁的氧化物,使之结合成稳定的MnSi,最终生产出合格的锰硅合金。
锰硅合金所用原料主要有锰矿石、硅石、焦炭,此外还可使用白云石、萤石等辅料作为调整炉渣之用。
目前,国内锰硅合金生产用矿热炉变压器容量多在1800~25000千伏安范围,分敞口式和封闭式两种,也可分为固定式和旋转式两种,部分乡镇企业也使用较简易的矿热炉。
但《产业结构调整指导目录(2005年本)》将3200千伏安及以下矿热电炉列为淘汰类项目。
三、用途锰硅合金主要作为炼钢过程中的合金添加剂,或作为复合脱氧剂及脱硫剂使用,亦可作为低中碳锰铁冶炼过程中的还原剂。
四、产地及输出地国内主要生产地有贵州、吉林、上海、辽宁、湖南、四川等省。
目前,锰硅合金主要出口日本、韩国、香港等国家和地区。
压力容器用钢板通用要求标准规范

压力容器用钢板通用要求标准规范 1
A20/A 20M-07
本标准是基于 A20/A 20M 标准的基础上提出的;标号后面的数字表示初始
版本的年代,如有再版,则指最新再版的年代。括号中的数字表示最新批准通过
的年代。上标(ε)表示最新再版或重新批准后编排上的更改。
本标准已经被国防部批准使用。
常可以提供下列尺寸的钢板:
宽度 英寸[mm]
厚度英寸[mm]
>8[200]
≥0.229[≥6.0mm]
>48[1200]
≥0.179[≥4.6mm]
3.1.7.1 讨论——可以得到不同厚度、宽度和长度的钢板,这取决于不同生产方
和加工方设备与工艺能力。基于尺寸(厚度、宽度和长度)的钢板以前的限定不
考虑当前生产和工艺能力。要使钢板达到特定产品规范要求,则必须进行所有适
MIL-STD-163:准备用于海运和存贮的钢产品 6
2.4 美国联邦标准:
Fed.Std.No.123:海运标记(国内代理)6
2.5 汽车工业集团标准:
B1 Bar 代码标准 7
注:5、可以从美国机械工程师协会(ASME)获得,ASME 国际总部地址:Three Park
Ave., New York, NY 10016-5990, .
[1800mm])。
3.1.3 热处理术语——见 3.1.8 及术语 A941。
3.1.4 热成形——在钢板被加热至使晶粒细化所要求的温度后执行永久变形的成
形操作。
3.1.5 生产方——是采用热轧方法直接控制钢锭、板坯轧制成热轧钢板或板卷;
而对轧制钢板来说,则是直接控制或负责与成品钢板有关的一个或多个操作的组
cr20ni14si2的执行标准

cr20ni14si2的执行标准CR20NI14SI2是一种铁基高温合金,含有20%铬,14%镍和2%硅。
这种合金具有优异的耐高温性能和抗氧化性能,广泛应用于高温环境下的石油化工、煤化工、电力、航空航天等领域。
CR20NI14SI2的执行标准是指该合金在生产和应用过程中需符合的标准规范。
执行标准通常包括合金化学成分、力学性能、物理性能、加工工艺和应用范围等方面的要求。
下面将对CR20NI14SI2的执行标准进行详细介绍。
1. 合金化学成分要求:CR20NI14SI2的执行标准对其化学成分进行了明确要求。
合金中铬的含量应在19.5-21.5%范围内,镍的含量应在13.5-15.5%范围内,硅的含量应在1.5-2.5%范围内。
这些要求保证了合金中主要元素的比例和含量符合标准,从而确保了合金的基本性能。
2. 力学性能要求:CR20NI14SI2在高温下需要具备良好的强度和延展性。
执行标准规定了合金的抗拉强度、屈服强度、断裂伸长率和硬度等力学性能指标。
这些指标对于合金在高温环境下的使用性能至关重要,能够保证合金的耐久性和可靠性。
3. 物理性能要求:CR20NI14SI2在高温工作条件下需要具有优异的抗氧化性能,不易发生烧结、腐蚀和变形。
执行标准对合金的高温抗氧化性能、热膨胀系数和导热性能等物理性能进行了要求。
这些指标保证了合金在高温环境中的稳定性和可靠性。
4. 加工工艺要求:CR20NI14SI2的执行标准还对合金的加工工艺进行了规定。
合金在生产和加工过程中需要符合一系列参数和要求,如热处理温度、冷却速率、加工硬化等。
这些要求保证了合金的加工性能和工艺可控性。
5. 应用范围:CR20NI14SI2是一种高温合金,其主要应用于高温环境下的石油化工、煤化工、电力、航空航天等领域。
执行标准规定了合金的应用范围和使用条件,为用户提供了合金的合理选择和使用指导。
综上所述,CR20NI14SI2的执行标准对合金的化学成分、力学性能、物理性能、加工工艺和应用范围等方面进行了详细规定。
35crmnsia化学成分标准

35CrMnSiA是一种优质的合金结构钢,其化学成分标准是非常重要的,因为它直接影响着钢材的性能和用途。
下面就35CrMnSiA的化学成分标准进行详细的介绍。
1. 碳含量35CrMnSiA的碳含量范围在0.32~0.39之间。
碳是钢铁的主要合金元素,会显著影响钢的硬度、韧性和强度。
适当的碳含量可以提高钢的硬度和强度,但太高或太低的碳含量都会影响钢的性能。
2. 锰含量35CrMnSiA的锰含量范围在0.90~1.20之间。
锰对钢的影响也非常大,它可以提高钢的强度、硬度和耐磨性,同时还可以改善钢的冷加工性能和热加工性能。
适当的锰含量可以提高钢的整体性能。
3. 硅含量35CrMnSiA的硅含量范围在0.80~1.10之间。
硅可以提高钢的强度和硬度,同时还可以改善钢的耐腐蚀性能。
适当的硅含量可以使钢具有良好的耐磨性和耐热性。
4. 磷和硫含量35CrMnSiA的磷含量不超过0.030,硫含量不超过0.030。
磷和硫是有害杂质元素,它们会对钢的机械性能和加工性能产生不利影响。
控制磷和硫的含量是非常重要的。
5. 其他合金元素35CrMnSiA中还含有小量的铬、钼、镍等合金元素,它们可以提高钢的强度、硬度和耐磨性。
但是这些合金元素的含量都是非常低的,只起到了一定的强化作用。
35CrMnSiA的化学成分标准是经过精确控制的,每一种元素的含量都经过了精确计算和调整,以保证钢材具有良好的性能和稳定的质量。
可以说35CrMnSiA是一种优质的合金结构钢,具有广泛的用途和良好的市场前景。
35CrMnSiA合金结构钢,作为一种优质的材料,其化学成分标准不仅仅是对其性能起着决定性的作用,也对其加工工艺、热处理工艺和最终的使用性能有着重要的影响。
以下将对35CrMnSiA 的化学成分标准在材料性能、加工工艺和热处理工艺方面的影响进行详细的阐述。
材料性能的影响1. 硬度和强度:35CrMnSiA中的碳含量在0.32~0.39之间,适中的碳含量可以使钢材获得合适的硬度和强度。
硅锰合金标准

硅锰合金标准集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)硅锰合金国家标准 GB/T4008-1996 代替 GB 4008-87 前言原国家标准GB 4008-87《锰硅合金》牌号过多,有些牌号没有生产,原标准主元素在各牌号之间有不衔接.没有形成系列化,组织生产、判级比较困难。
这次修改,删去一些牌号,补充了个别牌号。
各牌号主元素含量和个别牌号的参数在不影响使用的前提下进行了合理的调整。
本标准1983年首次发布,1987年第一次修订。
自本标准实施之日起。
代替GB 4008-87。
本l标准由中华人民共和国冶金工业部提出。
本标准由冶金工业部信息标准研失院归口。
本标准由上海申佳铁合金有限公司负责起草。
本标准主要起草人:陈震华、章少春、钱宗华。
1 范围本标准规定了锰硅合金的技术要求、试验方法、检验规则、包装、储运、标志和质量证明书。
本标准适用于炼钢及铸造作合金剂、复合脱氧剂利脱硫剂。
冶炼中低碳作还原剂用的锰硅合金。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准出版时,所示版本均为有效。
所3.3.2 需方对物理状态如有特殊要求,可由供需双方另行商定。
4 试验方法4.1 取样与制样化学分析用试样的采取和制备,按GB/T 4010进行。
4.2 分析方法锰硅合金的比学分析方法,按GB 5686.1-5686.5进行。
4.3 粒度检查锰硅合金的粒度检查,按GB/T 13247进行。
5 检验规则5.1 质量检查和验收锰硅合金的质量检查和验收应符合GB 3650的规定。
5.2 组批锰硅合金锰含量波动在4%范围内的同牌号、同组级归为一批交货。
6 包装、储运、标志和质量证明书6.1 包装锰硅合金一般以散装供贷.也可采用集装箱或袋装供货,如用集装箱或袋装供货时,包装件外应有明显标志。
6.2 储运、标志和质量证明书锰硅合金的储运、标志和质量证明书应符合GB 3650的规定。
硅铁硅锰标准样品
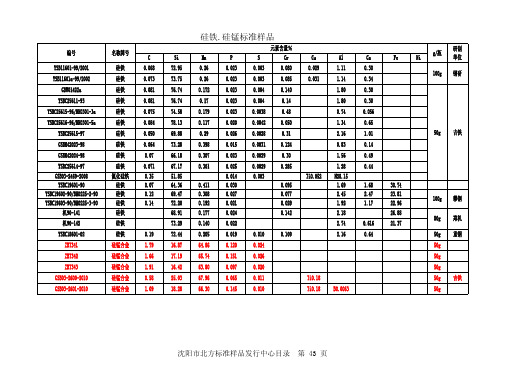
Mn 63.91 66.40 66.70 65.64 60.13 65.85 60.29 65.29 59.34 0.290 0.429
P 0.140 0.137 0.183 0.14 0.42 0.104 0.078 0.109 0.043 0.013 0.0083
S 0.022 0.025 0.025 0.024 0.044 0.010 0.0069 0.0122 0.0034 0.0021 0.0025
14.02 12.39 7.72 10.70 17.00 16.54 6.52 7.57 2.64 9.12 14.13
武钢
<0.04
<0.01
<0.005 元素含量% Cu W g/瓶 50g 40g 40g 0.24 0.331 0.30 0.30 0.016 8.69 50g 50g
C 2.55 0.178 0.086 0.243 8.49 0.048 0.051 0.021 8.70 0.0064
名称牌号 硅锰合金 硅锰合金 硅锰合金 硅锰合金 硅锰合金 锰硅合金 锰硅合金 锰硅合金 硅锰合金 硅铬合金 硅铬合金
C 1.13 1.65 1.70 1.55 2.26 0.181 0.082 0.876 0.018 0.045 0.018
Si 19.04 17.55 17.21 17.67 13.87 24.74 27.88 19.26 32.90 44.06 49.17
编号 GBW01431a ZBT360 GSB03-1607-2003 YSBC14610-2007 YSBC14611-2007 YSBC14612-2007 YSBC14613-2007 YSB14605-2001/GBW01434 YSB14606-2001 YSB14607-2001 YSB14608-2001 YSB14609-2001 YSBC37654-10(10-654) 08-80 08-81 8901 编号 GSB03-2203-2008 GBW01425a YSBC37646-07 YSBC37647-09(09-647) YSBC37648-10(10-648) GSB03-1371-2001 GSB03-1560-2003 GSB03-1564-2003 GSB03-2536-2009 GSB03-2196-2008 名称牌号 硅钙合金 硅钙合金 SiCaBaSr 硅铝钡钙 硅铝钡钙 硅铝钡钙 硅铝钡钙 硅钙钡 硅铝钡 硅铝钡 硅铝钡 硅铝钡 硅铝钡 硅铝铁 硅铝铁 硅铝铁 名称牌号 中碳铬铁 低碳铬铁 低碳铬铁 低碳铬铁 高碳铬铁 微碳铬铁 微碳铬铁 超纯铬铁 低钛高碳铬帖 高氮铬铁 C 0.94 1.02 0.39 0.13 0.22 0.24 1.56 0.21 0.41 0.13 0.24 0.13 0.178 Si 56.02 57.43 53.46 53.39 33.41 40.58 56.74 59.24 19.21 24.12 19.21 25.94 39.73 33.75 29.90 19.86 Mn 0.037 0.075 0.17 0.33 0.23 0.065 0.067 0.25 0.14 0.25 0.12 0.24 Al 1.97 1.76 2.34 9.14 14.46 13.47 1.47 1.55 32.82 32.24 25.44 36.67 23.04 31.96 34.88 48.64 P 0.054 0.030 0.014 0.022 0.018 0.021 0.016 0.024 0.015 0.015 0.011 0.018 0.025 S 0.073 0.045 0.039 0.021 0.017 0.025 0.14 0.051 0.013 0.015 0.011 0.012 0.038 元素含量% Fe Mg 6.93 6.94 13.57 0.022 14.22 0.21 35.46 0.18 23.25 0.12 5.77 0.045 9.71 38.09 33.54 49.14 24.97 20.33 27.84 30.47 Sr Cu Cr Ca 30.45 13.22 8.28 5.74 8.25 13.61 9.89 0.85 0.71 0.44 1.35 1.44 Ni Ba g/瓶 50g 50g 70g 80g 80g 80g 80g 60g 80g 100g 50g 50g 50g 郑机 泉东 泉东 本合 研制 单位 研制 单位 钢研 钢研 武钢
ASTM钢管标准对照4

ASTM钢管标准对照4A694/A694M-00 高压传输设备用碳素钢及合金钢管法兰、配件、阀门及零件用锻件A695-90b(1995)e1 流体动力设备专用热锻碳素钢棒A696-90a(2000) 压力管道部件专用热锻或冷精轧碳素钢棒A697-98 用伏特计、安培计和瓦特计法测定迭层铁芯样品的交流磁特性的试验方法A698/A698M-92(1997)e1 在弱交流磁场中磁屏蔽效率的试验方法A700-99e1 钢制品国内装运的包装、标记和装载方法A701-96(2000) 硅锰铁A702-89(2000) 热锻钢栅栏柱和组件A703/A703M-01 受压部件用钢铸件A704/A704M-96 混凝土加筋用焊接普通钢棒或杆的光面钢筋或钢筋网A705/A705M-95(2000) 时效硬化的不锈和耐热钢锻件A706/A706M-01 混凝土配筋用变形低合金光面无节钢筋A707/A707M-00a 低温设备用锻制碳素钢和合金钢法兰A709/A709M-01 桥梁用结构钢A710/A710M-00 低碳时效硬化的镍铜铬钼铌合金钢A711-92(1996)e1 钢锻件坯料A712-97 软磁性合金电阻率的测试方法A713-93(1998) 热处理部件用高碳弹簧钢丝A714-99 高强度低合金焊接钢管和无缝钢管A716-99 球墨铸铁涵洞管A717/A717M-95 单片样品表面绝缘电阻率的试验方法A719-97 磁性材料的叠装系数的试验方法A720-97 无取向电工钢延展性的试验方法A721-97 取向的电工钢的延展性试验方法A722/A722M-98 预应力混凝土用无涂覆的高强度钢筋A723/A723M-94(1999) 高强度压力元件用合金钢锻件A724/A724M-99 叠层焊接的压力容器用经淬火及回火的碳素钢压力容器板A726-00 半成品型冷轧磁性迭片级钢A727/A727M-00 具有固定切口韧性的管道部件用碳素钢锻件A729-93(1999) 货物运输及电气铁路用热处理合金钢轴A730-93(1999) 铁路用碳素钢及合金钢锻件A732/A732M-98 一般设备用熔模铸造碳素低合金钢及高强度加温钴合金钢铸件A733-99 焊接及无缝碳素钢和奥氏体不锈钢管接头A734/A734M-87a(1997) 经淬火和回火的合金钢与高强度低合金钢压力容器板A735/A735M-99 中温和低温用低碳锰钼钶合金钢压力容器板A736/A736M-88(2000) 低碳时效硬化的镍铜铬钼铌和镍铜锰钼铌合金钢压力容器板A737/A737M-99 高强度低合金钢压力容器板A738/A738M-00 中温和低温设备用经热处理的碳锰硅钢压力容器板A739-90a(2000) 升温或/和加压部件用热轧合金钢棒A740-98 钢丝网(编织或焊接电镀钢丝网)A741-98 公路护栏用镀锌钢丝绳和配件A742/A742M-98 波纹钢管用预涂聚合物和金属涂覆钢薄板A743/A743M-98ae1 一般用耐腐蚀铬铁及镍铬铁合金铸件A744/A744M-00 严酷条件下使用的耐腐蚀镍铬铁合金铸件A745/A745M-94(1999) 奥氏体钢锻件的超声波检验A746-99 排污管用球墨铸铁A747/A747M-99 沉淀硬化不锈钢铸件A748/A748M-87(1998) 压力容器用静态铸造的激冷白口铁-灰口铁双金属轧辊A749/A749M-97 热轧碳素钢和高强度低合金钢带材通用要求A74-98 铸铁污水管及配件的技术规范A750-77(1994)e1 阻挡区域用钢制通风格栅A751-96 钢制品化学分析的实验方法、操作和术语A752-93(1998) 合金钢条和粗圆钢丝A752M-93(1998) 合金钢条和粗圆钢丝(米制)A753-97 镍铁软磁合金A754/A754M-96(2000) X射线荧光涂层厚度的试验方法A755/A755M-99 外露建筑材料用热浸涂覆和用卷涂工艺预涂的钢薄板A756-94(2001) 耐磨不锈轴承钢A757/A757M-00 低温下承压设备及其它设备用铁素体和马氏体钢铸件A758/A758M-00 具有改进的切口韧性的对缝焊锻制碳素钢管配件A759-00 起重机用碳钢轨条A760/A760M-01 下水道和排水沟用金属涂覆的波纹钢管A761/A761M-98 现场栓接管、管拱和拱用波纹镀锌结构钢板A762/A762M-00 下水道和排水沟用预涂聚合物波纹钢管A763-93(1999)e1 铁素体不锈钢晶间腐蚀敏感性检测A764-95(2001) 机械弹簧用冷拉镀锌和按成品尺寸镀锌的碳素钢丝A765/A765M-98a 具有强制性韧性要求的碳素钢及低合金钢压力容器部件锻件A767/A767M-00b 钢筋混凝土用镀锌钢筋A768-95 涡轮机转子及轴用经真空处理的含铬12%的合金钢锻件A769/A769M-00 电阻焊钢结构型材A770/A770M-86(2001) 专用钢板通过厚度测量进行的抗拉试验A771/A771M-95(2001) 增殖反应堆堆芯部件用奥氏体不锈钢管A772/A772M-00 正弦电流用材料的交流磁导率的试验方法A773/A773M-96 用带直流电子的磁滞曲线记录仪的(B-H)回路法测量材料的磁性能的标准试验方法A774/A774M-00 低温和中温一般腐蚀情况下用的焊接锻制奥氏体不锈钢配件A775/A775M-01 涂环氧树脂的钢筋钢棒A778-01 焊接未退火的奥氏体不锈钢管形制品A779/A779M-00 预应力混凝土用应力消除未涂覆的密实七股钢丝绞绳A780-01 热浸镀锌层的损坏及无覆层区域的检修A781/A781M-00 一般工业用一般要求的钢和合金铸件A782/A782M-90(2001) 经淬火和回火的锰铬钼硅锆合金钢压力容器板A786/A786M-00b 轧制钢楼板A787-01 电阻焊金属涂覆碳素钢机械配管A788-98a 钢锻件A789/A789M-01 普通设备用无缝与焊接铁素体/奥氏体不锈钢管A790/A790M-01 无缝与焊接铁素体/奥氏体不锈钢管A792/A792M-99 热浸工艺法处理的55%铝-锌合金涂覆钢板A793-96 不锈钢轧制楼板A794-97 商品级冷轧碳素钢薄板(最高含碳量为0.16%-0.25%)A795-00 防火用黑色及热浸镀锌的焊接和无缝钢管A796/A796M-00 雨水管和卫生污水管及其它地下埋设管道用波纹钢管、管托架及拱形架结构设计惯例A798/A798M-01 下水道及其它类似用途用工厂制波纹钢管的安装A799/A799M-92(1997) 估算不锈钢铸件铁素体含量用仪表的校准A800/A800M-01 奥氏体合金钢铸件中铁素体含量的估算A801/A801M-99 铁钴高磁性饱和合金A802/A802M-95(2001) 钢铸件外观检验的表面验收标准A803/A803M-01 焊接铁素体不锈钢给水加热器管A804/A804M-99 在电力频率下用薄钢板型试样对材料交流磁特性的测试方法A805-93(1998) 冷轧碳素钢扁平线A807/A807M-97 下水道及其它类似用途用波纹结构钢涂覆管的安装A808/A808M-00a 具有改进的切口韧性的结构级高强度低合金碳钢、锰钢、铌钢和钒钢A809-98 镀铝碳素钢丝A810-00 镀锌钢管用绕网A811-97 粉末冶金技术制造的软磁铁零件A813/A813M-01 单或双焊接奥氏体不锈钢管A814/A814M-01 冷加工焊接奥氏体不锈钢管。
硅锰合金 标准

硅锰合金标准
硅锰合金是由锰、硅、铁及少量碳和其它元素组成的合金,是一种用途较广、产量较大的铁合金。
硅锰合金是炼钢常用的复合脱氧剂,又是生产中、低碳锰铁和金属锰的还原剂。
硅锰合金的标准主要包括以下几个方面:
1. 化学成分:硅锰合金的化学成分应该符合国家标准或行业标准的规定。
通常,硅锰合金的主要成分是硅和锰,还可能包含少量的铁、碳、磷、硫等元素。
2. 物理性能:硅锰合金的物理性能也应该符合国家标准或行业标准的规定。
例如,硅锰合金的熔点、密度、热膨胀系数等参数应该在规定的范围内。
3. 外观质量:硅锰合金的外观质量应该符合国家标准或行业标准的规定。
例如,硅锰合金的表面应该平整、无裂纹、无夹杂等缺陷。
4. 包装和标志:硅锰合金的包装和标志也应该符合国家标准或行业标准的规定。
例如,硅锰合金的包装应该采用防潮、防漏的包装材料,并在包装上标注产品名称、规格、批号、生产日期、生产厂家等信息。
硅锰合金的标准是为了保证产品的质量和安全性,确保其能够满足用户的需求。
在生产和使用硅锰合金时,应该严格按照国家标准或
行业标准的规定进行操作,以确保产品的质量和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低碳锰硅合金标准
一、化学成分
低碳锰硅合金的化学成分应符合规定。
其中,碳含量应控制在
0.20%以下,磷含量应控制在0.04%以下,硫含量应控制在0.03%以下。
二、物理性能
低碳锰硅合金的物理性能应符合规定。
其中,密度以7.85g/cm³为标准,热导率应低于140W/(m·K),电阻率应大于1.0×10^-6 Ω·m。
三、力学性能
低碳锰硅合金的力学性能应符合规定。
其中,抗拉强度应大于等于450MPa,屈服强度应大于等于250MPa,延伸率应大于等于25%。
四、铸造性能
低碳锰硅合金具有良好的铸造性能,可在较高的浇注温度下进行铸造,且在较宽的温度范围内具有较好的流动性。
适于各种铸型,如砂型、金属型、压力铸造等。
五、热处理
低碳锰硅合金可通过热处理进行强化或改善其综合性能。
常用的热处理工艺包括固溶处理、时效处理等。
热处理应在保证材料质量的前提下进行,并严格遵守相应的工艺规范。
六、耐腐蚀性
低碳锰硅合金在大气、海水等环境下的耐腐蚀性较好,但在某些腐蚀介质中可能需要进行适当的防腐蚀处理。
在使用过程中,应关注材料的腐蚀行为,并根据使用环境选择合适的防腐蚀措施。
七、环保要求
低碳锰硅合金在生产过程中应尽量减少有害物质的排放,并采取相应的环保措施。
生产厂家应遵守国家相关环保法规,确保生产过程中的环保要求。
八、安全卫生
低碳锰硅合金在生产、使用过程中应关注安全卫生问题。
生产厂家应遵守国家相关安全卫生法规,确保工人和用户的安全健康。
同时,用户在使用过程中也应关注安全操作规程,确保安全使用。
九、质量检测
低碳锰硅合金的质量检测应按照相应的标准进行。
生产厂家应进行严格的质量控制,确保产品符合质量要求。
用户在使用过程中也应进行质量检测,以确保材料的质量可靠性。