硅锰技术操作规程
12-硅锰冶炼操作规程
硅锰冶炼操作规程前言为了有效地进行生产和确保产品质量,改善技术经济指标,特制定该标准,作为本企业12500KVA锰硅合金冶炼操作的依据。
本操作规程由张开赋总经理提出制定;本操作规程由生产管理中心归口;本操作规程主要起草单位:XXX本操作规程主要起草人:XXX本操作规程审核人:XXX本操作规程批准人:XXX12500KVA半封闭电炉锰硅合金冶炼操作规程1、范围本标准规定了公司12500KVA电炉锰硅合金生产的冶炼操作,原材料技术要求,遵循标准,电极使用,用电制度,设备维护等工艺要领。
本标准适用于本企业12500KVA电炉锰硅合金生产的操作过程。
1.1电炉参数二分厂各炉炉台参数二分厂电炉变压器参数型号:HKSSPZ-14500/1102、产品技术标准GB/T4008-1996标准及用户要求3、技术要求(内控)3.1锰硅合金主要生产的产品为:MnSi6014;MnSi6517;MnSi7016;MnSi7216。
3.2原料技术要求3.2.1锰矿石3.2.1.1锰矿石作为锰硅合金(含半成品)生产的主要原料,其入炉化学成分应符合:MnSi6014:∑Mn%≥24%,∑Mn/Fe≥3、8,∑P≤0、10%MnSi6517:Mn%≥∑28%,∑Mn/Fe≥6.0,∑P≤0.06%MnSi7016:∑Mn%≥35%,∑Mn/Fe≥10MnSi7216:∑Mn%38%,∑Mn/Fe≥13、2,∑P≤0、06%3.3.1.2入炉锰矿石的物理状态应达到以下要求:粒度不大于80mm,水分不大于6%。
3.2.2萤石萤石作为锰硅合金生产的辅助原料,其理化性质应符合:CaF2≥80%,S≤1%;粒度:20~80mm之间。
3.2.3焦炭3.2.3.1焦炭作为锰硅合金冶炼的还原剂,其化学成分应符合:∑C≥78%,∑灰份≤18%,∑S≤2%(MnSi6014),∑S≤1、5%(MnSi6517),∑S≤1%(MnSi7016)∑S≤1.5%(MnSi7216);3.2.3.2为了焦炭能充分发挥效用,其物理性质应符合:粒度不大于60mm。
高硅硅锰合金生产技术操作规程
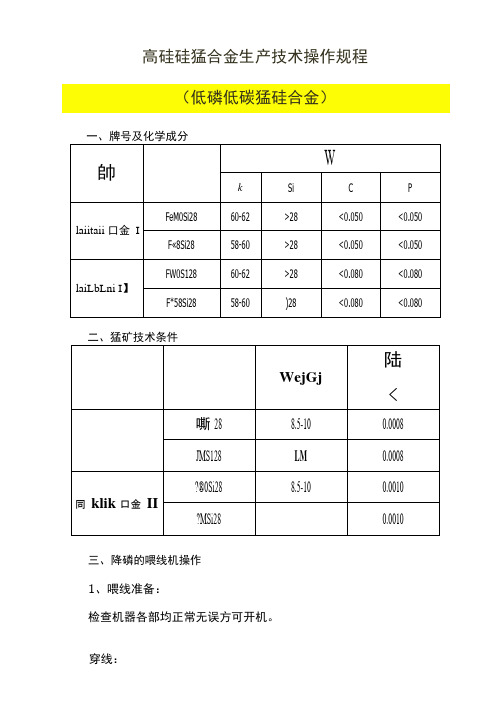
高硅硅猛合金生产技术操作规程一、牌号及化学成分二、猛矿技术条件三、降磷的喂线机操作1、喂线准备:检查机器各部均正常无误方可开机。
穿线:把需要喂的线从进线口一直穿入导线管中。
进车:按动操作盘上的前行按钮,使主机前行到位。
落管:按动操作盘上的落管按钮,使导线管落下对准钢包。
2、喂线操作:长度设定:把计数器开关拨至ON位置,使计数器显示并对其进行设定。
按动右(左)边喂线按钮,启动右(左)边主电机。
速度设定:旋转速度调节按钮,同时观察速度显示,直至所需喂线速度。
压下喂线:按动右(左)边压下按钮,使右(左)边车昆轮压下开始喂线。
当喂够设定长度时压下轮自动升起,主电机停止运转,导线管自动升起。
3、退线操作:退线操作规程与喂线操作一样,所不同的是操作时应按退线按钮。
喂线法:是指将密度较小,容易氧化的精炼添加剂做成线材,用喂线机将其投入铁水水深处,对铁水水进行炉外精炼的一种方法。
四、降碳的摇包操作1、使用前检查设备是否完好。
2、空转试车:确认设备能否正常运行。
3、设定转速:40转/min。
五、冶炼操作1、出炉结束后,迅速扒掉岀铁包内炉渣、扒净。
2、摇包:将出铁包吊至摇包机处准备摇包。
摇包(同上摇包机操作),时间5分钟。
摇包结束后测出铁包内铁水温度。
3、喂线:将岀铁包吊至脱磷站准备喂线。
检查线卷,确认无沾水、受潮、破损、线种线型正确后方可使用。
根据铁量设定喂线长度。
与铁水量(t)对应的相对喂线量(m)见表。
线速度。
喂线(同上喂线机操作)。
喂线结束后退线,线头高于出铁包包沿即可。
将出铁包拉出脱磷处理站,测包内铁水温度。
5、浇注、取样:喂线结束后立即扒净包内脱磷炉渣。
六、高硅猛硅合金配料计算1、计算依据合金成分控制:[Mn]>60%, [Si]»28%, [P]<0.10%, [C]<0.10%,其它0.5%,其余是Fe。
2、元素分配= 48.02①反应+ C = 3血10 + CO 用炭豊 12X1QQ x 35,91V55® 反应SiO2炉眼排炭、炉口烧损10%、硅石成分SiO2〜98%。
31500KVA硅锰炉生产工艺、质量标准
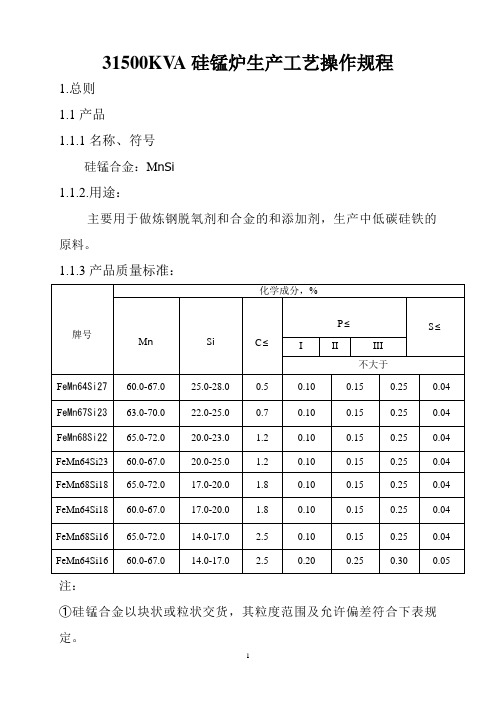
31500KV A硅锰炉生产工艺操作规程1.总则1.1产品1.1.1名称、符号硅锰合金:M nSi1.1.2.用途:主要用于做炼钢脱氧剂和合金的和添加剂,生产中低碳硅铁的原料。
1.1.3产品质量标准:注:①硅锰合金以块状或粒状交货,其粒度范围及允许偏差符合下表规定。
②硅锰合金呈块状交货,每块不得超过20Kg,粒度小于20mm的数量不超过总量的8%.③硅锰合金的内部及表面不得带有明显非金属杂物。
1.2主要原材料标准:1.2.1.锰矿石:1.2.1.1.粒度:10-80,小于10 mm粉矿不大于10%。
1.2.1.2.堆放:硅矿进厂后按不同种类、不同品位分别堆放,不得混杂,更不得混入泥土等其它有害杂物。
1.2.2.焦炭:冶金焦,固定碳不小于80%,粒度10-28mm,小于10 mm的不大于10%。
1.2.3.硅石:Sio2≥98%/Ae2o3≤0.5%/Cao≤0.20%/P2O5≤0.02%、粒度20-40mm,小于20mm不大于10%,大于40mm不大于8%,不得带入泥土和杂物。
1.2.4.白云石:Cao≥30%Mgo≥19%Sio2≤3.5%粒度20-40mm.1.2.5.其它:凡进厂的各种原料,入炉前必须有化验结果。
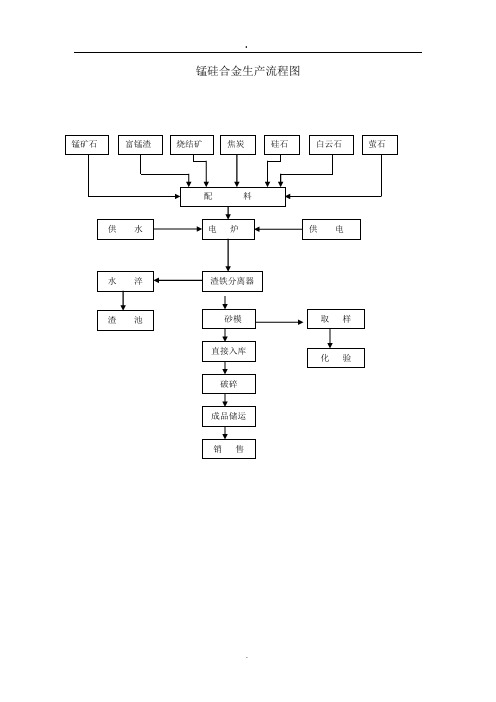
1.3生产工艺流程图:硅石锰矿焦炭白云石硅石萤石↓破碎↓筛分↓料仓↓配料↓冶炼↓渣厂→炉渣→铁水包→扒渣浇注→分析→脱模→入库1.4主要冶金原理及化学反应方程式:1.4.10锰的高价氧化物受热分解或被CO还原:2Mno=Mn2o3+o2 570℃3Mn2o3=2Mn3o4+o2 900℃Mn3o4+CO=3Mno+CO21.4.2.Mno、Feo 、p2o5、Sio2、被碳还原:Mno+C=Mn+CO↑ 1420℃Mno+4/3C=1/3Mn3C+CO↑ 1220℃FeO+C=Fe+CO↑Sio2+2C=Si+2CO↑ MnSi14 1475℃MnSi17 1490℃P2O5+5C=2p+5CO↑1.4.3炉内总反应式及高硅排碳:.MnSiO3+3C=MnSi+3CO↑3MnSiO3+4C=Mn3C+3SiO2+3CO↑SiO2+2C=Si+2CO↑Mn3C+3Si=3MnSi+C2.工艺技术操作规程:2.1.原料工序技术操作规程:2.1.1.生产前准备工作:①各种原材料加工成合格的料,并加到贮料仓中。
低磷低碳锰硅合金(高硅硅锰)
低磷低碳锰硅合金(高硅硅锰)低磷低碳锰硅合金(高硅硅锰合金)技术操作规程1牌号及化学成分(见表1)表1 低磷低碳锰硅合金牌号和化学成分(%)┏━━━━━━━━━┳━━━━━━━━┳━━━━━━━━━━━━━━━━━━━━━━━━━━━┓┃┃┃化学成分┃┃品种┃牌号┃┃┃┃┣━━━━━┳━━━━━┳━━━━━━━┳━━━━━━━┫┃┃┃ Mn ┃ Si ┃ C ┃ P ┃┣━━━━━━━━━╋━━━━━━━━╋━━━━━╋━━━━━╋━━━━━━━╋━━━━━━━┫┃┃ FeMn60Si28 ┃ 60 --62 ┃≥28 ┃≤0. 050 ┃≤0. 050 ┃┃高硅锰硅合金I ┃┃┃┃┃┃┃┣━━━━━━━━╋━━━━━╋━━━━━╋━━━━━━━╋━━━━━━━┫┃┃ FeMn58Si28 ┃ 58~60 ┃≥28 ┃≤0. 050 ┃≤0. 050 ┃┣━━━━━━━━━╋━━━━━━━━╋━━━━━╋━━━━━╋━━━━━━━╋━━━━━━━┫┃┃ FeMn60Si28 ┃ 60~62 ┃≥28 ┃≤0. 080 ┃≤0. 080 ┃┃高硅锰硅合金II ┃┃┃┃┃┃┃┣━━━━━━━━╋━━━━━╋━━━━━╋━━━━━━━╋━━━━━━━┫┃┃ FeMn58Si28 ┃ 58~60 ┃≥28 ┃≤0. 080 ┃≤0. 080 ┃品种牌号化学成分Mn Si C P 高硅锰硅合金IFeMn60Si28 60~62 ≥28 ≤0.050 ≤0.050FeMn58Si28 58~60 ≥28 ≤0.050 ≤0.050 高硅锰硅合金IIFeMn60Si28 60~62 ≥28 ≤0.080 ≤0.080FeMn58Si28 58~60 ≥28 ≤0.080 ≤0.080 2锰矿技术条件(含喂线因素)(见表2)表2锰矿技术条件(%)品种牌号Mn/Fe范围P/Mn ≤高硅锰硅合金I FeMn60Si28 8.5~10 0. 0008 FeMn58Si28 7.5~9 0. 00085.3.8 将出铁包拉出脱磷处理站,测包内铁水温度。
15版硅锰主控工操作规程 (1)
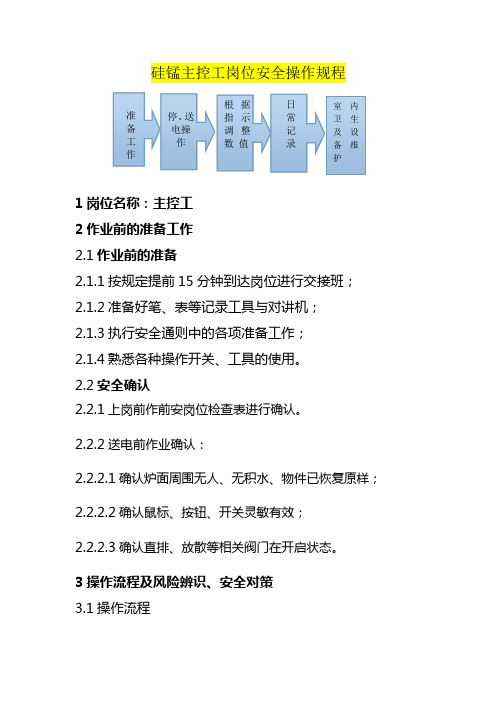
硅锰主控工岗位安全操作规程1岗位名称:主控工2作业前的准备工作2.1作业前的准备2.1.1按规定提前15分钟到达岗位进行交接班;2.1.2准备好笔、表等记录工具与对讲机;2.1.3执行安全通则中的各项准备工作;2.1.4熟悉各种操作开关、工具的使用。
2.2安全确认2.2.1上岗前作前安岗位检查表进行确认。
2.2.2送电前作业确认:2.2.2.1确认炉面周围无人、无积水、物件已恢复原样;2.2.2.2确认鼠标、按钮、开关灵敏有效;2.2.2.3确认直排、放散等相关阀门在开启状态。
3操作流程及风险辨识、安全对策3.1操作流程3.1.1接班前核对交班记录,掌握各种数值及设备运转情况,交班时将安全情况详细记录并对口交接。
3.1.2炉台主控工操作流程3.1.2.1发现电极软段、硬段、自滑、系统自降,电炉漏水、计划检修、跑眼、穿炉、控制系统故障、上料系统故障导致严重缺料、循环水堵塞、变压器与低压补偿故障等紧急情况进行停炉处理;3.1.2.2根据炉长指示进行送电,先通知开关站再通知电工确认送电条件具备,送电前必须将变压器档位调节至27档;3.1.2.3根据本班用电量,计算出开眼时间;3.1.2.4配合开眼操作调节档位,堵眼后恢复档位,三相电流必须调平,防止电极打筋片事故;3.1.2.5炉压控制在-2pa到-5pa之间,不在规定范围需告知净化仪表工调节炉压;3.1.2.6检修时配合检修人员进行“有效停车”等安全措施停电时间较长,每隔60分钟必须活动电极,以防电极结死。
3.1.2.7随时观察视频有无异常情况,活动电极前必须确保周围无人;3.1.2.8每小时对有毒气体检测、炉压、变压器油温等安全事项进行详细记录,并在记录中说明特殊情况;3.1.2.9完成炉长交代的其它工作任务。
3.1.2.10清理主控室卫生保证干燥、整洁的环境。
3.1.2.11发现报警系统出现报警情况,立即通知相关领导并根据指示进行处理。
3.2危险因素3.2.2.1室内潮湿、杂乱会导致触电、火灾、误操作等事故;3.2.2.2通道不畅会导致磕绊或逃生不便;3.2.2.3桌面随意摆放物品,可能会压住按键,导致误操作,有液体摆放会导致操作不便,一旦液体洒出会导致触电。
中钢吉铁硅锰合金操作规程
中钢吉铁硅锰合金操作规程1. 引言本操作规程适用于中钢吉铁硅锰合金生产线操作人员,旨在规范硅锰合金生产过程中的操作流程,确保安全生产和产品质量。
2. 安全注意事项在操作硅锰合金生产过程中,必须严格遵守以下安全注意事项:•穿戴好个人防护用品,包括安全帽、防护眼镜、防护服和防滑鞋。
•使用工具和设备前,需检查其完好性和正常功能。
•注意操作环境的通风状况,避免中毒或窒息。
•操作过程中应集中注意力,避免分散注意力造成意外事故。
•熟悉各种应急处理方法和设备的使用。
3. 硅锰合金生产设备及工作流程3.1 设备概述中钢吉铁硅锰合金生产线主要设备有:1.电炉:用于产生高温,将原料进行熔炼。
2.过滤器:用于过滤炉渣和杂质,提高合金纯度。
3.脱硫设备:用于去除硫元素,提高合金品质。
4.冷却系统:用于将熔融合金迅速冷却至室温。
5.包装机:用于将合金产品包装成标准包装。
3.2 工作流程硅锰合金的生产工作流程如下:1.检查设备是否正常运行和待料情况。
2.打开电炉进水阀,用适量的水冷却电炉壳体。
3.将预先称好的硅锰合金原料逐一投放进电炉内。
4.关闭电炉进水阀,打开排水阀将残留的水排出。
5.启动电炉,设定合适的温度和时间。
6.在炉温达到设定温度后,打开电炉出渣阀,将炉渣排出。
7.打开过滤器进水阀,使合金通过过滤器以去除杂质。
8.打开脱硫设备进出口阀门,进行脱硫处理。
9.关闭过滤器进水阀,打开排水阀将过滤器内的水排出。
10.调整冷却系统,将炉温迅速冷却至室温。
11.将合金产品送入包装机进行包装。
12.清理操作区域,保持环境整洁。
13.关闭设备,进行设备维护和检修。
4. 应急处理在硅锰合金生产过程中,可能会发生意外情况,操作人员需要掌握应急处理方法和设备的使用。
•火灾:立即关闭电炉和其他设备,并使用适当的灭火器灭火。
如无法控制火势,请及时报警并撤离现场。
•毒气泄漏:立即采取措施切断有毒气体来源,佩戴呼吸器撤离污染区域,并及时报警给相关部门。
硅锰生产工艺流程是什么
硅锰生产工艺流程是什么硅锰是一种常用的合金材料,广泛应用于钢铁生产和冶金工业中。
它通常用于提高钢铁的硬度和耐磨性。
但是,很少有人了解硅锰的生产工艺流程是什么。
本文将介绍硅锰的生产工艺流程,了解其制备过程的详细步骤和关键技术。
1. 原料准备硅锰的主要原料是硅石和锰矿石。
硅石是一种含有高纯度硅的矿石,而锰矿石则富含锰。
这两种矿石需要经过破碎和磨粉处理,以获得所需的粒度。
2. 混合和配料在硅锰生产过程中,硅石和锰矿石以一定比例混合在一起。
这个比例的选择取决于所需的最终硅锰合金的化学成分。
根据不同的应用需求,硅锰合金的硅和锰含量可以有所不同。
3. 预热和还原混合和配料后,将其放入高温电炉中进行预热。
在预热过程中,通过加热使混合物达到适当的温度,以促进后续的还原反应。
然后加入一定量的还原剂,通常使用焦炭或石墨作为还原剂。
还原剂的作用是将矿石中的氧气与硅和锰元素进行反应,使其还原为相应的金属。
4. 炉内反应一旦达到适当的温度和还原条件,混合物开始在电炉中进行反应。
在这个过程中,矿石中的金属元素将与还原剂反应,逐渐形成硅锰合金。
这个反应过程要求严格控制温度、时间和化学成分。
5. 合金冷却和分离当反应完成后,需要将炉内的合金冷却。
硅锰合金通常以块状或颗粒状形式存在。
冷却后的合金经过机械处理,将颗粒的硅锰与炉渣分离。
6. 精炼和成品制备分离后的硅锰合金可能还含有其他杂质。
为了获得高纯度的硅锰合金,需要进行进一步的精炼处理。
通常采用渗碳法或氧化还原炉等方法对合金进行精炼。
在精炼过程中,杂质会被移除,同时可以调整硅锰合金的化学成分,以满足特定的应用要求。
最后,经过精炼的硅锰合金可以进行成型,制备成所需的形状和尺寸。
常见的形式包括块状、颗粒状或粉末状。
7. 检验和质量控制在硅锰生产工艺中,质量控制是关键步骤之一。
通过对成品的化学成分、物理性质和微量元素等进行检验,确保硅锰合金符合标准要求。
8. 包装和储存最后,经过质量检验合格的硅锰合金将被包装和储存。
15版硅锰主控工操作规程
15版硅锰主控工操作规程第一章总则第一条为规范硅锰主控工操作行为,确保生产安全,提高生产效率,制定本操作规程。
第二条本操作规程适用于硅锰主控工操作人员。
第三条硅锰主控工操作人员必须具备一定的专业知识和技能,经过岗位培训合格并持有相关证书。
第四条硅锰主控工操作人员必须严格遵守国家法律法规,遵守企业生产安全制度和工艺操作规程,严格执行操作规程,严禁违章操作。
第五条硅锰主控工操作人员在操作过程中必须严格遵守安全操作规程,保证自身安全。
第六条硅锰主控工操作人员必须熟悉硅锰生产工艺流程,了解设备特点及基本原理,做到知其然并知其所以然。
第七条硅锰主控工操作人员必须时刻关注生产现场的安全状况和设备运行状态,及时发现并处理问题。
第八条硅锰主控工操作人员必须严禁酒后、疲劳、病情不佳等情况下上岗操作。
第九条硅锰主控工操作人员必须遵守班次制度,到岗确认并交接班。
第二章操作程序第一条硅锰主控工操作人员在上岗前必须熟悉生产工艺流程及设备运行状态和要求。
第二条硅锰主控工操作人员在上岗后必须检查设备运行是否正常,同时检查安全设施是否完好。
第三条硅锰主控工操作人员在操作前必须佩戴个人防护用品,如安全帽、面罩、耳塞等,并检查其是否完好。
第四条硅锰主控工操作人员在对设备进行操作前,必须确认断电、排气、放空、检查设备各阀门是否关闭正常。
第五条硅锰主控工操作人员在操作过程中必须按照工艺要求进行操作,严禁超负荷操作或违规操作。
第六条硅锰主控工操作人员在操作过程中如发现设备异常、设备故障,必须立即上报,并根据相关规定进行紧急处理。
第七条硅锰主控工操作人员在操作完成后必须做好设备清理及维护工作,并关闭设备及相关设施。
第八条硅锰主控工操作人员在工作期间严禁私自离岗,如有特殊情况必须事先请假并得到批准。
第三章安全事项第一条硅锰主控工操作人员在操作设备时必须严格按照操作规程进行,不得擅自更改工艺参数。
第二条硅锰主控工操作人员在操作过程中必须保持思维清醒,不得酒后操作。
硅锰合金生产工艺流程
锰硅合金生产流程图
高碳锰铁的电炉冶炼工艺流程图
锰硅合金的质量检查和验收符合《锰硅合金的储运、标志和质量证明应符合铁合金验收、包装、储运、标志和质量证明书的一般规定》(GB 3650)的规定。
对于锰硅合金P、C、S成份超标但仍然在高碳层合金成份控制范围内的按降一个牌号处理,若超出高碳层合金成份控制范围的合金则按出格品来处理,以公司目前的炉料情况而来看,经验总结得出较适宜的渣型是:渣铁比0.85-1,炉渣碱度R=0.3~0.6,炉渣含Al2O318%左右、SiO237%左右。
由于公司采购回来的各种炉料变化大,针对不同的炉料应采取不同炉渣工艺参数,以使锰回收率最高、冶炼成本最低。
公司是首批通过国家铁合金行业准入资格,是广西乃至全国最大锰系铁合金生产基地,年产能33万吨。
曾连续多年位居广西100强企业前30位和荣获“广西强优工业企业”等荣誉称号。
产品“鑫凰”牌锰系铁合金通过ISO9001-2008质量管理体系、ISO14001-2004环境管理体系、GB/T28001-2011职业健康安全管理体系认证,是广西名牌产品,荣获广西著名商标。
拥有广西唯一一家省级铁合金技术中心,主要产品有电炉高碳锰铁和锰硅合金,是国内唯一能提供低钛、低铝锰系合金的铁合金企业。
公司享有进出口自主经营权,产品销售面广,并与宝钢、武钢、湘钢等国内主要钢铁企业建立有稳固的战略合作伙伴关系。
硅锰合金矿热炉操作供热、供电、渣型选择、渣量控制制度
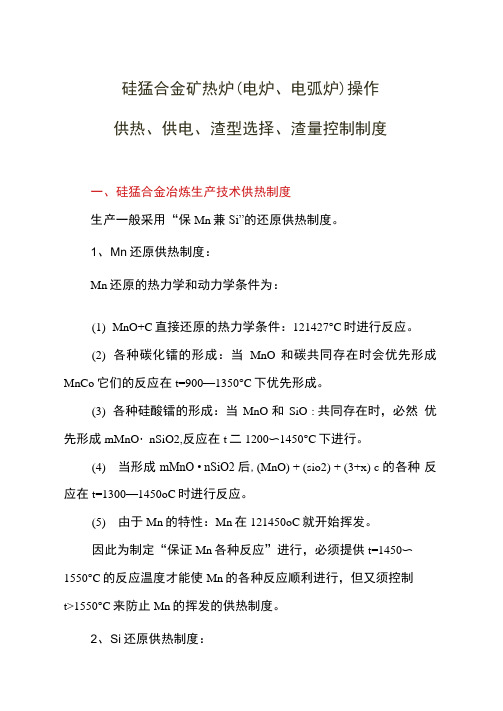
硅猛合金矿热炉(电炉、电弧炉)操作供热、供电、渣型选择、渣量控制制度一、硅猛合金冶炼生产技术供热制度生产一般采用“保Mn兼Si”的还原供热制度。
1、M n还原供热制度:Mn还原的热力学和动力学条件为:(1)MnO+C直接还原的热力学条件:121427°C时进行反应。
(2)各种碳化镭的形成:当MnO和碳共同存在时会优先形成MnCo它们的反应在t=900—1350°C下优先形成。
(3)各种硅酸镭的形成:当MnO和SiO:共同存在时,必然优先形成mMnO・nSiO2,反应在t二1200〜1450°C下进行。
(4)当形成mMnO • nSiO2 后,(MnO) + (sio2) + (3+x) c 的各种反应在t=1300—1450oC时进行反应。
(5)由于Mn的特性:Mn在121450oC就开始挥发。
因此为制定“保证Mn各种反应”进行,必须提供t=1450〜1550°C的反应温度才能使Mn的各种反应顺利进行,但又须控制t>1550°C来防止Mn的挥发的供热制度。
2、S i还原供热制度:S102+C反应的热力学和动力学条件如下:(l)SiO2和C的直接还原反应在t^l592°C时进行,在保Mn 还原所要求的还原温度下是不可能进行的。
(2 )Si的还原只能是在MnO-SiO2成渣过程进行Si的各种反应。
当t二1400°C,在MnO: Si02=2: 1之前,硅的还原速大。
即在1500°C时,直到比值为MnO: SiO=l: 1之前,硅的还原速度依然大。
当血被还原出来后,在成渣过程的同时硅也开始被还原出来。
(3)当形成液态硅酸镭渣后,渣中硅酸猛和C在多变的因素下进行反应,如:当MnO・S1O2+3C时,在t>1295°C反应产物为镭硅合金;当MnO・S1O2+4C,在t>1430°C时反应产物为SiC、Mn;在t>1395°C时。
12600KVA硅锰电炉冶炼规程2021.5.16(1)
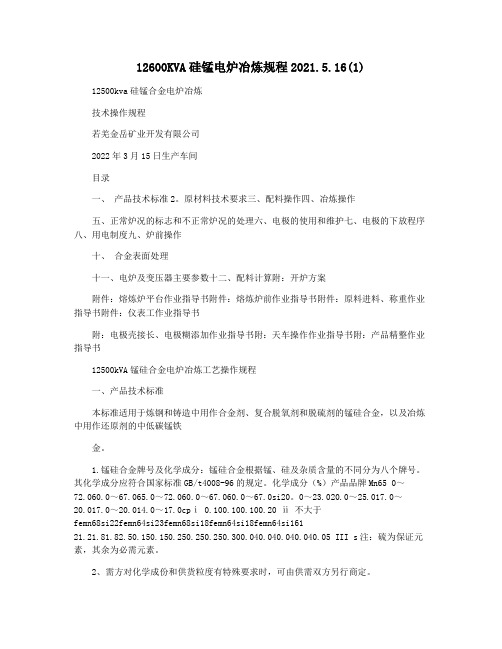
12600KVA硅锰电炉冶炼规程2021.5.16(1)12500kva硅锰合金电炉冶炼技术操作规程若羌金岳矿业开发有限公司2022年3月15日生产车间目录一、产品技术标准2。
原材料技术要求三、配料操作四、冶炼操作五、正常炉况的标志和不正常炉况的处理六、电极的使用和维护七、电极的下放程序八、用电制度九、炉前操作十、合金表面处理十一、电炉及变压器主要参数十二、配料计算附:开炉方案附件:熔炼炉平台作业指导书附件:熔炼炉前作业指导书附件:原料进料、称重作业指导书附件:仪表工作业指导书附:电极壳接长、电极糊添加作业指导书附:天车操作作业指导书附:产品精整作业指导书12500kVA锰硅合金电炉冶炼工艺操作规程一、产品技术标准本标准适用于炼钢和铸造中用作合金剂、复合脱氧剂和脱硫剂的锰硅合金,以及冶炼中用作还原剂的中低碳锰铁金。
1.锰硅合金牌号及化学成分:锰硅合金根据锰、硅及杂质含量的不同分为八个牌号。
其化学成分应符合国家标准GB/t4008-96的规定。
化学成分(%)产品品牌Mn65 0~72.060.0~67.065.0~72.060.0~67.060.0~67.0si20。
0~23.020.0~25.017.0~20.017.0~20.014.0~17.0cpⅰ 0.100.100.100.20 ⅱ 不大于femn68si22femn64si23femn68si18femn64si18femn64si16121.21.81.82.50.150.150.250.250.250.300.040.040.040.040.05 III s注:硫为保证元素,其余为必需元素。
2、需方对化学成份和供货粒度有特殊要求时,可由供需双方另行商定。
3.同品牌、同组别的锰硅合金应一批交付,一批产品中锰含量的差异不得超过3%。
4、锰硅合金以块状或粒状供货,块状每块重不超过15kg,其粒度范围及允许偏差应符合下表规定。
二锰硅合金粒度范围偏差%级1234粒径范围/mm20~30010~15010~10010~50上筛≤ 555下筛5。
硅锰合金矿热炉各岗位技术操作职责
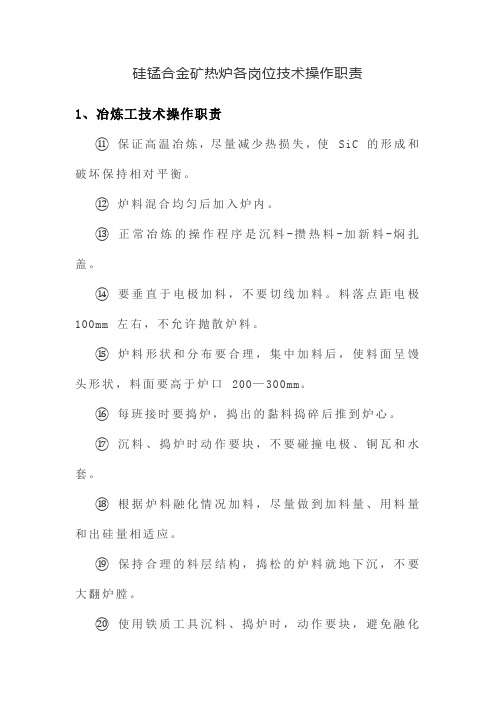
硅锰合金矿热炉各岗位技术操作职责1、冶炼工技术操作职责⑪保证高温冶炼,尽量减少热损失,使SiC 的形成和破坏保持相对平衡。
⑫炉料混合均匀后加入炉内。
⑬正常冶炼的操作程序是沉料-攒热料-加新料-焖扎盖。
⑭要垂直于电极加料,不要切线加料。
料落点距电极100mm 左右,不允许抛散炉料。
⑮炉料形状和分布要合理,集中加料后,使料面呈馒头形状,料面要高于炉口200—300mm。
⑯每班接时要捣炉,捣出的黏料捣碎后推到炉心。
⑰沉料、捣炉时动作要块,不要碰撞电极、铜瓦和水套。
⑱根据炉料融化情况加料,尽量做到加料量、用料量和出硅量相适应。
⑲保持合理的料层结构,捣松的炉料就地下沉,不要大翻炉膛。
⑳使用铁质工具沉料、捣炉时,动作要块,避免融化铁铲和捣炉棒。
⑴木块等碳质还原剂在加料平台上可单独堆放,沉料结束或处理炉况时先加木块于电极根部凹坑处,然后加混合料盖住。
⑵仔细观察仪表,协调其他人员用计算机控制电极的压放,使三根电极平衡运行。
⑶随时了解电炉电流、电压的变化情况,给予适当的调整。
2、出炉工技术操作职责①正常情况下,每班出3-4 炉,尽量大流量、快出硅。
②出炉前先将炉眼、流槽清理干净,准备好出炉工具和材料。
③用烧穿器前,要先将钢钎清除炉嘴外的结渣硅,使炉眼保持φ150mm 左右的喇叭口形状,然后用烧穿器烧开炉眼。
能用钢钎捅开时不用烧穿器。
④当流量小时,要用木棒捅炉眼、拉渣,用烧穿器协助出硅。
⑤堵炉眼前炉眼四周和内部渣滓扒净,用烧穿器修理炉眼至通畅光滑,然后堵眼,深度超过或达到炉墙厚度。
⑥堵眼时如果炉气压力过大无法堵塞,要停电堵眼。
⑦出炉口和硅包附近要保持干燥,禁止积水,防止跑眼爆炸。
⑧精练产品要按方案进行,不可随意改变供气量、精练时间、造渣剂的比例等。
精练时注意安全,防止硅液飞溅、过大氧气回火等事故发生。
⑨浇注前要修补好锭模,放好挡渣棒,锭模底部可适当放适量合格硅粒,或涂脱模剂,保护锭模。
⑩浇注时,硅包倾倒至硅液快要流出时,稍停片刻,使硅渣稳定,再使硅液从包嘴慢慢流入缓冲槽。
半封闭电炉锰硅合金冶炼操作规程
半封闭电炉锰硅合金冶炼操作规程1 范围本标准规定了本企业半封闭电炉锰硅合金生产的冶炼操作、遵循标准、电极使用、用电制度、设备维护等工艺要领。
本标准适用于本企业半封闭电炉锰硅合金生产的冶炼操作过程。
2 冶炼工艺操作2.1 配料2.1.1 配料计算见附录A。
2.1.2 每批料以1000kg锰矿石为基础,人工拉料。
2.1.3 配料操作人员必须时刻跟踪配料全过程,要求各种原料称量准确,若发现超差、超载、配料故障等现象应及时通知有关人员处理。
2.1.4 根据炉况、原料、合金成份和排渣情况的变化,及时调整配料比例。
2.2 冶炼操作2.2.1 为维护正常炉况,必须按照“深电极,满负荷”的要求进行操作。
2.2.2 经常检查冷却水系统的出水温度、水压,管道有无堵塞,发现异常情况要及时区别并进行处理。
2.2.3 经常检查悬挂系统、导电系统的工作状况和运行情况,发现异常情况要及时区别并进行处理。
2.2.4 根据原料条件、电极位置、炉渣碱度、渣量、合金成分、炉膛各部位的温度变化情况,对冶炼过程进行综合分析、判断和处理。
2.2.5 不正常炉况的处理正常炉况的标志:炉料均匀熔化下沉,电流稳定,三相电极均匀下插,不翻渣、不冲火,产品成份稳定,各项技术经济指标良好;炉渣渣型合理,炉渣成份及碱度合适,渣中含锰量小于6.5%,出炉排渣顺畅,渣量适中。
不正常炉况的处理还原剂过剩特征:电极插入浅,上抬过快,局部塌料,刺火严重,炉盖温度上升;化料减慢,出铁、排渣不畅,渣中含锰低,合金含硅偏高。
处理方法:减少料批中焦炭比例,必要时可一次性加入不带焦炭的空料。
2.2.5.2.2还原剂不足特征:负荷用不满,电极下插过深,渣中含锰量过高,合金含硅下降,渣量增大,合金量减少等。
处理方法:增加料批中焦碳比例,必要时可一次性附加焦碳。
2.2.5.2.3渣稠:主要表现在电极电流波动大,排渣困难。
应检查还原剂的配入量是否过多,电极工作端是否够长,锰矿石中AI2O3含量是否过高,炉渣碱度是否偏低等,并酌情处理。
16Mn全连铸技术操作规程
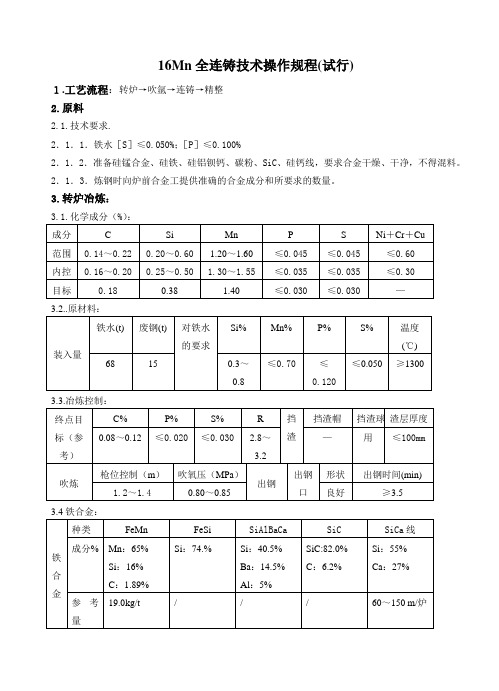
16Mn全连铸技术操作规程(试行)
1.工艺流程:转炉→吹氩→连铸→精整
2.原料
2.1.技术要求.
2.1.1.铁水[S]≤0.050%;[P]≤0.100%
2.1.2.准备硅锰合金、硅铁、硅铝钡钙、碳粉、SiC、硅钙线,要求合金干燥、干净,不得混料。
2.1.3.炼钢时向炉前合金工提供准确的合金成分和所要求的数量。
3.转炉冶炼:
注:正常情况下,SiCa线可不加,当钢水过氧化和下渣量大时可适量加入。
3.5.技术要求
3.5.1.必须按内控组织生产。
3.5.2.铁水Si>1.0%必须双渣。
3.5.3.铁水、废钢配比以终点温度符合出钢要求进行合理调整。
3.5.
4.吹炼900秒倒炉测温,实施高拉补吹操作。
3.5.5出钢时采用全程底吹氩。
3.5.5.合金成分不同时必须进行重新折算,必须考虑硅锰合金增硅。
3.5.6.出完钢大罐底吹氩时间大于3分钟。
节奏、温度允许时,可实施微调成分操作。
4..过程温度(℃)
注:若出现4流浇钢,平台温度下限提高10℃;3流浇钢平台温度下限提高25℃。
钢包桶底小于2吨或小修、全修罐过程温度下限提高10℃。
*:责任判定以平台温度为依据。
5.连铸:
.连铸操作:
6.出坯
6.1.铸坯经一次切割后吊运到坯场码放,并及时标明炉号。
6.2.连铸坯验收按公司规定执行。
7.其它
以上未提之处按《工艺技术操作规程》工艺部分及《全连铸生产管理制度》中的有关规定执行。
钢种成分变化时,以合同要求为准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锰硅合金技术操作规程1、成品规格1.1牌号和化学成分锰硅合金按锰、硅及其杂质元素含量的不同,分为8个牌号,其化学成分应符合表1的规定。
表1 锰硅合金化学成分(GB/T4008—2008)牌号化学成份(质量分数)/%Mn SiCPSⅠⅡⅢ≤FeMn64Si27 60.0~67.0 25.0~28.0 0.5 0.10 0.15 0.25 0.04 FeMn67Si23 63.0~70.0 22.0~25.0 0.7 0.10 0.15 0.25 0.04 FeMn68Si22 65.0~72.0 20.0~23.0 1.2 0.10 0.15 0.25 0.04 FeMn62Si23 60.0~<65.0 20.0~25.0 1.2 0.10 0.15 0.25 0.04 FeMn68Si18 65.0~72.0 17.0~20.0 1.8 0.10 0.15 0.25 0.04 FeMn62Si18 60.0~<65.0 17.0~20.0 1.8 0.10 0.15 0.25 0.04 FeMn68Si16 65.0~72.0 14.0~17.0 2.5 0.10 0.15 0.25 0.04 FeMn62Si17 60.0~<65.0 14.0~20.0 2.5 0.20 0.25 0.30 0.05备注:硫为保证元素,其余为必测元素。
1.2物理状态锰硅合金以块状供货,其粒度范围及允许偏差应符合表2规定。
表2 锰硅合金粒度范围等级粒度范围(mm)偏差(质量分数),%筛上物筛下物不大于1 20~300 5 52 10~150 5 53 10~100 5 54 10~505 5 需方对物理状态如有特殊要求,可与供方商定。
2、原料技术条件及主要生产设备2.1锰矿石冶炼锰硅合金的锰矿石分为8个牌号,其主要的质量指标应符合表3规定。
表3 锰矿技术条件牌号锰矿质量指标(%)Mn≥Mn/Fe范围P/Mn≤PⅠPⅡPⅢFeMn64Si27 35 12~170.0012 0.0019 0.0030 FeMn67Si23 35 10~15 0.0012 0.0019 0.0030 FeMn68Si22 33 9~13 0.0012 0.0019 0.0030 FeMn62Si23 33 8~13 0.0012 0.0019 0.0030 FeMn68Si18 32 6.5~9 0.0012 0.0019 0.0030 FeMn62Si18 31 4.8~7.6 0.0012 0.0019 0.0030 FeMn68Si16 31 4.5~6.5 0.0012 0.0019 0.0030 FeMn62Si17 30 3.5~6.0 0.0020 0.0030 0.0035粒度6~80mm,小于10mm的数量不超过总重量的20%,锰矿水分不大于6%。
2.2焦炭:应符合冶金焦条件,其中固定碳≥82%、灰分≤14%,粒度15~40mm。
2.3硅石:SiO2≥98%,P2O5≤0.025%,粒度15~40mm,要求不带泥土杂物。
2、主要生产设备(1)变压器变压器有三相变压顺和单相变压器两种类型。
单相变压器与三相变压器相比,短网长度缩短,减少了电能损耗,三相电抗均衡。
目前大型封闭炉多数采用三个单相变压器,而且对每相电极可分易进行有载调压,用来对炉况进行处理,满足冶炼工艺需要。
(2)电炉变压器变压器在结构上大体相似,与电力变压器相比有很大的差别。
矿热炉变压器的次级工作电压特别低,电流特别大。
属于降压变压器,而电力变压为了保证远距离电能输送,必须升压作业才能满足,故电力变压器属于升压变压器。
(3)短网短网就是短的电网的意思,矿热炉的电孤是深埋在料层里的。
要做到这一点,就必须工作电压足够低。
因此必须一种专门的矿热炉用变压器来完成,把分流的电压大幅度降低,电压降低后,同样容量下,电流必定很大,因此必须有截面足够大的低压馈电母线组成输电络经,特称之为短网。
短网是从变压器到电极的低压电流输送设备,大致可分为三段,一段由变压器低压出线引到墙外横跨电炉之上到固定接线板,称为硬母线从固定接线板到活动接线板之间,能随电极摆持系统上下运动可弯曲的称为软母线。
从活动接线板到铜瓦这一段因处在高温区必须采用循环水冷的称为硬母线。
(4)电极矿热炉可采用石墨电极或炭素电极,但多数电炉都是采用薄铁安非壳的连续自熔电极,这是因为自熔电极即工作方便而又经济的缘故。
在铁壳内加入电极糊,起初电极糊未经熔烧电阻很大,大部分电流都暂由非圆周铁壳负担,随后电极糊在下降过程同步中经过高温熔烧固化,电阻大大下降才能担负所有电流,投入正常运行。
3、配料3.1原料配比由工艺技术员根据原料情况,按照近期产品合同要求,计算出准确料比,经工艺技术组审核,生产厂长审批后实施。
根据炉况、合金成分的变化,工艺技术员有权变动料比,每种原料在50Kg 范围内调整时,不用填写料比计算单,超过50Kg范围时,必须填写料比计算单。
3.2要求各种原料称量准确,一批料中,每种原料误差不超过±2Kg。
3.3配料比变化时,配料工要接到炉长或工艺技术员的变料通知单后方可变料。
3.4交接班时炉顶各小料仓要求配满料。
3.5配料工要注意原料变化情况,发现问题及时向班长报告情况。
3.6为使原料混合均匀,应按焦炭、硅石、白云石、锰矿、锰渣等各物料粒度、流动特性等进行配料。
3.7根据炉况变化,炉长有权在每种原料±10Kg范围内调整料比。
变料时,把有炉长签字的变料单送到配料库并做好记录,超出权限变料,必须请示工艺技术员或值班主任批准。
4、电炉设备维护4.1接班前,对各种设备运行情况彻底检查,发现问题及时向上班提出,并及时处理。
4.2经常检查各料管下料情况,防止料管堵塞。
4.3水冷系统畅通无阻,回水水温不超过60℃。
电极压放系统要检查设备及电极壳是否有问题存在,有问题及时处理。
4.4定期检查金属构件是否漏电,发现问题及时处理。
4.5除尘设备投入使用时,除尘设备工作人员负责电炉主体与除尘设备投切工作。
4.6在煤气净化过程中,严格执行《煤气操作规程》,与煤气组配合,煤气仪表操作人员随时与矿热炉仪表操作人员调整风机吸力,保证炉膛微正压操作。
4.7封闭炉炉况判断。
根据原料情况、电极位置、炉渣碱度、渣量、合金成分、炉膛压力变化等,对冶炼过程综合分析判断。
例如:4.7.1炉膛出口压力波动,炉盖温度局部升高,说明炉膛内部翻渣或刺火。
4.7.2炉气出口压力增大,炉盖温度未升高,电极波动说明炉膛内翻渣。
4.7.3煤气出口压力增大,炉盖温度升高、喷火,一次电流下降,说明炉内有塌料现象。
4.7.4原料水分未有大的变化时,煤气成分中氢气含量增加,说明炉内设备有漏水现象,应立即停电处理;如煤气中氧气量增加,说明密封不好,应搞好密封。
4.7.5发现冷却水流量变小,应检查水压大小和管道有无堵塞现象,应及时处理。
4.7.6经常检查积尘箱水流大小,并经常清除大块杂物。
清积尘箱时,首先通知煤气组停净化,换牌后打开水封,清除完毕,水封封好后,方可投入净化。
4.8设备参数(见表4)表4 36MVA电炉设备参数序号项目单位内容备注1 变压器视在功率MVA 3×12单相,可超负荷30%序号项目单位内容备注2 炉型密闭式电炉3 生产品种锰硅合金4 出铁炉次次 6 24小时内5 电极直径(组合式把持器)mm 1600 每相18组接触元件6 底环距炉面mm 3007 极心圆直径mm 4500±1008 炉膛直径mm φ108009 炉壳直径(内) mm φ1300010 炉膛深度mm 385011 炉壳高度mm 650012 二次电压v 120—200—280 3.48V/级,47级、13 二次电流 A 10392614 水冷电缆mm22400无氧紫铜15 铜管mm φ80×12.5TU116 电极电流密度A/cm2 5.16517 料管根数根1818 料管mm 426×1019 炉盖高度mm 1350 净空20 电极升降速度m/min 0.521 工作行程mm 130022 最大行程mm 170023 烟气量Nm3/h 7000--1100024 净气烟囱直径mm Φ90025 粗气烟囱直径mm φ115026 自然功率因素0.634.9变压器参数见表5表5 矿热炉变压器有载调压开关位置表:序号有载调压开关位置对应二次电压V备注二次电压A1 1 120恒电流600002 2 123.48 600003 3 126.96 600004 4 130.44 600005 5 133.92 600006 6 137.4 600007 7 140.88 600008 8 144.36 600009 9 147.84 6000010 10 151.32 6000011 11 154.8 6000012 12 158.28 6000013 13 161.76 6000014 14 165.24 6000015 15 168.72 6000016 16 172.2 6000017 17 175.68 6000018 18 179.16 6000019 19 182.64 6000020 20 186.12 6000021 21 189.6 6000022 22 193.08 6000023 23 196.56 6000024 24 200.04 常用档位6000025 25 203.52恒功率5893926 26 207 5794327 27 210.48 5698028 28 213.96 5607529 29 217.44 5517230 30 220.92 5429931 31 224.4 5345232 32 227.88 5265533 33 231.36 5185834 34 234.84 5108635 35 238.32 5035736 36 241.8 4962837 37 245.28 4892038 38 248.76 4832339 39 252.24 4758140 40 255.72 4693041 41 259.2 4629642 42 262.68 4567943 43 266.16 4509644 44 269.64 4451045 45 273.12 4394046 46 276.6 4338447 47 280.08 42857 36MVA变压器参数额定容量12MVA 30%过载短路阻抗5% 二次电压280.08V时一次电压110kV二次电压120V-200V-280V(47级)联结组标号lio电流密度(参考值)主变一次侧2.8A/mm2二次2.9A/mm2外限尺寸总重kg变压器效率98.8%以上冷却方式OFWF频率50Hz结构形式双器身结构,铜管侧出线5、熔炼操作5.1正常的锰硅合金炉况,必须有足够大的坩埚,炉料透气性良好,炉口冒火均匀,投煤气净化时不冒火。