罐头审查细则
罐头食品生产许可证审查细则
罐头食品生产许可证审查细则The document was prepared on January 2, 2021附件2-7罐头食品生产许可证审查细则一、发证产品范围及申证单元实施《食品生产许可证》管理的罐头食品是指将符合要求的原料经处理、分选、修整、烹调(或不经烹调)、装罐(包括马口铁罐、玻璃罐、复合薄膜袋或其他包装材料容器)、密封、杀菌、冷却或无菌包装而制成的所有食品。
其申证单元为3个,即禽肉水产类罐头、果蔬类罐头、其他类罐头,企业的生产许可证上应注明申证单元名称。
二、基本生产流程及关键控制点(一)基本生产流程原辅材料处理方法及要求→调配(分选)(或加热及浓缩)→装罐→排气及密封→杀菌及冷却。
(二)容易或者可能出现的各种质量安全问题1、使用变质或有异味的原辅材料会造成感官不符合要求,属严重缺陷;2、罐头食品加工过程如有外来有害杂质、硫化铁明显污染物,属严重缺陷;3、罐头食品可能会出现物理性胀罐或氢胀现象;4、低酸性的罐头食品会对马口铁罐产生腐蚀作用,可能会出现酸败变质现象;5、罐头食品的杀菌或封口效果不好时,会出现平酸菌败坏现象。
(三)关键控制点1、原材料的验收及处理;2、真空封口工序;3、杀菌工序。
三、原辅材料的有关要求企业生产罐头所有的原料、辅料及包装材料容器必须符合国家卫生标准、国家标准、行业标准及地方标准的规定。
如(一)QB 616-1976《罐头原辅材料》;(二)GB 4805-1994《食品罐头内壁环氧酚醛涂料卫生标准》;(三)GB 9682-1988《食品罐头内壁脱模涂料卫生标准》;(四)GB 11677-1989《水基改性环氧易拉罐内壁涂料卫生标准》;(五)GB 8230-1987《环氧酚醛型涂覆的镀锡(或镀铬)薄钢板》;(六)GB/T 10785-1989《开顶金属圆罐规格系列》;(七)GB/T 12308-1990《金属罐食品罐头包装纸箱技术条件》;(八)GB/T 13521-1992《冠型瓶盖》;(九)GB/T 14251-1993《镀锡薄钢板圆形罐头容器技术条件》等。
罐头食品生产许可证审查细则.doc

罐头食品生产许可证审查细则罐头食品生产许可证审查细则全文究竟是怎么一个内容呢?下文是我收集的罐头食品生产许可证审查细则,欢迎阅读!罐头食品生产许可证审查细则全文一、发证产品范围及申证单元实施食品生产许可证管理的罐头食品是指原料经处理、装罐、密封、杀菌或无菌包装而制成的食品。
罐头食品应为商业无菌、常温下能长期存放。
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐头;其他罐头。
在生产许可证上应当注明获证产品名称即罐头及申证单元名称(畜禽水产罐头、果蔬罐头、其他罐头)。
罐头食品生产许可证有效期为3年,其产品类别编号为0901。
二、基本生产流程及关键控制环节(一)基本生产流程。
杀菌→无菌包装↑原辅材料处理→调配(或分选、或加热及浓缩)→装罐→密封→杀菌及冷却(二)关键控制环节。
原材料的验收及处理、封口工序、杀菌工序。
(三)容易出现的质量安全问题。
1.原料变质造成感官指标不符合要求。
2.加工过程中带入外来杂质。
3.物理性胀罐或氢胀。
4.马口铁罐腐蚀造成内容物变质或硫化铁污染。
5.密封不良或杀菌不足造成内容物腐败变质或平酸菌败坏。
6.锡超标。
7.违规使用食品添加剂。
三、必备的生产资源(一)生产场所。
罐头食品生产企业除必备的生产环境外,其厂房与设施的设计应当根据不同罐头的工艺流程进行合理布局,并便于卫生管理、清洁清理、消毒。
企业应当设有原辅材料库房、成品库、加工车间、包装车间。
原料有特殊贮藏要求的,企业应当具备冷库、保(常)温库和解冻间。
(二)必备的生产设备。
1. 畜禽水产罐头和其他罐头(1)原料处理设备(如清洗设施、盐渍设施、油炸设备等);(2)配料及调味设备(如调味、过滤等设施);(3)装罐设施及密封设备(如封口机)或无菌包装设备;(4)杀菌设备(如杀菌釜或杀菌锅);(5)冷却设施或场所。
2. 果蔬罐头(1)原料处理设备(如清洗、去皮、预煮机或漂洗桶、槽等);(2)分选设备(如去核、切块、修整等工具);(3)装罐设施及密封设备(如封口机)或无菌包装设备;(4)杀菌设备(如杀菌釜或杀菌锅);(5)冷却设施或场所。
罐头食品生产许可证审查细则
罐头食品生产许可证审查细则一、发证产品范围及申证单元实施食品生产许可证管理的罐头食品是指将符合要求的原料经处理、分选、修整、烹调(或不经烹调)、装罐、密封、杀菌、冷却或无菌包装而制成的所有食品。
罐头食品应为商业无菌、常温下能长期存放(保质期不少于6个月)。
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐头;其他罐头。
在生产许可证上应当注明获证产品名称即罐头及申证单元名称(畜禽水产罐头、果蔬罐头、其他罐头)。
罐头食品生产许可证有效期为3年,其产品类别编号为0901。
尚未纳入本细则管理的罐头食品,待条件成熟时,将纳入管理。
具体办法另行制定。
二、基本生产流程及关键控制环节(一)基本生产流程。
原辅材料处理→调配(或分选、或加热及浓缩)→装罐→排气及密封→杀菌及冷却(二)关键控制环节。
原材料的验收及处理、严格控制真空封口工序、严格控制杀菌工序。
(三)容易出现的质量安全问题。
1.原料变质造成感官指标不符合要求。
2.加工过程中带入外来杂物及硫化铁等污染物。
3.物理性胀罐或氢胀。
4.强酸性的罐头食品对马口铁罐产生腐蚀造成酸败变质。
5.杀菌或封口效果不好造成平酸菌败坏。
6.锡超标。
三、必备的生产资源(一)生产场所。
罐头食品生产企业除必备的生产环境外,其厂房和设施的设计应当根据不同罐头的工艺流程进行合理布局,并便于卫生管理、清洁清理、消毒。
企业应当设有原辅材料库房、成品库、加工车间、包装车间。
原料有特殊贮藏要求的,企业应当具备冷库、保(常)温库和解冻间。
(二)必备的生产设备。
1.畜禽水产罐头和其他罐头(1)原料处理设备(如清洗设施、盐渍设施、油炸锅等);(2)配料及调味设备(如调味锅、过滤等设施);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置或杀菌锅,贮水罐)或无菌包装设备。
2.果蔬罐头(1)原料处理设备(如清洗、去皮、预煮机或漂洗桶、槽等);(2)分选设备(如去核、切块、修整等工具);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置,贮水罐)或无菌包装设备。
罐头食品安全监督抽检实施细则
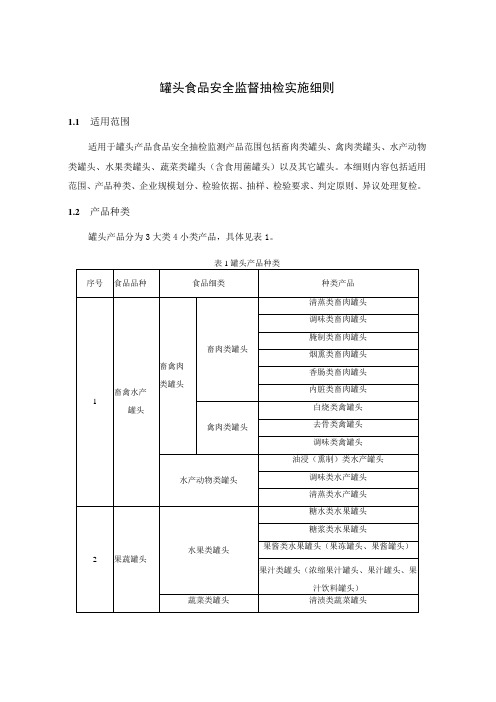
罐头食品安全监督抽检实施细则1.1适用范围适用于罐头产品食品安全抽检监测产品范围包括畜肉类罐头、禽肉类罐头、水产动物类罐头、水果类罐头、蔬菜类罐头(含食用菌罐头)以及其它罐头。
本细则内容包括适用范围、产品种类、企业规模划分、检验依据、抽样、检验要求、判定原则、异议处理复检。
1.2产品种类罐头产品分为3大类4小类产品,具体见表1。
1.3企业规模划分根据罐头产品行业的实际情况,生产企业规模以罐头产品年销售额为标准划分为大、中、小型企业。
见表2。
1.4检验依据下列文件凡是注明日期的,其随后所有的修改单或修订版均不适用于本细则。
凡是不注明日期的,其最新版本适用于本细则。
GB2760食品安全国家标准食品添加剂使用卫生标准GB2761食品安全国家标准食品中真菌毒素限量GB2762食品安全国家标准食品中污染物限量GB4789.15食品安全国家标准食品卫生微生物学检验霉菌和酵母计数GB/T4789.26-2003食品卫生微生物学检验罐头食品商业无菌的检验GB4789.26-2013食品安全国家标准食品微生物学检验商业无菌检验GB/T5009.11食品中总种及无机碑的测定GB5009.12食品安全国家标准食品中铅的测定GB/T5009.15食品中镉的测定GBZT5009.16食品中锡的测定GBZT5009.17食品中总汞及有机汞的测定GB/T5009.27食品中苯并(α)花的测定GB/T5009.28食品中糖精钠的测定GB/T5009.29食品中山梨酸、苯甲酸的测定GB5009.33食品安全国家标准食品中亚硝酸盐与硝酸盐的测定GB/T5009.34食品中亚硫酸盐的测定GB/T5009.35食品中合成着色剂的测定GB/T5009.45水产品卫生标准的分析方法GB/T5009.97食品中环己基氨基磺酸钠的测定GB/T5009.140饮料中乙酰磺胺酸钾的测定GB/T5009.141食品中诱惑红的测定GB/T5009.185苹果和山楂制品中展青霉素的测定GB/T5009.190食品中指示性多氯联苯含量的测定GB/T5009.192动物性食品中克伦特罗残留量的测定GB7098食用菌罐头卫生标准GB11671果、蔬罐头卫生标准GB13100肉类罐头卫生标准GB14939鱼类罐头卫生标准GB/T21916水果罐头中合成着色剂的测定高效液相色谱法GB/T21313动物源性食品中B-受体激动剂残留检测方法液相色谱-质谱/质谱法GBZT21981动物源食品中激素多残留检测方法液相色谱■质谱/质谱法GB/T22286动物源性食品中多种P-受体激动剂残留量的测定液相色谱串联质谱法GB/T22331水产品中多氯联苯残留量的测定气相色谱法GB/T22338动物源性食品中氯霉素类药物残留量测定GB/T23372食品中无机碑的测定液相色谱•电感耦合等离子体质谱法GB/T23374食品中铝的测定电感耦合等离子体质谱法GB/T23495食品中苯甲酸、山梨酸和糖精钠的测定高效液相色谱法GB/T22509动植物油脂苯并(a)花的测定反相高效液相色谱法SN/T1743食品中诱惑红、酸性红、亮蓝、日落黄的含量检测高效液相色谱法SN/T2534进出口水果和蔬菜制品中展青霉素含量检测方法液相色谱-质谱/质谱法与高效液相色谱法农业部1025号公告-18-2008动物源性食品中β-受体激动剂残留检测液相色谱•串联质谱法农业部公告第235号动物性食品中兽药最高残留限量整顿办函(2010)50号关于印发《食品中可能违法添加的非食用物质和易滥用的食品添加剂名单(第四批)》的通知相关的法律法规、部门规章和规定经备案现行有效的企业标准及产品质量明示指标1.5抽样1.5.1抽样型号或规格预包装产品1.5.2抽样方法、基数及数量在生产企业的成品仓库抽取近期生产的同一批次、并经企业检验合格或以任何形式表明合格的产品;或在流通领域的货架、柜台、库房抽取同一批次待销产品。
罐头食品生产许可证审查细则1
罐头食品生产许可证审查细则(2003年)一、发证产品范围及申证单元实施食品生产许可证管理的罐头食品是指将符合要求的原料经处理、分选、修整、烹调(或不经烹调)、装罐、密封、杀菌、冷却或无菌包装而制成的所有食品。
罐头食品应为商业无菌、常温下能长期存放(保质期不少于6个月)。
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐头;其他罐头。
在生产许可证上应当注明获证产品名称即罐头及申证单元名称(畜禽水产罐头、果蔬罐头、其他罐头)。
罐头食品生产许可证有效期为3年,其产品类别编号为0901。
尚未纳入本细则管理的罐头食品,待条件成熟时,将纳入管理。
具体办法另行制定。
二、基本生产流程及关键控制环节(一)基本生产流程。
原辅材料处理→调配(或分选、或加热及浓缩)→装罐→排气及密封→杀菌及冷却(二)关键控制环节。
原材料的验收及处理、严格控制真空封口工序、严格控制杀菌工序。
(三)容易出现的质量安全问题。
1.原料变质造成感官指标不符合要求。
2.加工过程中带入外来杂物及硫化铁等污染物。
3.物理性胀罐或氢胀。
4.强酸性的罐头食品对马口铁罐产生腐蚀造成酸败变质。
5.杀菌或封口效果不好造成平酸菌败坏。
6.锡超标。
三、必备的生产资源(一)生产场所。
罐头食品生产企业除必备的生产环境外,其厂房与设施的设计应当根据不同罐头的工艺流程进行合理布局,并便于卫生管理、清洁清理、消毒。
企业应当设有原辅材料库房、成品库、加工车间、包装车间。
原料有特殊贮藏要求的,企业应当具备冷库、保(常)温库和解冻间。
(二)必备的生产设备。
1.畜禽水产罐头和其他罐头(1)原料处理设备(如清洗设施、盐渍设施、油炸锅等);(2)配料及调味设备(如调味锅、过滤等设施);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置或杀菌锅,贮水罐)或无菌包装设备。
2.果蔬罐头(1)原料处理设备(如清洗、去皮、预煮机或漂洗桶、槽等);(2)分选设备(如去核、切块、修整等工具);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置,贮水罐)或无菌包装设备。
罐头食品生产许可证审查细则

罐头食品生产许可证审查细则一、发证产品范围及申证单元实施食品生产许可证管理的罐头食品是指将符合要求的原料经处理、分选、修整、烹调(或不经烹调)、装罐、密封、杀菌、冷却或无菌包装而制成的所有食品。
罐头食品应为商业无菌、常温下能长期存放(保质期不少于6个月)。
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐头;其他罐头。
在生产许可证上应当注明获证产品名称即罐头及申证单元名称(畜禽水产罐头、果蔬罐头、其他罐头)。
罐头食品生产许可证有效期为3年,其产品类别编号为0901。
尚未纳入本细则管理的罐头食品,待条件成熟时,将纳入管理。
具体办法另行制定。
二、基本生产流程及关键控制环节(一)基本生产流程。
原辅材料处理→调配(或分选、或加热及浓缩)→装罐→排气及密封→杀菌及冷却(二)关键控制环节。
原材料的验收及处理、严格控制真空封口工序、严格控制杀菌工序。
(三)容易出现的质量安全问题。
1.原料变质造成感官指标不符合要求。
2.加工过程中带入外来杂物及硫化铁等污染物。
3.物理性胀罐或氢胀。
4.强酸性的罐头食品对马口铁罐产生腐蚀造成酸败变质。
5.杀菌或封口效果不好造成平酸菌败坏。
6.锡超标。
三、必备的生产资源(一)生产场所。
罐头食品生产企业除必备的生产环境外,其厂房与设施的设计应当根据不同罐头的工艺流程进行合理布局,并便于卫生管理、清洁清理、消毒。
企业应当设有原辅材料库房、成品库、加工车间、包装车间。
原料有特殊贮藏要求的,企业应当具备冷库、保(常)温库和解冻间。
(二)必备的生产设备。
1.畜禽水产罐头和其他罐头(1)原料处理设备(如清洗设施、盐渍设施、油炸锅等);(2)配料及调味设备(如调味锅、过滤等设施);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置或杀菌锅,贮水罐)或无菌包装设备。
2.果蔬罐头(1)原料处理设备(如清洗、去皮、预煮机或漂洗桶、槽等);(2)分选设备(如去核、切块、修整等工具);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置,贮水罐)或无菌包装设备。
(生产管理知识)罐头食品生产许可证审查细则

罐头食品生产许可证审查细则一、发证产品范围及申证单元实施食品生产许可证管理的罐头食品是指将符合要求的原料经处理、分选、修整、烹调(或不经烹调)、装罐(包括马口铁罐、玻璃罐、复合薄膜袋或其他包装材料容器)、密封、杀菌、冷却或无菌包装而制成的所有食品。
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐头;其他罐头。
在生产许可证上应当注明获证产品名称即(罐头食品)及申证单元名称(畜禽水产罐头、果蔬罐头、其它罐头)。
罐头食品生产许可证有效期为3年,其产品类别编号为0901。
未纳入本细则管理的罐头食品,待条件成熟时,将纳入管理。
具体办法另行制定。
二、必备的生产资源(一)生产场所。
罐头食品生产企业除必须具备必备的生产环境外,其厂房与设施的设计应当根据不同罐头的工艺流程进行合理布局;并便于卫生管理,便于清洁、清理、消毒。
企业应当设有原材料库房、成品仓库、罐头加工车间、罐头包装车间。
另外,根据原料的特殊贮藏要求,企业应当具备冷库、保(常)温库和解冻间。
(二)必备的生产设备。
企业应当具备下列罐头食品生产工艺要求的必备的生产设备:1.畜禽水产罐头和其他罐头(1)原料处理设备(如刀、清洗、盐渍、油炸开口锅等工具);(2)配料及调味设备(如调味锅、过滤等设施);(3)装罐设备(人工或机械装罐装置);(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置或杀菌锅,贮水罐)或无菌包装设备。
2.果蔬罐头(1)原料处理设备(如清洗、去皮、预煮机或漂洗(槽)桶等);(2)分选设备(如去核、切块、修整等工具);(3)装罐设备(人工或机械装罐装置);(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置,贮水罐)或无菌包装设备。
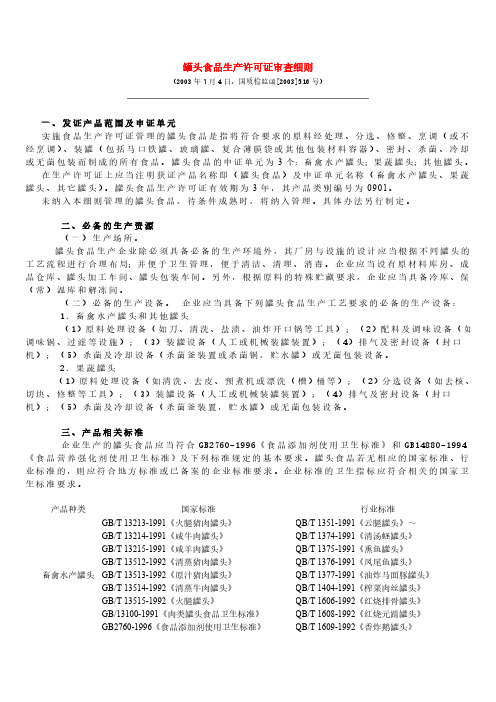
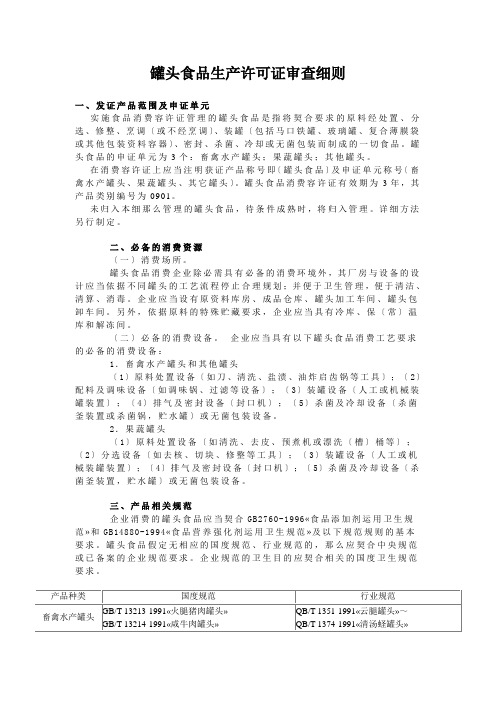
三、产品相关标准企业生产的罐头食品应当符合GB2760-1996《食品添加剂使用卫生标准》和GB14880-1994《食品营养强化剂使用卫生标准》及下列标准规定的基本要求。
罐头食品若无相应的国家标准、行业标准的,则应符合地方标准或已备案的企业标准要求。
罐头食品生产许可证审查细则
罐头食品生产许可证审查细则一、发证产品范围及申证单元实施食品生产许可证管理的罐头食品是指将符合要求的原料经处理、分选、修整、烹调(或不经烹调)、装罐、密封、杀菌、冷却或无菌包装而制成的所有食品。
罐头食品应为商业无菌、常温下能长期存放(保质期不少于6个月)。
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐头;其他罐头。
在生产许可证上应当注明获证产品名称即罐头及申证单元名称(畜禽水产罐头、果蔬罐头、其他罐头)。
罐头食品生产许可证有效期为3年,其产品类别编号为0901。
尚未纳入本细则管理的罐头食品,待条件成熟时,将纳入管理。
具体办法另行制定。
二、基本生产流程及关键控制环节(一)基本生产流程。
原辅材料处理→调配(或分选、或加热及浓缩)→装罐→排气及密封→杀菌及冷却(二)关键控制环节。
原材料的验收及处理、严格控制真空封口工序、严格控制杀菌工序。
(三)容易出现的质量安全问题。
1.原料变质造成感官指标不符合要求。
2.加工过程中带入外来杂物及硫化铁等污染物。
3.物理性胀罐或氢胀。
4.强酸性的罐头食品对马口铁罐产生腐蚀造成酸败变质。
5.杀菌或封口效果不好造成平酸菌败坏。
6.锡超标。
三、必备的生产资源(一)生产场所。
罐头食品生产企业除必备的生产环境外,其厂房与设施的设计应当根据不同罐头的工艺流程进行合理布局,并便于卫生管理、清洁清理、消毒。
企业应当设有原辅材料库房、成品库、加工车间、包装车间。
原料有特殊贮藏要求的,企业应当具备冷库、保(常)温库和解冻间。
(二)必备的生产设备。
1.畜禽水产罐头和其他罐头(1)原料处理设备(如清洗设施、盐渍设施、油炸锅等);(2)配料及调味设备(如调味锅、过滤等设施);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置或杀菌锅,贮水罐)或无菌包装设备。
2.果蔬罐头(1)原料处理设备(如清洗、去皮、预煮机或漂洗桶、槽等);(2)分选设备(如去核、切块、修整等工具);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置,贮水罐)或无菌包装设备。
罐头食品生产许可证审查细则

罐头食品生产许可证审查细则1.引言罐头食品是高温杀菌的一种植物、动物或混合食品,适用于储藏和转运。
生产罐头食品需要生产许可证。
本文将介绍罐头食品生产许可证审查细则。
2.法规依据生产罐头食品需要符合国家相关法律法规,包括《中华人民共和国食品安全法》、《中华人民共和国食品安全法实施条例》、《食品药品监督管理条例》等。
3.审查程序3.1申请材料生产罐头食品许可证的申请人需向当地药品监管部门提交以下材料:•申请表;•企业法人营业执照;•产品生产工艺流程及相关标准;•产品样品和标签;•企业生产管理制度等相关文件。
3.2.审查标准申请人需符合以下条件:1.生产工艺要求:申请人生产工艺应符合国家标准,有完整的生产流程及记录,并配备相应的生产、检验设备和检测人员。
2.生产环境要求:生产车间应符合卫生防疫规定,设备和器械应定期检查和维护。
3.原材料和成品要求:申请人应选择符合卫生标准的原材料进行生产,并严格控制产品中有害物质的含量。
4.营销质量标准:申请人应建立相应的产品质量跟踪和追溯工作体系,并配备专门的品质管理人员。
3.3.审查结果药品监管部门对申请人提交的资料进行审核,如认为符合条件则颁发罐头食品生产许可证,并上报食品药品监管总局进行备案。
如发现申请人存在违法行为,则将拒绝其申请,并按照相关法规进行处罚和惩罚。
4.许可证有效期罐头食品生产许可证的有效期为3年,有效期内申请人需履行相应的生产管理和品质管理职责。
5.许可证注销罐头食品生产许可证在以下情况下应注销:•申请人自行申请注销;•许可证到期未办理延续手续;•申请人违反法律法规的规定。
6.结论通过以上审查程序可使申请人严格遵守国家相关法律法规,规范生产管理和申请流程,保证罐头食品的质量安全。
罐头食品生产许可证审查细则
罐头食品生产许可证审查细则(2003年7月4日,国质检监函[2003]516号)一、发证产品范围及申证单元实施食品生产许可证管理的罐头食品是指将符合要求的原料经处理、分选、修整、烹调(或不经烹调)、装罐(包括马口铁罐、玻璃罐、复合薄膜袋或其他包装材料容器)、密封、杀菌、冷却或无菌包装而制成的所有食品。
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐头;其他罐头。
在生产许可证上应当注明获证产品名称即(罐头食品)及申证单元名称(畜禽水产罐头、果蔬罐头、其它罐头)。
罐头食品生产许可证有效期为3年,其产品类别编号为0901。
未纳入本细则管理的罐头食品,待条件成熟时,将纳入管理。
具体办法另行制定。
二、必备的生产资源(一)生产场所。
罐头食品生产企业除必须具备必备的生产环境外,其厂房与设施的设计应当根据不同罐头的工艺流程进行合理布局;并便于卫生管理,便于清洁、清理、消毒。
企业应当设有原材料库房、成品仓库、罐头加工车间、罐头包装车间。
另外,根据原料的特殊贮藏要求,企业应当具备冷库、保(常)温库和解冻间。
(二)必备的生产设备。
企业应当具备下列罐头食品生产工艺要求的必备的生产设备: 1.畜禽水产罐头和其他罐头(1)原料处理设备(如刀、清洗、盐渍、油炸开口锅等工具);(2)配料及调味设备(如调味锅、过滤等设施);(3)装罐设备(人工或机械装罐装置);(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置或杀菌锅,贮水罐)或无菌包装设备。
2.果蔬罐头(1)原料处理设备(如清洗、去皮、预煮机或漂洗(槽)桶等);(2)分选设备(如去核、切块、修整等工具);(3)装罐设备(人工或机械装罐装置);(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置,贮水罐)或无菌包装设备。
三、产品相关标准企业生产的罐头食品应当符合GB2760-1996《食品添加剂使用卫生标准》和GB14880-1994《食品营养强化剂使用卫生标准》及下列标准规定的基本要求。
罐头食品生产许可证审查细则
罐头食品生产许可证审查细则一、发证产品范围及申证单元实施食品消费容许证管理的罐头食品是指将契合要求的原料经处置、分选、修整、烹调〔或不经烹调〕、装罐〔包括马口铁罐、玻璃罐、复合薄膜袋或其他包装资料容器〕、密封、杀菌、冷却或无菌包装而制成的一切食品。
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐头;其他罐头。
在消费容许证上应当注明获证产品称号即〔罐头食品〕及申证单元称号〔畜禽水产罐头、果蔬罐头、其它罐头〕。
罐头食品消费容许证有效期为3年,其产品类别编号为0901。
未归入本细那么管理的罐头食品,待条件成熟时,将归入管理。
详细方法另行制定。
二、必备的消费资源〔一〕消费场所。
罐头食品消费企业除必需具有必备的消费环境外,其厂房与设备的设计应当依据不同罐头的工艺流程停止合理规划;并便于卫生管理,便于清洁、清算、消毒。
企业应当设有原资料库房、成品仓库、罐头加工车间、罐头包卸车间。
另外,依据原料的特殊贮藏要求,企业应当具有冷库、保〔常〕温库和解冻间。
〔二〕必备的消费设备。
企业应当具有以下罐头食品消费工艺要求的必备的消费设备:1.畜禽水产罐头和其他罐头〔1〕原料处置设备〔如刀、清洗、盐渍、油炸启齿锅等工具〕;〔2〕配料及调味设备〔如调味锅、过滤等设备〕;〔3〕装罐设备〔人工或机械装罐装置〕;〔4〕排气及密封设备〔封口机〕;〔5〕杀菌及冷却设备〔杀菌釜装置或杀菌锅,贮水罐〕或无菌包装设备。
2.果蔬罐头〔1〕原料处置设备〔如清洗、去皮、预煮机或漂洗〔槽〕桶等〕;〔2〕分选设备〔如去核、切块、修整等工具〕;〔3〕装罐设备〔人工或机械装罐装置〕;〔4〕排气及密封设备〔封口机〕;〔5〕杀菌及冷却设备〔杀菌釜装置,贮水罐〕或无菌包装设备。
三、产品相关规范企业消费的罐头食品应当契合GB2760-1996«食品添加剂运用卫生规范»和GB14880-1994«食品营养强化剂运用卫生规范»及以下规范规则的基本要求。
罐头食品生产许可证审查细则

1.
罐头食品是一种被广泛消费和销售的食品类别,它具有方便携带、长时间保存和易于加工的特点。然而,由于罐头食品的生产涉及到食品安全和质量问题,因此需要进行严格的审查和管理,以确保消费者的权益和健康。
本文档旨在制定罐头食品生产许可证审查细则,明确罐头食品生产企业在申请和审查过程中需要遵守的规定和要求,以确保罐头食品生产的安全、卫生和质量。
2.
本文档适用于所有生产罐头食品的企业,包括罐头肉类、蔬菜、水果、饮料等各类罐头食品的生产企业。
3.
企业在申请罐头食品生产许可证时,需要准备以下材料:
•企业法人营业执照副本及其副本;
•罐头食品生产车间参数说明;
•罐头食品生产工艺流程图及其工艺参数;
•定期开展内部质量审查和风险评估;
•及时报告生产异常情况和事故发生情况;
•进行产品追溯和召回工作,确保产品质量和安全。
6.
本文档制定了罐头食品生产许可证审查细则,明确了申请企业需要准备的材料、审查程序和管理要求。这些细则和要求的制定旨在加强对罐头食品生产企业的监管,保障罐头食品的质量和安全,最终保障消费者的权益和健康。同时,企业也应积极配合和遵守这些规定,加强自身生产质量管理和食品安全意识,推动罐头食品行业的可持续发展。
4.4
根据初审、现场核查和抽样检测的结果,食品安全监管部门将进行最终的审查评估。如果企业符合相关法律法规和技术标准的要求,将发放罐头食品生产许可证;如果企业存在不合规的情况,则要求企业整改,并进行复查。
5.
获得罐头食品生产许可证的企业需要遵守以下管理规定和要求:
•建立完善的生产质量控制体系;
•积极配合食品安全监管部门的监督检查;
4.2
通过初审合格的申请企业将接受现场核查。现场核查的目的是验证申请材料中所述内容的真实性和准确性,包括但不限于以下方面:
罐头食品生产许可证审查细则
罐头食品生产许可证审查细则一、发证产品范围及申证单元实施食品生产许可证管理的罐头食品是指将符合要求的原料经处理、分选、修整、烹调(或不经烹调)、装罐、密封、杀菌、冷却或无菌包装而制成的所有食品。
罐头食品应为商业无菌、常温下能长期存放(保质期不少于6个月)。
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐头;其他罐头。
在生产许可证上应当注明获证产品名称即罐头及申证单元名称(畜禽水产罐头、果蔬罐头、其他罐头)。
罐头食品生产许可证有效期为3年,其产品类别编号为0901。
尚未纳入本细则管理的罐头食品,待条件成熟时,将纳入管理。
具体办法另行制定。
二、基本生产流程及关键控制环节(一)基本生产流程。
原辅材料处理→调配(或分选、或加热及浓缩)→装罐→排气及密封→杀菌及冷却(二)关键控制环节。
原材料的验收及处理、严格控制真空封口工序、严格控制杀菌工序。
(三)容易出现的质量安全问题。
1.原料变质造成感官指标不符合要求。
2.加工过程中带入外来杂物及硫化铁等污染物。
3.物理性胀罐或氢胀。
4.强酸性的罐头食品对马口铁罐产生腐蚀造成酸败变质。
5.杀菌或封口效果不好造成平酸菌败坏。
6.锡超标。
三、必备的生产资源(一)生产场所。
罐头食品生产企业除必备的生产环境外,其厂房与设施的设计应当根据不同罐头的工艺流程进行合理布局,并便于卫生管理、清洁清理、消毒。
企业应当设有原辅材料库房、成品库、加工车间、包装车间。
原料有特殊贮藏要求的,企业应当具备冷库、保(常)温库和解冻间。
(二)必备的生产设备。
1.畜禽水产罐头和其他罐头(1)原料处理设备(如清洗设施、盐渍设施、油炸锅等);(2)配料及调味设备(如调味锅、过滤等设施);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置或杀菌锅,贮水罐)或无菌包装设备。
2.果蔬罐头(1)原料处理设备(如清洗、去皮、预煮机或漂洗桶、槽等);(2)分选设备(如去核、切块、修整等工具);(3)装罐设施;(4)排气及密封设备(封口机);(5)杀菌及冷却设备(杀菌釜装置,贮水罐)或无菌包装设备。
罐头食品生产许可证审查细则
罐头食品生产许可证审查细则1. 引言罐头食品作为一种方便、长久保存的食品形式,受到了广大消费者的欢迎。
然而,由于食品安全问题的频繁发生,为了保障公众的健康与权益,罐头食品生产企业须通过审查程序获取生产许可证。
本文档旨在规范罐头食品生产许可证的审查细则,以确保罐头食品的质量和安全性。
2. 审查范围罐头食品生产许可证的审查范围包括但不限于以下内容:•原材料的选择和采购;•生产设备的检验和维护;•生产工艺的合规性;•产品标签和包装的合规性;•检验检测设备的齐全与准确性;•废弃物处理方案的可行性。
3. 审查程序3.1 初步审查初步审查是指对罐头食品生产企业进行基本信息核实,确认其合法经营资格和相关证书、批文的真实性。
初步审查包括以下步骤:1.企业基本信息的核实,包括营业执照、组织机构代码证等;2.相关生产资质和证书的核实,包括卫生许可证、食品生产许可证等;3.企业生产设备和生产场所的初步检查,确保其符合相关卫生、安全要求;4.检查企业生产工艺流程和操作规范,确认其符合食品安全管理要求。
3.2 现场审查现场审查是指对罐头食品生产企业的生产设施、生产流程和管理制度进行实地检查和评估。
现场审查包括以下步骤:1.检查企业的生产设施和生产线,确认其符合相关卫生、安全要求;2.检查企业的生产工艺流程和操作规范,确认其符合食品安全管理要求;3.检查罐头食品的加工流程和控制措施,确认其符合食品质量要求;4.检查企业的检验检测设备和方法,确保其准确性和合规性;5.检查企业的产品标签和包装,确认其合规性和准确性。
3.3 抽样检验抽样检验是指对罐头食品生产企业的产品进行抽样检测,以评估其产品的卫生、安全性和合格率。
抽样检验包括以下步骤:1.根据抽样方案,抽取符合条件的产品样品;2.使用标准化的检验方法,对产品样品进行检测和评估;3.针对检验结果,对产品进行分类处理,包括合格、不合格、待定等;4.对不合格产品进行整改要求,并追踪整改情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
罐头杀菌方式一般分为低温杀菌和高温杀菌两种。
低温杀菌为80-100℃,又称常压杀菌,时间10-30
分钟,适合于含酸量较高(pH 值在4.6以下)的水果
罐头和部分蔬菜罐头; 高温杀菌为105-121℃,又称高压杀菌,时间40-90 分钟,适用于含酸量较少(pH值4.6以上)和非酸性的 肉类、水产品及大部分蔬菜罐头。
食品的酸度(pH)与杀菌温度关系 在罐头生产中常根据食品的pH(一般以pH4.6)为 分界限)将其分为: 酸性食品——pH<4.6的为酸性食品。可采用常压 杀菌,温度<100C。 低酸性食品——pH≥4.6的为低酸性食品。一般应 采用高温(>100C)高压杀菌。 根据腐败菌对不同pH值的适应情况及其耐热性, (罐头)食品按照pH值不同常分为四类:低酸性、中 酸性、酸性和高酸性。 在罐头工业中酸性食品和低酸性食品的分界线以 pH4.6为界线。
t2——恒温杀菌时间(min)
即杀菌釜内的热介质达到规定的杀菌温度后在该 温度下所持续的杀菌时间。 t3——降温时间(min) 表示恒温杀菌结束后,杀菌釜内的热介质由杀 菌温度下降到开釜出罐时的温度需要的时间。 t——规定的杀菌温度 却杀菌过程中杀菌釜达到的最高温度,一般用C 表示。 p——为反压冷却时杀菌釜内应采用的反压力 (Pa)。
蒸汽密封排气:
在封罐的同时向罐头顶隙内喷射具有一定
压力的高压蒸汽,用蒸汽驱赶、置换顶隙 内的空气,密封、杀菌冷却后顶隙内的蒸 汽冷凝而形成一定的真空度。 顶隙的大小直接影响罐头的真空度,没有 顶隙就形不成真空度。 此法不能抽除食品组织内部的气体,组织 内部气体含量高的食品、表面不允许湿润 的食品不适合且此法排气。
二、基本生产流程及关键控制环节
1、基本生产流程。 杀菌→无菌包装 ↑ 原辅材料处理→调配(或分选、或加热及浓缩 )→装罐→密封→杀菌及冷却 原料前处理 :原料验收后,依种类不同的需 要,选不同的方法,以去除附着于原料上之砂 土、农药或微生物,以减少夹杂物及污染等, 以药剂浸渍、加压喷洗、振荡或搅拌洗涤。
(2)冷却方法 ●加压冷却(反压冷却) 在通入冷却水的同时通入一定的压缩空气。 ●常压冷却 在流动的冷却水中浸冷,或喷淋冷却。 (3)冷却时应注意的问题 一般要求冷却到38~400C,尚有余热,以 蒸发罐头表面的水膜,防止罐头生锈。 注意冷却用水的卫生。 玻璃瓶罐头应采用分段冷却,并严格控制 每段的温差,防止玻璃罐炸裂。
排气作用: 1.防止需氧菌和霉菌的生长繁殖 2.防止需氧菌和霉菌的生长繁殖 3.有利于食品色、香、味的保存 4.减少维生素和其他营养素的破坏 5.防止或减轻罐头在贮藏过程中罐内壁的 腐蚀 6.有助于“打检”,检查识别罐头质量的 好坏
排气的方法 :
热力排气;
真空密封排气; 蒸汽喷射排气。
3.保持一定的顶隙 顶隙——实装罐内由内容物的表面到盖顶之间所留的空间叫顶 隙。
罐内顶隙的作用很重要,需要留得恰当,不能过大也不能过小, 顶隙过大过小都会造成一些不良影响。
A、顶隙过小的影响
a、杀菌期间,内容物加热膨胀,使顶盖顶松,造成永久
性凸起,有时会和由于腐败而造成的胀罐弄混。 也可能使容器变形,或影响缝线的严密度。
杀菁
:适度杀菁,以免因杀菁不足而达不到杀 菁预期目的,或过度杀菁,使组织崩溃,以热水 80~95℃水煮,或蒸汽97℃以上温度杀菁,预 煮或煮熟处理,其目的如下: (1)破坏食品中酶活性。 (2)软化组织、改善色泽。 (3)杀灭部分微生物。 (4)排除原料组织内空气。 (5)去除生原料之不良气味。
罐头食品审查细则解读
大纲
一、发证产品范围及申证单元
二、基本生产流程及关键控制环节 三、必备的生产资源 四、必备的出厂检验设备及出厂检验项目和方法 五、抽样方法及其他要求
六、容易出现的质量安全问题及现场审查图片解析
发证产品范围及申证单元
罐头食品的申证单元为3个:畜禽水产罐头;果蔬罐 头;其他罐头。 在生产许可证上应当注明获证产品名称即罐头及申证 单元名称(畜禽水产罐头、果蔬罐头、其他罐头)。 罐头食品生产许可证有效期为3年,其产品类别编号 为0901 定义: 实施食品生产许可证管理的罐头食品是指原料经处理 、装罐、密封、杀菌或无菌包装而制成的食品。罐头 食品应为商业无菌、常温下能长期存放。
b、顶隙过小,有的易产生氢的产品,易引起氢胀,因为 没有足够的空间供氢的累积。
c、有的材料因装罐量过多,挤压过稠,降低热的穿透速
率,可能引起杀菌不足。 此外,内容物装得过多会提高成本。
B、顶隙过大的影响 a、引起装罐量的不足,不合规格,造成伪装。
b、顶隙大,保留在罐内的空气增加,O2含量相应
罐头热杀菌的工艺条件
(1)罐头杀菌条件的表达方法 “杀菌公式”:
(t1―t2―t3) (t1-t2-t3)p t 或 t t1——升温时间,表示杀菌釜内的介质由初温升 高到规定的杀菌温度所需要的时间(min)。 蒸汽杀菌时就是指从进蒸汽开始至杀菌温度时的 时间; 热水浴杀菌就是指通入蒸汽开始加热热水至水温 达到规定的杀菌温度的时间。
酸度
低酸性
pH值
> 5.0
食品种类
常见腐败菌
杀菌要求
高温杀菌 105~121℃
虾、蟹、贝类、禽、 嗜热菌、嗜 牛肉、猪肉、火腿、 温厌氧菌、 羊肉、蘑菇、青豆 嗜温兼性厌 中酸性 4.6~5. 蔬菜肉类混合制品、 氧菌 0 汤类、面条、无花果
酸性
3.7~4. 荔枝、龙眼、樱桃、 非芽孢耐酸 6 苹果、枇杷、草莓、 菌、耐酸芽 番茄酱、各类果汁 孢菌 < 3.7 菠萝、杏、葡萄、柠 酵母、霉菌 檬、果酱、果冻、酸 泡菜、柠檬汁等
真空度——罐头食品真空度指罐外的大气压与罐 内气压的差。
即 真空度=大气压-罐内残留压力
常用mmHg表示
无论采用哪种排气方法,其排气效果的好坏都以 杀菌冷却后罐头所获得的真空度大小来评定,排 气效果好,罐头的真空度就高。 1.排气温度时间 2.食品的密封温度 即封口时罐头食品的温度。 真空度随密封度的升高而增大,密封温度越高, 罐头的真空度也越高。
排气和密封 预封: 预封——用封口机将罐盖与罐身初步钩连上,其松 紧度以能使罐盖沿罐身旋转而又不会脱落为度。 特别是对于方罐和异形罐,有助于保证卷边质量。 排气的作用: 食品装罐后、密封前应尽量将罐内顶隙、食品原料 组织细胞内及食品间隙的气体排除,通过排气不仅 能使罐头在密封、杀菌冷却后获得一定真空度,而 且还有助于保证和提高罐头的质量。
热力排气:
热装灌排气
保证装罐密封时食品的温度 ② 密封后及时杀菌 排气箱加热排气 一般为90~100℃ ,5~20min。 (罐头内中心温度要达到指定温度)
①
真空密封排气:
是一种借助于真空封罐机将罐头置于真空封
罐机的真空仓内,在抽气的同时进行密封的 排气方法。 时间短、减少了受热环节、只能排除罐头顶 隙部分的空气,食品内部的气体则难抽除, 因而对食品组织内部含气量高的食品,最好 在装罐前先对食品进行抽空处理。
增多,O2易与铁皮产生铁锈蚀,并引起表面层上食
品的变色,变质。
c、若顶隙过大,杀菌冷却后罐头外压大大高于罐
内压,易造成瘪罐。
因而装罐时必须留有适度的顶隙,一般装罐时的
顶隙在6~8mm,封盖后为3.2~4.7mm。
4.装罐时间控制 不能积压,否则影响杀菌效果、影响产品 质量、热灌装产品起不到排气作用,影响 成品真空度、温度升高使成品出现质量问 题。 5.严格防止夹杂物混入罐内 装罐的方法: 人工装罐:肉禽类、水产、水果、蔬菜等 块状、固体产品。 机械装罐:颗粒状、糜状、流体或半流体 产品。
(二)必备的生产设备。 1. 畜禽水产罐头和其他罐头 (1)原料处理设备(如清洗设施、盐渍设施、油炸设 备等);(2)配料及调味设备(如调味、过滤等设 施);(3)装罐设施及密封设备(如封口机)或无 菌包装设备;(4)杀菌设备(如杀菌釜或杀菌锅); (5)冷却设施或场所。 2. 果蔬罐头 (1)原料处理设备(如清洗、去皮、预煮机或漂洗桶、 槽等);(2)分选设备(如去核、切块、修整等工 具);(3)装罐设施及密封设备(如封口机)或无 菌包装设备;(4)杀菌设备(如杀菌釜或杀菌锅); (5)冷却设施或场所。
罐藏原理:细菌学杀菌是指绝对无菌,而罐头食 品杀菌是指商业无菌。其含义是杀死致病菌、腐
败菌,并不是杀灭一切微生物。严格控制杀菌温
度和时间就成为保证罐头食品质量极为重要的事 情。
商业无菌:罐头食品经过适度的杀菌后,不
含有致病性微生物,也不含有在通常温度 下能在其中繁殖的非致病性微生物。这种 状态叫做商业无菌.
沸水或 100℃以下 介质中杀菌
高酸性
冷却
(1)冷却的目的:
长时间的热作用会造成色泽、风味、质地及形态等的 变化,使食品品质下降,为嗜热性微生物的生长繁殖 创造条件。 杀菌的罐头应立即冷却,如果冷却不够或拖延冷却时间 会引起不良现象的发生: ① 罐头内容物的色泽、风味、组织、结构受到破坏; ② 促进嗜热性微生物的生长; ③ 加速罐头腐蚀的反应。
3.罐内顶隙的大小 顶隙是影响罐头真空度的一个重要因素。 罐头的真空度是随顶隙的增大而增加的,顶隙 越大,罐头的真空度越高。 4.食品原料的种类新鲜度 真空密封排气和蒸汽密封排气时,原料组织内 的空气更不易排除,罐经杀菌冷却后组织中残 存的空气在贮藏过程中会逐渐释放出来,而使 罐头的真空度降低,原料的含气量越高,真空 度降低越严重。 不新鲜的原料,高温杀菌时会分解而产生各种 气体使罐内压力增大,真空度降低。
三、必备的生产资源
(一)生产场所。 罐头食品生产企业必须按照GB8950-1988《罐头厂卫 生规范》的要求进行布局。 罐头食品生产企业除必备的生产环境外,其厂房与设施 的设计应当根据不同罐头的工艺流程进行合理布局, 并便于卫生管理、清洁清理、消毒。企业应当设有原 辅材料库房、成品库、加工车间、包装车间。原料有 特殊贮藏要求的,企业应当具备冷库、保(常)温库 和解冻间。