枕头效应测试(HIP)
BGA枕头效应

贴片机的精度不 足(Pick&Place)
贴片机如果精度不足或 是置件时XY位置及角 度没有调好,也会发生 BGA的焊球与焊垫错位 的问题。 另外,贴片机放置IC零件于电路板上时都会 稍微下压一定的Z轴距离,以确保BGA的焊 球与电路板焊垫上的锡膏有效接触,这样在 经过回流焊时才能确保BGA焊球完美的焊接 在电路板的焊垫。如果这个Z轴下压的力量 或形成不足,也有机会让部份焊球无法接触 到锡膏,而造成HIP的机会。
锡膏印刷(Solder paste printing)
锡膏印刷于焊垫上面的锡 膏量多寡不一,或是电路 板上有所谓的导通孔在垫 (Vias-in-pad),就会造成 锡膏无法接触到焊球的可 能性,并形成枕头效应。 另外如果锡膏印刷偏离电 路板的焊垫太远、错位, 这通常发生在多拼板的时 候,当锡膏熔融时将无法 提供足够的焊锡形成桥接, 就会有机会造成枕头效应。
发生HIP(Head-InPillow)的可能原因
枕头效应虽然 是在回流焊期间 所发生的,但其 真正形成枕头效 应的原因则可以 追溯到材料不良, 而在电路板组装 工厂端则可以追 溯到锡膏的印刷, 贴件/贴片的准确 度及回焊炉的温 度设定…等。
BGA封装 (Package)
如果同一个BGA的 封装有大小不一的焊 球(solder ball)存在, 较小的锡球就容易出 现枕头效应的缺点。 另外BGA封装的载板 耐温不足时也容易在 回流焊的时候发生载 板翘曲变形的问题, 进而形成枕头效应。
回流焊过程
回流焊前
回流焊中
回流焊后
回流焊温度 (Reflow profile)
当回流焊(reflow)的 温度或升温速度没有 设好时,就容易发生 没有融锡或是发生电 路板及BGA载板板弯 或板翘…等问题,这 些都会形成HIP。
齐氏效应实验报告

一、实验背景齐氏效应,又称为齐加尼克效应,是指人们因工作压力而导致的心理上的紧张状态。
这一效应来源于法国心理学家齐加尼克所做的一次非常有意义的实验——“困惑情境”实验。
实验结果显示,人们在面对压力和不确定性时,容易出现心理紧张,从而影响工作效率。
为了进一步探究齐氏效应的成因及影响,我们进行了以下实验。
二、实验目的1. 验证齐氏效应的存在性;2. 分析工作压力对个体心理紧张的影响;3. 探究缓解齐氏效应的方法。
三、实验方法1. 实验对象:选取30名大学生作为实验对象,其中男生15名,女生15名,年龄在18-22岁之间。
2. 实验分组:将30名实验对象随机分为三组,每组10人。
3. 实验材料:准备30份相同的工作任务,其中10份为简单任务,10份为中等难度任务,10份为高难度任务。
4. 实验步骤:(1)对实验对象进行问卷调查,了解其基本信息、心理素质和工作压力程度;(2)将实验对象分为三组,分别进行简单任务、中等难度任务和高难度任务;(3)在实验过程中,对三组实验对象进行心理监测,记录其心理紧张程度;(4)实验结束后,对实验对象进行问卷调查,了解其在实验过程中的心理感受和应对策略。
四、实验结果1. 实验结果显示,面对高难度任务时,实验对象的心理紧张程度明显高于简单任务和中等难度任务;2. 在实验过程中,实验对象普遍存在心理紧张现象,尤其是面对高难度任务时;3. 实验对象在应对心理紧张方面,采取了不同的策略,如调整呼吸、分散注意力、寻求帮助等。
五、分析与讨论1. 齐氏效应的存在性:实验结果表明,齐氏效应确实存在。
当个体面临工作压力和不确定性时,容易出现心理紧张,从而影响工作效率。
2. 工作压力对心理紧张的影响:实验结果显示,工作难度越高,心理紧张程度越高。
这表明工作压力是导致心理紧张的重要因素。
3. 缓解齐氏效应的方法:实验对象在应对心理紧张方面采取了不同的策略。
其中,调整呼吸、分散注意力和寻求帮助等策略具有一定的缓解作用。
五大SMT常见工艺缺陷及解决办法

缺陷一:“立碑”现象(即片式元器件发生“竖立”)立碑现象发生主要原因是元件两端的湿润力不平衡,引发元件两端的力矩也不平衡,导致“立碑”。
回流焊“立碑”现象动态图(来源网络)什么情况会导致回流焊时元件两端湿润力不平衡,导致“立碑”?:因素A:焊盘设计与布局不合理↓①元件的两边焊盘之一与地线相连接或有一侧焊盘面积过大,焊盘两端热容量不均匀;②PCB表面各处的温差过大以致元件焊盘两边吸热不均匀;③大型器件QFP、BGA、散热器周围的小型片式元件焊盘两端会出现温度不均匀。
★解决办法:工程师调整焊盘设计和布局因素B:焊锡膏与焊锡膏印刷存在问题↓①焊锡膏的活性不高或元件的可焊性差,焊锡膏熔化后,表面张力不一样,将引起焊盘湿润力不平衡。
②两焊盘的焊锡膏印刷量不均匀,印刷太厚,元件下压后多余锡膏溢流;②贴片压力太大,下压使锡膏塌陷到油墨上;③焊盘开口外形不好,未做防锡珠处理;④锡膏活性不好,干的太快,或有太多颗粒小的锡粉;⑤印刷偏移,使部分锡膏沾到PCB上;⑥刮刀速度过快,引起塌边不良,回流后导致产生锡球...缺陷三:桥连桥连也是SMT生产中常见的缺陷之一,它会引起元件之间的短路,遇到桥连必须返修。
BGA桥连示意图(来源网络)造成桥连的原因主要有:因素A:焊锡膏的质量问题↓①焊锡膏中金属含量偏高,特别是印刷时间过久,易出现金属含量增高,导致IC引脚桥连;②焊锡膏粘度低,预热后漫流到焊盘外;③焊锡膏塔落度差,预热后漫流到焊盘外;★解决办法:需要工厂调整焊锡膏配比或改用质量好的焊锡膏因素B:印刷系统↓①印刷机重复精度差,对位不齐(钢网对位不准、PCB对位不准),导致焊锡膏印刷到焊盘外,尤其是细间距QFP焊盘;②钢网窗口尺寸与厚度设计失准以及PCB焊盘设计Sn-pb合金镀层不均匀,导致焊锡膏偏多;★解决方法:需要工厂调整印刷机,改善PCB焊盘涂覆层;因素C:贴放压力过大↓焊锡膏受压后满流是生产中多见的原因,另外贴片精度不够会使元件出现移位、IC引脚变形等;因素D:再流焊炉升温速度过快,焊锡膏中溶剂来不及挥发★解决办法:需要工厂调整贴片机Z轴高度及再流焊炉升温速度缺陷四:芯吸现象芯吸现象,也称吸料现象、抽芯现象,是SMT常见的焊接缺陷之一,多见于气相回流焊中。
催眠指导语一

催眠指导语一The final revision was on November 23, 2020一放松–- 引导进入催眠状态(导入引导词)1、(渐进式放松法)现在,把你的身体调整到最舒服的姿势……请将眼睛闭起来,眼睛一闭起来,你就开始放松了……注意你的感觉,让你的像扫瞄器一样,慢慢地,从头到脚扫瞄一遍,你的心灵扫瞄到哪里,那里就放松下来……现在开始,你发现你的内心变得很平静,好像你已经进入另外一个奇妙的世界,远离了世俗,你只会听到的声音和背景音乐的声音,其他外界的杂音都不会干扰你。
甚至,如果你听到突然传来的噪音,你不但不会被干扰,反而会进入更深、更舒服的催眠状态……。
现在,注意你的呼吸,你要很深、很深的呼吸,要用有规律的深呼吸,慢慢地把空气吸进来,再慢慢地把空气吐出去。
深呼吸的时候,想像你把空气中的氧气吸进来,空气从鼻子进入你的身体,沿着气管流过鼻腔、喉咙,然后,进入你的肺部,再渗透到你的血液里,这些美妙的氧气经由血液循环,再输送到你全身每一个部位、每一颗细胞,使你的身体充满了新鲜的活力。
吐气的时候,想像你把身体中的二氧化碳通通地吐出去,也把所有的疲劳、烦恼、紧张通通地送出去,让所有的不愉快、不舒服都离你远去……每一次的深呼吸,都会让你进入更深沉、更放松、更舒服的状况。
注意你的呼吸,当你专注在呼吸的时候,觉察空气在你体内流通,感觉氧气进入全身每一颗细胞,你的身体就会自动展开补充能量的过程。
你越能将注意力集中在你的呼吸上,你的身体就会更健康、更有活力。
从现在起,继续深呼吸,你一边深呼吸,一边聆听我的引导,很自然地,你什么都不必想,也什么都不需要想了,只要跟着我的引导,很快你就会进入非常深、非常舒服的催眠状态……2、眼睛凝视法(让对方或躺或坐,安顿好之后,指示案主)现在看着正前方的墙壁,把眼光注视正中央那一点,并且固定在那一点,非常专心地凝视。
一边凝视,一边感觉到你的身体越来越放松……任何时候,当你觉得自己进入催眠状态时,就可以把眼睛闭起来。
通过材料和工艺优化来消除枕头效应

Wisdom Qu, Timothy Jensen, Ronald Lasky, PhD, PE, and Sehar Samiappan 铟泰科技(苏州)有限公司
1
导言
枕头效应的定义(HIP) 枕头缺陷的模式 枕头缺陷的测定 解决办法
工艺
材料
锡膏使用寿命减少
无卤?
提高助焊剂抗氧化能力?
粘度 空洞
11
锡膏vs.枕头缺陷
实验评估抗HIP缺陷的锡膏
小点焊接方法
空气回流
12
锡膏vs.枕头缺陷
提高助焊剂抗氧化能力?
实验评估
锡球焊接实验 印刷锡膏到一个OSP焊盘,预热到200℃,烘烤1,2,3和4分钟, BGA球先预热到200℃并烘烤25分钟 锡膏加热到260℃ 当焊料熔融后0-100秒将焊锡球放入熔融的焊料中
锡膏印刷转移效率稳定一致以及抗热坍塌性越强越好
回流曲线尽量设置较低的峰值温度,浸泡时间短或无浸泡时 间,升温斜率不要太快。 氮气回流有助于减少枕头缺陷 抗高温氧化性能越强越有助于减少枕头缺陷
16
Thanks
17
贴片精确性
8
回流曲线设置
预热时间
浸泡时间
峰值温度
熔点以上时间
冷却速率
9
锡膏vs.枕头缺陷
锡膏的影响
助焊剂的类型
免清洗型
水基型
RMA型
助焊剂的成份
活化剂 树脂/松香 流变剂 溶剂
10
锡膏vs.枕头缺陷
提高助焊剂活性以增加去氧化能力?
活性提高,表面绝缘阻抗降低 钢网寿命减少
催眠测试

6)结束测试:你的专注力很好,你真的很棒,你已经顺利通过本测试,恭喜你!
【探水针测试】
探水针是古时用来寻找水源的工具,但这里只是游戏的小道具。
你用双手在胸前紧握这两支长长的黄铜制作的探水针,双臂夹紧,保持一个姿势,然后听指令:“我是男的就交叉,我是女的就分开。”然后你在心里默默回答一遍。这个时候你会发现,探水针就神秘地动了。你根本没有控制手上的这两根探水针,可它们就自己动起来了。
4)第三步测试:
继续做个深呼吸,保持身体肌肉完全放松而舒服,现在让你的视线沿着A--C--B--D--A(即顺时针方向)转动(此时,钟摆也会跟着按顺时针方向摆动)……好,你非常专注,现在请你加快眼睛移动的速度,看钟摆摆动的幅度是否也会跟着增加。……很好,你真的很专注,现在请将视线固定在图表中央十字交叉点,同时也让钟摆静止下来。
如果这个时候,你发现水晶球开始晃动,前者是在AB之间左右晃动,后者是一直绕圆圈,那么证明你的注意力非常集中,也恭喜你一下,你很容易被催眠。
雪佛氏钟摆测试
雪佛图就是一张纸上一个大大的圆形,圆形从上端到下端,左端到右端两根直线。上端点标A,下端点标C,左端点B,右端点D.你可以用一个栓绳子的小玻璃珠垂直于圆心两三厘米左右距离。然后由别人给你下指令:请你的手不动,可是眼睛看AC,BD,或者ABCD,ADCB,AB,BC,CD,DA等等。然后你会发现,在手不动的情形下,你的眼睛听从指令从A到C时,玻璃珠就上下移动,从B到D时,玻璃珠就左右移动,从A到B到C到D时,玻璃珠就转成一个圆形的舞蹈,而从A到B时,玻璃珠就晃动成一个完美的扇形。
枕头效应

Definition
Components generally make contact with solder paste during initial placement, and start to flex or warp during heating, which may cause some individual solder spheres to lift. This unprotected solder sphere forms a new oxide layer. As further heating takes place, the package may flatten out, again making contact with the initial solder paste deposit. When the solder reaches the liquidus phase, there isn't sufficient fluxing activity left to break down this new oxide layer, resulting in possible HiP defects. Since component warpage is unpredictable and inconsistent, the focus must turn to the interaction of process variables and those that can be altered to reduce the incidence of HiP defects. These variables include BGA ball alloy, reflow process type, reflow profile, and solder paste chemistry.
睡眠质量自我评价工具 (PSQI) 工具和得分导则
睡眠质量自我评价工具 (PSQI) 工具和得分导则1. 简介睡眠质量自我评价工具(Pittsburgh Sleep Quality Index,简称PSQI)是由美国睡眠障碍协会推荐使用的一种简便、有效的评估成年人睡眠质量的工具。
PSQI包括19个项目,涵盖睡眠质量、睡眠潜伏期、睡眠持续时间、睡眠效率、安眠药使用以及日间功能等方面。
通过评估这些项目,可以对受测者的睡眠质量进行全面、细致的了解。
2. PSQI评分方法PSQI的评分方法如下:- 主观睡眠质量(1-7分):受测者根据近一个月来的睡眠状况,对1-9题进行评分。
- 睡眠潜伏期(1-7分):受测者根据近一个月来的睡眠状况,对10题进行评分。
- 睡眠持续时间(1-7分):受测者根据近一个月来的睡眠状况,对11题进行评分。
- 睡眠效率(1-7分):受测者根据近一个月来的睡眠状况,对12题进行评分。
- 安眠药使用(0-1分):受测者根据近一个月来的安眠药使用情况,对13题进行评分。
- 日间功能(0-3分):受测者根据近一个月来的日间功能状况,对14-18题进行评分。
- 得分(0-21分):将以上六个方面的得分相加,即为PSQI得分。
得分越高,表示睡眠质量越差。
3. PSQI得分导则根据PSQI得分,可以将睡眠质量分为以下几个等级:- 0-5分:睡眠质量良好- 6-10分:睡眠质量尚可- 11-15分:睡眠质量较差- 16-21分:睡眠质量极差4. 使用说明在使用PSQI进行自我评价时,请根据近一个月来的实际情况对各题进行评分。
如有疑问,请咨询专业医生。
5. 参考文献[1] Buysse, D. J., Reynolds, C. F., Monk, T. H., Berman, S. R., & Krystal, A. D. (1999). The Pittsburgh Sleep Quality Index: A new instrument for clinical research and practice. Psychiatry Research, 87(2), 193-203.[2] 刘贤俊,黄宇,李达等. (2012). 睡眠质量自我评价工具(PSQI)在老年人群中的应用研究. 中国老年学杂志,32(20),5311-5314.[3] 张海燕,王芳,李静等. (2015). 大学生睡眠质量与日间功能的相关性研究. 中国全科医学,18(15),1755-1758.。
枕头效应

Head-in-Pillow枕头效应/枕头现象
隨著无铅化(Pb-free)和消費電子設備的微型化(miniaturization),電子組裝加工過程中出現越來越多的“枕頭效應”(Head-in-Pillow),也可以叫做“枕頭現象”。
枕頭效應主要是在BGA元件的回流過程中,由於元件或是電路板的板蹺(warping), 使BGA錫球和錫膏分開了,然後各自的表面層被氧化(oxidized), 儅再接觸時,就形成枕頭形狀的焊接,而不是完整的良好焊接了。
在最後的功能性測試(functional test) 或是板内測試(ICT--in circuit test)的時候,或許外界的壓力能使具有枕頭現象的不良焊接BGA能夠通過測試;但是最終產品在使用的早期,一般很快就會被發現有功能問題的。
枕頭效應也有可能是由於被污染了錫球的BGA,或是因爲無鉛的較高爐溫曲綫而使BGA錫球過早氧化,或是各種原因的綜合而引起的。
建議的解決辦法有:
1使用可靠性高的焊接材料,2确保BGA锡球不会被污染或是过早被氧化,3降低恒温区的温度或时间,4尽量保证PCB的平整度。
(优选)锚定效应实验

经典锚定效应
Tversky Amos,and Danial Kahneman(1974) 不确定情况下的判断:启发式和偏见
他们设计了一个轮盘,轮盘被等分为100份,但是被试者转动 轮盘后,轮盘只会停在10和65这两个数上。然后他们把所有被 试学生分为两组,开始实验。
经典锚定效应
第一组学生转动轮盘,转到了65。
理解锚定效应的两个关键
先入为主
第一印象
第一印象是只“沉锚”,先入 为主也是一只“沉锚”,先入 为主是区别于第一印象的一 个词,其词义为:先接受一 种说法或思想,以为是正确 的而有了成见,后来就再也 不容易接受别的说法和思想。
作为一种心理现象,沉锚效 应普遍存在于生活的方方面 面。第一印象和先入为主是 其在社会生活中的表现形式。
第一种
有一种方法来避免这种偏 向——不管在情感方面还是 决策制定方面——那就是尽 量从锚定状态中挣脱。这可 以通过与其它物品比较来实 现。这就是我们在对比店铺 的时候所为了抵 消锚定效应,试着找出更多 关于这个领域的信息:专家 就不那么容易被影响。
然后被要求回答下面两个问题 1)你们觉得联合国里面非洲国家占的比重比65%高还是
比65%低啊? 2)你们觉得联合国里面非洲国家的比重占百分之多少啊?
45
经典锚定效应
第一组转动轮盘,转到了10。
然后被要求回答下面两个问题 1)你们觉得联合国里面非洲国家占的比重比10%高还是
比10%低啊? 2)你们觉得联合国里面非洲国家的比重占百分之多少啊?
研究不足
不足
缺乏实验室条件,易受外界干扰 题目设计存在缺乏,没有控制极值 互联网作答,被试者有可能发生作弊
讨论:如何避免锚定效应
锚定效应
不管它真正的原因是什么,锚定效应总是无处不在,难以避免。特别是 当我们要决定该为商品付多少钱的时候,因为我们已经被预先定好的价 格影响了太多。
BGA焊球凹凸不平的原因分析

BGA焊球凹凸不平的原因分析BGA(球栅阵列包装)是一种典型的高密度包装技术,其特点是芯片插脚以球形焊点的排列形式分布在包装下,可使设备更小、引脚数目更多、引脚间距更大、成品组装率更高、电气性能更好。
所以,包装设备的应用越来越广泛。
但是,BGA焊点隐藏在芯片的底部,焊接和组装后不利于检测。
另外,由于国家或行业尚未制定BGA焊接质量检验标准,所以BGA 焊接质量检测技术是这类设备应用中的一大难题。
当前对BGA焊接质量的检测手段十分有限,常用的检测方法有视觉检测、飞针电子检测、x射线检测、染色检测、切片检测等。
以染色和切片的方法进行破坏性检测,可作为故障分析手段,不适用于焊接质量检测。
本发明采用的是视觉检测技术,它只能对设备边缘处的焊球进行检测,不能检测焊球的内部缺陷;飞针电子检测误判率过高;X射线检测利用X射线的传输特性,可以很好地检测隐藏在设备下的焊球焊接情况,是目前最有效的BGA焊接质量检测方法。
焊接球桥接:指两个或两个以上的BGA焊球连在一起造成短路的缺陷。
这是由于BGA焊球熔化后流动造成的粘连所致。
由于此缺陷会引起短路,这是绝对不允许的严重缺陷。
焊球丢失:BGA焊球丢失是指焊接后焊球丢失的缺陷。
该缺陷可能是植球过程中的遗漏,也可能是由于焊球流入印制板的通孔中。
这个缺陷会直接导致断电,这是绝对不能允许的严重缺陷。
BGA焊球移动:BGA焊球与PCB焊盘没有完全对齐,存在相对位移缺陷。
这一缺陷通常不影响电气连接,但影响设备焊接的机械性能。
实践中,焊球对焊盘的位移最大25%,但相邻焊球间的间隙不得减少25%以上。
BGA焊接球:指气泡在BGA焊接球上的缺陷。
此缺陷通常是由于焊膏中有机成分未及时排除或焊盘未清洗干净所致。
焊接球体气泡对信号的传输有一定的影响,而气泡对机械性能的影响更为重要。
实践中,生产单位或用户通常规定焊点内总气泡的浓度不超过某一阈值,如空洞面积小于等于焊球投影面积的25%,即合格。
虚焊:指BGA焊球与焊盘没有真正电气连接的缺陷。
枕头效应的测试与预防
[] D vdW  ̄e . lvtdtm eauem aue nso ap g 1 ai Ga t E eae p rtr e srme t f ra e t e w
电子工艺技术
26 7
E c o i rcs c n l y l t n s o es e h o g e r cP T o
参考 文献 :
21年9 02 月
于评估 焊 膏 的抗 氧化 能力 ,而 焊膏 上焊 球法 则 评估 抗氧 化性 和助焊 剂组 合能力 。这 两种 测试 方法
过 程 中容 易 发 生 热 变 形 , 因此 需 要 对 焊 接 温 度 曲 线
Il eP cae O — ak g P P Ase l[]Poednst ni ak g—U P cae(O ) smbyC. rceig n o
2 0 e to i mp n n sa d Te h o o y C n e e c , 0 8 Elc r n c Co o e t n c n l g o f r n e
o G akg s E ] 【 0 - 7 0 ]ht:w w. rmer .o / f A pc ae 【 B-2 8 0 - 8. t / w a o t x r B 0 p/ k i cn
wh t p p r . ie a e s
【] Wa gY Y H sel . aue n fhr l d cdw rae 2 n , aslP Mesrme t emal i u e ap g ot yn
SMT常见不良及原因分析
SMT常见不良及原因分析1、立碑产生原因:通常由于回流焊时元件两端的湿润力不平衡,引发元件两端的力矩也不平衡,导致“立碑”。
成因分析因素A:焊盘设计与布局不合理①元件的两边焊盘之一与地线相连接或有一侧焊盘面积过大,焊盘两端热容量不均匀;②PCB表面各处的温差过大以致元件焊盘两边吸热不均匀;③大型器件QFP、BGA、散热器周围的小型片式元件焊盘两端会出现温度不均匀。
解决方法:工程师调整焊盘设计和布局因素B:焊锡膏与焊锡膏印刷存在问题①焊锡膏的活性不高或元件的可焊性差,焊锡膏熔化后,表面张力不一样,将引起焊盘湿润力不平衡。
②两焊盘的焊锡膏印刷量不均匀,一侧锡厚,拉力大,另一侧锡薄拉力小,致使元件一端被拉向一侧形成空焊,一端被拉起就形成立碑。
解决办法:需工厂选用活性较高的焊锡膏,改善焊锡膏印刷参数,特别是钢网的窗口尺寸因素C:贴片移位Z轴方向受力不均匀该情况会导致元件浸入到焊锡膏中的深度不均匀,熔化时会因时间差而导致两边的湿润力不平衡,如果元件贴片移位会直接导致立碑。
解决办法:调节贴片机工艺参数因素D:炉温曲线不正确如果回流焊炉炉体过短和温区太少就会造成对PCB加热的工作曲线不正确,以致板面上湿差过大,从而造成湿润力不平衡。
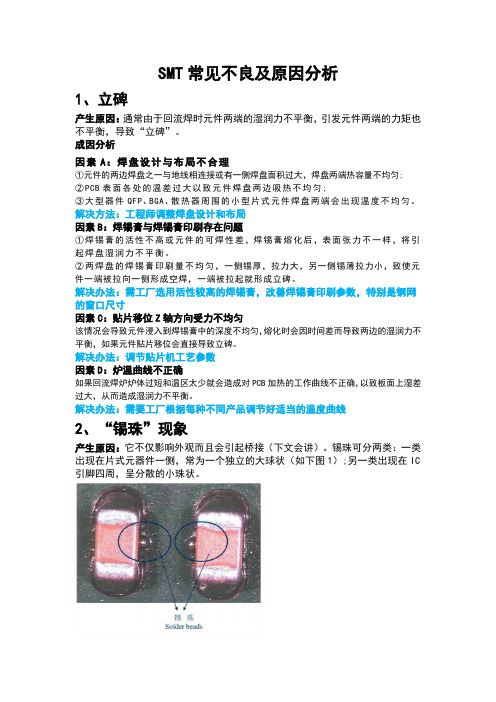
解决办法:需要工厂根据每种不同产品调节好适当的温度曲线2、“锡珠”现象产生原因:它不仅影响外观而且会引起桥接(下文会讲)。
锡珠可分两类:一类出现在片式元器件一侧,常为一个独立的大球状(如下图1);另一类出现在IC 引脚四周,呈分散的小珠状。
因素A:温度曲线不正确回流焊曲线可以分为预热、保温、回流和冷却4个区段。
预热、保温的目的是为了使PCB表面温度在60~90s内升到150℃,并保温约90s,这不仅可以降低PCB 及元件的热冲击,更主要是确保焊锡膏的溶剂能部分挥发,避免回流焊时因溶剂太多引起飞溅,造成焊锡膏冲出焊盘而形成锡珠。
解决办法:工厂需注意升温速率,并采取适中的预热,使溶剂充分挥发因素B:焊锡膏的质量①焊锡膏中金属含量通常在(90±0.5)℅,金属含量过低会导致助焊剂成分过多,因此过多的助焊剂会因预热阶段不易挥发而引起飞珠;②焊锡膏中水蒸气和氧含量增加也会引起飞珠。
bga红墨水试验判定标准

BGA红墨水试验判定标准在BGA焊接后的产品功能测试失效后,因为缺陷现象很小,很轻微,在采用X Ray等无法有效确认问题点的时候,需要采用红墨水实验来确认焊接状况,也就是BGA的焊接结果。
我们先来介绍下什么是红墨水试验,红墨水实验,又叫染色试验,是电子组装焊接质量的一种常用的分析手段,可以分析观察电子零部件的焊接工艺是否存在虚焊,裂缝,假焊等缺陷。
染色试验的原理是采用液体的渗透性,把焊点(失效品)放置到红色染剂中,让染料渗入焊点裂纹,干燥后将焊点强行分离,通过观察开裂处界面颜色状态来判断焊点是否断裂。
这种实验比较直观可以看到失效区域的裂缝状况。
因为是红色的,所以称为红墨水实验。
针对红墨水实验后观察到的断裂现象,有如下判定标准:1. 如果断裂发生在锡球与PCB之间,需要继续检查PCB焊盘有无剥离现象,红墨水是否进入到焊垫剥离处,如果没有,则可能是NWO问题,但是要继续观察断面的形状及粗糙度,如果焊垫剥离,而且红墨水深入到了剥离处,则问题可能来自PCB的品质,或是PCB本身的焊盘强度就不足以负荷外部应力所造成的开裂。
2. 如果断裂发生在锡球与BGA载板中间,需要继续检查BGA载板的焊盘有无剥离现象,红墨水是否进入到了焊垫剥离处,如果有的话,这有可能关系到问题可能来自BGA载板的品质问题,或者是BGA载板的焊盘强度不足以承担外部应力所造成问题。
3. 假如是NWO及HIP则偏向制程问题,这类问题通常是因为PCB板材或是BGA载板过回流高温时变形所引起,但变形量也关系到产品的设计,PCB上的铜面布线不均匀或太薄时会比较容易造成变形,其次是焊锡镀层氧化。
4. 假如断裂发生在BGA锡球的中间,要继续观察其断面为圆弧面、光滑面、粗糙面、平面,如果是光滑的圆弧面,就有可能是HIP(Head in pillow枕头效应),相反的就比较偏向外部应力引起的开裂。
BGA 焊点检测与失效分析技术
BGA 焊点检测与失效分析技术吕淑珍【摘要】The BGA Solder joint quality is difficult to detect,in order to collect all of the available data,a analysis process should be followed. X - ray can detect the defects such as short circuit,solder ball lost,solder ball displacement and cavity. The 3D tomography of X-ray can detect almost all of the common defects in BGA soldering. Dyeing tests provide all the information of solder joints and help identify the presence of cracks or separate interfaces. Metallographic examination and SEM and EDS combined provides detailed information on the substrate side and the component side of the interface of solder joint,help to check the root reason of the failure BGA.%BGA焊点质量检测难度大,在进行BGA焊点质量检测分析时,应遵循一个工艺流程,确保测试样本在转移到下一个测试之前,收集了所有的可用数据。
X射线能够检测连焊、焊球丢失、焊球移位和空洞等缺陷。
引入3D断层扫描后也能够检测几乎所有的BGA常见焊接缺陷。
最小可觉差分析案例

最小可觉差分析案例xx的Work主要在VR搭载电动空气喷射器,通过喷汽触觉装置促发人脸部的受器,创造出被风吹过的感觉。
由于人眼睛周围的触觉具有不同的敏感性,实验进行了一项用户研究以确定绝对检测阈值,确定了标准强度 (8 mbar) 以防止湍流气流吹入眼睛。
没错,确定人体受器绝对检测阈值,就是我接下来需要进行的plot study。
借由xxx的作品启发,我想像的场景是人在VR中去看海底世界,与海洋生物互动时,被鱼儿们亲吻(啵...)的感受。
那么我要测试的就是脸部在感受亲吻(啵...)的识别能力是怎么样的。
注意:plot study的目的是希望利用最小的成本去测试研究是否值得去做,和产品经理强调MVP的观念是一致的,哪怕测试结果是失败/错误,也能及时减少损失,不要等到整体投入后才发现问题,这样的研究投资会很受伤,你很大可能会丧失重来一次的信心。
实验思考:所以,我们开展基于脸部感受反馈的实验,利用工具进行不同段落吸力预测试。
Scenario: 在VR玩浮浅“游戏时和鱼类亲密接触,而“吸”到你的感觉在VR中并没有被创造出来。
Conflict: 在VR中,皮肤拉伸的回馈不会附带有着快速释放的感觉。
Question: 牵引力与施放力要怎么重现呢?Answer: 我们可以用抽气法拉起皮肤后,快速移除作用力来模拟出"啵..."的感觉。
实验方法:最小可觉差(Just Noticeable Difference, JND)概念是由19世纪的心理学家Ernst Weber首次提出的,他将其定义为“必须改变的最小刺激强衡量以产生可觉察的感官体验变化。
” Weber定律(亦称为 Weber-Fechner定律)认为,最小可觉刺激变化(由人类观察或感知的东西,比如显示屏的亮度)与初始刺激的比率是恒定的。
该定律通常适用于我们所有的感官,包括视觉、触觉、味觉、气味和听觉,同时也适用于多种类型的刺激,包括亮度、甜度、体重和压力。
催眠感受性测试方法

催眠感受性测试方法1.手臂升降1)手臂升降测试功能测试视觉想象能力和躯体感受能力。
(2)手臂升降测试操作分解姿势:舒展一下身体,做个深呼吸,让身体放松下来,以舒适的方式站立,脚后跟并拢,脚掌微微八字分开,双手自然下垂;或者以舒适的方式坐在椅子上,双腿并拢,保持身体正值,双手自然地放在大腿上.引导语:把双臂向前伸直,与肩同宽,左手掌心向上,右手握拳大拇指指向天花板。
现在轻轻闭上你的眼睛做三次深呼吸…让全身跟着放松下来,想象你的眼睛凝视着鼻子尖,把你的注意力关注在鼻尖上,继续保持深呼吸……想象,我在你的左手手掌放了一本厚厚的大辞典,你的左手感觉越来越沉重,因此,你的左手慢慢往下降……同时,想象我在你右手大拇指上绑了一颗大气球,这颗气球逐渐向上飘浮,舒服地拉着你的右手大拇指,向上飘,你的左手越来越重,越来越往下沉;而你的右手越来越往上飘,越来越往上飘……左手下降,右手上升……左手下降,右手上升……(经过一段引导,对方双手有明显的上下差距,就可以结束试。
)好,测试结束,现在你的双手固定在这个位置,睁开你的眼睛,看看你双手的距离有多远……2.双手紧握(1)双手紧握练习功能测试催眠感叐性,了解对方肌肉强度、爆収力及能量调动力。
(2)双手紧握训练操作分解姿势:舒展一下身体,做个深呼吸,让身体放松下来,以舒适的方式站好,双手自然下垂。
引导语:把双臂向前伸直,双手手心相对十指相扣,然后轻轻闭上你的眼睛,同时更加放松你的身体。
做三次深呼吸…(语气由温柔式转为权威式)好,下面发挥你最大的想象力,想象你的手掌被强力胶紧紧黏在一起,紧紧地黏在一起,黏得越来越紧,越来越紧,你的十指就像老虎钳子一样紧紧地相扣在一起,越来越紧,越来越紧……(给十指紧紧相扣的手势),等一下,你的双臂发得越来越僵硬,越来越僵硬,硬得就像钢条一样强硬,任何向下的力量(给向下的力量,试探其接受暗示程度及肌肉强硬度),都使你的手臂向上弹…任何向下的力量(给向下的力量,试探其接受暗示程度及肌肉强硬度),都使你的手臂向上弹,就像钢条一样……想象你的眼前有一堵墙,你的手臂吐前伸,僵硬地吐前延伸,手臂充满了力量,这一股力量可以轻松突破前面这堵墙,向前延伸……不断地吐前延伸,冲破这堵墙……(经过一段引导发现对方双手关节处发白发黑,发现手臂明显僵硬,就可以结束测试。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20
C C C C
30
C C C C
60
C C HIP HIP
80
HIP HIP
5
C C C C
20
C C C C
30
C C C C
60
C C HIP HIP
80
HIP HIP
C: Coalescenced聚合
Copper coupon Test Process 铜片测试流程
• Procedure流程 -Heat copper coupon at 260º C for 15min for oxidization 加热铜片到260º C氧化15分钟 -Print paste on the copper coupon印刷锡膏到铜片上 -HIP Test Flow Chart 测试流程示意图
HIP Testing Data HIP测试数据
CS009356, Time @ 260º C (s)
Soak time(s)
60 120 180 240
CS009340, Time @ 260º C (s)
0
C C C C
0
C C C C
5
Soldering Capability Test焊接性能测试 INDIUM CORPORATION
Purpose of Test 测试目的
• There are Head-in-pillow and copper coupon tests. These 2 tests are the important items to judge paste soldering capability 测试分为枕头效应测试(HIP)和铜片测试(Copper coupon).两项测试是 判断锡膏焊接性能的两个重要方面 -HIP test checks coalescence capability of solder paste to BGA ball. HIP确认锡膏与BGA球的聚合熔融能力 -Copper coupon test checks wetting capability of paste to substrate and part terminal. 铜片测试确认锡膏对基材和器件端子的焊接能力
HIP Test Process and Material Preparation 测试流程与材料准备
• Procedure 流程 - Print the paste on fresh Cu use a 90 mil stencil 使用90mil厚度的钢网将锡膏印刷到洁净的铜片上 - Soaking the paste @ 200ºC for the time intervals(60,120,180,240S) 将锡膏在200ºC 时以不同时间段做保温处理(60,120,180,240S) - Move the oxidized paste to 260ºC for melt 将氧化的锡膏放置到260ºC熔融 - Place ball on melted solder dome at time intervals以不同的时间间隔 将锡球放置到熔融了的焊锡上 - Inspect the HIP观察HIP的情况 • Solder Paste锡膏 – Indium 8.9 – BGA ball: 95.5Sn3.8Ag0.7Cu. 90 mil in dia. Ball is pre-oxidized @ 200oC for 25 min before use – BGA球: 95.5Sn3.8Ag0.7Cu. 球径90mil。球在使用前在200oC预先 氧化处理25min
IPC TM-650 2.4.45 润湿性测试目的:保证锡膏在铜基材上有充分的润湿能力,测定锡膏在回流时飞 溅情况.(准备和流程:将锡膏印刷到干净的铜上回流,然后检查是否有不润湿和反润湿的况,同时看在 焊点的周围是否有飞溅的情况发生.)
Result for copper coupon test 铜片测试结果