压力容器产品数据表
压力容器使用登记表填写说明
压力容器使用登记表填写说明b1 登记类别填写本次办理使用登记的事由,如新设备首次启用、停用后启用、改造、使用单位更名、使用地址变更、过户、移装等。
b2 设备基本情况b2.1设备种类按照《特种设备目录》,填写“压力容器”。
b2.2 设备类别按照《特种设备目录》,填写“固定式压力容器”或者“移动式压力容器”或者“氧舱”。
b2.3设备品种按照《特种设备目录》,填写相应的品种。
固定式压力容器填超高压容器、高压容器、第Ⅲ类中压容器、第Ⅲ类低压容器、第Ⅱ类中压容器、第Ⅱ类低压容器、第Ⅰ类压力容器;移动式压力容器填铁路罐车、汽车罐车、长管拖车、罐式集装箱(包括管束式集装箱);氧舱填医用氧舱、高气压舱、再压舱、高海拔试验舱、潜水钟。
b2.4产品名称按照产品铭牌或者产品合格证、产品数据表的内容填写,也称设备名称。
b2.5设备代码按照产品数据表上的内容填写,该代码具有唯一性。
如果该产品还没有实施编制设备代码,则使用单位可以空格,由登记机关按照设备代码的编制要求填写,其中制造单位代号改为登记机关的行政区划编码(会比制造单位代号多出一位)。
b2.6 设备型号也称产品型号,按照产品数据表或者相应的设计文件填写,对一般固定式压力容器没有型号表示的可以不填写,划“——”b2.7压力容器品种由于压力容器的特殊情况,保留压力容器品种概念(不同于《特种设备目录》所定义的设备品种),为储存容器、分离容器、反应容器、换热容器,根据产品数据表或者竣工图提供的填写。
b2.8 主体结构形式按照产品数据表填写b2.9设计使用年限按照产品数据表提供的数据填写。
技术资料中未提供的,划“—”。
b2.10固定资产值填写该设备的购置时的固定资产值(万元)b3 设备使用情况b3.1使用单位名称填写使用单位名称(全称),如果属于公民个人,则填写姓名。
b3.2使用单位地址填写使用单位的详细地址,包括所在省(自治区)、市(地、州)、区(县)、街道(镇、乡)、小区(村)号等。
(完整版)压力容器产品数据表

(完整版)压力容器产品数据表
压力容器产品数据表
编号: M-10-095
设施类型固定式压力容器压力容器品种储藏压力容器( C)产品名称HFP 储槽产品编号M-10-095
设施代码压力容器类型第Ⅲ类
产品标准GB150-1998 设计使用年限8 年全容积21m3 容器内径Φ2600/2800mm容器高(长) 5072mm
主要参数
构造形式
查验试验
制造监检状况
壳体16MnDR/Q345R 壳体22/14/12mm 壳体重量10915kg 材封头16MnDR/Q345R 厚封头20/14mm 内件重量kg
料内衬/ 度内衬/mm 充装重量kg 夹套/ 夹套/mm
设壳程设壳程-35℃最高壳程/MPa 计
管程/MPa
计
管程/ ℃
同意
管程/MPa 压温工作
力夹套度夹套-40/160 ℃压力夹套/MPa 壳程介质HFP 管程介质/ 夹套介质
冷盐水 /饱
和水蒸汽
主体构造型式单层安装型式整体
支座型式B6 保温绝热方式
无损检测方法X 射线检测无损检测比率
内筒100%上夹套
≥50%
下夹套≥20%
耐压试验种类水压耐压试验压力
泄露试验种类气密泄露试验压力
热办理种类焊后整体除去应力热办理热办理温度620±20℃
安全附件与相关装置
名称型号规格数目制造单位
/ / / / /
/ / / / /
/ / / / /
/ / / / / 监检机构山东省特种设施查验研究院淄博分院
机构组织代码49322646-1 机构批准证编号。
TSG07-2019压力管道产品质量证明书-合格证+检验记录

MR3.10-04 压力容器
产
品
质
量
证
明
书
湖北·仙桃市XXXXXX有限公司
目录
压力容器
产品质量证明书产品名称
产品编号
质量保证工程师(签章)
单位法定代表人(签章)
质量检验专用(公章)
产品合格证
制造单位
制造许可证编号
产品名称类别
设计单位设计批准书编号
图号订货单位
产品编号制造编号
制造完成日期年月日
本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求
质量总检验员签字年月日
质量检验专用(公章)年月日
产品技术特性
产品编号
年月日
产品主要受压元件使用材料一览表
产品编号:
注:含焊接材料审核人:填表人:年月日
年月日
产品焊接试板力学和弯曲性能检验报告
理化责任师:填表人:年月日
压力容器外观及几何尺寸检验报告
检验责任师:检验员:年月
焊缝射线检查报告
渗透检测报告
焊缝超声波检测报告产品编号
钢板、锻件超声波检测报告产品编号
热处理检验报告
产品编号
审核人:检查员:年月日
压 力 试 验 检 验 报 告
水压
产品制造变更报告
产品质量信息反馈单
电话:。
压力容器生产资质分类

申请制造许可产品技术数据表(压力容器用)注:1.具有A1级或A2级或C级压力容器制造许可证的企业即具备D级压力容器制造许可资格;注:2.压力容器一、二、三类及介质毒性和易燃介质的划分按照《压力容器安全技术监察规程》确定,其简要内容可参见附件;注:3.为了正确划分制造级别,请如实填写可以反应工厂最大制造能力的产品数据(每个级别限填写一种产品)。
填表人:(打印)签名:日期:年月日附件:压力容器一、二、三类及介质毒性和易燃介质的划分1. 压力容器的分类1.1下列情况之一的,为第三类压力容器1.1.1 高压容器;1.1.2 中压容器(仅限毒性程度为极度和高度危害介质);1.1.3 中压储存容器(仅限易燃或毒性程度为中度危害介质,且压力和容积的乘积大于等于10MPa·m3);1.1.4 中压反应容器(仅限易燃或毒性程度为中度危害介质,且压力和容积的乘积大于等于0.5 MPa·m3);1.1.5 低压容器(仅限毒性程度为极度和高度危害介质,且压力和容积的乘积大于等于0.2 MPa·m3);1.1.6 高压、中压管壳式余热锅炉;1.1.7 中压搪玻璃压力容器;1.1.8 使用强度级别较高(指相应标准中抗拉强度规定值下限大于等于540 MPa)的材料制造的压力容器;1.1.9 移动式压力容器,包括铁路罐车(介质为液化气体、低温液体)、罐式汽车[液化气体运输(半挂)车、低温液体运输(半挂)车、永久气体运输(半挂)车]和罐式集装箱(介质为液化气体、低温液体)等;1.1.10 球形储罐(容积大于等于50 m3);1.1.11 低温液体储存容器(容积大于5m3)。
1.2 下列情况之一的,为第二类压力容器(第1.1款规定的除外);1.2.1 中压容器1.2.2 低压容器(仅限毒性程度为极度和高度危害介质);1.2.3 低压反应容器和低压储存容器(仅限易燃介质或毒性程度为中度危害介质);1.2.4 低压管壳式余热锅炉;1.2.5 低压搪玻璃压力容器。
压力容器产品合格证产品数据表及产品铭牌

日期:)签章(质量保证工程师:
产品质量检验专用章月年日
注:本合格证包括所附的压力容器产品数据表,制造单位应当按照特种设备信息化的要求,将其信息输入特种设备的设备数据库。.
b
附表压力容器产品数据表编号:
设备类别
压力容器品种固定式压力容器
产品名称
产品编号
设备代码
压力容器类别
产品标准
设计使用年限
主要参数
容器容积
3m
mm容器内径
容器高(长)
mm
材料
壳体
厚度
mm壳体
壳体和封头重量
kg
封头
mm封头
内件重量
kg
内衬
mm内衬
充装重量
kg
夹套
mm夹套
设计压力
壳程
MPa
设计温度
℃壳程
最高允许工作压力
壳程
管程
MPa
℃管程
管程
夹套
MPa
℃夹套
夹套
壳程介质
管程介质
夹套介质
结构型式
主体结构型式
设计压力产品编号.
●
壳体壳程()MPa
耐压试验压力容器MPa
MPa
压力类别最高允许MPa月日制造日期MPa
年工作压力
设计温度kg℃容器净重℃
2工作介质换热面积m
折流板间距mm主体材料
制造许可制造许可产品标准证编号级别
制造单位
使用登记证编号设备代码
铭牌的拓印件或者复印件存于压力容器产品质量证明书中
产品名称压力容器产品编号制造日期类别
最高允许耐压试验MPa
MPa设计压力压力工作压力kg℃主体材料设计温度容器净重
压力容器表格1

压力容器表格1压力容器产品出厂质量证明文件目次6压力容器产品出厂质量证明文件目次(续)8压力容器产品质量证明书10压力容器产品合格证12产品技术特性14产品焊接试板力学和弯曲性能检验报告16压力容器外观及几何尺寸检验报告18焊缝射线检测报告20焊缝射线检测底片评定表22检测部位示意图24焊缝超声检测报告26焊缝超声检测评定表28磁粉检测报告30渗透检测报告32钢板、锻件超声检测报告34热处理检验报告36液压试验报告38气压试验报告40气密性试验报告42不承诺打钢印产品焊工代号分布图44受压元件(封头)产品质量证明书46封头产品合格证48封头质量检验报告49受压元件(锻件)产品质量证明书51锻件产品合格证53锻件质量检验报告54产品制造变更报告56安全附件合格证58压力容器产品工艺文件60压力容器工艺文件目次表62压力容器图样、技术文件发放记录64压力容器图样设计、工艺性审查记录66压力容器工艺流程图68压力容器壳体排版图70_______工艺过程卡71_______工艺过程卡(续页)74热处理工艺卡76成型工艺卡78锻造工艺卡80压力容器材料工艺消耗定额明细表82压力容器外购件明细表84技术联系单86压力容器工艺装备验证卡88压力容器工艺流程图90焊接工艺规程92焊接工艺规程94压力容器工艺流程图错误!未定义书签。
焊接工艺规程98焊接工艺规格100设备档案102设备文件名目104设备卡片106随机附件记录108备件一览表110设备定期检查与鉴定记录112设备检修记录114记事栏116记事栏118压力容器质量信息反馈单120压力容器质量信息处理回执单122压力容器质量信息反馈治理台账124辽A7—1共页第页压力容器产品出厂质量证明文件产品名称:__________________产品编号:__________________电话_____________________________电挂_____________________________传真_____________________________电子信箱_____________________________网址_____________________________邮政编码_____________________________地址_____________________________制造单位_____________________________压力容器产品出厂质量证明文件目次DCMC.PV.辽A7—2.1共页第页共页第页压力容器产品出厂质量证明文件目次(续)辽A7—2.2共页第页共页第页辽A7—5共页第页压力容器产品质量证明书产品名称:__________________产品编号:__________________质量保证工程师(签章)________________________单位法定代表人(签章)________________________质量检验专用章(签章)________________________共页第页辽A7—3共页第页压力容器产品合格证制造单位______________________________________________ ________________制造许可证编号______________________________________________ ________________产品名称__________________________ 容器类不_____ ________________设计单位__________________________ 设计批准书编号_____ ________________图号__________________________ 产品编号_____ ________________订货单位__________________________ 合同号_____ ________________制造完成日期年月日本压力容器产品经质量检验,符合《压力容器安全技术监察规程》、设计图样和技术条件及合同的要求。
压力容器出厂资料有哪些
压力容器出厂资料有哪些?
1.压力容器出厂时,制造单位应当向使用单位至少提供以下技术文件和资料(1)竣工图样,竣工图样上应当有设计单位许可印章(复印章无效),并且加盖竣工图章(竣工图章上标注制造单位名称、制造许可证编号、审核人的签字和“竣工图”字样);如果制造中发生了材料代用、无损检测方法改变、加工尺寸变更等,制造单位按照设计单位书面批准文件的要求在竣工图样上作出清晰标注,标注处有修改人的签字及修改日期;
(2)压力容器产品合格证(含产品数据表,式样见附件B)、产品质量证明文件(包括主要受压元件材质证明书、材料清单、质量计划或者检验计划、结构尺寸检查报告、焊接记录、无损检测报告、热处理报告及自动记录曲线、耐压试验报告及泄漏试验报告等)和产品铭牌的拓印件或者复印件;
(3)特种设备制造监督检验证书(适用于实施监督检验的产品);
(4)本规程3.4规定的压力容器设计文件。
2. 封头、锻件的产品出厂资料
封头、锻件等压力容器受压元件的制造单位,应当向订购单位提供受压元件的质量证明文件。
3.现场组焊竣工资料
现场组焊的压力容器竣工、验收后,施工单位除提供本规程4.1.4.1和4.1.4.2要求的技术文件和资料外,还应当将组焊和质量检验的技术资料提供给使用单位。
压力容器产品数据表

编号:
设备类型
压力容器品种
产品名称
产品编号
设备代码
压力容器类别
产品标准
设计使用年限
主要参数
容器容积
m3
容器内径
mm
容器高(长)
mm
材料
壳体
厚度
壳体
mm
壳体重量
kg
封头
封头
mm
内件重量
kg
内衬
内衬
mm
充装重量
kg
夹套
夹套
mm
设计
压力
壳程
MPa
设计
温度
壳程
℃
最高允许工作压力
壳程
管程
MPa
管程
℃
管程
夹套
MPa
夹套
℃
夹套
壳程介质
管程介质
夹套介质
结构
型式
主体结构型式
安装型式
支座型式
保温绝热方式
(有填方式、无划“—”)
检验
试验
无损检测方法
无损检测比例
%
耐压试验种类
耐压试验压力
MPa
泄漏试验种类
泄漏试验压力
MPa
热处理种类
热处理温度
℃
安全附件与有关装置名称型号来自规格数量制造单位
制造
监检
情况
监检机构
机构组织代码
机构核准证编号
压力容器设备信息表及填写说明

压力容器设备信息表压力容器设备信息表填写说明此表为设备信息表,是设备使用单位协助特检所完成设备信息的专用表格,填写的数据应代表设备现时的状态。
1、设备注册代码:已注册的填写注册号,未注册的空项。
2、单位内部编号:填写使用单位内部的锅炉设备编号,未编号的空项。
3、使用证编号:填写安全监察机构发放的使用登记证的编号,未办理使用证的空项。
4、单位内部编号:填写使用单位内部的压力容器设备编号。
5、使用证编号:填写安全监察机构发放的使用登记证的编号,按有关规定执行。
6、使用单位:填写压力容器使用单位名称或锅炉业主姓名。
7、使用、设计、制造、安装、产权、检验、承担修理改造单位代码:填写以国家规定,由有关机构发放的组织机构代码。
8、使用单位地址:填写使用单位的镇(乡)、街(村)、号(组)等。
9、安全管理部门:填写使用单位负责压力容器的内部机构,如动力处(科)。
10、安全管理人员:填写负责压力容器管理的单位人员姓名。
11、容器名称:按容器的实际名称填写,如干燥器、稳压罐等;超高压容器、医用氧舱、罐车可不填,划"-"。
12、容器类别:指《容规》规定的一、二、三类压力容器,超高压容器,医用氧舱,汽车罐车、铁路罐车,罐式集装箱。
13、容器分类:按容器生产过程中的作用原理(分为反应容器、储存容器、换热容器、分离容器)填写,对球形容器则填写球形储罐(不填储存容器),超高压容器、医用氧舱、罐车可不填,划"-"。
14、产品监检单位:填写进行产品监督检验的锅容管特检验单位。
15、所在车间分厂:填写固定式设备的安装地点。
16、壳体重量:对罐车填写空载重量。
17、充装重量:填写盛装介质的额定重量。
18、壳程介质:医用氧舱填写加压介质,如空气、氧气。
19、有无保温绝热:填写保温或绝热。
20、氧舱照明:填写内照、外照。
21、氧舱空调电机:填写内置、外置。
22、氧舱测氧方式:填写热磁、固定电极、液态电极。
《压力容器(普查注册登记表》填写说明.
《压力容器(普查)注册登记表》填写说明此表为普查和注册登记共用(用A4 版印制成 1 页),做普查表使用时,与普查无关的项目可以不填。
必须如实填写有关各栏目,所有填写的数据应代表设备现时的状态,填写合格后必须由使用单位在表头左上角盖公章。
1、单位内部编号:填写使用单位内部为便于管理而编制的压力容器设备编号,如原来没有编号,此次必须由使用单位予以明确。
2、使用证编号:按有关规定用铅笔填写原市、县锅炉压力容器安全监察机构发放的使用证的编号,如此次普查前,科(股)没有发放使用登记证,此项不填。
3、注册登记人员:填写具体负责普查登记(包括进行有关内容更新)的人员姓名。
4、使用单位:填写压力容器使用单位名称或业主姓名。
如对油田有限责任公司,填写到采油矿;对石化公司填写到二级单位,如化工一厂;对炼化公司填写到装置,对石油管理局,石化总厂下属单位,如有工商执照,则填写工商执照上企业名称的全部内容,但应标注是石油管理局或石化总厂所属。
5、安全管理部门:填写使用单位负责压力容器的内部机构,如机动或安全处(科),如无此专设机构,则必须填写具体负责压力容器安全管理的部门,如经营办、生产办等。
对油田公司,填写到矿的一级管理机构;对石化公司填写到各分厂机动或安全科;对炼化公司填写到负责装置安全管理机构。
6、安全管理人员:填写具体负责压力容器管理的第 5 条叙述的机构中人员姓名。
7、联系电话:指第 6 项填写的人员的联系电话,应填固定电话号码。
填写0459-XXXXXXX8、容器名称:按容器的实际名称填写,如干燥器、稳压罐等;超高压容器、医用氧舱、罐车可不填,划“一” 。
9、容器类别:指《容规》规定的一、二、三类压力容器,超高压容器,医用氧舱,汽车罐车、铁路罐车,罐式集装箱;对于一、二、三类压力容器的确定,必须以竣工图及质量证明书上标明为准。
10、容器分类:按容器生产过程中的作用原理(分为反应容器、储存容器、换热容器、分离容器)填写,对球形容器则填写球形储罐(不填储存容器),超高压容器、医用氧舱、罐车可不填,划“一。
压力容器生产资质分类
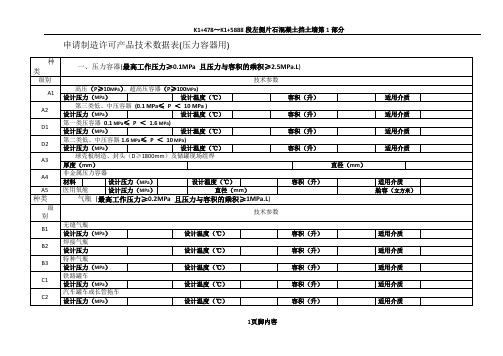
申请制造许可产品技术数据表(压力容器用)1页脚内容注:1.具有A1级或A2级或C级压力容器制造许可证的企业即具备D级压力容器制造许可资格;注:2.压力容器一、二、三类及介质毒性和易燃介质的划分按照《压力容器安全技术监察规程》确定,其简要内容可参见附件;注:3.为了正确划分制造级别,请如实填写可以反应工厂最大制造能力的产品数据(每个级别限填写一种产品)。
填表人:(打印)签名:日期:年月日附件:压力容器一、二、三类及介质毒性和易燃介质的划分1. 压力容器的分类1.1下列情况之一的,为第三类压力容器1.1.1 高压容器;1.1.2 中压容器(仅限毒性程度为极度和高度危害介质);1.1.3 中压储存容器(仅限易燃或毒性程度为中度危害介质,且压力和容积的乘积大于等于10 MPa·m3);1.1.4 中压反应容器(仅限易燃或毒性程度为中度危害介质,且压力和容积的乘积大于等于0.5 MPa·m3);1.1.5 低压容器(仅限毒性程度为极度和高度危害介质,且压力和容积的乘积大于等于0.2 MPa·m3);1.1.6 高压、中压管壳式余热锅炉;1.1.7 中压搪玻璃压力容器;1.1.8 使用强度级别较高(指相应标准中抗拉强度规定值下限大于等于540 MPa)的材料制造的压力容器;1.1.9 移动式压力容器,包括铁路罐车(介质为液化气体、低温液体)、罐式汽车[液化气体运输(半挂)车、低温液体运输(半挂)车、永久气体运输(半挂)车]和罐式集装箱(介质为液化气体、低温液体)等;1.1.10 球形储罐(容积大于等于50 m3);1.1.11 低温液体储存容器(容积大于5 m3)。
1.2 下列情况之一的,为第二类压力容器(第1.1款规定的除外);1.2.1 中压容器1.2.2 低压容器(仅限毒性程度为极度和高度危害介质);1.2.3 低压反应容器和低压储存容器(仅限易燃介质或毒性程度为中度危害介质);1.2.4 低压管壳式余热锅炉;1.2.5 低压搪玻璃压力容器。
压力容器产品出厂质量证明文件TSGR00042009《固定式压力容器安全技术监察规程》

压力容器产品出厂质量证明文件《固定式压力容器安全技术监察规程固定式压力容器安全技术监察规程》》TSG R0004--2009www.ai47.net www.docin.com/tomhart4.1.4产品出厂资料4.1.4.1通用要求压力容器出厂时压力容器出厂时,,制造单位应当向使用单位至少提供以下技术文件和资料位至少提供以下技术文件和资料。
(1)竣工图样竣工图样,,竣工图样上应当有设计单位许可印章(复印章无效复印章无效),),),并且加盖竣工图章并且加盖竣工图章并且加盖竣工图章((竣工图章上标注制造单位名称图章上标注制造单位名称、、制造许可证编号制造许可证编号、、审核人签字和“竣工图”字样字样);););如果制造中发如果制造中发生了材料代用生了材料代用、、无损检测方法改变无损检测方法改变、、加工尺寸变更等变更等,,制造单位按照设计单位书面批准文件的要求在竣工图样上作出清晰标注的要求在竣工图样上作出清晰标注,,标注处有修改人的签字及修改日期修改人的签字及修改日期。
www.ai47.net www.docin.com/tomhart释义释义::竣工图是应该表征压力容器制造的最终信息竣工图是应该表征压力容器制造的最终信息,,竣工图可以由原设计图样根据实际制造情况修改而成原设计图样根据实际制造情况修改而成,,也可以根据实际制造情况重新绘制况重新绘制;;竣工图样上应当有设计单位许可印章竣工图样上应当有设计单位许可印章((复印章无效复印章无效))并且加盖竣工图章并且加盖竣工图章,,竣工图章上还应当有制造单位名称竣工图章上还应当有制造单位名称、、制造许可证编号可证编号、、审核人签字和审核人签字和““竣工图竣工图””字样字样。
竣工图上应当标注所有与原设计不一致的地方有与原设计不一致的地方,,包括材料代用包括材料代用、、结构尺寸变化结构尺寸变化、、检测方法比例变化等方法比例变化等,,并且应当有修改并且应当有修改((标注标注))人员的签字及修改日期;修改标注处只需修改修改标注处只需修改((标注标注))人签字及日期即可人签字及日期即可,,在竣工图章上增加审核人签字的要求章上增加审核人签字的要求,,以保证竣工图与实物相符以保证竣工图与实物相符。
压力容器用表格(最新)
审核 意见
材料责任人: 年 月 日
原设计 单位意见
设计人: (公章) 年 月 日
会签情况
设计、工艺责任人: 年 月 日 焊接、热处理责任人: 年 月 日
第 15 页,共 61 页
产品制造工艺发放记录
序号
容器名称
JL0901-2009 产品编号 签转卡份数 焊卡份数 接收人 时间
第 16 页,共 61 页
第 2 页,共 61 页
拟定评审 时间
评审目的
管理评审计划表
评审范围 (内容)
需准备的 相关文件 评审组 组长 组成 成员 评审方法 (会议评审或 现场评审)
评审日程 安排
编制:
日期:
批准: 日期:
第 3 页,共 61 页
JL0301-2009
管理评审会议记录表
评审日期 参加评审 人员 评审记录
审核人:
年 月日
年月日
第 11 页,共 61 页
审核图样发放记录
JL0703-2009
序
生产管理部 2 份
品质管理部 3 份
容器名称 产品编号
号
接收人
时间
接收人
时间
第 12 页,共 61 页
材料、零部件分供方考核表
JL0802-2009
供方全称
提供的产品
序号
考核项目内容
额定分 得分
质量证明文件是否齐全
第 1 页,共 61 页
44、JL1202-2009 《焊缝射线检测报告》 45、JL1203-2009 《焊缝超声检测报告》 46、JL1204-2009 《渗透检测报告》 47、JL1205-2009 《磁粉检测报告》 48、JL1206-2009 《钢板、锻件超声检测报告》 49、JL1207-2009 《焊缝射线检测底片评定表》 50、JL1208-2009 《射线检测记录》 51、JL1209-2009 《超声检测记录》 52、JL1210-2009 《磁粉检测记录》 53、JL1211-2009 《渗透检测记录》 54、HL1301-2009 《理化检验记录》 55、JL1302-2009 《理化检验台帐》 56、JL1303-2009 《产品焊接试板力学和弯曲性能检验报告》 57、JL1304-2009 《金相检验报告》 58、JL1305-2009 《化学成份分析报告》 59、JL1401-2009 《下料坡口加工检验记录》 60、JL1402-2009 《筒体检验记录》 61、JL1403-2009 《封头检验记录》 62、JL1404-2009 《机加工件检验记录》 63、JL1405-2009 《开孔划线检验记录》 64、JL1406-2009 《法兰(管板)检验记录》 65、JL1407-2009 《接管检验记录》 66、JL1408-2009 《支座检验记录》 67、JL1409-2009 《压力容器外观及几何尺寸检验报告》 68、JL1410-2009 《压力试验报告》 69、JL1411-2009 《补强圈检漏报告》 70、JL1412-2009 《成品检验记录》 71、JL1413-2009 《产品主要受压元件使用材料一览表》 72、JL1414-2009 《压力试验记录》 73、JL1415-2009 《封头壁厚检查记录》 74、JL1501-2009 《设备申购表》 75、JL1502-2009 《设备验收记录》 76、JL1503-2009 《设备检修记录》 77、JL1504-2009 《设备检定报告》 78、JL1505-2009 《设备报废申请表》 79、JL1506-2009 《设备台帐》 80、JL1507-2009 《计量器具管理台帐》 81、JL1508-2009 《计量器具周期检定日程表》 82、JL1601-2009 《不合格品(项)处置报告》 83、JL1602-2009 《纠正预防措施活动表》 84、JL1701-2009 《质量信息台帐》 85、JL1702-2009 《内部审核计划表》 86、JL1703-2009 《内部审核首、末次会议活动表》 87、JL1704-2009 《内部审核记录表》 88、JL1705-2009 《内部审核报告》 89、JL1706-2009 《质量信息反馈单》
压力容器办理使用登记证
压力容器办理使用登记证使用单位申请办理压力容器使用登记时,应当逐台设备档案后,再向登记机关提交以下相应资料,并且对其真实性负责:1.《特种设备使用登记表》---压力容器用(一式两份);使用单位管理人员(持特种设备管理人员证)签名,加盖单位印章,并附产品合格证和压力容器产品数据表(产品技术特性表)复印2份(加盖单位印章);在“安全附件与有关装置”一栏,还应填写安装在该容器上的安全附件,如安全阀、压力表、液位计、快开门联锁装置、液位报警及联锁装置等;2.使用者的合法身份证明复印件,如工商营业执照及组织机构代码证或者个人身份证明(适用于公民个人所有的压力容器);3.压力容器产品出厂资料(设计、制造技术文件和资料)(1)竣工图样,竣工图样上应当有设计单位许可印章(复印章无效)、并且加盖竣工图章(竣工图章上标注制造单位名称、制造许可证编号、审核人的签字和“竣工图”字样;(2)压力容器产品合格证(含产品数据表)、产品质量证明文件(包括主要受压元件材质证明书、材料清单、质量计划或者检验计划、结构尺寸检查报告、焊接记录、无损检测报告、热处理报告及自动记录曲线、耐压试验报告及泄漏试验报告等)和产品铭牌的拓印件或者复印件;(3)特种设备制造监督检验证书(适用于实施监督检验的产品);(4)设计单位提供的压力容器设计文件。
4.压力容器产品制造监督检验证书;5.压力容器安装质量证明资料(含压力容器安全附件---安全阀、压力表、液位计、紧急切断阀、爆破片、快开门连锁装置等安装的有关文件,如安全阀检验报告、压力表检定证书等);6.压力容器投入使用前验收资料;7.有关规章制度的目录;8.持证作业人员名录(加盖单位印章的压力容器管理人员以及操作人员的证件复印件);9.安全技术规范需要的其他材料。
注1:使用单位为承租或者承包方时,应当提供与产权所有者签定的明确安全责任的租赁或者承包合同。
注2:对于特种设备安全技术规范没有规定提供产品数据表的压力容器,使用单位根据《固定式压力容器安全技术监察规程》附表B 的格式,制定压力容器产品数据表,由使用单位根据产品出厂的相应资料填写。
特种设备(压力容器)使用登记表 及 填写说明
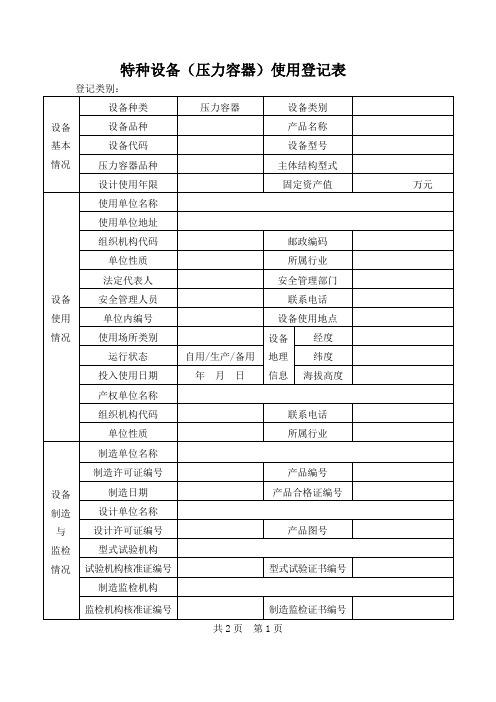
特种设备(压力容器)使用登记表共2页第1页共2页第2页填写说明1 登记类别填写本次办理使用登记的事由,如新设备首次启用、停用后启用、改造、使用单位更名、使用地址变更、过户、移装等。
2 设备基本情况2.1设备种类按照《特种设备目录》,直接印制为“压力容器”。
2.2 设备类别按照《特种设备目录》,填写“固定式压力容器”或者“氧舱”。
2.3设备品种按照《特种设备目录》,填写相应的品种。
固定式压力容器填超高压容器、高压容器、第Ⅲ类中压容器、第Ⅲ类低压容器、第Ⅱ类中压容器、第Ⅱ类低压容器、第Ⅰ类压力容器;氧舱填医用氧舱、高气压舱、再压舱、高海拨试验舱、潜水钟。
2.4产品名称按照产品铭牌或者产品合格证、产品数据表的内容填写,也称设备名称。
2.5设备代码按照产品数据表上的内容填写,该代码具有唯一性。
如果该产品还没有实施编制设备代码,则使用单位可以空格,由登记机关按照设备代码的编制要求填写,其中制造单位代号改为登记机关的行政区划编码(会比制造单位代号多出一位)。
2.6 设备型号也称产品型号,按照产品数据表或者相应的设计文件填写,对一般固定式压力容器没有型号表示的可以不填写,划“—”。
2.7 压力容器品种由于压力容器的特殊情况,保留压力容器品种概念(不同于《特种设备目录》所定义的设备品种),为储存容器、分离容器、反应容器、换热容器,根据产品数据表或者竣工图提供的填写。
2.8主体结构型式按照产品数据表填写。
2.9 设计使用年限按照产品数据表提供的数据填写。
技术资料中未提供的,划“—”。
2.10 固定资产值填写该设备购置时的固定资产值(万元)。
3 设备使用情况3.1使用单位名称填写使用单位名称(全称),如果属于公民个人,则填写姓名。
3.2使用单位地址填写使用单位的详细地址,包括所在省(自治区)、市(地、州)、区(县)、街道(镇、乡)、小区(村)号等。
3.3组织机构代码填写使用单位的组织机构代码。
如果属于公民个人,则填写身份证编号。
压力容器需带材料

压力容器登记需带材料
1.产品质量证明书原件(含制造监检报告)
压力容器产品合格证和产品数据表各复印一份。
2.安装告知原件
3.压力容器安装质量证明资料
4.检验报告原件
5.使用单位压力容器操作人员证原件和特种设备安全管理人员证
(压力容器)原件(证件聘用情况一览必须加盖使用单位公章和法人代表手章)
6.压力容器登记表一式两份,使用单位处加盖使用单位公章
7.使用单位组织机构代码证书复印件和营业执照复印件
注:所有特种设备登记表必须机打。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:M-10-095
设备类别
固定式压力容器
压力容器品种
储存压力容器(C)
产品名称
HFP储槽
产口口编号
M-10-095
设备代码
21301087520100095
压力容器类别
第川类
产品标准
GB150-1998
设计使用年限
8年
主要
参数
全容积
21m3
容器内径
①2600/2800mm
n容器高(长)
管程
/C
管程
/MPa
夹套
0.75/0.62MPa
夹套
-40/160 C
夹套
/MPa
壳程介质
HFP
管程介质
/
夹套介质
冷盐水/饱 和水蒸汽
结构
形式
主体结构型式
单层
安装型式
整体
支座型式
B6
保温绝热方式
■=
检验
试验
无损检测方法
X射线检测
无损检测比例
内筒100%上夹套》50%
下夹套》20%
耐压试验种类
水压
耐压试验压力
5072mm
材
料
壳体
16Mn DR/Q345R
厚
度
壳体915kg
封头
16Mn DR/Q345R
封头
20/14mm
内件重量
kg
内衬
/
内衬
/mm
充装重量
kg
夹套
/
夹套
/mm
设 计 压 力
壳程
1.6MPa
设 计 温 度
壳程
-35C
最咼 允许 工作 压力
壳程
/MPa
管程
/MPa
2.0/0.94/0.78MPa
泄漏试验种类
气密
泄漏试验压力
1.6MPa
热处理种类
焊后整W消除应力热处理
热处理温度
620±20C
安全附件与有关装置
名称
型号
规格
数量
制造单位
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
制造
监检
情况
监检机构
山东省特
F种设备检验研究院淄博分院
机构组织代码
49322646-1
机构核准证编号