(国际贸易)紧固件出口商品技术指南
美国紧固件标准使用指南

该 《 南 》的主 要 内容 包括 :螺 纹 、材料 指
和 ( 面 )涂覆 、螺 栓 、螺 钉和螺 柱 、螺母 、 表
服务 。征得 编译 者 的同意 。本刊 特从本 期起 根
据 2 0 年 第七 版 美 国 紧 固件标 准 II 编 译 的 03 F而
多年来 ,国内一些外 贸单位 ,以及生产 出口紧 固件产 品的企业 ,对美 国紧固件标准
口
■_
rT
n
● I l- -_ - ' -
一
般都知之不多 。在处理美 国紧 固件产 品出
而美 国紧 固件标准正相反 ,不仅粗牙 、
细牙在 同一标准号 中,螺栓 头部形式不 同,
口时 ,往往感到力不从心 ,难于应付 。 普遍遇到的问题是 :不知道从 哪里才能
我们只有 了解和熟悉美 国紧固件标准 的 这些特点 ,才能更好地掌握它 、运用它 ,也
一
就不会有雾里看花的感觉 了。
( F第七版 ) 按II 组成 ,分别 以英文字母A—
为 了更 好地 介 绍和 学 习美 国紧 固件 标 准 ,我们有必要首先对 我国紧 固件 国家标准 ( B)的标准 体系做一 说 明。这样 ,读 者 G
美 国紧固件标准与大家熟悉的我 国紧固 件标准 ( BT) 同 ,与德 国紧固件标准 ( G/ 不
D N)和国际标 准 (S 也不 同。 I IO) 在 紧 固件标 准 中 ,G /和 DN、IO BT I S 是 属于同一种类 型 ,而美 国标准和英 国标 准一 样 ,属于另外一种类型 。 主要区别在于 :
一
管理 。而美 国标准可以说是政 出多 门,大
紧固件标准件
氢,防止氢脆 Case carburization 表面渗碳
With across flats 对边 With across corners 对角 Radius of fillet:头下圆角 Transition thread length 过度螺纹 Wrenching height 扳拧高度
螺 栓 : 由
头 部 和 螺
杆 ( 带
__ 12
•.
括内
以 下
容
类 零 件
它 通 常 包
件殊用零可称连件机机的三 用。用途螺钉例如有吊环螺钉等供吊装零于 固 定 两 个 零 件 之 间 的 相 对 位 置 。 特件之间的紧固连接。)紧定螺钉主要以与螺母配合,用于两个带有通孔的为螺钉连接,也属于可拆卸连接;也接,不需要螺母配合(这种连接形式,与一个带有通孔的零件之间的紧固器螺钉主要用于一个紧定螺纹孔的零器螺钉、紧定螺钉和特殊用途螺钉。一类紧固件,按用途可以分为三类:螺钉:也是由头部和螺杆两部分构成
.
.
开,必须破坏零件上的铆钉与不可拆卸连接。因为要使连接在一起的两个零件一件整体。这种连接形式称为铆钉连接,简称铆接于紧固连接两个带通孔的零件(或构件),使之成铆钉:由头部和钉杆两部分构成的一类紧固件,
定零件、传递动力或锁定其他紧固件之用。销:主要供零件定位用,有的也可供零件连 接 、
。
标准
每种紧固件产品都要涉及一些几个方面内容的标准:
紧固件分类
• 塑胶紧固件 • 五金件
简介
紧固件是作紧固连接用且应用极为广泛的一类机械零件。在各种机械、 设备、车辆、船舶、铁路、桥梁、建筑、结构、工具、仪器、仪表和 用品等上面,都可以看到各式各样的紧固件。它的特点是品种规格繁 多,性能用途各异,而且标准化、系列化、通用化的种度也极高。因 此也有人把已有国家标准的一类紧固件称为标准紧固件,或简称为标 准件。
紧固件国家标准
紧固件国家标准定义紧固件标准(DIN德标,GB国标,ASME/IFI/ANSI美标,Q汽标,PEM标准,JB标准机械部,EN欧标,ISO国际标准,JIS日标,HG化工标准,NFE法标,UNI意大利标准,BS英标)。
国家标准一、螺栓类GB30-1976 4.8级外六角螺栓GB21-1976 4.8级小六角头螺栓GB/T5780-2000 4.8级半牙外六角螺栓GB/T5781-2000 4.8级全牙外六角螺栓GB/T5782-2000 8.8/12.9级半牙外六角螺栓GB/T5783-2000 8.8/12.9级全牙外六角螺栓GB/T5784-1986 8.8/12.9级细杆六角头螺栓GB/T5785-2000 8.8/12.9级细牙六角头螺栓GB/T5786-2000 8.8/12.9级全牙细牙六角头螺栓GB/T1987-1986 六角头法兰面螺栓GB/T14-1998 马车螺栓GB/T798-1988 活节螺栓GB/T37-1988 T型螺栓DIN975 牙条GB/T22795-2008 膨胀螺栓GB/T1228-2006 10.9级钢结构用高强度大六角螺栓GB/T3632-2008 10.9级钢结构用扭剪高强度螺栓连接副二、螺母类GB/T41-2000 毛六角螺母GB/T51-1976 小六角螺母GB/T52-1976 4.8级光六角螺母GB/T53-1976 4.8级薄六角螺母GB/T55-1976 4.8级厚六角螺母GB/T6170-1986 8级六角螺母GB/T6171-2000 8级细牙六角螺母GB/T6172-2000 8级六角薄型螺母GB/T6173-2000 8级六角细牙薄螺母GB/T6175-2000 8级六角厚螺母GB/T39-1988 四方螺母DIN562 四方螺母GB/T1229-2006 10.9级钢结构用高强度大六角螺母GB/T6177.1-2000 六角法兰螺母DIN6923-1983 六角法兰螺母GB/T889 尼龙锁紧螺母DIN985-1987 尼龙锁紧螺母GB/T6184-2000 全金属六角锁紧螺母DIN980-1987 全金属六角锁紧螺母GB/T923-1988 一体盖型螺母DIN1587 一体盖型螺母GB/T802-1988 组合盖型螺母GB/T62-1988 蝶型螺母DIN315-1983 蝶型螺母DIN928-1983 四方焊接螺母GB/T810-1988 小圆螺母GB/T812-1988 圆螺母DIN466-1986 滚花台阶螺母DIN467-1986 滚花螺母三、垫圈类DIN125 GB97 平垫圈DIN9021 GB96 加大平垫圈GB93-1976 弹簧垫圈DIN127-1987 弹簧垫圈GB/T7246-1987 波形弹簧垫圈DIN128B 波形弹簧垫圈GB/T7245-1987 鞍型弹簧垫圈(弧形垫圈)DIN128A 鞍型弹簧垫圈GB/T861 内齿锁紧垫圈GB/T862 外齿锁紧垫圈DIN436-1990 四方垫圈GB/T853-1988 槽钢用方斜垫圈GB/T858-1988 圆螺母用止动垫圈GB/T984-1986 轴用挡圈(外卡)GB/T983-1986 孔用挡圈(内卡)GB/T896-1986 开口挡圈四、螺钉类GB70-1976 圆柱头内六角螺钉GB/T70.1-2008 圆柱头内六角螺钉GB/T70.2-2008 半圆头内六角螺钉(圆杯)GB/T70.3-2008 沉头内六角螺钉(平杯)GB/T818-2016 十字槽盘头螺钉(818)GB/T819-2016 十字槽沉头螺钉(819)GB/T973-1976 十字槽大扁头螺钉(白克)GB845-1976 十字槽半圆头自攻螺钉(845)GB846-1976 十字槽沉头自攻螺钉(846)GB/T14210-1993 墙板钉GB/T15856.4-1995 六角法兰面自钻螺钉GB/T15856.1-1995 十字槽半圆头钻尾螺钉GB/T15856.2-1995 十字槽沉头钻尾螺钉GB/T77-2000 内六角平端紧定螺钉GB/T78-2000 内六角锥端紧定螺钉GB/T79-2000 内六角柱端紧定螺钉GB/T80-2000 内六角凹端紧定螺钉GB/T834-1988 滚花高头手拧螺钉GB/T835-1988 滚花平头手拧螺钉DIN912 12.9级内六角圆柱头螺钉DIN7991 10.9级内六角沉头螺钉(平杯)ISO7380 10.9级内六角圆头螺钉(圆杯)五、销键类GB/T117-2000 圆锥销GB/T118-2000 内螺纹圆锥销GB/T119-2000 圆柱销GB/T91-2000 开口销GB/T882-1986 销轴GB/T879-2000 弹性圆柱销GB/T1096-2003 普通平键GB/T1099-2003 半圆键六、索具类JB/T8007-1999 花兰螺栓EN13411-5 钢丝扎头DIN82101-1987 卸扣GB/T547-1994 D型/马蹄形卸扣GB/T825-1988 吊环螺钉DIN580-1972 吊环螺钉DIN582-1971 吊环螺母七、铆钉类GB/T12618-1990 开口型圆头抽芯铆钉GB/T12617-1990 开口型沉头抽芯铆钉GJB381.10-11-1987 环槽式铆钉GB/T-867-1986 半圆头实心铆钉GB/T869-1986 沉头实心铆钉GB/T873-1986 圆头半空心铆钉GB/T874-1896 沉头半空心铆钉GB/T876-1986 全空心铆钉GB/T17880-1999 平头铆螺母八、工具类和其它螺丝DIN911-1987 内六角扳手DIN906 内六角喉塞DIN909 外六角喉塞GB/T24425-2009 钢丝螺套GB/T679-2000 管箍紧固件也叫螺丝,叫法不一样而己,但内在意思还是一样的。
ms紧固件标准-概述说明以及解释
ms紧固件标准-概述说明以及解释1.引言1.1 概述MS紧固件标准是一种针对螺栓、螺母、垫圈和其他紧固件的标准化规范,旨在确保产品在装配和使用过程中的可靠性和安全性。
这些标准旨在规定紧固件的尺寸、材料、力学性能、表面处理等方面的要求,以确保其符合特定应用场合的需求。
随着全球贸易的发展和产业的快速发展,各国对于紧固件标准化的重视程度也日益增加。
MS紧固件标准作为一种具有广泛影响力和应用价值的标准体系,在航空航天、汽车制造、电子设备、建筑工程等领域得到了广泛应用。
本文将对MS紧固件标准的历史背景、主要内容和应用领域进行详细介绍,旨在帮助读者了解和掌握这一重要的标准体系,进一步推动紧固件行业的发展和标准化进程。
1.2 文章结构文章结构部分将主要包括以下内容:1. 引言:介绍文章的主题和目的,以及整体的文章框架。
2. 正文:分为三个部分,分别介绍了MS紧固件标准的历史背景、主要内容和应用领域。
3. 结论:总结文章的主要内容,强调MS紧固件标准的重要性,并展望未来该标准的发展方向。
文章结构清晰明了,便于读者理解和阅读,帮助读者更好地了解MS 紧固件标准的相关内容。
1.3 目的MS紧固件标准的目的在于统一和规范MS紧固件的设计、生产和应用,确保其质量和安全性。
通过制定一系列的标准和规范,可以帮助生产厂家更好地控制产品质量,消除产品之间的差异,提高产品的一致性和可靠性。
同时,标准化也可以帮助用户更方便地选择适合自己需求的紧固件,并在使用过程中减少潜在的安全风险。
总的来说,MS紧固件标准的目的是为了促进紧固件行业的健康发展,确保产品质量和用户安全。
2.正文2.1 MS紧固件标准的历史背景MS紧固件标准的历史背景可以追溯到20世纪初期,随着工业的发展和产品制造的日益复杂,对于紧固件的需求也逐渐增加。
在当时,不同的制造厂商生产的紧固件规格不统一,导致了产品之间的兼容性和互换性存在较大难题,给生产和维护带来了不便。
为解决这一问题,美国国防部开始制定一套统一的紧固件标准,以确保不同厂商生产的零部件和产品可以互相兼容和替换。
螺丝紧固件的海关hs归类

螺丝紧固件的海关hs归类摘要:一、螺丝紧固件的概述二、海关HS 归类的概念和作用三、螺丝紧固件在海关HS 归类中的具体分类四、我国螺丝紧固件进出口的政策及影响五、企业应对螺丝紧固件HS 归类变化的策略正文:螺丝紧固件作为工业生产中不可或缺的零部件,广泛应用于建筑、汽车、电子等领域。
在我国,螺丝紧固件的海关HS 归类对于规范进出口贸易、保障国家税收具有重要意义。
首先,我们需要了解海关HS 归类的概念和作用。
海关HS 归类是根据世界海关组织(WCO)的《协调制度》(HS)对商品进行分类,以便于各国海关对进出口货物进行监管、征税、统计等。
我国参照HS 制度,制定了《中华人民共和国海关进出口税则》和《中华人民共和国海关统计商品目录》,对进出口货物进行归类。
针对螺丝紧固件这一类产品,其在海关HS 归类中的具体分类如下:1.根据材质分类,如不锈钢螺丝、碳钢螺丝等;2.根据用途分类,如建筑用螺丝、汽车用螺丝等;3.根据规格分类,如M6 螺丝、M8 螺丝等。
我国螺丝紧固件进出口的政策及影响主要表现在以下几点:1.高税率:部分螺丝紧固件产品进口税率较高,以保护国内相关产业;2.反倾销措施:针对部分国家或地区的螺丝紧固件进行反倾销调查,以维护国内市场秩序;3.贸易顺差:我国是全球最大的螺丝紧固件生产和出口国,进出口贸易顺差较大。
面对螺丝紧固件HS 归类变化,企业可以采取以下策略:1.关注政策动态:及时了解海关HS 归类的调整,以便做好应对准备;2.优化产品结构:根据HS 归类调整产品线,以降低进口税率或规避反倾销措施;3.提高产品附加值:通过技术创新、品牌建设等手段,提高产品附加值,增强市场竞争力。
紧固件质量标准手册

紧固件质量标准手册概述本手册旨在为公司的紧固件质量管理提供清晰的标准和指南。
紧固件是关键的零部件,对于产品的安全性和性能至关重要。
因此,确保紧固件的质量符合标准是我们的首要任务。
质量标准我们的紧固件质量标准基于国际公认的行业标准和最佳实践。
这些标准包括但不限于以下方面:材料质量紧固件的材料必须符合指定的材料标准。
我们要求供应商提供材料证书,以确保紧固件制造过程中所使用的材料符合要求。
尺寸和规格紧固件的尺寸和规格必须符合设计要求和产品规范。
我们将开展严格的检验和测试,以确保每个紧固件的尺寸和规格符合标准。
功能性能紧固件必须具备良好的功能性能。
我们将进行各种测试,例如扭矩测试、拉力测试和腐蚀测试,以验证紧固件的功能性能是否满足要求。
表面处理紧固件的表面处理必须符合相关标准。
我们要求供应商提供表面处理报告,以确保紧固件的表面具有适当的防腐和防锈性能。
质量管理为了确保紧固件质量的持续改进,我们将采取以下措施进行质量管理:供应商选择和评估我们将严格筛选和评估供应商。
只有符合我们的质量要求和标准的供应商才能成为我们的合作伙伴。
入库检验每批进货的紧固件都将进行入库检验。
我们将根据质量标准进行检查,确保所收到的紧固件符合要求。
过程控制在生产过程中,我们将实施严格的过程控制措施,以确保紧固件的质量一致性,并及时发现和纠正潜在问题。
不合格品管理对于不合格的紧固件,我们将建立相应的不合格品管理流程,包括记录、分类、分析和处理。
培训与意识提升为了提高员工对紧固件质量的认识和理解,我们将开展定期培训和意识提升活动。
这些活动旨在增强员工的质量意识和技能,帮助他们更好地完成相关工作。
总结本手册总结了公司对紧固件质量的要求和管理措施。
通过严格遵守这些标准和措施,我们将确保产品紧固件的质量达到最高水平,为客户提供安全可靠的产品。
紧固件产品送样检验指导规程

文件编号:ZY040-2012/0作业指导书紧固件产品送样检验指导规程编制:审核:批准:2012年10月19日发布 2012年10月29日实施国家标准件产品质量监督检验中心受控状态:发放登记号:紧固件产品送样检验指导规程一、编制目的为提供专业优质的技术服务、提高送样检测的规范性,特制订本指导规程。
二、编制依据ISO 3269:2000 Fasteners - Acceptance inspectionGB/T 90.1-2002 紧固件验收检查ASTM B18.18.1M-2007 Inspection and quality assurance for general purpose fastenersDIN 267T5-1986 Fasteners technical delivery conditions acceptance inspectionBS 6587-1985 Method of acceptance inspection for fastenersZBJ/CX04-2008 业务管理程序ZBJ/CX08-2008 服务客户程序ZBJ/CX28-2008 抽样程序ZBJ/CX33-2008 结果报告程序三、适用范围委托方要求检验的项目的件数满足表1规定时,该规程适用。
表1 该规程适用数量范围注1:不同特性的AQL值参看GB/T 90.1-2002标准。
注2:不同特性的等级值参看ASTM B18.18.1M-2007标准。
四、指导规范内容:(一)业务受理要求1、业务受理人员须严格、正确地执行ZBJ/CX04-2008程序规定的内容。
2、业务受理人员应向委托方建议合理的检验方案和判定方法,在委托方没有特殊的验收要求时,应推荐采用附录一、附录二列出的送检方案和判定方法。
3、委托方对所送样品的判定有特殊要求的应在报告中注明判定方法,“检验依据”栏具体格式如下“委托方提供的技术要求(n=X,Ac=Y)”,X,Y为具体数值。
DIN_267-26紧固件交货技术条件-螺栓螺母组件弹簧垫圈
压缩载荷
单位:N
最小自由高 DIN 137
度 单位:mm
(B 型) DIN 69041)
1)见表 3。
20 78000
3.7 —
22 97000
3.9 —
24 111000
4.1 —
27 146000
4.7 —
30 178000
5 —
33 223000
5.3 —
36 261000
5.8 —
4.2.4 锥形弹簧垫圈永久载荷试验 取 10 件锥形弹簧垫圈,在螺栓上选用方位攻螺纹并将其用平行面的垫圈(硬度至少 500 HV) 隔开,在 100℃和表 5 中规定的压缩载荷下 48 小时后,不应有破裂,自由高度也不得超过 下表 5 中规定的 2%。
弹簧垫圈
HV430 到 530
锥形弹簧垫圈
HV 420 到 510
4 试验
4.1 尺寸精度和加工精度试验
标准 DIN 267 Part 5 用于检测关于弹簧垫圈的尺寸精度。
表 2 用于特征和 AQL 值。 表 2 . AQL 值
特征
AQL 值
内径
弹簧锁紧垫圈宽度
垫圈厚度
1.5
自由高度
弹簧垫圈和锥形弹簧垫圈外径
3 材料
弹簧垫圈应使用符合标准 DIN 17 221 或 DIN 17 222 的弹簧钢(FSt)制造,或对相同特性的 弹簧钢,由制造商判断其等级。本要求也应用于没有任何文件规定的材料。用于螺栓/螺母
组件的弹簧垫圈,在调质条件下,其硬度规定照表 1。
表 1. 硬度
弹簧垫圈类型
硬度
弹簧锁紧垫圈
HV 430 到 530
名义尺寸
(=螺栓螺纹尺寸)
欧美紧固件通用技术要求

欧美紧固件通用技术要求主要叙述国际上紧固螺纹中的美制螺纹、英制螺纹的公差与配合,以及检验要素;电镀与热浸镀锌螺纹检验要素;分析美国SAE与ASTM、英国BS和德国DIN标准紧固件有机械性能要求和相应的材料规范及产品等级标志;在我国GB/T90.1-2000《紧固件验收检查》标准的基础上简要介绍美国、英国、日本、德国的抽样检验方案与规则。
美国于2003年2月新出版了紧固件IFI—第七版,有米制和英寸制版本的两种标准。
该第七版标准中的技术条件内容与第五版和第六版相比,有较多的变化,望引起同行注意。
IFI紧固件标准是美国工业紧固件协会组织编写、收集了美国国家标准ANSI、美国工程师协会ASME、美国材料试验协会ASTM、美国汽车工程师协会SAE、美国工业紧固件协会IFI有关紧固件的各种标准和技术参数要求,合订汇编成一本综合性的紧固件标准汇编。
ANSI、ASTM、ASME、SAE、IFI(单行本)标准一般是每2~3年修订一次。
IFI紧固件标准汇编大约每10年修订一次。
2003年2月新出版的紧固件IFI—第七版,其紧固件机械性能基础标准有较大的更新和增加,经统计,机械性能标准从原来的20个增加到现在的25个,相关技术条件的条款都提高了,有些内容更具体,可操作性更强。
如:a)美国ASTM A307-1990年前的标准,强度等级只有A级和B级两个级别。
这次IFI—第七版的强度等级又增加了一个C级,现标准有A、B、C级3个等级。
有一外贸出口企业由于不知道A307新标准C级就相当于ISO的4.6级,塑性指标要求较高,接单后盲目生产引起了质量索赔。
b)美制钢结构螺栓新标准ASTM A325-2000、ASTM A490-2000从原来的3个性能等级减到现在2个性能等级,而技术条款却提高了,主要是取消了用低碳马氏体钢生产的钢结构螺栓等级。
而国内的钢结构螺栓还在大量使用低碳马氏体钢生产,而引起同行注意。
c)螺纹检测方法可操作性更强,几个标准都明确了热浸镀锌螺纹的扩孔尺寸。
紧固件的正确归类(进出口归类)
紧固件的正确归类(转载)紧固件(fastener)在行业上属于标准件,是指将两个或两个以上的零件(或部件)紧固连成一体时所使用零件的总称。
它是进出口业务中经常遇到的商品,虽然这些商品通常会被归入品目73.18项下,但在进一步确定子目时有些人会犹豫不决,原因是对该品目项下部分子目所指的商品范围认识模糊,不知这些子目条文所列的商品具体包括哪些?如子目7318.11的“方头螺钉”在注释中只说明它是大型木螺钉,钉头是正方形或六角形的,可是它与子目7318.12的“其他木螺钉”的区别并未在注释中说明;又如注释中只说明子目7318.14的“自攻螺钉”与“木螺钉”相似,但它们之间有何区别并未说明。
此外,归入子目7318.22的“垫圈”是否有条件限制?子目7318.24是否包括轴上安装的“键”?基于以上问题,本文对品目73.18项下各子目的商品范围逐一进行分析。
归类流程首先,判断紧固件能否归入品目73.18。
只有属于品目73.18的品目条文中所列的紧固件及其类似品才能归入品目73.18。
并不是所有的螺纹制品均可归入品目73.18,例如,阿基米德螺杆、蜗杆传动中的蜗杆,不属于品目73.18的紧固件的范围,它们的主要功能是传递动力,应归入品目84.83;第二步,根据是否带有螺纹确定相应的一级子目。
有螺纹的制品归入子目7318.1,无螺纹的制品归入子目7318.2;第三步,根据结构和用途确定相应的二级子目。
对于螺纹制品要区分是木螺钉、钩头及环头螺钉、自攻螺钉还是其他螺钉、螺栓、螺母等;对于无螺纹制品要区分是垫圈、铆钉还是销等,对于垫圈还要区分是防松垫圈还是其他垫圈。
子目7318.11至7318.14的螺纹制品不能与螺母配合,可直接拧入软质材料内或带孔(不含螺纹)的其他材质内,其螺纹部分呈圆锥状,小头部呈尖状,以便于顺利地拧入联接件内;子目7318.15的螺钉所拧入的联接件必须含有与之配合的螺纹孔(即内螺纹)。
子目7318.21至7318.22的垫圈一般是中心有孔的薄圆片,通常安装于螺母与被连接的联接件之间以保护该联接件或防止螺母松动。
国外紧固件书籍 -回复

国外紧固件书籍-回复在国外的紧固件书籍领域中,有许多经典和权威的书籍提供了关于紧固件的详细信息和应用指南。
这些书籍涵盖了从基本概念到高级技术以及行业标准等内容,旨在帮助工程师、设计师和制造商更好地理解和应用紧固件。
下面将一步一步介绍其中一些重要的书籍。
第一步:《紧固件设计手册》《紧固件设计手册》是一本权威的教材,提供了关于紧固件设计的全面指南。
该书的作者是被公认为紧固件设计领域专家的一位工程师。
本书介绍了紧固件的基本原理、材料选择、设计考虑因素以及相关标准。
它覆盖了螺栓、螺母、垫圈等紧固件类型,同时也包含了紧固件在不同应用领域的案例研究和实用技巧。
这本书是从初级到高级的工程师都值得一读的参考书。
第二步:《紧固件标准》《紧固件标准》是一本详细介绍国际和行业标准的参考书。
该书提供了关于紧固件标准的详细解释和应用指南。
它包含了各种标准,包括ISO、ASTM和ASME等组织的标准。
该书还解释了标准的分类、标记和符号系统,并提供了如何正确选择和应用标准的实用建议。
《紧固件标准》对于需要遵守国际标准并确保产品质量的制造商和设计师来说是一本必备的参考书。
第三步:《紧固件材料和涂层技术》《紧固件材料和涂层技术》是一本关于紧固件材料和表面处理技术的专业手册。
该书详细介绍了不同材料(如钢、不锈钢和合金)的性能、优缺点以及应用范围。
此外,该书还讨论了各种涂层技术,包括电镀、阳极氧化和热镀技术。
对于需要了解不同材料和涂层对产品性能和可靠性的影响的工程师和设计师来说,这本书提供了宝贵的信息。
第四步:《紧固件力学和强度》《紧固件力学和强度》是一本深入介绍紧固件力学原理和强度计算的专业书籍。
该书详细介绍了紧固件的载荷传递机制、接触压力和应力分布。
此外,本书还覆盖了强度计算方法,包括静态和疲劳强度的计算。
对于需要了解紧固件受力情况和确保产品可靠性的工程师和设计师来说,这本书提供了实用的指南。
第五步:《紧固件安装和拆卸》《紧固件安装和拆卸》是一本介绍紧固件安装和拆卸技术的实用手册。
紧固件表面处理标准新技术要求
ISO、ASTM紧固件表面处理标准新技术要求所有的碳钢紧固件中约有90%的表面需经过镀或涂履处理,或者带有某些其它添加的表面(密封剂、面涂和润滑),主要是为了提高表面抗腐蚀能力、外观装饰、耐磨性或控制扭矩轴力K因子等要求。
一、紧固件表面处理新标准近几年在紧固件的贸易接单中,客户对紧固件表面涂覆质量、无铬钝化、抗腐蚀能力和装饰色泽也提出更高的要求,及减少氢脆危险的技术措施,尤其是对有涂履高强度紧固件的装配扭矩轴力关系等提出更加严谨的规范要求。
随着金属表面处理的环保、节能及产品品质的提升,不同的涂层上需带有或附加密封剂、面涂和集成或附加润滑的表面涂履处理的新技术和新工艺在不断涌现和攀升,表面涂履的技术规范和质量要求在不断在提升和完善,表面处理标准也在不断地将表面处理的新工艺、新技术和新规范充实到标准中去,这对紧固件企业交货产品的表面处理质量也提出更高要求。
因此,我国紧固件生产企业要尽快去收集和理解紧固件表面处理新标准,加强紧固件表面处理新工艺和新技术的研发进度,提高紧固件表面处理质量,以适应市场和用户的新需求。
从2011年后ISO/TC2/ SC14国际紧固件(表面涂层)分技术委员会和ASTM F16。
03美国紧固件涂层分技术委员等国家的标准化组织,对紧固件电镀、非电解锌片涂层(达克罗)和热浸镀锌三个主要的表面处理标准也加快了修订进度,2014年和2015 年ISO 和ASTM都相继推出了紧固件的涂层新标准。
1。
1 紧固件电镀标准ISO/TC2/SC14国际紧固件涂层分技术委员推出ISO/PWI 4042-2017《紧固件电镀层》标准,彻底修改现行ISO 4042—1999版标准(GB/T5267。
1-2002《紧固件电镀层》);该标准修订考虑到相关国家和地区环保法规要求,六价铬Cr+6和无铬Cr+3钝化的技术发展,增添涂层密封剂、面漆和附加润滑新技术条款,以满足涂层紧固件防腐蚀、外观装饰及装配功能要求,及最大限度地减少氢脆危险及相关去氢技术措施。
欧美紧固件产品标准和基础技术标准索引

械性能》
ISO 6507-1《金属材料维氏硬度试验.第 1
部 分 :试 验 方 法 》
ISO 148-1《金属材料.夏比摆式冲击试验.第 1 部分试验方法》
电镀锌
ISO 4042《紧固件电镀》
达克罗
ISO 10683《紧固件 非电解锌片镀层》
热镀锌 盐雾试验
DIN 267-10《德制紧固件 热镀锌》
ISO 8673 《国际 1 型细牙螺母》等等
DIN 13 《德制螺纹公差》
ISO 261《国际螺纹公差》
ISO 965-1 《一般用途米制螺纹公差》
螺纹通过要能自由通过,
ISO 965-2《一般用途中等配合米制螺纹公差》 止规小于 2P
ISO 965-4《热镀锌内螺纹极限公差》
ISO 965-5《热镀锌外螺纹极限公差》
ISO 4759《紧固件公差》
ISO 4759《紧固件公差》
DIN 13 《德制螺纹公差》
ISO 261《国际螺纹公差》
螺纹精度
ISO 965-1 《一般用途米制螺纹公差》 螺纹通过要能自由通过, ISO 965-2《一般用途中等配合米制 止规小于 2P 螺纹公差》
ISO 965-4《热镀锌内螺纹极限公差》 ISO 965-5《热镀锌外螺纹极限公差》
螺纹通过要能自由通过, 止规小于 2P
1
江苏泰强不锈钢制品有限公司
http://www.tqbjz.com/
ISO 965-1 《一般用途米制螺纹公差》 ISO 965-2《一般用途中等配合米制螺纹 公差》 ISO 965-4《热镀锌内螺纹极限公差》 ISO 965-5《热镀锌外螺纹极限公差》
拉力(楔形) 头部坚固性试验 保证载荷 心部硬度 表面硬度 脱碳层 冲击试验
紧固件使用指南
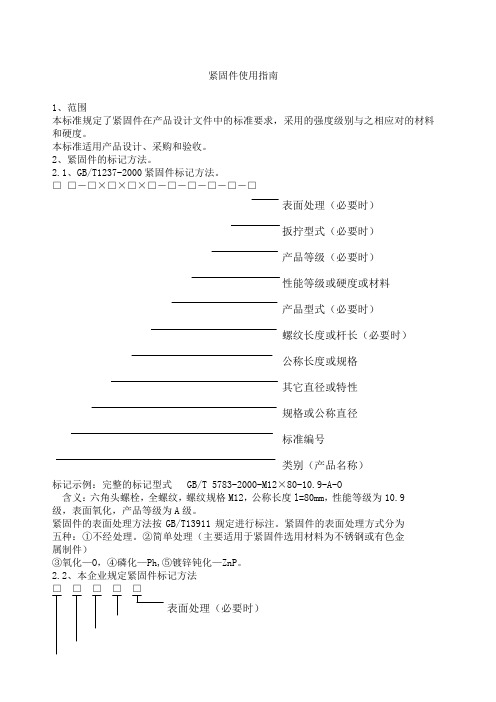
紧固件使用指南1、范围本标准规定了紧固件在产品设计文件中的标准要求,采用的强度级别与之相应对的材料和硬度。
本标准适用产品设计、采购和验收。
2、紧固件的标记方法。
2.1、GB/T1237-2000紧固件标记方法。
□□-□×□×□×□-□-□-□-□-□表面处理(必要时)扳拧型式(必要时)产品等级(必要时)性能等级或硬度或材料产品型式(必要时)螺纹长度或杆长(必要时)公称长度或规格其它直径或特性规格或公称直径标准编号类别(产品名称)标记示例:完整的标记型式 GB/T 5783-2000-M12×80-10.9-A-O含义:六角头螺栓,全螺纹,螺纹规格M12,公称长度l=80mm,性能等级为10.9级,表面氧化,产品等级为A级。
紧固件的表面处理方法按GB/T13911规定进行标注。
紧固件的表面处理方式分为五种:①不经处理。
②简单处理(主要适用于紧固件选用材料为不锈钢或有色金属制件)③氧化—O,④磷化—Ph,⑤镀锌钝化—ZnP。
2.2、本企业规定紧固件标记方法□□□□□表面处理(必要时)性能等级或材料规格与公称尺寸标准编号类别(产品名称)注:①类别指产品特性名称。
螺栓、螺钉、螺栓、螺母、垫圈、挡圈、销等。
②标准编号指国家标准或行业标准编号,年代号省略。
③规格或公称尺寸指具体规格要求。
例如:螺栓M8×12,螺母M8,螺钉M8×16,垫圈8,挡圈8,销8×30等。
④性能等级或材料指4.8、5.8、6.8、8.8、10.9、4.5、6、8、10,100HV、140HV、200HV、300HV。
⑤表面处理指2.1条中的5种,根据标准规定和设计要求选用。
⑥性能等级的含义:性能等级小数点前的数字代表公称拉伸强度δb的(1/100),小数点的数字表示屈服强度(δn)之比的10倍(10δs/δb)。
标记示例:螺栓GB/T5783-M8×16-10.9-ZnP含义:A级六角头螺栓,全螺纹,螺纹规格M8,公称长度l=16,性能等级为10.9级,表面镀锌钝化。
紧固件产品质量检验简明手册说明书

紧固件产品质量检验简明手册(适用于检验员参考用)目录一、紧固件基础 (4)1、采用冷镦和热镦二种工艺生产方式 (4)2、工艺流程. ................. . (5)3、度量和公差 (5)4、紧固件分类 (5)6、标准规范 (5)二、生产紧固件产品技术要求 (6)1、生产产品分类 (6)2、产品标识 (8)3、螺纹和检验 (8)4、产品一般技术要求 (10)4.1、产品精度等级 (11)4.2、产品性能等级 (11)4.3、美国外螺纹紧固件性能等级标志 (11)4.4、生产紧固件用材料 (12)4.5、紧固件通用要求 (13)5、表面处理种类 (13)5.2、热镀锌质量要求 HDG (14)5.3、电镀锌 ZP (15)5.4、达克罗FlZn (16)5.5、紧固件本色PLN (17)5.6、紧固件发黑black (17)5.7、紧固件磷皂化BHO (17)6、紧固件抽样检验 (18)7、螺栓、螺钉和螺柱尺寸和形位公差测量方法 (21)7.1、螺栓、螺钉和螺柱尺寸公差测量方法 (21)7.2、螺栓、螺钉和螺柱形位公差测试方法 (23)三、产品标准目录 (25)1、生产主要产品标准(螺栓、内六角、钢结构、螺柱) (25)2、主要紧固件机械性能标准................................................... (27)一:紧固件基础1、冷镦和热镦二种工艺生产方式1.1 冷镦工艺适用规格M6~M24,长度最长可达200mm,性能等级低强度、中和高强度的紧固件,它是一种高效的、经济的、先进的工艺生产方式。
主要优点:●采用少、无切削加工工艺,在常温下冷镦锻成型。
●无切削生产工艺,材料利用率高,但对材料性能和质量要求较高。
●生产效率高,适用于大批量生产。
●冷镦成型紧固件产品表面光洁度高、制造公差小、质量稳定,外观整齐。
1.2 热镦工艺适用于高强度、大规格(M12~M64)、长度最长可达1200mm的六角螺栓、内六角螺钉和螺柱。
紧固件国家标准手册

紧固件国家标准手册 丝规格 M2 M2.5 M3 M4 M5标准扭力 1.6~2 3~4 6~7.5 14.5 ~ 18 28~35(kgf ?cm ) ○自攻牙螺丝螺丝规格 1.7 2 2.3 2.6 3 3.5 标准扭力 1.5 3 3 3 4 4Min.Max. Min. Max. ! [ X" m. r9 X2 }; k: V1 M1.0 0.15 0.20 0.08 0.102 M1.1 0.22 0.29 0.11 0.14/ Y; W) D2 P4 s+ ^9 E3 M1.2 0.32 0.42 0.16 0.214 M1.4 0.48 0.62 0.24 0.315 M1.6 0.70 0.91 0.35 0.466 E0 R8 S5 Q7 o1 M/ l6 M1.8 1.10 1.43 0.55 0.727 M2.0 1.50 1.95 0.75 0.988 M2.2 2.00 2.60 1.00 1.309 M2.5 3.20 4.16 1.60 2.0810 M3.0 5.00 6.50 2.50 3.2511 M3.5 6.50 8.45 3.25 4.239 `- d3 R ?) s, L+ z5 t( T12 M4.0 14.00 18.20 7.009.1013 M4.5 20.50 26.65 10.25 13.3314 M5.0 29.00 37.70 14.50 18.8515M6.049.0063.7024.0031.20第一 部分 基础知识 第一 章 度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米( 相当于我国旧制的市寸,在美国、英国等欧美国家使用较多1、公制计量:(10 进制)1m =100 cm=1000 mm1 cmm )、厘米( cm )、毫米 mm )等,在欧州、我国及日本等东南亚地区使用较多, 另一种为英制,计量单位主要为英寸 (inch ),0 1 234 5 67 8 9 10 mm2、英制计量:(8 进制)1 英寸=8 英分1 英寸 =25.4 mm3/8 × 25.4 =9.521/16 3/16 5/16 7/16 9/1611/16 13/16 15/160 1/8 1/4 3/8 1/25/83/4 7/81 inch3、 1/4 以下的产品用番号来表示其称呼径,如:4#, 5#, 6#, 7#, 8#,10#,12#第二章 螺 纹、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
QJH 01.012-2013 紧固件应用技术指南

b 2d 6mm b 2d 12mm b 2d 25mm
式中 L—六角头螺栓的公称长度 b—六角头螺栓的螺纹长度 d—六角头螺栓的公称直径
L 125mm 125mm<L 200mm L>200mm
(2)
例1:根据图3所示节点选取螺栓长度。 M10不锈钢螺栓(实际工程应根据结构计算确定螺栓直径) 固定件厚度 = 60mm+2x2mm+2x8mm+2x6mm = 92mm 平垫圈厚度 = 0mm 弹簧垫圈厚度 = 2.6mm 螺母厚度 = 8.0mm 3个螺距 = 3x1.5mm = 4.5mm 螺杆长度 = 92mm+2.6mm+8.0mm+4.5mm = 107.1mm 初选螺栓:M10x120(应按企业标准《优选紧固件规格》选择螺栓) 图3 螺杆长度选取示意图 M10x120的螺纹长度:b=2d+6mm=26mm 理论计算螺母处于螺纹长度的区间:(120mm-26mm)~(120mm-3x1.5mm)=94mm~115.5mm 实际螺母处于螺纹长度的区间:(107.1mm-8.0mm-4.5mm)~(107.1mm-4.5mm)=94.6mm~102.6mm 实际螺母在螺纹长度范围内,因此选定螺栓:M10x120 4.2.3 M5x60,M5x80 双头螺柱的螺纹长度参考图见图 4。
II
Q/JH 01.012—2013 1 范围 本指南规定了公司内部用紧固件的性能、使用规则、长度选取及承载力。 本指南适用于公司内部承接国内外工程项目时,快速选择相关紧固件。 2 规范性引用文件
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准发布时,所示版本均 为有效。所有标准均会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 5782-2000 六角头螺栓 GB/T 901-1988 等长双头螺柱 B级 GB/T 97.1-2002 平垫圈 A级 GB 93-87 标准型弹簧垫圈 GB 845-85 十字槽盘头自攻螺钉 GB 846-85 十字槽沉头自攻螺钉 GB/T 16824.1-1997 六角凸缘自攻螺钉 GB/T 15856.1-2002 十字槽盘头自钻自攻螺钉 GB/T 15856.2-2002 十字槽沉头自钻自攻螺钉 GB/T 15856.5-2002 六角凸缘自钻自攻螺钉 GB/T 818-2000 十字槽盘头螺钉 GB/T 819.2-1997 十字槽沉头螺钉 第2部分: 钢8.8、不锈钢A2-70和有色金属CU2或CU3 GB/T 12618.1-2006 开口型平圆头抽芯铆钉 10、11级 GB/T 17880.1-1999 平头铆螺母 GB/T 17880.2-1999 沉头铆螺母 GB/T 3098.6-2000 紧固件机械性能 不锈钢螺栓、螺钉和螺柱 GB/T 3098.11-2002 紧固件机械性能 自钻自攻螺钉 GB/T 3098.21-2008 紧固件机械性能 不锈钢自攻螺钉 GB/T 192-2003 普通螺纹 基本牙型 GB/T 9145-2003 普通螺纹 中等精度、优选系列的极限尺寸 GB 50429-2007 铝合金结构设计规范 JB/T 5000.10-2007 重型机械通用技术条件 第10部分:装配 JB/ZQ4005-97 扳手空间 机械设计手册 单行本 连接与紧固 DIN 934:1987 Hexagon nuts with metric coarse and fine pitch thread Product grades A and B ISO 965-1:1998 ISO general purpose metric screw threads - Tolerances Part 1:Principles and basic data AAMA TIR A9-91 Metal Curtain Wall Fasteners AAMA TIR A9-2000 Metal Curtain Wall Fasteners Addendum BS EN ISO 3506-1 Mechanical properties of corrosion-resistant stainless steel fasteners Part1.Bolts,screws and studs BS8118:Part 1:1991 Structural use of aluminum Part 1:Code of practice for design ADM 2010 Aluminum Design Manual 2010
不锈钢紧固件 欧盟编码

不锈钢紧固件欧盟编码不锈钢紧固件是一种重要的零部件,广泛应用于各种机械设备、汽车、航空航天、建筑等领域。
在欧盟市场上,不锈钢紧固件也是一种常见的产品,其编码及标准化对于市场监管和交流意义重大。
下文将介绍不锈钢紧固件在欧盟市场上的编码及相关规定。
1. CN 编码CN 编码是欧盟对进口商品进行分类、监管和税收征收的重要工具,其结构为 8 位数字,其中前六位为子目(特定商品分类),后两位为国别(代表出口国别)。
不锈钢紧固件的 CN 编码为 7318 15,其对应的子目为“其他螺母、螺栓和紧固件”,代表了这类产品在 CN 编码体系中的分类。
TARIC(联合关税与统计地区)是欧盟中比 CN 编码更为详细的商品分类系统,包括 10 位数字,其中前六位与 CN 编码对应,后四位是 EU 附加代码(用于区分关税的不同适用准则)。
TARIC 编码能限定至某些特定的产品型号,这对于市场监管和交流非常有价值。
不锈钢紧固件的 TARIC 编码为 7318 15 10 00,其中“00”表示没有 EU 附加代码。
二、不锈钢紧固件的标准化和规定不锈钢紧固件作为机械结构件,有着严格的规定和标准化要求。
欧盟市场上销售的不锈钢紧固件都必须符合一定的标准和规定。
1. DIN 标准DIN(德国国家标准)是欧盟范围内常用的标准化体系,对于不锈钢紧固件也有一些具体规定。
如 DIN 934 的要求就是不锈钢六角螺母的规范;DIN 933 则规定了不锈钢六角螺栓,其长度和直径范围等规格。
2. CE 标志CE 标志是欧盟内销售的零部件必须具备的标志,代表产品符合欧盟标准并通过了 CE 认证。
不锈钢紧固件作为机械结构件,其安全性对于整个系统的稳定性至关重要。
拥有CE 标志的不锈钢紧固件能够保证其安全性和可靠性,受到市场和消费者的认可。
3. RoHS 标准RoHS(欧盟有害物质限制指令)是一项欧盟市场上的环保标准,规定了某些有害物质的使用和限量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(国际贸易)紧固件出口商品技术指南第一章我国紧固件产品进出口现状分析与市场预测1.1概述紧固件包括:螺栓、螺柱、螺母、螺钉、木螺钉、自攻螺钉、垫圈、铆钉、销、挡圈、紧固件-组合件及连接副,以及其他(如焊钉、异形钉)等12大类,是广泛通用的机械基础件。
在改革开放政策的指引下,中国紧固件行业是国内第一批步入市场经济的行业,伴随着市场经济改革步伐,紧固件行业发生了巨大变化,至今98%以上的企业都改制为股份制和民营企业,企业数量大增,产品结构调整,产能提高,在国际市场上的地位明显提高,已经成为世界紧固件制造大国,但还不是紧固件制造强国。
“十五”期间的2001年至2005年全国紧固件产量平均年增长率为14.32%,比“九五”平均增速高出5个百分点;销售收入年平均增长率为23.07%,比“九五”平均增速快8个百分点;2001年至2005年五年出口量平均增长率为24.91%,比“九五”平均增速高4.91个百分点;出口创汇平均增长率为31.9%,比“九五”平均增长率快15.95个百分点。
由此可见,全行业连续五年保持着两位数增长,从而为今后的发展打下了良好的基础,全行业整体实力有了很大增强。
2006年以来尽管受到国家宏观调控等影响,但随着“十一五”计划的实施启动,中国制造业迅速发展,再加上世界经济的复苏,从而为中国紧固件制造业提供了良好的发展商机,全行业勤奋工作,又创出一个历史新高。
根据国家统计局和行业协会、以及各地方分会的统计资料汇总显示,2007年全国紧固件产量达到520万吨,同比增长13.04%,销售收入440亿元,同比增长14.29%,出口总量为250万吨,同比增长20.77%,出口创汇达到30.5亿美元,同比增长29.40%,平均单价为1220美元/吨,同比略有增长,进口量17.5万吨,同比增长9.76%,进口额17.6亿美元,同比增长19.69%,平均单价为8939美元/吨,进口单价明显高于出口,2003年至2007年统计结果见图1。
图1近五年产销及进出口统计钢制紧固件其他材质紧固件1.2.2出口的主要国家和地区我国紧固件出口之初主要是销往香港和东南亚地区,后进入美国市场和欧洲市场。
目前已出口到全球170多个国家和地区。
在2005—2006年出口前50位的国家和地区中,欧洲占18个,亚洲占18个,北美洲4个,其余10个为非洲、南美洲、澳洲及东欧。
美国年需求约110亿美元的紧固件,其中自制约70多亿美元,进口约30多亿美元。
我国一直是美国进口紧固件的大户之一,2005年出口到美国32.92万吨,占美国市场份额的9—11%,2006年出口到美国增长到45.64万吨,占我国出口总量的22.05%,比2005年增长38.64%;在2005年及2006年我国紧固件出口中,量值增幅较大的国家有美国(比上年增长38.64%,净增12.72万吨)、德国(比上年增长34.78%)、意大利(比上年增长51.67%)等国家。
在出口的170多个国家和地区中,金额排在第一位的是美国,为50670.77万美元。
1.2.3出口的主要企业在我国七千多家紧固件企业中,大部分企业的产品在国内销售,但有些生产企业除在国内销售外,还有部分产品出口,仍有一些企业的产品以出口为主,外资企业和外贸企业也发挥了积极作用。
随着中国加入WTO后,促进了外向型企业的发展,尤其是沿海地区的紧固件企业出口增长,己成为我国出口的一支生力军。
根据协会统计资料分析,在2005、2006年紧固件出口创汇500在这些出口企业中,名列第一的上海集优机械股份有限公司2006年出口创汇金额为14662万美元,占全国出口金额的6.2%。
近年来,合资和独资企业的出口量值所占比重增大,台资企业晋亿实业股份有限公司2006年出口值为9012万美元,排在第二位,比上年增长5.98%,占全国出口创汇金额的3.8%。
排在前6位的企业2006年出口金额合计为4.266亿美元,占全国出口创汇总额的18.1%。
同时,出口产品中经热处理的产品比重逐年增长,至2006年此类产品己占出口总量的40%以上,出口产品的档次有所提高,因而带动出口产品的平均单价也有一定提高,2007年达到每吨出口创汇1220美元。
由此可见,提高出口产品档次,加大高强度、高精度、高性能产品出口比例,是扩大出口,增强创汇的有效途径,也是今后紧固件出口的方向。
1.3紧固件进口情况我国紧固件进口虽然时间不长,但进口量和进口额增长较快,80年代每年只进口几千吨,进口商品额也不过几百万美元。
进入九十年代以后,进口紧固件的量、值进入快速增长期,由1991这些进口紧固件主要来自日本、美国和欧洲各国。
2006年从日本进口4.84万吨,比2005年增长了28.38%,占进口总量30.36%,进口金额为45629万美元,占进口总额的31%,平均每公斤价格为9.428美元。
而平均每公斤价格最高的是美国,2006年从美国进口8142.6吨,金额为16830.14万美元,平均单价每公斤为20.675美元。
总而言之,从2006年进口情况分析,在金额上日本列第一位,美国列第二位,排名3—6位,依次为德国、中国台湾、韩国和新加坡;从数量上看,日本为第一(4.84万吨),中国台湾第二(3.35万吨),排名3—6位,依次为韩国、新加坡、德国和美国。
1.4国际市场预测据美国专家分析预测:全球可分三个大的紧固件市场。
第一个是北美市场,包括美国、加拿大、墨西哥。
2004年总需求量达135亿美元,预计到2009年将增加到166亿美元,占全球总需求量的31.5%。
第二大市场是欧洲,从2004年的111亿美元将增加到2009年的140亿美元,将占全球总需求量的26.5%。
第三大市场是亚洲,从1999年的90亿美元增加到2004年的135亿美元,预计到2009年将达到192亿美元,占全球市场的36.4%。
这三大市场之和可占全球总需求量的94.4%。
据世界权威机构对2001年至2006年世界紧固件市场、产业走向分析来看,排在第一位的是汽车业,2006年紧固件需求达101亿美元,占总需求463.5亿美元的22%,平均增幅为3.5%;第二是电器电子业,需求84亿美元,占总需求的18%,平均增幅为6.8%;第三是工业机械,需求61亿美元,占总需求的13%,平均增幅为平均增幅为5.9%;第四是金属制品,需求为52亿美元,占总需求的11%,平均增幅为4.4%;第五是其他机械制造业,需求75亿美元,占总需求的16%,平均增幅为5.1%;第六是建筑及维修市场,需求紧固件产品为92亿美元,占总需求的20%,平均增幅为4.8%;随着美国、欧洲和日本等发达国家经济复苏,世界贸易量的不断增长,同时,工业发达国家产业结构的调整及制造业的转移,又为我们提供了良好的市场商机。
从世界紧固件需求前十位国家的市场需求来看,美国2001年为93.5亿美元,到2006年为114亿美元,居世界第一,平均增幅为4%;日本从2001年39.5亿美元上升到2006年的45亿美元,排名从第二降到第三;中国从2001年32.5亿美元上升到2006年的52.5亿美元,排名为第二,平均增幅为10%;德国位居第四,2006年为29.6亿美元,平均增幅为5.2%;法国需求为16.5亿美元,平均增幅为3%;加拿大为15亿美元,平均增幅为3.4%;韩国为15亿美元,平均增幅为6.4%;英国为14.9亿美元,平均增幅为3.4%;意大利为14.9亿美元,平均增幅为3.6%;西班牙为12.3亿目前,紧固件工业已实现国际化,美国、德国、英国、法国、日本和意大利是紧固件的主要进口国,也是高档紧固件的出口国。
而中国、中国台湾、韩国和印度等是紧固件的主要出口国家和地区。
近两年我国每年紧固件出口都在15亿美元以上,随着全球经济发展,中国紧固件行业的出2.2标准体系层次2.2.1概况紧固件标准包括:国际标准(ISO)、区域标准(如EN)、国家标准(如GB、DIN)、行业标准(如JB)、协会标准(如ASTM、VDI、SAE)、企业标准等。
贸易中,大都采用本国标准,也有采用其他国家或区域性标准,如EN、DIN等。
2.2.2ISO紧固件标准ISO/TC2《紧固件》是国际标准化组织(ISO)最早成立的技术委员会之一,德国为秘书国,现行ISO紧固件国际标准达182个。
列入ISO的紧固件标准,应当是国际贸易中需求的商品或基础标准。
虽然,目前直接按ISO标准订货的还不多,但国际贸易中常用的DIN(德国)、EN(欧盟)、JIS(日本)等都已尽可能地采用了ISO标准。
所以,ISO紧固件标准应视为“米制紧固件标准”的总代表和基础。
2.2.3欧盟标准欧洲联盟(简称欧盟,EuropeanUnion—EU)是由欧洲共同体(Europeanmunities)发展而来的,是一个集政治实体和经济实体于一身、在世界上具有重要影响的区域一体化组织。
1993年11月1日,《马约》正式生效,欧盟正式诞生。
总部设在比利时首都布鲁塞尔,现有成员国25个。
欧盟标准(EN)是由该组织制定的区域性标准,在其成员国范围内得到较广泛地采用。
欧盟紧固件标准化技术委员会(EN/TC185)主席、德国人凯士尔先生在2005年明确表示:该技术委员的重要任务就是采用除(钢)结构连接副以外的ISO紧固件标准。
2.2.4中国紧固件国家标准20世纪50年代末,我国首次发布中华人民共和国国家标准,120个紧固件标准成为新中国第一批国家标准,后经历了多次全面制修订工作,1982年发布了第一批采用ISO标准制、修订的10项紧固件国家标准,开始全面采用紧固件国际标准工作,紧固件的国际标准转化率达98%以上,使我国紧固件标准达到国际先进标准水平,为紧固件产品出口创汇创造了有利的条件。
目前,我国现行紧固件标准达415个,与德国DIN标准数量相近,都属于标准的覆盖面和满足需求较广的紧固件国家级标准。
这些标准中,除采用ISO标准外,还有约3/5的标准主要为满足国内主机配套及维修之需求,其中也有出口紧固件产品,如GB/T15389“螺杆”,GB/T17880.1~GB/T17880.5“铆螺母”。
总之,我国采用ISO紧固件标准的实践证明:只要能达到已采用了ISO紧固件标准的国标的要求,就基本上能满足米制出口产品的要求,当然,国标部分产品的个别尺寸与国外有所不同,某些要求也有差异,出口时应注意。
2.2.5德国紧固件标准德国是ISO/TC2的秘书国,在紧固件国际标准制定中DIN标准通常为基本素材,DIN紧固件标准比ISO标准数量更多,覆盖面更广。
在紧固件的实际贸易中DIN标准的份额是很大,尤其是从2000年开始,德国较多地取消了某些贸易中常用的DIN标准,而改用EN和ISO标准,但某些旧的DIN标准在贸易中仍较多使用,应予注意。