编织机16
编 织 机 操 作 说 明 书

编织机操作说明书一.目的:为了保证编织工序品质,提高效率,降低成本,特制订本设备操作规范。
.二.范围:生产部的编织作业人员.三.权责:1.本文件的制定和修订:工程部2.本文件的执行单位:生产部3.本文件经工程主管核准后有效.四.作业内容:1.依照工程设计卡中规定相关之参数进行作业.2.起动把:A.当起动把往左扳,则起动把将皮带轮嵌接离合器,从而起动机器(起动把亦控制刹车机构).B.当起动把往右扳,则皮带轮与离合器分离,刹车块将刹车环嵌接大盘将机器刹停.3.操作前的准备:每个上下锭的张力座及张力把均需处在适当位置.4. 芯线及卷取轴:将待编织的芯线,收线盘相应放入放收线架上,准备开始编织.5.上锭线轴的放入:A.线轴放置时,必须使线头向左方向.B.放入线轴后,应检查线轴盖是否转动自如.C.将线头按顺时针方向绕经上锭导线杆,上锭张力座瓷勾,上锭导线轮上,系在引取轮上.6.下锭线轴的放入:A.取出安全插销.B.放入线轴,线头必须按顺时针方向摆置,插上安全插销.C.将线头按顺时方向拉出,绕过下锭导杆,下锭导线架管,穿过张力把导线轮再绕经下锭右侧的导管,将线系在牵引轮上.D.重复1-3程序,放置下锭的每个线轴.7.编织除以上所述1-6项编织前的准备事项外,特别提示以下几点:A.所有线轴均需放入固定位置.B.给线盖确定固定,且转动自如.C.下锭线轴放入后需记住装上安全插销,以防跳出.D.检查下锭导线管是否转动自如.E.每一锭的张力均需依照编织规格的不同而调节,而且下锭应比上锭稍微大些.F.根据编织规格的不同,更换适当的上下锭的张力弹簧.8.引线:A.在编织进行中,将已编织的线引拉到牵引轮,绕上足够的圈数避免滑动,一般不少於三圈.B.松掉芯线头,将已编织完成的线引至收线辘上.C. 将线放入排线导轮槽中,调整排线导轮至适当位置.D.将线绕至卷取辘上.9.调整:A.编织模眼的调整:a.拧松眼模螺丝.b. 调整模眼高度至适当位置(以线能自由落下至上锭船尖的下方约7-10毫米为宜).B. 卷取张力调整:不管何时均需维持一定的卷取张力,调整离合器螺母,顺时针方向,增加张力,反时针方向,则减小张力10.保养周期性润滑:1.对所有机架上的零件每天润滑.清理一次.2.油标刻度上的油必须保持在水平位置.编织机是要根据编织节距的长度来具体确定定额的。
编织机设备点检表
点检内容
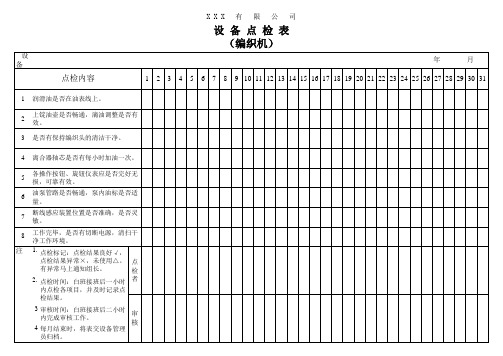
XXX 有 限 公 司
设备点检表 (编织机)
年Байду номын сангаас
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 润滑油是否在油表线上。 上锭油壶是否畅通,滴油调整是否有
2 效。 3 是否有保持编织头的清洁干净。
检
2. 点检时间:白班接班后一小时 者
内点检各项目,并及时记录点
检结果。
3 审核时间:白班接班后二小时 内完成审核工作。
审
核
4 每月结束时,将表交设备管理
员归档。
表 单 编 号 : XH S3 01 06 .0 4
4 离合器轴芯是否有每小时加油一次。
各操作按钮、旋钮仪表应是否完好无 5 损,可靠有效。
油泵管路是否畅通,泵内油标是否适 6 量。
断线感应装置位置是否准确,是否灵 7 敏。
工作完毕,是否有切断电源,清扫干 8 净工作环境。
注 1. 点检标记:点检结果良好√,
:
点检结果异常×,未使用△。 点
有异常马上通知组长。
各种针织机器介绍

6、 编织提示灯可以迅速的告知哪些门闩和缝针 破损或断裂,使机器的磨损以及织物的浪费始终 保持在最低限。 7、 采用了变频器控制电机转速,可以方便地调 整机器转速。而且在机器启动、停止时保持缓慢 均匀的加、减。 1、 路 数:12路,16路,18路。 2、 针 数:864针,1296针。 3、 毛 高:5~12 mm。 4、 转 速:12~18转/分。
韩国MBI引塔夏毛衣编织大圆机
详细说明: 可实现最高23色的无虚线单面提花(引塔夏),拥有比电脑横 机更快的生产效率,更方便的花型设计,更多的颜色搭配,是 生产高档嵌花衣物的最好选择
针织横纹机
详细说明: 用途:适用于圆桶形针织布条。 特点:标准切条机设有5个刀位,操作容易,同时切卷,切卷速度视 操作人的熟练程度而定,切刀全部用轴承转动可随意校对距离,切卷 最窄20mm。 规格:占地1400X950X100长X宽X高。
毛衣编织自动翻针器机
详细说明: 中国 江苏 适用于1.5G,3G,3.5G,4G,5G,7G,9G,10G,12G,14G, 16G各类型手摇编织机,过单梭只需适用于1.5G,3G,4G, 3.5G,5G,7G,9G,10G,12G,14G,16G各类型手摇编织, 使用编织单面罗纹翻针(过梭)可增加产量达百分之三十以上。
ShockSensor 振动传感器电脑横机
国光横机
中国 江苏
密度盘式横机
国家专利产品“龙星牌“密度盘式针织横机改变了原来的大三角 密度调节不易掌握,本机采用密度盘来控制密度调节,既简单 又易学的特点,又改变了传统的导轨开槽后机头滑动时阻力大、 调节不方便等缺点,采用导轨不开槽、铝合金机头,轴承装配 合理,使机子编织时轻巧、织物平整等有点。适合于羊绒、羊 毛、晴纶、人造合成纤维等各种纯、混纺绒线、可编织各种规 格的平针、罗纹、扳花、扭绳、鱼鳞花等花式的各类针织服装。 公司具有一支高素质的技术开发、科技管理和技工队伍。企业 设备精良:拥有的全自动加工中心、数控针板铣床、先进的热 处理工艺流程及横机装配流水线等,居同行业前列。 主要技术 参数 机号(针/25.4mm)6G-12G 12G-18G 机型单面、双面、单面 二级集圈 双面平针 编幅914(36")1016(40")1066(42") 914(36")1016(40")1066(42") 成圈系统11 导纱器数(只)2只右边换 梭2只右边换梭 针型舌针 舌针 牵拉形式重锤式 重锤式
电线电缆词汇

全导体perfect conductor全铝导体all aluminium conductor全套挤塑-成缆生产线complete extrusion-cabling line全自动圈线包装机full automatic coil packaging plant全自动双头编织机full automatic dual-head braider缺陷数、(漆包线)、针孔数number of faults燃气或电热式漆包装置gas-fired or electrically heated wire enamelling plant 绕包lapp.(lapping)绕包、缠绕、电缆填充物wormings绕包、带绕包、包带lapping绕包层lapped covering绕包层taped covering绕包车间wrapping workshop绕包带taping绕包方向lapping direction绕包方向wrapping direction绕包机wrapper绕包机wrapping machine绕包机、包带机lapping machine绕包机、包带机lapping-machine绕包间隙butt gap绕包间隙butt space绕包角angle of wrap绕包角lapping angle绕包节距lay of lapping绕包浸渍绝缘lapped impregnated dielectric绕包绝缘、带(状)绝缘lapped insulation绕包屏蔽assembing screen绕包屏蔽lapped screen绕包屏蔽wrapped screen绕包屏蔽(层) assembly screen绕包式电缆终端头hand-wrapped termination绕包式电缆终端头lapped termination绕包式电缆终端头、绕包终端taped termination 绕包头flier绕包头、带包头、包带头lapping head绕包头、绕包装置lapper绕包头、旋转式浮拉器rotating flier绕包线lapped wire绕包型接头hand-wrapped splice绕包型接头lapped joint绕包型接头taped joint绕包张力lapping tension绕包转速、纸包头转速lapping head speed绕接、缠绕接线法、导体的扭绞连接wire-wrap connection绕线、收线spool绕线、收线take up绕线、收线wind up绕线、收线、绕包wind绕线、收线、收线(装置) take-up绕线机、收线机wire winding machine绕线轴架、多轴放线架creel热导体thermal conductor热电偶补偿线thermocouple extension cable热电偶补偿线thermocouple extension wire热挤出hot extrusion热挤出用润滑剂hot extrusion lubricant热塑流试验、软化击穿试验thermoplastic flow test热塑性氯化聚乙烯护套thermoplastic chlorinated polyethylene jacket热塑性塑料绝缘及护套电缆thermoplastic insulated and jacketed cable热缩护套the heath shrinkable sleeves热液控制、液体控温(法) thermal liquid control热轧铜杆hot-rolled copper rod热粘合或溶剂自焊性漆包铜圆线heat or solvent bonding self-gluxing enamelled round copper wire热震试验(对钢化玻璃绝缘子) thermal shock test(for toughened glass insulator)人造丝包铜线rayon-covered copper conductor溶剂粘接直焊性漆包线solvent bonding self-fluxing enamelled wire 柔软)复合材料;复合箔combined (flexible)material柔软的flexible柔软度试验flexibility test柔软控制电缆FCC(flexible control cable)柔软性flexibility柔软云母材料flexible mica material软[花、皮]线flexible wire软导体flexible conductor软导体、柔软导体、软线flexible conductor软电缆BX cable软电缆flexible cable软电缆soft cable软管、橡皮管hose软管;套管sleeving(软管电缆cab-tire cable软焊料钎焊、锡焊soft soldering软焊料钎焊、锡焊soft-solder软化softening软化[退火]装置softening plant软化点softening point软化击穿cut-through软化剂softener软化剂softening agent软化区、增塑区softening region软化温度;软化点softening temperature;softening point 软或退火铜线、软铜线soft or annealed copper wire软绞线flexible stranded conductor软绞线flexible stranded wire软接线flexible circuit conductor软拉s.d.(soft drawn)软拉soft drawn软连接用电缆cable for flexible connections软链段soft segment软钎焊(缝、点、头) soldered joint软钎焊(缝、点、头) soldering joint软陶瓷绝缘电磁线soft ceramic insulated magnet wire 软涂层soft coating软线flex conductor软线、连接塞绳flexible cord软线、连接塞绳、软电缆确良adj软线、软绳flexibles软线[绳]、电线电缆、塞绳cord软线布线flexible wiring软橡胶soft rubber润滑脂填充线芯grease-filled core弱导光波导weakly guiding optical waveguide三包层光纤triple clad fiber三层共挤boned triple extrusion三层共挤triple extrusion三层环氧漆包圆铜电磁线triple epoxy-coated round copper magnet wire 三层挤出(机)头triple extruder head三层挤出(机)头triple extrusion head三层挤出机triple extruder三层挤出绝缘电缆three-layer extruded cable(三层绕包线triply covered wire三层纱包的triple cotton-covered三层丝包线triplex silk covered wire三层同心绞合电缆、三相同轴电缆triple concentric cable三层纸包的TPC (triple-paper covered)三层纸包的TPC(triper-paper covered)三股编包线triple-braided三辊式机架three-high stand三聚氰胺石棉塑料asbestos filled melamine plastics三明治(夹心面包片) sandwich三涂层[三包层]光纤triply-coated fiber三芯电缆three-conductor cable三芯电力软线three conductor power cord三芯软线three-core cord三芯软线three-way cord色标聚乙烯石油膏填充CCP-JF(color code polyethylene-jelly filled)色标聚乙烯石油膏填充电话电缆color coded polyethylene jelly filled cable 色调控制孔径toll-control aperture色散波长dispersion wavelength色散补偿光纤dispersion compensated fiber纱(编)丝包线silk and cotton covered wire纱包cotton wrapping纱包cotton-covering纱包层cotton sleeving纱包电缆cotton-covered cable纱包电缆cotton-insulation cable纱包机yarn wrapping machine纱包机)的纱碗cup纱包漆包线cotton-covered enamelled wire纱包漆包线cotton-enamel covered wire纱包漆包线enamelled and cotton-covered wire纱包铜线cotton-covered copper conductor纱包头cotton covering machine纱包头cotton lapping head纱包头cotton yarn wire纱包头yarn covering head纱包头yarn-spinning head纱包头、扎纱头cotton wrapping head纱包头[装置] cotton covering unit纱包线cotton-covered wire纱包线cotton-insulated wire纱包圆铜电磁线cotton-covered round copper magnet wire 扇形(软线)接头spade terminal扇形导体sector shaped conductor扇形导体sector-shaped conductor扇形实心铝导体sector-shaped solid aluminium conductor 扇形铜导体segment copper conductor扇形线芯的)棱角半径、弯边半径corner radius扇形线芯的)弯曲半径、棱角半径edge radius扇形线芯电缆segment conductor cable上引法连续铸杆机组upward continuous casting system 设备安装线equipment hook-up wire设定值、控制点setpoint伸缩补偿电缆offset cable深凹陷内包层光纤depressed cladding fiber深漆玻璃丝包铜线varnish-bonded glass-lapped copper conductor深漆玻璃丝包铜线varnish-bonded glass-lapped copper conductor生产过程控制manufacturing control生产过程控制production control生产过程控制、程序控制process control绳、纱、丝、麻)绕包头spining head绳绕包string spinning绳绕包机、绕绳机string spinning machine湿式中拉机medium wet drawing machine十八盘绞笼18- bobbin bay十八盘绞笼18- bobbin bay十八盘两段卧式绞线成缆机18-bobbin 2-cage horizontal wire stranding and laying-up machine 十八盘两段卧式绞线成缆机18- bobbin 2-cage horizontal wire stranding and laying-up machine十八盘两段卧式绞线成缆机18- bobbin 2-cage horizontal wire stranding and laying-up machine2/2十二头三层绕包机triple covering machine with 12 individual heads十六锭高速编织机16-carrier high-speed braiding machine十六锭高速编织机16- carrier high-speed braiding machine24十六锭台式编织机16- carrier bench braiding machine16十三头绞线机13- fold twisting machine十字并纱机cross-slubbing machine十字机头、直角机头cross head十字机头、直角机头cross-head十字头、直角机头crosshead石蜡油填充聚乙烯绝缘电缆petrolatum-filled polyethylene-insulated cable石英包层光纤silica cladded fiber石英玻璃silex石英玻璃、熔凝硅石fused silica石油膏填充petrojelly filling石油膏填充petroleum jelly filling石油膏填充设备jelly-filling equipment石油膏填充塑料电缆jelly filled plastic cable石油膏填充物、石油膏填充器petroleum jelly cable filler石油膏填充粘结护套联合设备combined petro-jelly filling and bonded sheath equipment 实路对幻路的串音side-to-phantom crosstalk实路对幻路的远端串音side-to-phantom far-end crosstalk实路对实路的串音、实线间串音side-to-side crosstalk实路对实路的串音耦合、实线间串音耦合side-to-side crosstalk coupling实线间的远端串音side-to-side far-end crosstalk实心导体solid conductor实心铝导体solid aluminium conductor实心铝导体solid aluminum conductor实心铝导体电缆solid aluminum conductor cable使安全、偿付indemnify室内导线interak conductor室温固化cold curing cold setting适合fit收、放线设备pay-off and take-up equipment 收、放线装置pay-off and take-up收放线(装置) take-up and pay-off收放线装置spooler-unspooler收线成圈机take-up coiler收线储存器、收线储线器take-up accumulator 收线电机take-up motor收线架spooling stand收线架take-off rack收线架take-up frame收线架、收线框take-up drum frame收线架[装置] take-up stand收线架[装置]、收线装置take-up unit收线绞线机take-up strander收线篮架take-up drum carrier收线盘take-up drum收线盘take-up reel收线盘take-up spool收线盘撑架take-up drum cantilever收线器[机]绕线机wire spooler收线牵引轮take-up capstan收线绕线装置take-up and winding unit收线设备、收线、绕线spooling equipment收线速度take-up speed收线张力take-up tension收线装置spooling machine收线装置take-up block收线装置wire take-up device手动螺杆升降式放线装置manual screw lift pay-off 书包schoolbag疏绕、间隙绕包open lapping束(绞)线、编织线litz wire束(绞)线、编织线litzen wire束(绞)线、编织线litzenwire束(绞)线、编织线litzwire束合导体bunched conductor束绞导线bunch-stranded conductor束绞铜束线bunch-stranded copper conductor束绞铜束线bunch-stranded copper conductor束线bunch v束线、绞合线bunched wire束线、束绞bunch-strand束线、束绞n束线机buncher束线机bunching machine数据包data packing双包层光纤double-coated optical fiber双包层光纤、双涂层光纤double-coated fiber双包层条形介质波导doubly-cladded slab dielectric waveguide 双包层条形介质波导doubly-cladded slab dielectric waveguide 双玻璃包扁线double glass-fiber covered rectangular wire双玻璃包扁线double glass-fiber covered rectangular wire双玻璃丝包圆线double glass-fiber covered roundr wire双玻璃丝包圆线double glass-fiber covered roundr wire双层编包风雨线weatherproof double braid双层编包风雨线weatherproof double braid双层编织的double-braid双层编织的double-braid双层编织机double tier type braiding machine双层编织机double tier type braiding machine双层编织式外导体同轴电缆double-braid type coaxial cable 双层编织式外导体同轴电缆double-braid type coaxial cable 双层的double-layer双层的duplex双层的twin-layer双层钢带铠装 d.s.t.a.(double layer of steel-tape armour)双层钢带铠装double layer of steel-tape armour双层钢带铠装 d.s.t.a.(double layer of steel-tape armour)双层钢带铠装double layer of steel-tape armour(d.s.t.a.)双层钢丝铠装double wire armour双层钢丝铠装电缆double wire-armoured cable双层鼓轮double block双层鼓轮double-deck bull block双层鼓轮拉线机double block drawing machine双层鼓轮拉线机double-capstan wire drawing machine双层鼓轮拉线机twin capstan drawing machine双层滚筒六头拉线机double-deck 6 head type machine双层护套、焊接的皱纹金属管护套duplex sheath双层护套、焊接的皱纹金属管护套duplex sheath双层护套电缆的内护套直径DOIJ双层护套电缆的内护套直径DOIJ双层环氧漆包圆铜电磁线double epoxy-coated round copper magnet wire 双层环氧漆包圆铜电磁线heavy epoxy-coated round copper magnet wire 双层环氧漆包圆铜电磁线double epoxy-coated round copper magnet wire 双层环氧漆包圆铜电磁线heavy epoxy-coated round copper magnet wire双层挤出(机)头double(extruder)head双层挤出(机)头double-layer extrusion head双层挤出(机)头dual (extruder) head双层挤出(机)头twin (extruder) head双层挤出(机)头double(extruder)head双层挤出(机)头double-layer extrusion head双层挤出(机)头dual (extruder) head双层挤出(机)头twin (extruder) head双层挤出机dual extruder双层挤出机dual extruder双层绝缘导线double insulated condutor双层绝缘的double-insulated双层铠装double armo(u)ring双层拉线鼓轮double deck drawing capstan双层拉线鼓轮double-deck drawing block双层绕包头dual lapping head双层绕包头duplicate lapping head双层绕包头dual lapping head双层绕包头duplicate lapping head双层一次挤出(法) double-layer coating co-extrusion 双层一次挤出(法) double-layer coating co-extrusion 双层直角挤出机头double layer crosshead双层直角挤出机头double layer crosshead双层纸double-ply paper双层纸duplex paper双窗口光纤(波长为850和1300 nm) double window fiber双分裂导线double bundle conductor双钢带铠装double tape armour双钢带绕包头dual steel taping head双股导线twin conductor双辊机架duo rolling stand双辊机架two-high rolling stand双辊式机架double-high stand双护套double sheath双护套电缆double-sheathed cable双护套电缆dual jacketed cable双护套光纤double-jacketed optical fiber双活塞电缆护套挤压机double-acting cable sheathing press双活塞电缆护套挤压机double-ram cable sheathing press双活塞电缆护套挤压机twin-ram cable sheathing press双机架线材压扁机two-stand wire flattening mill双绞和四线组对绞电缆twin and quad pairing cable双绞式[双节距]成缆机double-twist flyer-type high-speed stranding machine 双绞式[双节距]成缆机double-twist strander/laying-up machine双节距[双倍]束线机double-twist bunching machine双节距成缆机double-twist cabling machine双节距高速束线机double-twist laying-up machine双节距束线机double twist buncher双节距束线机double-twist bunch strander双金属挤压、多层一次挤出、共挤出(法) co-extrusion双列[双重]拉丝机double row wire drawing machine双螺杆挤出机double screw extruder双螺杆挤出机twin-screw extruder双面漆包机double-side enamellibg machine双面双层十六头纱包机16- head double-side douoble-rosette cotton covering machine) 双面双层十六头纱包机16-head double-side douoble-rosette cotton covering machine) 双盘放线装置dual pay-off双盘放线装置dual pay-off unit双盘收线架twin drum take-up stand双盘收线装置twin spooler双盘越端放线(装置) dual flyer pay-off双盘越端放线(装置) dual flyer type pay-off双漆包纸绝缘电线Tietgen conductor双纱包的double-cotton covered双纱包机double-cotton covering machine双纱包线double cotton-covered wire双丝包的、双层丝绝缘double-silk covered双丝包的、双层丝绝缘double-silk covered双丝包机double-silk covering machine双丝包漆包线eds(enamel double-silk-covered wire) 双丝包漆包线enamel double-silk-covered wire双丝包线double silk-covered wire双头编织机dual-head braider(双头挤出、双层挤出twin-head extrusion双头挤出、双层挤出twin-head extrusion双头立式放线架twin headed swift双芯电缆two-conductor cable双芯电缆、对绞电缆twin cable双芯软线double conductor cord双纸包头double-paper head双重纵包double longitudinal application水线电码直接打印机cable code direct printer瞬变[断]直流电压chopped d.c. voltage丝包机silk covering machine丝包机silk wrapping machine丝包机silk yarn covered wire丝包漆包线enamel silk-covered wire丝包软线silk-covered cord丝包束合漆包铜线textile -covered bunched enamelled copper wire丝包铜线silk-covered copper conductor丝包线silk-covered wire丝包圆铜电磁线silk-covered round copper magnet wire丝编织线silk braided wire四(线组)串四(线组) crosstalk between star quad四(线组)串同(轴对) crosstalk between star quad and coaxial pair四层聚酯漆包扁铜电磁线quadruple polyester-coated rectangular copper magnet wire 四带绕包头four-tape lapping head四辊机架quarto stand四辊式机架four-roller stand四辊式轧机机架four-high mill stand四机架线材压偏生产线four stand wire flattening line四节距束线机four twist bunching machine四路导线quadruple conductor四盘偏心式包带机four pad eccentric tape head松包loose covering松包的loosely wrapped松包光缆loose tube fiber cable松包光纤loose tube optical fiber松包光纤loosely packaged fiber松包光纤光缆optical fiber cable with fibers loosely packaged松包缓冲套[层]<光纤的> loose buffer jacket松包结构loose structure松套管-紧包缓冲层光纤生产线loose tube.tight buffer fiberoptic production line 松套聚合物包层石英光纤loose polymer-clad silica fiber送料螺杆stockscrew苏维埃苏维埃的Soviet素炼机、软胶机homogenizing roller塑料[非金属]护套电缆plastic-sheathed cable塑料包层石英(光纤) PCS(plastic-clad silica)塑料包层石英光纤PCS(plastic-clad silica fiber)塑料包覆光纤、塑料包层光纤plastic-clad fiber塑料薄膜plastic film塑料薄膜包线plastic film covered wire塑料薄膜带plastic film tape塑料护套plastic sheath塑料护套厚度检测装置plastic thickness test unit塑料护套软线plastic-sheathed flexible cord塑料挤出机plastic extruder塑料绝缘导体plastic insulated conductor塑料绝缘线芯plastic insulated conductor塑料绝缘线芯电缆plastic-insulated conductor cable塑料绕包绝缘lapped plastic insulation缩)到岸价CIF缩醛漆包铝圆线polyvinyl acetal enamelled round aluminium wire缩醛漆包铜扁线polyvinyl acetal enamelled rectangular copper wire缩醛漆包铜圆线polyvinyl acetal enamelled round copper wire缩醛漆包线polyvinyl formal enamelled wire缩醛漆包线polyvinylacetal enamelled wire塔轮式拉丝[线]机cone-type drawing machine碳化钨(拉丝)模、硬质合金(拉线)模tungsten-carbide(drawing) die特软绞线extra-flexible stranded conductor特细丝导线extra-fine wire conductor体现、包括(含) embody天安门广场Tian An Men Square天然橡胶护套natural rubber jacket填充、充填、填料filling填充、填料、锁紧装置blocking填充[封]物、填料、填芯filler填充包套联合生产线integrated filling and sheathing line填充材料filling material填充电缆filled cable填充复合物、填料、填充剂、填充混合物、浇注料、浇注剂filling compound 填充机filling machine填充剂filler compound填充率compaction ratev填充四线组、间充四线组interstitial quad填充温度、浇注温度filling temperature填充物、填料loading material填充系数fill factor填充系数、占体率fill in ratio填充系数、占体率fill-in ratio填充线芯导线fill-core conductor填充用户电缆filled service cable填料、填充、塞入stuffing填料[填充]法stuffing process条形介质光波导slab dielectric optical waveguide条形介质光波导slab dielectric waveguide通信软件communication software通用单芯无护套电缆general purpose single-core nonsheathed cable通用丁腈/聚氯乙烯护套general-purpose acrylonitrile-butadiene/polyvinyl chloride(NBR/PVC) jacket通用回转式挤出机versatile turret extruder通用氯化聚乙烯护套general-purpose chlorinated polyethylene(CPE) jacket通用绕包机universal wrapping machine通用乙丙烯橡皮护套general-purpose ethylene-propylene rubber jacket通用乙丙烯橡皮护套general-purpose ethylene-propylene rubber jacket同(轴对)串四(线组) crosstalk between coaxial pair and quad同(轴对)串同(轴对) crosstalk between two coaxial pairs同节距绞合unilay stranding同向绞合unidirectional lay同心层绞导线concentric lay conductor同心导体concentric conductor同心绞合线芯concentric stranded conductor同心螺绞导线rope-lay stranded conductor同心式包带机、同心式绕包机concentric type taping machine同心式包带头concentric taping head同心式绞合1350铝导线concentric-lay-stranded aluminium 1350 conductor同心式绞合5005- H19同心式绞合6201- T81同心式绞合钢芯铝绞线concentric-lay-stranded aluminium conductor,coated steel-reinforced同心式绞合铝包钢导线concentric-lay-stranded aluminium-clad steel conductor同心式绞合铝导体concentric-lay-stranded aluminium conductor同心式绞合铜包钢导线concentric-lay-stranded copper and clad steel conductor同心式绞合铜导线concentric-lay-stranded copper conductor同心式绞合铜和铜包钢复合导线concentric-lay-stranded copper and copper-clad steel composite conductor同心式绕包机concentric lapping machine同心式绕包机concentric taper同心式绕包头concentric lapping head同心式绕包头、同心式绕包机central spinner同心式绕包头、同心式绕包机concentric lapper 同心中性导体concentric neuttral conductor同心中性线concentric neutral conductor同轴内导体coaxial inner conductor同轴软线、同轴线塞绳coaxial cord同轴式直角挤出机头coaxial extrusion crosshead 同轴外导体coaxial outer conductor同轴线路concentric-conductor line铜包的copper-clad铜包钢copper-clad steel铜包钢CS=copper-clad steel铜包钢线copper covered steel conductor铜包钢线copper/steel bimetallic conductor铜包钢线copper-clad steel conductor铜包钢线copper-clad steel wire铜包钢线copper-covered steel wire铜包钢线copper-plated steel wire铜包钢线copper-ply steel wire铜包钢线copperweld conductor铜包钢线copper-weld wire铜包钢线、铜焊线copper-weld steel wire铜包钢芯电缆、铜包钢绞线copperclad cable铜包铝导体copper-clad aluminium conductor铜包铝导体[线] copper-clad aluminium conductor铜包铝线copper-clad aluminium wire铜编织线copper braided wire铜层剥落copper flaking铜带矫直装置copper strip straightener unit铜带屏蔽尼龙外护套电缆copper tape screen nylon jacketed cable 铜杆copper bar铜杆)剥皮shave铜杆、(电缆头用)铜出线梗、接线柱copper rod铜杆剥皮shaving of copper rod铜杆剥皮机copper rod descaler铜杆的压延rolling of copper rod铜杆拉出copper rod withdrawal铜护套电缆copper-sheathed cable铜绞线copper stranded conductor铜丝编织copper braiding铜丝编织copper wire braiding铜丝编织带copper mesh tape铜丝编织带copper threaded textile tape铜丝编织带fabric tape with interwoven copper wire铜丝编织屏蔽braided copper screen铜丝编织屏蔽copper braid shielding铜丝编织屏蔽copper-mesh screen铜丝编织屏蔽copper-mesh shield铜线编织(层) copper wire braid铜芯编织电缆braid cable with copper conductor铜芯电缆cable with copper conductor铜芯电缆copper conductor cable铜芯或铝芯半导体屏蔽聚乙烯绝缘聚氯乙烯护套电缆Lyonithene cable铜芯聚氯乙烯绝缘绞型软线copper conductor PVC-insulated twisted flexible cord铜芯聚氯乙烯绝缘平型软线copper conductor PVC-insulated parallel flexible cord铜芯聚乙烯绝缘通信配线电缆polyethylene-insulated copper-conductor telecommunication distribution cable铜芯矿物绝缘铜护套电缆mineral-insulated copper-sheathed cable with copper conductor筒式放线装置drumpack pay-off筒式绞线机tubolarbloc筒体直径、线盘筒径barrel diameter涂、敷、镀、包复coat涂[敷、镀、包]有……coated with涂包绝缘coated insulation涂层钢带铠装电缆coated steel tape armoured涂敷coating涂敷[包覆]装置coating unit涂蜡纱包线waxed cotton covered wire涂漆、漆包enamelling涂漆的、漆包的enamelized涂漆装置、漆包机enamel applicator退火(软)线soft annealed wire退火、韧炼、软化anneal退火、韧炼、软化退火soft annealing退火玻璃annealed glass退火铜线、软铜线soft-annealed copper wirev 退扭放线back twist pay-off退扭放线装置untwisting pay-off system退绕[放线]装置unwinding device退绕器、放线器dewinder脱落、剥落、剥离detaching脱模[锭]机、剥皮器、涂层消除剂stripper脱屑、剥皮scalp off椭圆形包层光纤elliptic(al) clad(ding) fiber椭圆形导体oval conductor外半导电层outer semi-conducting layer外部曲率半径outer curvature radius外导体external conductor外导体outer conductor外导体return conductor外护套containment外护套outer sheath外护套outer shell外护套、外护层overcoat外护套、外护层oversheath弯曲半径bending radius网络软件network software微薄的薪俸、少量pittance微处理机控制话缆四线组测试仪microprocessor telephone quad tester围绕、包围environ未成缆光纤uncabled fiber温度控制[调节] temperature control温度控制仪temperature control meter卧式包带机horizontal taping machine卧式剥带包带联合机horizontal de-taping and taping machine卧式单模大拉机、卧式鼓轮horizontal bull block卧式机架horizontal stand卧式挤出机horizontal axis extruder卧式挤出机horizontal extrusion press卧式笼型包带机、卧式笼型绕[纸]包机horizontal cage lapper卧式笼型包带机、卧式笼型绕[纸]包机horizontal cage type lapping machine卧式漆包机horizontal enamelling machine卧式漆包炉horizontal enamelling oven无包层光纤unclad fiber无包套光纤unjacked optical fiber无串音的crosstalk-proof无串音特性crosstalk-free characteristics无磁性漆包铜圆线unmagnetic enamelled round copper wire 无磁性漆包线non-magnetic enamelled wire无镀层导体plain conductor无感导体inductionless conductor无护套电缆non-sheathed cable无壳挤出extrusion without shell(无卤护套halogon-free jacket无卤素护套材料halogen-free sheathing material无模漆包机die-less enamel applicator无驱动放线non-drive pay off无水玻璃dry glass无酸剥皮机[装置] non-acid descaling plant无填充料inorganic filler无纬绑扎带unidrectional binding tape无线电装置用电线、安装线、装备用电线installation wires 无载导线dummy conductor无轴式放线设备shaftless pay-off equipment无轴式放线系统shaftless pay-off system无轴式恒定张力放线装置shaft type constant tension pay-off无轴式恒定张力放线装置shaftless constant tension pay-off无轴式收线装置pintle take-up五线组five-wire conductor误差率、误码率、(漆包线的)针孔数reeor rate细导线fine wire conductor细拉fine drawingvt细拉mini-drawing细拉mini-fine drawing细拉机finishing block(细拉机mini-drawing machine细线超导体filamentary supperconductor下薄雾mist纤)芯(直)径偏差core diameter deviation纤维编织、纱编织textile braid纤芯/包层的同心度偏差[不同心度] concentricity error of core/cladding 纤芯半径失配损耗mismatch-off-core-radii loss线(材)绕包wire covering线材剥皮工具wire stripping tool线材矫直器wire straightener线材矫直切割机wire straightening and cutting machine 线材绕包机wire covering machine线对直径DiameteroverpairsDOP线杆轧机机组rod mill rolling train线路导线line conductor线路电压补偿器line drop compensator线模直径bearing diameter线盘)侧板直径flange diameter线盘)轴孔直径、线盘轴孔直径bore diameter线盘包装机reel packing machine线盘放线架bobbin pay-off creel线盘放线速度bobbin payout speed线芯半径core radius线芯包覆、线芯绕包core covering线芯绞合、绞缆、成缆core stranding线芯接续强度conductor splicing force线芯冷却大功率电缆conductor-cooled heavy duty cable 线芯绕包、线芯包覆core wrap(ping)线芯绕包头core binder head线芯直径、纤芯直径、(线盘)筒径core diameter(线性聚乙烯、直链聚乙烯linear PE线张力控制wire tension control线张力控制仪、紧线器wire tensioner线轴、线盘v限流导线current limiting conductor相导线phase conductor相位补偿phase compensation相线电缆phase-conductor cable橡胶素炼机、软胶机rubber-homogenizer橡皮护套、橡套rubber sheath橡皮绝缘(软)电缆、橡套[软件]电缆cabtyre cable橡皮绝缘编包风雨线rubber-covered braided\weather-proof 橡皮绝缘编包线rubber-covered braided橡皮绝缘电缆rubber-insulated conductor橡皮绝缘护套rubber insulating blanket橡皮绝缘软线〔软塞绳〕cab-tyre cord橡皮绝缘双层编包线rubber-covered double braided橡皮绝缘双层编包线rubber-covered double braided橡套电缆、软管电缆cabtyre sheathed cable橡套软电缆rubber jacketed flexible cable小(直径)同轴对small-diameter coaxial pair小号导体small-gauge conductor小拉机fine wire drawing肖飚(本软件开发者、电缆工艺工程师) XIAOBIAO校直straighten斜角机头oblique head芯单段成缆机2/2- core single cage laying-up machinev星绞八芯软电缆spiral-eight cable星绞四芯软电缆spiral-four cable星绞四芯软电缆spiral-four type cable星轮spider行李、皮箱、皮包luggage行星齿轮式挤出机planetary gear extruder行星式成缆机planetary cabler行星式成缆机planetary cabling machine行星式成缆机planetary laying-up machine行星式成缆机planetary-type cabling machine行走式放线架mobile pay-off stand行走式放线架travelling pay-off stand行走式放线装置travelling pay-off行走式收线架transportable take-up stand形波导光纤O-guid fiber O形波导光纤O-guide fiber型铜芯电缆Efglas type electric cable with copper conductor cable Efglas 悬臂式收、放线装置cantilever pay-off and take-up悬挂式收线架susceptance take-up station旋转放线装置rotary pay-off旋转放线装置rotating pay-off选频波导frequency-selective waveguide选择(性)波导selective waveguide压扁机、压延机、矫直机、扁条拉模、拉扁钢丝模、压延工flattener 压力填充pressure excited filling压力型多层一次挤出模pressure-type coextrusion die压铝护套Extruded Aluminium Sheath压铅机、电缆铅护套挤压机lead cable-sheathing press压铅机、铅护套挤压机lead press压缩空气控制pneumatic operation压缩区compression section压缩扇形导体compact segmental conductor压缩扇形绞合导线compact sector stranded conductor压缩型绞合导体compressed-stranded conductor压装式进线套stuffing fitting牙、槽、凹陷dent严格检验[检查、控制] rigid test严格检验[检查、控制] rigorous test严格检验[检查、控制] severe control严格检验[检查、控制] severe test严格控制[检验、检查] strict control严格控制[检验、检查] stringent test阳极导线plate conductor氧化镁绝缘金属护套电线magnesia-insulated metal sheathed wire摇摆、悬吊、追求dangle也许、多半、恐怕perhaps液体控温(法)、热液控制temperature control by a liquid medium液压传动机组hydraulic power pack液压连续式电缆护套挤压机hydraulic continuous cable-sheathing press一半、部分moiety ad.一包 a pack of一包、一捆 a packet of一级导体first class conductor一级软线first class flexible cord一条面包、一个面包loaf一种包铜的铁镍合金导线Dimet wire仪器用软线[塞绳] instrument cord移动房屋用软线mobile-home cord移动式电力软线flexible portable power cord移动式放线装置mobile pay-off移动式龙门收、放线架travelling drum take-up and pay-off stand in port移动式龙门收、放线架travelling drum take-up and pay-off stand in portal execution 移动式软线portable cord乙烯丙烯单体EPM(ethylene propylene monomer)乙烯-丙烯二烯系共聚物EPDM(ethylene-propylene terpolymer)乙烯-丙烯-三聚合物橡胶EPTR(ethylene-propylene-terpolymer-rubber) 乙烯绝缘软电缆vinyl cabtyre cable异质外延光波导heteroepitaxial optical waveguide阴极剥离试验cathode spalling test阴极剥离试验cathode spalling test阴极导体cathode conductor引出线go conductor引起的光导体损耗induced optical conductor loss引入导线lead-in conductor印刷导线printed conductor应力控制带stress control tape应力控制管stress control tubing硬包层光纤hard-clad fiber硬导体rigid conductor硬拉铝包钢线hard-drawn aluminium-clad steel wire硬拉铜包钢线hard-drawn copper-clad steel wire硬链段与软链段的嵌段共聚物HYTREL硬铝导体hard qluminium conductor硬塑料包层光纤hard plastic clad optical fiber硬铜绞线hard-drawn copper stranded conductor硬橡皮电缆护套tough rubber cabtyre sheath用绷带包扎bandage用浮筒把电缆拉上海岸to float a cable ashore用户引入线service conductor用户引入线service entrance conductor用金属包metal用纸绳绕包to apply the paper string用纸绳绕包to spin the paper string由…构成、包含有consist of由于命运的摆布by a quirk of fate油基漆、油性漆包线漆oil-base enamel油浸)纸绝缘铅护套电缆paper-insulated lead-covered cable(油浸)纸绝缘铅护套电缆paper-insulated lead-sheathed cable油树脂漆、油性漆包线漆oleoresinous enamel油树脂漆、油性漆包线漆oleoresinous varnish油性漆包线oleo resinous enamelled wire油性漆包线oleo-resin enamelled wire油性漆包线漆plain enamel游览车用软线recreational-vehicle cord有凹槽的fluted有护套的单芯导线single-core sheathed conductor有机玻璃即聚甲基丙烯酸甲酯polymethyl methacrylate plastics有机硅玻璃漆管silicone impreged gla ss cloth tube有机硅漆包线silicon enamelled wire有壳挤出extrusion with shell有外护套层的卷边纵包金属护套布线电缆sheathed metal-clad wiring cable有效纤芯直径effective core diameter有阻电缆resistive conductor cable与金属化纸交替重叠绕包的碳黑纸carbon-loaded paper interlocked with metallized paper 预成型导线pre-form conductor预加压管式绞线机tubular strander with prestressing预矫直机pre-straightener预矫直机pre-straightening machine预矫直装置pre-straightening unit预扭线芯prespiralled conductor预扭压缩型导线prespiralled compacted conductor预装配的软电缆pre-assembled flexible cable预装配的软电缆及软线pre-assembled flexible cables and cords圆导体circular conductor圆导体round conductor圆导体带状电缆round conductor cable圆铜杆round copper rod圆形介质波导circular dielectric waveguide圆形同心绞合导体、同心式绞合圆导体concentrically stranded circular conductor远程直接数据处理、远程在线数据处理direct remote data processing 远程直接数据处理、远程在线数据处理on-line remote data processing 远端串音far-end crosstalk远端串音防卫度far-end crosstalk ratio远端串音衰减far-end crosstalk attenuation远端串音损耗far-end crosstalk loss月牙板式钢带绕包头link-type tape wrapping head越端[轴向]放线装置overhead pay-off越端放线(装置) over-end pay-off越端放线、轴向放线over-flange pay-off越端放线的刚性架绞线机spin-off rigid-frame strander越端放线架de-reeling flyer frame越端放线拉线over-head take-off drawing越端放线装置flyer dereeler越端放线装置flyer re-reeler越端放线装置overend dereeler越端放线装置over-end pay-off unit越端放线装置的摩擦片abrasive plate越端牵引、越端放线overhead-pull-off越端式放线架overhead pay-off-rack云母玻璃glass-bonded mica云母玻璃、(压粘)云母块mycalex允许弯曲半径allowable bending radius运行[操作]可靠性、运行[操作]安全性operating reliability运行[操作]可靠性、运行[操作]安全性operating safety运行[操作]可靠性、运行[操作]安全性operational reliability运行[操作]可靠性、运行[操作]安全性reliability of operation杂七杂八的东西clutter在...支配或摆布下at the mercy of在接头处护套互联的电缆系统system with the cable sheaths connected across the joints 在四面八方all around早期硫化scorching噪声控制装置noise control equipment增强型护套reinforced sheathv轧辊表面的裂纹、轧辊的掉角fracture of roll轧机机架roll stand轧机机架rollhousing轧机机组mill train轧纹corrugate轧制机架mill housing张力补偿[调节]器tension compensator张力补偿[调节]装置tension compensating device张力控制[调节]装置tension control device张力控制放线装置tension controlled pay-off。
各种针织机器介绍
电脑提花横机 详细说明: 电脑提花横机是浙江大学银河自动化有限公司于 2002年研制成功的多功能全自动高速编织机。性能优 越,品质卓越。两组三角系统都能实现任何方向的移 圈;采用同步带传动,运行平稳;全封闭外形,可降 低噪音、防尘及操作安全。 电脑提花横机是浙江大学银河自动化有限公司于 2002年研制成功的多功能全自动高速编织机。性能优 越,品质卓越。两组三角系统都能实现任何方向的移 圈;采用同步带传动,运行平稳;全封闭外形,可降 低噪音、防尘及操作安全。
6、 编织提示灯可以迅速的告知哪些门闩和缝针 破损或断裂,使机器的磨损以及织物的浪费始终 保持在最低限。 7、 采用了变频器控制电机转速,可以方便地调 整机器转速。而且在机器启动、停止时保持缓慢 均匀的加、减。 1、 路 数:12路,16路,18路。 2、 针 数:864针,1296针。 3、 毛 高:5~12 mm。 4、 转 速:12~18转/分。
电脑长毛绒提花机
详细说明: 电脑长毛绒提花圆机是浙江大学银河自动化有限公司最新研制成功的生 产长毛绒的专业设备。该机利用本公司拥有的专利高新技术:CAD纹织系统、 自动控制驱动系统以及长毛绒割圈工艺技术进行花型设计和编织,综合性能 指标超过国外同类产品,属国内首创。本设备一机多用,可用于外套、毛巾、 毛巾毯、地毯、玩具等产品的生产,从而为您赢得丰厚的商业利润。 1、 花型设计采用CAD纹织系统,数据通过IC卡传输,采用单片机自动控制 驱动系统,液晶中文显示。 这样整套系统既方便操作又保证了很高的稳定性。 2、 采用8刀片高频选针器,保证了该机的电子控制系统能够稳定可靠的完 成花型的编织。 3、 该机具有自动检测和故障自停功能,根据中文显示界面和指示灯,可以 迅速知道发生故障的原因和位置。 4、 采用毛纱存储间隙工作装置,在断纱或换纱时保证织物完好。 5、 为了避免凸轮和缝针因不断地摩擦而使机器过热,我们设置了自动加油 系统。
编织机操作规程
编织机操作规程引言概述:编织机是一种用于生产纺织品的重要设备,正确操作编织机对于保证产品质量和生产效率至关重要。
本文将详细介绍编织机的操作规程,匡助操作人员正确使用编织机,提高生产效率和产品质量。
一、准备工作1.1 清洁检查:在操作编织机之前,应对机器进行清洁检查,确保没有杂物或者异物影响机器正常运转。
1.2 润滑保养:检查编织机的润滑系统,确保各部位润滑良好,以减少磨损和磨擦,延长设备寿命。
1.3 调整参数:根据生产要求,调整编织机的参数,如速度、张力等,以确保生产过程中的稳定性。
二、操作步骤2.1 启动机器:按照操作手册的要求,逐步启动编织机,确保各部件正常运转。
2.2 装料调整:根据产品要求,装入合适的原料,并进行调整,保证编织机正常工作。
2.3 监控生产:在生产过程中,及时监控编织机的运行情况,发现问题及时处理,以避免影响生产进度。
三、故障处理3.1 常见故障:了解编织机常见故障原因及处理方法,如线断、卡纬等,能够快速解决问题,减少停机时间。
3.2 紧急维修:在遇到严重故障时,应即将停机处理,避免造成更大损失。
3.3 维护保养:定期对编织机进行维护保养,检查各部件磨损情况,及时更换易损件,确保设备长期稳定运行。
四、安全注意事项4.1 穿戴防护:操作编织机时,应穿戴符合安全要求的防护用具,如手套、护目镜等。
4.2 避免触碰:在编织机运转过程中,严禁触碰运动部件,以免造成伤害。
4.3 紧急停机:在发生危(wei)险情况时,应即将按下紧急停机按钮,保障人员安全。
五、结束工作5.1 停机清洁:在生产结束后,应停机清洁编织机,清除残留物,保持设备干净整洁。
5.2 数据记录:记录生产数据,包括生产数量、质量等信息,以便后续分析和改进。
5.3 关机断电:在确认一切工作都已完成后,及时关机断电,确保设备安全。
结语:编织机操作规程是保证生产安全和产品质量的重要保障,操作人员应严格按照规程操作,做好维护保养工作,确保设备长期稳定运行。
承宏--编织机说明书
Hh:mm:ss 000
主页参数设置报警查询
(八)画面切换
上述画面可通过画面下方的椭圆形按钮自由切换,无论机器是否运行都可以自由地对机器进行设置或监控。
(九)本机电控箱装有带门锁作用的电源开关,如需检修要打开电控箱门时,必须先将电源开关转换到零,方能打开电控箱门。
(十)警告!
本机的电控箱内有接地端子“”标志,在投入实际工作中,应保证有良好的接地,如接地不明确或接地不良会导致触电和火灾!
注意!
如果编织线卡在滑动架和滑动轨道上,不能硬拉或强行转动滑动架,以免拉伤导轨面。
可将滑动架上螺钉松开去除卡住的残线然后将线头拉向编织点接牢再继续编织过程。
新机器运行时,用钢制滑块在槽圈凹槽内滑动。
在机器运转50小时后,必须用尼龙滑块换下钢滑块。
在机器正常运行过程中,。
经编机学员培训教材

经编机学员培训教材一、认识经编机:我公司的经编机按机号来分有两种,即分别是E16和E18,E16的意思是每英吋有16针。
(其中1、2、4、5、8号机为18针的,3、5、7为16针的)12378号机为江苏产的GE288A型经编机,它们是单幅机器。
4、5、6号为湖南产的GE283DM型,它们是双幅机器。
本车间内所有的机器都叫双针床拉舍尔经编机。
它们有5把梳栉(其中4把地梳,1、5把为衬纬,2、4为编链。
1把毛梳即第3把),送经形式为:二辊罗拉积极送经。
毛纱导纱针通常为1隔1配置。
所有原料毛纱通常为腈纶、涤腈混纺纱、涤纶长丝等,底纱为150D涤纶FDY丝。
底纱的流程:底丝经整经到盘头-送经罗拉-导纱杆-张力杆-分纱针-导纱针。
毛纱的流程:筒子架经铝管-送经罗拉-张力杆-分纱针-导纱针。
生产工艺流程:纱线-上纱架(整经)-织造-剖幅-验修-梳剪-上胶-打卷入库。
二、经编机成圈过程、成圈机件1、舌针:将数枚舌针浇铸成或2″的针块。
舌针垫纱范围较大。
(4、5、6号机所用的是块针,型号为44.75其余1、2、3、7、8、号所用的是单针型号为50.75)2、栅状脱圈板:作为搁持面,辅助脱圈,并保持针间距。
3、导纱针:数枚导纱针浇铸成1″或2″的针块,用于引导纱线。
4、沉降片:用于握持织物,有利于退圈。
5、防反拨钢丝:横贯机器全长,防止针舌反拨。
织针沉降片导纱针单舌针成圈过程:退圈——垫纱——闭口、套圈——脱圈、弯纱、成圈——牵拉针床、梳栉、沉降片及脱圈板的运动规律:●80°起始状态:后针床降至脱圈位置,前针床准备上升,此时前沉降片已移向前针床舌针上方,防止线圈因织针上升而引起线圈上涌。
毛纱梳栉开向机后摆动,脱圈板准备朝机前摆动。
●150°退圈及针背垫纱:前针床上升,完成退圈,毛纱梳朝机前回摆,脱圈板向前摆动,地梳对前针床进行针背垫纱,此时后针床处于最低点。
●180°针前垫纱:针床上升到最高点,前沉降片退回到针床,脱圈板朝机后摆动,毛纱梳栉回摆到机前最前位置,各梳栉开始对前针床进行针前垫纱。
16锭编织机操作规程
版本/次:A/0第1页共6页1 目的为保证生产车间能够顺利运作,按时完成生产任务,降低产品损耗,提高产品质量,不断提高生产一部内部管理水平。
2适用范围适用于生产一部编织工序设备之操作。
3 职责3.1 生产一部主管负责本规定的编制、审核、修改和废止。
3.2本规程所有程序一律由总经理批准后方可执行。
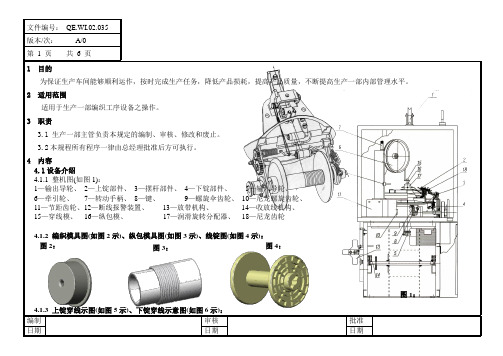
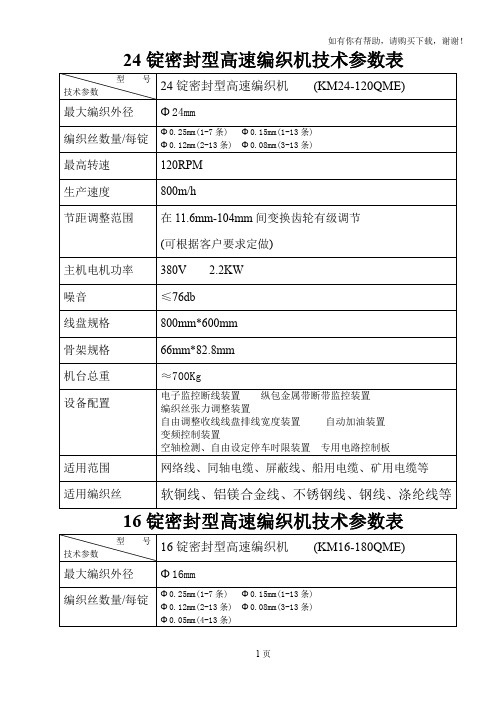
4 内容4.1设备介绍4.1.1 整机图(如图1):1—输出导轮、2—上锭部件、3—摆杆部件、4—下锭部件、5—输入导轮、6—牵引轮、7—转动手柄、8—键、9—螺旋伞齿轮、10—尼龙螺旋齿轮、11—节距齿轮、12—断线报警装置、13—放带机构、14—收放线机构、15—穿线模、16—纵包模、17—润滑旋转分配器、18—尼龙齿轮4.1.2 编织模具图(如图2示)、纵包模具图(如图3示)、线锭图(如图4示):图2:图3:图4:图1:4.1.3 上锭穿线示图(如图5示)、下锭穿线示意图(如图6示):编制审核批准版本/次: A/0第 2 页 共 6 页编制 审核 批准主菜单 诊断设置 系统设置 油泵设置 厂家设置 计米菜单 厂家信息4.1.4 触摸屏的介面介绍:1)初始菜单(如图7示)说明:当前值显示机器现正工作的实际计米长度和运转速度;设定值显示给定的最大值,左下角显示的时间表示机器实际运行时间,右下角显示的时间为时钟时间。
2)主菜单(如图8示) 2.1)诊断设置(如图9示):电缆检测:即断缆报警,当用户需断缆报警时,则设定为“开”值,这个时候一定要设定时间(秒),一般设为7秒。
断缆时间设定后,如果芯线断缆,且在所设定的时间内没有接上,本机将自动停止,显示屏会自动显示断缆报警画面,此时画面只能按“复位”按钮后才能消失,如果不需此功能,只要电缆检测设定“关”的状态即可;纵包检测:此功能被设定后如果在工作中纵包带用完或拉断,本机将自动停止并显示纵包报警画面,只有按“复位”按钮才会恢复。
GSB-1A 计米(m) 转速(rpm) 当前值 XXXXX XXX 设定值 XXXXX XXX/XXXXX:XX:XX XX:XX:XX 诊断设置 ◇电缆检测:开 XXX 秒 纵包检测:关油泵检测:关图5: 图6: 图7: 图9: 图8:版本/次: A/0第 5 页 共 6 页编制 审核 批准4.2.2.10在并丝时,放线架上的各轴应张力均匀,不应有松根现象。
16,24,36锭编织机

24:17
121.8
24:54
38.4
36:24
129.4
17:36
40.7
36:23
135.0
18:36
43.1
36:22
141.2
19:36
45.5
36:21
147.9
20:36
47.9
36:20
155.3
21:36
50.3
36:19
163.4
22:36
52.7
36:18
172.5
23:36
55.1
36:17
182.7
24:36
57.5
54:24
194.1
17:24
61.1
54:23
202.5
18:24
64.7
54:22
211.7
19:24
68.3
54:21
221.8
20:24
71.9
54:20
232.9
21:24
75.5
54:19
245.2
22:24
79.1
54:18
258.8
23:24
17:54
13.3
24:23
44.2
18:54
14.1
24:22
46.2
19:54
14.9
24:21
48.4
20:54
15.7
24:20
50.8
21:54
16.5
24:19
53.5
22:54
17.2
24:18
56.5
23:54
18.0
24:17
锭密封型高速编织机技术参数表
自由调整收线线盘排线宽度装置自动加油装置
变频控制装置
空轴检测、自由设定停车时限装置专用电路控制板
适用范围
网络线、同轴电缆、屏蔽线、船用电缆、矿用电缆等
适用编织丝
软铜线、铝镁合金线、不锈钢线、钢线、涤纶线等
(可根据客户要求定做)
主机电机功率
380V 2.2KW
噪音
≤76db
线盘规格
800mm*600mm
骨架规格
66mm*82.8mm
机台总重
≈700Kg
设备配置
电子监控断线装置纵包金属带断带监控装置
编织丝张力调整装置
自由调整收线线盘排线宽度装置自动加油装置
变频控制装置
空轴检测、自由设定停车时限装置专用电路控制板
Φ0.05mm(4-13条)
最高转速
180RPM
生产速度
640m/h
节距调整范围
在11.6mm-104mm间变换齿轮有级调节
(可根据客户要求定做)
主机电机功率
380V1.1KW
噪音
≤76db
线盘规格
800mm*600mm
骨架规格
66mm*82.8mm
机台总重
≈500Kg
设备配置
电子监控断线装置纵包金属带断带监控装置
24锭密封型高速编织机技术参数表
型号
技术参数
24锭密封型高速编织机(KM24-120QME)
最大编织外径
Φ24mm
编织丝数量/每锭
Φ0.25mm(1-7条)Φ0.15mm(1-13条)
Φ0.12mm(2-13条)Φ0.08mm(3-13条)
最高转速
120RPM
生产速度
针织机械部分产品介绍

针织机械部分产品介绍【摘要】CITME新技术--针织机械部分产品介绍文/蒋文惠第九届中国国际纺织机械展览会参展针织机械有8个国家和地区的60个厂商,展出样机171台,参展国家和地区有德国、意大利、日本、韩国、新加坡、中国及香港和台湾地区。
圆纬机有6个国家和地区的23家针织圆纬机制造厂商参展,展出样机共44台。
德国迈耶·西公司(MAYER&CIE)RELANITI1.6电脑四色调线大圆机:电脑控制自动调线,采用了沉降片和织针双向运动的技术,编制张力小,工艺可靠性好,外调四针道摇摆三角,实现三功位,变换滑行快速、准确,可编织多种单面织物和四色调线单面织物。
德国德乐公司(TERROT)UCC548双面电脑粗针距大提花机:德乐公司在该机上,成功地开发出制作床垫的面料,克重高达650g/m,柔软、舒适、高弹,更能满足人们对舒适的需求,在欧洲较为流行,采用最先进的压电陶瓷选针技术系统,独特的导纱器,准确地将纤维导入上下针筒之间,快速换针筒,实现品种的转换,原料适应性广。
意大利维克奥尼公司(VIGNONI)名模牌(MECMOR)1800TJB多功能开幅针织大圆机:该机是电脑提花四色自动调线圆形织片机,采用下针筒和上针盘连接一体的工艺设计,仅驱动下针筒即可完成双面织物的编织,编织幅度可宽窄变化,完成上移下或下移上的移圈功能,在一台机上可进行提花、移圈和调色线的编织,即绞花、嵌花等立体花型。
台湾地区凹凸精密机械有限公司EAMJ-1.6F单面六线自动变色电脑提花机:选用WAC选针机构,具有自动变色和电脑提花两种功能,二者可分合使用,机上可变幻和修改花型,编织花色的范围广,适用性强,配上毛巾互换件可编织毛巾和天鹅绒彩条布。
台湾地区大渝机械(厦门)有限公司TY-UD高速双面万能针织机:该机是高机号(40E),高速多路双面机,有独特的三角曲线和心脏结构设计等多项专利,用缩短中心轴向高度的设计增强机身结构上的强度和精度。
南洋电工 GSB-1A型 16锭高速编织机使用说明书
南洋电工G S B-1A型16锭高速编织机使用
说明书
-CAL-FENGHAI.-(YICAI)-Company One1
3.故障报警画面
注意:
如果编织丝卡在滑动架和滑动轨道上,不能强行拉出或转动转盘,以免拉伤转盘导轨面。
可将滑动架上螺钉松开去除卡住的残线后,将线头拉向编织点结牢再继续编织过程。
在机器正常运行过程中,尼龙滑块的宽度小于11.6mm时,或当摇动摆杆顶端,振幅大于3mm时,应及时更换新的滑块,以免损坏编织机。
新机器运行时,转盘轨道需要300小时的运转磨合期,在磨合期内编织转速小于120r/min,自动润滑系统的润滑周期必须保持在8分钟内、润滑次数在1次以上。
本高速编织机在安全防护罩闭合,机器与地面固定良好的情况下在最高工作速度时,噪声85db。
5.机器的润滑
润滑油和润滑脂
本编织机使用符合针入度在25C时为 220--25010-1mm,滴度150C的润滑脂。
机器变速箱使用N32#机器润滑油。
注意:机器齿轮箱内润滑油第一次使用必须在运转800小时后更换,以后每1500小时更换一次。
在使用本机时,应经常观察齿轮箱内润滑油液位情况,油量以油标的2/3处为宜。
如超过3个月不使用本机,在重新使用前应将齿轮箱中的润滑油排空后,重新注入清洁的润滑油。
在环境温度低于10C时,机器自动润滑系统使用运动粘度系数为90-110 cSt的高速机械润滑油;高于10C时,使用运动粘度系数为180-220 cSt的高速机械润滑油。
家用编织机讲座
家用编织机概况据史学家们的考证,早在纪元前,地球上就出现了针织物品。
但是,一直到16世纪后半期,毛线织品才开始在欧洲大陆逐渐普及。
传统的编织方法是用棒针手工编织,编织一件毛线衣裤是一项颇费时间又令人生厌的工作。
许多有志之士一直热衷于编织机械的发明。
最原始的资料记载,1589年,英国一个名叫威廉·李(william lee)的牧师设计了一种手动脚踏,用弹簧钩针进行编织的机器,这就是现代编织机的始祖。
威廉·李生活的年代,当时手工编织十分盛行。
据说威廉·李结束了在剑桥大学的学业后,回到了故土—卡尔文顿.他在开始了牧师生涯的同时,也开始了与那些几乎终日不停编织着的姑娘们为伍的生活。
他是一个不适应环境的人,当看到姑娘们手中两根棒不停地舞动,听到棒针发出的汜汜的声音感到很不舒服。
突然,他的脑海里萌发出一个念头:为什么不能用数百根小针代替一根大针,用许多钩子把环状物提起来置于毛线之上,一次就打一排?为什么不能制作一种自动的编织机呢?威廉·李的想法中没有什么特别新鲜的东西,北非的牧民们在公元前若干世纪已开始使用编织机和钩子。
织地毯的工匠使用的一种框架技术就跟威廉·李想的框架相差无几。
新鲜的只是“编织机”的概念和用一排钩子把编织的环状物提起来置于毛线上所用简单的编织动作。
经过3 年的努力,第一台手动脚踏的编织机诞生了,威廉·李也以为自己找到了一条扬名和生财的道路。
他带着机器到宫廷去谒见伊丽莎白女王,希望得到编织机的垄断权和专利权。
可是女王对他的发明不感兴趣,她认为编织机的发明会威胁大英帝国的棉花业,她还认为羊毛编织的袜子太土气。
为了能编织丝袜,他又花费了8年的时间。
可是,伊丽莎白依然拒绝认可他的专利。
他处境窘困,想在这个城市里寻找资助,可是没有一个人对他的机器有信心。
不久他又和他的弟弟来到欧洲大陆,他们竭力说服金融家们兴办机械编织工业,然而,一切努力都是徒劳的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HGSD-16/24型高速编织机
Lel:0571-63369241
Fax:0571-63368059
http://
4.4.1.1选择“中文”后到下一菜单 “主菜单”
4.4.2主菜单
4.4.2.1主菜单上有计米显示、时间、机器转速和各种功能的工作显示,主机的调速及各菜单的切换功能显示。
主机 收线 油泵
电缆检测 纵包检测 油泵检测
主机调速
000%
4.4.3计米菜单
4.4.3.1设定:轻触计米菜单上的“计米设定”键,触摸屏将自动弹出一个数字键盘,计米设定最大为9800米,根据需要输入相应的数字,按“ ”键,设定完成。计米需要清除,可按主菜单的“计米复位”键,如计米器计数到设定值时,本机将停机,并弹出一个画面。见下:
5.2设备维护
5.2.1对锭子支架,需经常保持清洁,去除多余金属编织丝。如发现金属丝或线卡在滑动架和导轨处时,应立即停车,松开滑动架螺钉,排除杂物。锭子运转1-2班后,需在小轴、制动杆和刹车轮轴承处加些机油(详见说明书图4.5、4.7、4.8、4.10)。
5.2.2工作台主轴锥齿轮箱内润滑油,首次运转一个月后,必须更换新油,以后每季度更换一次。自动润滑系统,油路必须正常供油,每班应检查一次,看转盘和滑动导轨处有没有油,若发现油堵塞,则用压缩空气吹通。油泵油箱设有液位显示器,当油油箱液位低于最低液位时,将停机,同时报警,指示灯亮,则应重新加油后,方可启动机器。
56.72
23:54
18.12
24:17
60.05
24:54
18.91
36:24
63.81
17:36
20.09
36:23
66.58
18:36
21.27
36:22
69.61
19:36
22.45
36:21
72.92
20:36
23.63
36:20
76.57
21:36
24.81
36:19
80.60
22:36
-5-
表2
变换齿轮
编织节距(㎜)
变换齿轮
编织节距(㎜)
Z1:Z2
Z1:Z2
17:54
13.39
24:23
44.39
18:54
14.18
24:22
46.40
19:54
14.97
24:21
48.61
20:54
15.75
24:20
51.04
21:54
16.54
24:19
53.73
22:54
17.33
24:18
2、设备组成
3. 主要性能及技术参数
4、设备操作规程
5、设备维护保养规程
6、安全操作规程
7、编织节距表
批准
会签
审校
编写
1.设备用途和适用范围
1.1设备用途
本生产线主要将铜丝编织在电线电缆上。
1.2适用范围
1.2.1最大编织外经:14㎜
1.2.2编织金属丝直径:0.1-0.2㎜
2.设备组成:放线架、导向轮、收线架、电控装置、主电机、光电计米器、纵包带盘等组成。
20.71
41.43
23:36
6.62
13.23
36:17
21.93
43.86
24:36
6.90
13.81
54:24
23.30
46.60
17:24
7.34
14.67
54:23
24.32
48.63
18:24
7.77
15.53
54:22
25.42
50.84
19:24
8.20
16.40
54:21
26.63
4.4.2.2当需要给定转速时,可轻触主菜单中“+”、“-”之间的数字键,此时画面自动弹出数字键盘,根据需要输入相应的数字 如需要50%的主机给定量,则
输入50,然后按“ ”键,则设定量为50%,所对应的主机转速为70%转/分,
-1-
并在主画面中显示出“主机转速。”
HGSD-24A型高速编织机
0000米复位 HH: MM:SS 0000转/分
25.99
36:18
85.07
23:36
27.18
36:17
90.08
24:36
28.36
54:24
95.71
17:24
30.13
54:23
99.87
18:24
31.90
54:22
104.41
19:24
33.68
54:21
109.38
20:24
35.45
54:20
114.85
21:24
37.22
54:19
5.2.3摆杆与摆杆座的转动部位,须每周加满黄油一次,使用轴承的,则不需加油。
6.安全操作规程
6.1严禁设备运转时润滑修理。
6.2严禁违章操作。
7.编织节距变换及变换齿轮选用表
7.1HGSB-16型编织节距及变换齿轮选用表(见表1)
7.2HGSB-24型编织节距及变换齿轮选用表(见表2)
8.易损件更换详见说明书。
3.主要性能及技术参数
3.1编织方式:2×2迭
3.2编织方向:垂直
3.3上锭数量:8/12只
下锭数量:8/12只
3.4锭子转速:10-150转/分
3.5编织节距范围:3.2~32.5或6.4~65㎜
3.6最大线速度:585m/h
3.7放线张力范围:0.6-6.5牛顿
3.8纵包带盘直径:280㎜
3.9主电机功率:3KW
20:54
3.84
7.67
24:20
12.43
24.86
21:54
4.03
8.06
24:19
13.08
26.16
22:54
4.22
8.44
24:18
13.81
27.62
23:54
4.41
8.82
24:17
14.62
29.24
24:54
4.60
9.21
36:24
15.53
31.07
17:36
4.89
9.78
120.89
22:24
38.99
54:18
127.61
23:24
40.76
54:17
135.12
24:24
42.54
说明:
实际编织节距必须在节距表所列参数上再加0.0665D×Z1÷Z2,D为线缆当前直径。
-6-
53.26
20:24
8.63
17.26
54:20
27.96
55.93
21:24
9.06
18.12
54:19
29.43
58.87
22:24
9.49
18.99
54:18
31.07
62.14
23:24
9.92
19.85
54:17
32.90
65.79
24:24
10.36
20.71
说明:
实际编织节距必须在节距表所列参数上再加0.0535D×Z1/Z2×Z3/Z4,D为线缆当前直径。
沈阳新长城电缆有限公司
安全技术操作规程
Q/XCC-SB-16
HGSB-24A编ቤተ መጻሕፍቲ ባይዱ机
2010-03-01发布2010-03-15实施
沈阳新长城电缆有限公司 生产技术部
沈阳新长城
电缆有限公司
安全技术操作规程
编号
Q/XCC-SB-16
HGSB-24A编织机
代替
执行
日期
2010年03月15日起
年月日止
1、设备用途和适用范围
4.4.3.2如需再开机,则必须按“复位”后才能起动。
4.4.4油泵菜单
-2-
4.4.5故障菜单
4.4.6操作菜单
-3-
5.设备维护保养规程
5.1设备润滑
5.1.1润滑脂:本机使用的润滑脂为钙脂3号。
5.1.2润滑油:工作台主轴锥齿轮箱为浸油式,用32号机械油。自动润滑系统用工业齿轮油或68-100号机械油。其它润滑点如收排线架两传动、光杆及滑动部位用32机械油。
36:23
16.21
32.42
18:36
5.18
10.36
36:22
16.95
33.89
19:36
5.47
10.93
36:21
17.75
35.51
20:36
5.75
11.51
36:20
18.64
37.28
21:36
6.04
12.08
36:19
19.62
39.25
22:36
6.33
12.66
36:18
-4-
表1
变换齿轮
编织节距(㎜)
变换齿轮
编织节距(㎜)
Z3:Z4
Z1:Z2
18:36
27:27
Z3:Z4
Z1:Z2
18:36
27:27
17:54
3.26
6.52
24:23
10.81
21.60
18:54
3.45
6.90
24:22
11.30
22.60
19:54
3.64
7.29
24:21
11.84
23.67