螺柱焊在白车身制造中的应用
白车身连接方法
14 of
2010-9-8
上海汽车集团股份有限公司乘用车分公司
14
2、螺柱焊接的特点
手工电弧焊,熔化极气体保护焊,电阻凸焊,电磁铁方式螺柱焊,饲服控制螺柱 焊接
* 非常节省时间和成本 所有螺柱焊的结构不用钻孔,冲孔,车螺纹,铆接,拧螺纹和精整等步骤。 * 不断扩展结构设计的应用潜力 在螺柱焊时起焊接过程是短时间,大电流和较小的熔深。因此,可以焊接到很薄的板材上。对于使用 陶瓷环拉弧螺柱焊和短周期拉弧螺柱焊的板厚可以到1mm。电容放电拉弧螺柱焊可以到0.6mm,而 储能式螺柱可以到0.5mm。 螺柱焊的工件必须是从一侧焊接。 能在全位置焊接,借助于扩展器可以焊接到受限制的垂直隔板上。 由于是短时间焊接且焊后很少变形,故不需要修整。 因为焊接的结构不需要钻孔,故不会造成泄漏。 螺柱焊的接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本身强度。 在镀层或高合金板材焊接后,背面没有印痕。 * 良好的经济性 螺柱焊相对于其他焊接方法的优点,在于焊接功率上。对于批量生产的工件,在很短的焊接时间(3980ms)内可打到8-40个/min(根据不同直径螺柱和不同焊接功率)。而自动送料螺柱焊机可以达 到60个/min的超高效率。 标准的螺柱是低成本的。 螺柱焊设备和焊枪具有多种类型,设备的购置费用相对较低。 根据产品,可以制成多工位自动焊机,或高精度龙门式数控自动焊机。 螺柱焊具有较高的质量再现率和较小的废品率。 15 of 但是,螺柱焊在应用中要注意:螺柱焊也和其他熔化焊一样,对钢中的含碳量有一定限制——对于结构 钢螺柱,含碳量应在0.18%以内,而母材的含碳量应在0.2%以内。 要根据螺柱焊的不同方法,按推荐的螺柱材料和母材组合可焊性施焊,否则螺柱和母材相互之间会有不 熔性。 上材 海组 汽合 车要 集 团 股 份有 限 公 司 乘 用 车分 公 司 超出推荐范围以外的螺柱材料和母 通 过 试验 确 定 可 焊 性 和产 品 设 计要求进行相关检验评定可能 2010-9-8 性
螺柱焊在车身焊接工艺中的应用研究

螺柱焊在车身焊接工艺中的应用研究螺柱焊是焊接技术在适应发展趋势的条件下产生的焊接新工艺。
这种焊接工艺具有高工作效率和高质量保证等显著特点,它能够完成全截面焊接,并在此基础上实现标准化作业。
将螺柱焊应用到车身焊接工艺当中,是具有积极意义的。
本文旨在对螺柱焊接技术进行阐述,并对其在车身焊接工艺中的应用进行研究。
标签:螺柱焊;车身焊接;焊接工艺在目前的汽车产业中,对汽车的车身焊接等作业过程进行更标准化的作业操作是我们需要实现的突破。
将螺柱焊接应用到汽车车身焊接工艺当中,可以有效实现车身焊接标准化作业。
相对于其他的汽车焊接工艺,螺柱焊具有高效和高质的特点。
在过去汽车车身焊接工艺中,常使用的焊接方法有二氧化碳气体保护焊、电阻焊、螺柱焊、MAG焊等。
其中螺柱焊因为其优点突出,被广泛应用于实际焊接操作中。
1 螺柱焊在车身焊接中的应用1.1 螺柱焊在车身焊接中的应用模式随着汽车产业的不断发展,对汽车的整体性和密封性等要求也逐渐提高。
所以在进行车身焊接中要注意减少开口,只有这样才能在根源处减少汽车构件的密封问题。
螺柱焊是目前汽车车身焊接工艺中常用的一种焊接办法。
它通过螺柱与板件表面进行接触,在电引弧的作用下,接触表面会发生融化反应,这时螺柱就会承受一定的压力,在压力作用下完成焊接。
作为一种压力熔焊办法,使得这种焊接方式兼具了压焊和熔焊的两种焊接特性。
螺柱焊焊接主要使用的工具是螺柱焊机。
常用的螺柱焊机有两大类,一类是拉弧式螺柱焊机,一类是储能式螺柱焊机。
拉弧式螺柱焊机由螺柱焊电源和焊枪组成,这种类型的焊机比较特殊,一般只应用于螺柱圆柱头焊钉和异型钉的焊接。
除此之外,根据螺柱焊的周期又可以分为短周期和长周期两种类型的螺柱焊。
在目前的车身焊接中,主要应用逆变式焊接电源短周期拉弧式螺柱焊。
1.2 螺柱焊的工作原理由于螺柱焊分不同的种类,所以螺柱焊的工作原因也有多种方式。
其中,拉弧式螺柱焊机一般采用晶闸管控制螺柱焊机整流器,而随着技术的逐渐成熟,一些拉弧式螺柱焊机开始采用逆变式变压器来进行操作控制。
全自动短周期拉弧螺柱焊在白车身制造中的应用及质量控制

针对夹具焊枪焊接方向,在焊 接螺柱过程中,尽可能优化设计, 让焊枪自上向下焊接,或者平焊, 禁止采用焊枪自下向上焊接。既改 善节拍,又保证了焊接质量。
2是高功率窄的溶化区焊接螺柱的端部是圆形有一个比直径大的法兰并且呈164全自动短周期拉弧螺柱焊在白车身制造中的应用及质量控制上海汽车车身先进制造工程技术研究中心王艳婷上海赛科利汽车模具技术应用有限公司刘源分析了全自动短周期拉弧螺柱焊的特点结构和原理为生产中出现的焊接失效模式本质上加以阐述并在此基础上提出了一些质量控制和检测的方法
表1
参数
设定值
属性
焊接电流/A 焊接时间/ ms 提弧高度/mm 下落时间/ ms
提升灵活
Iw=焊接面直径(mm) × 110 tw= 0.04Iw 1.5 td=12
来回推动灵活无阻尼感
关键
支撑杆位置
支撑杆位于夹头和螺柱法兰中间
焊枪角度(°) 伸出长度/mm
焊接时倾斜角度<3 2~3
(2)夹具设计的合理性。螺 柱焊接夹具的合理性主要体现在接 地形式、垂直度保证、焊枪焊接方 向三个方面。
针对夹具垂直度保证,薄板 (1mm以下)上的螺柱焊接时,落 螺柱的顶端受压后很容易让钣金件 变形,导致焊枪的参数发生变化, 使焊接状态不稳定,此时夹具上需 在钣金焊接区域增加刚性支撑。
针对夹具接地形式,需通过铜 支撑分接地连接到焊枪总接地。对 于1mm以下薄板,每个螺柱需要1 个分接地铜支撑,分接地线汇集到 总接地线(不允许串接)。如图5a 所示。对于1mm以上厚板件螺柱焊 接,需要在夹具上设置总接地线, 通过总接地线完成与零件通电连 接,如图5b所示。
汽车白车身螺柱焊工艺及质量控制探讨
MANUFACTURING AND PROCESS | 制造与工艺汽车白车身螺柱焊工艺及质量控制探讨单颀俊杭州宝伟汽车零部件有限公司 浙江省杭州市 311200摘 要: 随着汽车工业的发展,人们对于汽车的需求不断增加,目前汽车已经逐渐地走进了千家万户。
而汽车的需求不断增加,汽车的质量问题也随之受到了广泛的关注。
而汽车质量的控制所涉及的因素众多,是一个比较复杂的工程。
本文就将以白车身螺柱焊的质量控制为中心进行探讨,分析螺柱焊偏弧产生的原因,提出一定的改善措施,以供参考。
关键词:汽车;白身车;螺柱焊工艺;质量控制随着科学和技术的进步,汽车制造的技术得到了快速的发展,推动着汽车制造技术不断发展和创新,汽车企业为了竞争生存和发展,在研发和制造过程中缩短了周期,降低了汽车制造的成本,同时提高了汽车的质量和性能,促使汽车制造业更好地发展[1]。
各种工艺的改进百花争鸣,尤其是螺柱焊工艺,有了很大程度的提高。
由于螺柱焊技术与其他焊接技术相比,具有操作简单的优势,目前已经在许多行业的焊接中被广泛地应用,尤其是在汽车制造业[1]。
1 汽车白车身螺柱焊接技术概述1.1 当前我国汽车白车身螺柱焊接工艺的概述分析目前螺柱焊工艺发展迅速,已经被广泛应用于汽车白身车的制造中。
国内许多的汽车制造企业,在螺柱焊技术和工艺上,已经取得了很大程度的突破。
当前我国在螺柱焊工艺上虽然得到了一定程度的发展,但是仍需不断的努力,才能更好地适应汽车工业的发展需求。
目前由于我国在汽车螺柱焊工艺上研究的时间较短,所以还需不断地进行经验总结,从而使螺柱焊技术得到更好的发展[2]。
1.2 螺柱焊的焊接方式目前市场上有两种形式的螺柱焊:储能式螺柱焊机拉弧式螺柱焊,而国内主流主机厂采用的一般为拉弧式螺柱焊。
这是将螺柱一端与板件表面接触,在通电后通过螺柱焊枪提升螺柱引弧,融化螺柱顶端与板件接触面,再给通过螺柱焊枪给予螺柱一定压力至熔池,从而完成焊接的方法。
螺柱焊在车身焊接工艺中的应用研究

螺柱焊在车身焊接工艺中的应用研究作者:张玉超王昊来源:《企业文化》2017年第05期摘要:伴随着我国汽车工业的高速发展,使汽车企业之间的竞争越发激烈。
如何缩短产品的开发期,降低成本造价,是汽车企业能够持续发展的关键。
伴随着焊接工艺水平的不断提高,螺柱焊在车身焊接工艺中具有高效率和高质量的优点,在焊接工艺中具有广泛的应用。
本文笔者对螺柱焊在车身焊接工艺中的应用进行研究,为螺柱焊工艺的发展提供相应参考。
关键词:螺柱焊;车身焊接工艺;应用研究伴随着人们生活水平的不断提高,对汽车密封性的要求也随之提高,所以汽车企业在对车身进行设计的过程中,需要考虑汽车的密封性问题,防止泄漏的情况发生。
想要保证汽车的密封性,就需要在车身结构上避免不必要的开口,由于汽车车身是由低碳钢构成的,具有很好的焊接性能,通过将许多薄板件焊接起来进而组成汽车车身。
在焊接的过程中,螺柱焊接工艺具有速度快、操作简便和无空连接的优点,在汽车制造过程中取代了柳接、钻孔和攻螺纹等技术,并且在汽车车身焊接工艺中得到了广泛的应用。
一、螺柱焊接工艺的概括螺柱焊接工艺是一种采用压力熔焊的焊接方法,在焊接的过程中,将螺柱的一侧与板件进行接触,等待触面融化后,对螺柱施加一定压力进而使焊接完成的方法。
螺柱焊接工艺具有熔焊和压焊两种特征,并且具有压力焊和弧焊的属性。
根据螺柱焊机工作原理上的不同,将螺柱机分为拉弧式和储能式螺柱机两种类别。
在当前的汽车行业中,广泛应用的焊接工艺是短周期拉弧式螺柱焊机工艺。
二、螺柱焊接工艺的工作原理由于不同的螺柱焊机工作原理的不同,在通常情况下,拉弧式螺柱焊机所使用的是晶闸管,来实现对弧焊整流器的控制。
一些先进的拉弧式螺柱焊机的电源,采用的是逆变式电源为焊接提供能源。
在焊接的过程中,通过提高焊枪的磁力,使螺柱上升,并且使其和焊接工件分离开来。
与此同时,在螺柱和焊接工件之间施加电压,使螺柱和焊接工件之间引出电弧,促使工件融化,进而达到焊接的目的。
浅析汽车白车身螺柱焊工艺及质量控制

浅析汽车白车身螺柱焊工艺及质量控制作者:韩军祥陈剑来源:《科技资讯》 2013年第35期韩军祥陈剑(南京汽车集团有限公司冲压生产部江苏南京 210061)摘要:螺柱焊具有快速、可靠、操作简单和成本低等优点,现已广泛应用于汽车、铁路车厢、飞机制造等行业。
本文主要介绍了螺柱焊的特点、分类及影响焊接质量的因素及控制方法。
关键词:螺柱焊特点焊接工艺焊接质量控制方法中图分类号:U466 文献标识码:A 文章编号:1672-3791(2013)12(b)-0080-01螺柱焊由于具有快速、可靠、操作简单和成本低等优点,现在已广泛应用在汽车、船舶制造等领域。
在汽车制造技术中,车身冲压件材料大部分是厚度为0.6~2 mm的普板或镀锌板,要在这些薄钢板上面焊接螺柱并要保证焊接强度,对螺柱焊接工艺及质量控制提出了很高的要求。
本文结合上海汽车R350备胎仓螺柱焊接质量攻关对螺柱焊工艺及质量控制进行了探讨。
关系参考如下:1 螺柱焊接技术1.1 电弧螺柱焊接分类及特点螺柱焊有电弧螺柱焊和电容放电螺柱焊两种基本方法,电容放电螺柱焊根据引燃电弧的方式不同,有预接触式、预留间隙式和拉弧式三种焊接方法[1]。
目前汽车行业应用的螺柱焊工艺主要是采用逆变式焊接电源的短周期拉弧式电容放电螺柱焊焊。
各种螺柱焊的自身特点如表1[2]。
1.2 螺柱焊接方法的选择原则螺柱焊接方法选择的依据是:被焊工件的厚度、材质、紧固件的尺寸。
(1)螺柱直径大于8 mm的一般属于受力接头,适合采用电弧螺柱焊接方法,8 mm以下采用其他方法如电容放电螺柱焊或短周期螺柱焊更为合适。
(2)工件厚度δ和螺柱直径d有个比例关系,对电弧螺柱焊d/δ≤3,对电容放电螺柱焊和短周期螺柱焊这个比例可以达8~10,所以板厚3 mm以下的薄板最好采用电容放电螺柱焊或短周期螺柱焊。
(3)涂层(镀锌)薄钢板采用短周期螺柱焊接是最佳选择。
对于碳钢、不锈钢及铝合金,电弧螺柱焊、电容放电螺柱焊及短周期螺柱焊都可以选用,但对铝合金、铜或异种金属材料螺柱焊最好选用电容放电螺柱焊。
车身焊接中螺柱焊的选用
要 ,螺柱的焊接又涉及电阻焊 、电弧焊等各种工艺。这就对在车身结构设计
与螺柱选型上给产品开发 人员带来一些 困难 ,本文结 合各种螺柱本身功能及
焊接特点 ,对车身焊 接中的螺柱焊接类型的选用作一简单总结 ,以方便设计
人 员在车身开发时做 出合理选择 。
实例分析
1 案例一 .
某车 型设计任务中要求碰撞性 能 达到 C CA 五星 ,产 品在完 成后 —N P
焊接螺柱 ,可满足不 同使用功能,分别具有以下特 点 :
()承面焊接螺柱 适 用安装件紧密贴合干车身板件的装配。 1 ()平面焊接螺柱 2 适用安装 件无需紧密贴合于车身板件 的装 配。由
固,座椅安装支架上开有过孔,如图
2)示。 P i :
于采用的螺柱焊接属 于弧焊的一种 ,螺柱与车身接触表面 存在焊缝 ,电容储 能 与短周期螺柱焊 虽说在理论上焊缝焊角高度很 小,但实 际焊接时还是存在
周边焊缝 ,无法 紧密贴合。
()螺柱焊自攻螺钉 适用快速管卡、线束卡等预紧力很小的装配。 3
同时这 三种螺柱焊接要求也存在着差异 :承面焊接螺柱一般采用凸焊 工
8 o g 7 M c 瑗代 墨 部件 4 2l 期 o
ww ̄mc1 5 .o 9 0c m
圈 座椅安装支架 2
B。 d y
因座椅安装支架为受 力件 ,支架上开有过孔 ,紧 固部位与车身板件 不需
un rg i
螺 柱焊 自攻螺 钉最适合快速管
贴合,如采用承面焊接螺柱 ,则对冲压开孔 工艺要求太高 ,工艺性 太差 ;如
采 用平面焊接 螺柱 ,NM8 平面焊接螺柱 对应 板厚07 . mm的后地板 ,螺柱直 径与工件厚度比 ( )过大 ,对螺柱焊要求较高 ,无法保证焊接质量。
螺柱焊接技术的应用综述
目前,我国汽车制造业主要应用的螺柱焊接技术是短周期拉弧式螺柱焊,辅以相关的自动控制设备,大幅提高了汽车的焊接质量,提升了汽车品质。
螺柱焊接技术由于具有快速、可靠、操作简单和成本低等优点,可替代铆接、钻孔、手工电弧焊和钎焊等连接工艺,可焊接碳钢、不锈钢、铝以及铜及其合金等金属,现在已广泛应用在汽车、船舶制造等领域。
我国应用螺柱焊接技术的历史不长,但是随着我国经济的快速发展和制造业水平的不断提高,螺柱焊接技术正被越来越多的国内企业所采用。
螺柱焊接技术及原理将螺柱或类似的金属柱状物及其他紧固件焊接在工件上的方法称为螺柱焊。
实现螺柱焊的方法有多种:电阻焊、摩擦焊、爆炸焊及电弧焊等。
目前应用最广泛的方法是电弧法螺柱焊,根据焊接电源的不同,可细分为储能式(电容放电)螺柱焊和拉弧式螺柱焊。
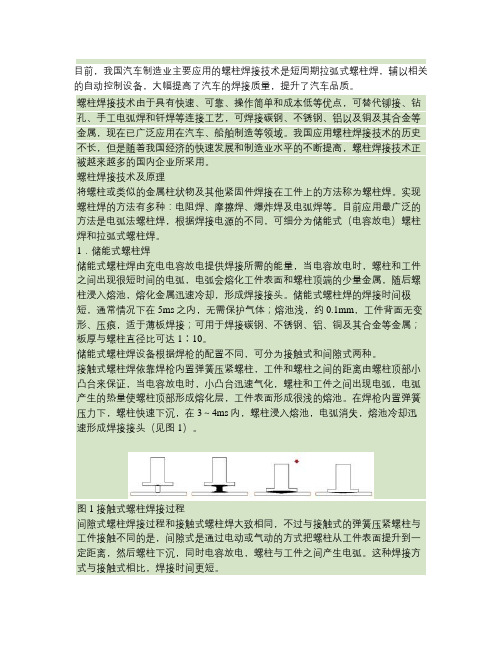
1.储能式螺柱焊储能式螺柱焊由充电电容放电提供焊接所需的能量,当电容放电时,螺柱和工件之间出现很短时间的电弧,电弧会熔化工件表面和螺柱顶端的少量金属,随后螺柱浸入熔池,熔化金属迅速冷却,形成焊接接头。
储能式螺柱焊的焊接时间极短,通常情况下在5ms之内,无需保护气体;熔池浅,约0.1mm,工件背面无变形、压痕,适于薄板焊接;可用于焊接碳钢、不锈钢、铝、铜及其合金等金属;板厚与螺柱直径比可达1∶10。
储能式螺柱焊设备根据焊枪的配置不同,可分为接触式和间隙式两种。
接触式螺柱焊依靠焊枪内置弹簧压紧螺柱,工件和螺柱之间的距离由螺柱顶部小凸台来保证,当电容放电时,小凸台迅速气化,螺柱和工件之间出现电弧,电弧产生的热量使螺柱顶部形成熔化层,工件表面形成很浅的熔池。
在焊枪内置弹簧压力下,螺柱快速下沉,在3~4ms内,螺柱浸入熔池,电弧消失,熔池冷却迅速形成焊接接头(见图1)。
图1 接触式螺柱焊接过程间隙式螺柱焊接过程和接触式螺柱焊大致相同,不过与接触式的弹簧压紧螺柱与工件接触不同的是,间隙式是通过电动或气动的方式把螺柱从工件表面提升到一定距离,然后螺柱下沉,同时电容放电,螺柱与工件之间产生电弧。
最新螺柱焊在汽车生产中的应用

姓名:邱宏宇专业工种:机修钳工申报级别:技师单位:一汽-大众2009年度技师(高级技师)社会化考评答辩论文引言螺柱焊接(Stud Welding)是指在金属或类似金属件的端面与另一金属工件表面之间产生电弧,待接合面熔化时迅速施加压力,完成焊接的一种方法。
螺柱焊接方法起源于1918 年,由于这种焊接新技术具有快速、可靠、简化工序、降低成本等一系列优点,因而引起了世界各国的普遍重视。
经过不断地改进和完善,特别是二次世界大战后得到了迅速发展,现已广泛应用到桥梁、高速公路、房屋建筑、造船、汽车、电站、电控柜等行业,可焊接低碳钢、不锈钢、低合金钢,铜、铝及其合金材质的螺柱、焊钉、销钉、栓钉等。
螺柱焊接技术发展到今天,已经成为西方发达国家的一种基本的热加工方法,螺柱(焊钉)的焊接大约有80%以上是通过螺柱焊机完成的。
而我国1986年在成都试制成功第一台螺柱焊机。
至于螺柱焊接技术的应用,还是从上世纪的九十年代才逐步展开的。
目前一些高级控制策略已应用在逆变熔焊机的控制系统、模糊控制技术和人工智能技术等。
而计算机的发展又带动了逆变技术的进步。
利用计算机的快速运算能力和内存量大等优研制具有有自动化功能——只需输人焊接方法、螺柱直径、焊接材料就能提供最佳焊接工艺参数。
并通过实际施焊,采集螺柱焊记录数据,并能自动调节输人能量及相关参数以能稳定焊接质量已经成为螺柱焊接发展的趋势。
本人多年一直从事机械设备的维修工作,对螺柱焊设备技术有了比较深入的了解,并掌握了相关的工作技能。
本文依据自己对螺柱焊技术的了解和实际操作经验,系统地阐述了螺柱焊技术在汽车生产中的应用。
目录1、螺柱焊的工作原理与特点1.1 螺柱焊的工作原理1.2 螺柱焊的工作特点2、螺柱焊机的组成2.1 PLM200螺柱焊枪2.2ETF50送料器2.3 DCE1500控制器3 、PLM200螺柱焊枪的维护及保养3.1 PLM200螺柱焊枪结构组成3.2 PLM200螺柱焊枪保养方法3.3 使用PLM 200 的注意事项4、螺柱焊枪的调整5 、螺柱焊枪的常见故障与修复5.1 防护零件的缺失导致非必要损坏5.2 气缸磨损导致的故障5.3 焊接质量缺陷参考文献螺柱焊机在汽车生产中的应用摘要:随着螺柱焊技术的日益成熟,该技术已经大量应用到汽车生产线上,并取得了巨大的经济和社会效益。
焊装防错技术在白车身制造中的应用

焊装防错技术在白车身制造中的应用□奇瑞新能源汽车技术有限公司/张伟随着社会经济的发展,汽车生产企业逐步自动化与现代化,白车身的车型不断增加,不同型号共线生产存在漏装、混装等风险。
而防错技术则是利用防错装置减少缺陷的一种工程技术。
在白车身装配过程中应用防错技术,可以对汽车制造质量起到较高的保障作用。
本文通过对防错技术的概念以及特征的探讨,阐述了防错技术在乘用车白车身制造中的应用措施,提出白车身制造中防错技术的管理措施,为防错技术在白车身制造中的进一步应用提供参考。
在批量化、快节奏的生产过程中,操作者长时间的重复动作,难免出现注意力不集中,造成错装、漏装、漏加工、错误加工等情况,导致零件返工或返修,甚至车身报废,极大降低生产效率,加长生产周期,增加生产成本。
而防错技术则是在保证员工误操作率降低到最低的一种办法。
防错技术概述1. 防错控制技术所谓防错技术,是指利用防错装置,防止人、材料以及机器产生产品缺陷,从而实现零缺陷的一种质量工程技术。
防错技术起源于日本,由质量管理专家、著名的丰田生产体系创建人新乡重夫先生,根据其长期从事现场质量改进的丰富经验,首创了POKA-YOKE的概念。
防错技术集自动检测、自动化等先进技术于一体,能够有效防止人为的差错,利用简单的方法提升产品的质量。
防错类别的表现方式有相像:零件结构相似,局部型面有变化,即使放在一起,也难以识别,只能通过检具或三坐标识别;相似:结构有不同,差异较小,不放在一起无法识别;相近:零件虽在结构、大小上有不同,但差异较小,有识别特征,但不明显,不能快速、清晰识别,容易混淆。
2. 防错整体思路防错整体思路一般分为四个等级,不同的等级对应着不同的对象。
在焊装中主要体现在第二等级以下。
第一等级:产品策划时从零件自身形状及装配出发,考虑并解决后续工艺及生产时可能出现的错误(产品+规划思考)。
第二等级:工艺策划时从设备及工艺布置出发,考虑并解决后续生产时可能出现的错误(规划+生产思考)。
17---车身螺柱焊质量稳定性应用分析.

汽车车身螺柱焊接质量稳定性应用分析作者:刘道东,窦天宇(奇瑞汽车有限公司规划设计一院 安徽 芜湖)【摘 要】 本文简单介绍了电弧螺柱焊接的原理及应用缺陷,对造成虚焊、过焊、偏弧等质量缺陷原因进行了分析及解决,重点从螺柱、产品设计、夹具设计等方面对偏弧产生致因总结给出了一些方法。
【关键词】 车身 螺柱焊 偏弧1.概述通常,汽车上的内外饰件、线束、地毯和油管、制动油管(如图 1.)、隔热板、导流板等附件与车身钣金的安装联接主要是靠螺柱螺母来实现的,各种附件安装件约40多种,所需螺柱也多达100多颗。
螺柱与钣金件采用凸焊或螺柱植焊的方式焊接固定,其在汽车制造中的用量日趋增长,应用亦已趋成熟。
图1. 制动油管固定件的焊接螺柱位置凸焊焊接是在螺柱的焊接端上预先加工出一个或多个凸点,使凸点与钣金件表面接触加压、通电、熔化,从而形成焊点的电阻焊接方法。
钣金件与螺柱焊接位置需开孔,焊接时移动板件到凸焊电极上定位焊接。
同种螺柱焊接不同板厚,稳定性相应会有变化。
螺柱焊接是在螺柱的焊接端上预先加工成凸台或尖角,使尖角与钣金件表面接触通电、熔化、加压,从而形成焊缝的电弧焊接方法。
螺柱焊接是将焊枪移动到焊接工件处定位焊接。
同种螺柱焊接不同板厚,稳定性相应能保证。
由于螺柱焊焊接技术具有快速、可靠、工序简化、稳定性好等一系列优点。
因此,它已逐步替代凸焊,并普及应用于汽车焊接生产过程中。
2.螺柱焊接原理汽车行业的螺柱为M8以下,所需焊接功率小,因此,生产中实际应用的多为拉弧逆变式螺柱焊机,遵循电弧焊接原理。
螺柱焊接时,先用焊枪压住板件,构成电流回路;再扣动扳机,半自动焊枪内部的伺服电机通电,并在焊枪内部形成磁场,把焊枪的导电嘴以及整个焊钉向后提升,焊钉脱离板件,引出小电流;此时焊钉与板件间形成电弧维持回路,然后再引出大电流,释放的热量熔化板件;达到设定的焊接时间后,伺服电机反向通电,产生反向磁场力推动焊钉,将螺柱压入熔池里,完成整个焊接过程(如图2.)。
螺柱焊在车身制造中的应用

螺柱焊在车身制造中的应用摘要:螺柱焊是汽车车身制造中最为重要的焊接工艺之一。
本文系统阐述了螺柱焊在车身焊接中的工作原理及过程,并对螺柱焊作业过程中的关键点给出建议。
总结了螺柱焊设备的常见故障以及相应的快速解决方法。
关键词:螺柱焊;车身焊接;设备故障1前言随着社会的发展进步,人们对汽车的舒适型和安全性提出了更高的要求,这对汽车的密封性和NVH特性也提出了更多要求,需要在设计上更多考虑密封性能和防噪等性能。
因此在车身构件上要尽可能减少开口,螺柱焊就能够满足以上需求,不仅焊接速度快,而且质量可靠,得到迅速的推广与使用,逐渐替代了其他的连接技术如铆接、钻孔等。
螺柱焊在汽车企业中有着广泛的应用,符合当代汽车行业的技术要求[1,2]。
2螺柱焊技术2.1螺柱焊的工作原理螺柱焊是利用螺柱和车身板材之间的电弧热将金属熔化进而实现焊接的方法。
原理是使螺柱焊接端凸台或尖端与工件表面接触,提升焊接螺柱至一定高度,同时在螺柱与焊接工件之间施加一定的电压,并在这两者之间把电弧引出,进而使接触面熔化。
随着间距调整,将电压增大到焊接电压,达到一定的焊接时间后,断开焊接电流,螺柱进入金属熔池,熔池冷却形成可靠的螺柱焊接头[3,4]。
2.2螺柱焊焊接过程第一步,螺柱与工件接触。
螺柱接触到工件,焊接电缆和接地电缆等所有电缆都正确连接,系统会反馈SOW(stud on work)信号。
第二步,引弧电流阶段。
螺柱接触到工件时,引弧电流(固定为30A)通过内部启动焊接信号被触发。
在引弧电流稳定一段时间(15ms)之后,直线电机开始工作,将螺柱提升一段距离,此时电弧开始对螺柱和工件表面的油污进行清理。
引弧电流的主要任务是维持正负极之间的电流,如果引弧电流被某种原因破坏掉,将会有报警信息出现:open circuit welding,即开路焊接。
第三步,主电流阶段。
在引弧电流结束后(40ms),进入主焊接电流通过阶段,电弧热在螺柱和工件表面形成焊接熔池。
焊接技术在驾驶室白车身上的应用

10.16638/ki.1671-7988.2017.03.008焊接技术在驾驶室白车身上的应用刘洪博,孙爱友,王刘松,马建峰,郑明敏(安徽江淮汽车集团股份有限公司,安徽合肥230601)摘要:在汽车制造过程中,焊装作为汽车四大工艺之一,承担着汽车白车身拼焊及车门装配调整、质量整修等任务;而白车身是一个由百余种、甚至数百种冲压件、凸焊总成件经焊接、铆接、机械联结及粘接等方法联结而成的大总成件。
由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中最应用最广泛的联结方式。
在目前汽车白车身的制造中,主要的焊接方法有电阻点焊、CO2气体保护焊和激光焊,而其中电阻点焊更是占白车身焊接90%以上。
文章对常见的点焊缺陷及预防措施进行介绍。
关键词:点焊;缺陷;预防措施中图分类号:U466文献标识码:A文章编号:1671-7988 (2017)03-17-04Welding technology applied in bridge white car bodyLiu Hongbo, Sun Aiyou, Wang Liusong, Ma Jianfeng, Zheng Mingmin(Anhui Jianghuai Automobile group Co. Ltd., Anhui Hefei 230601 )Abstract: In the automobile manufacturing process, welding is one of four automobile manufacturing process which bears the task of car body in white (BIW) welding and door assembly adjustment, quality renovation and so on; BIW is a large assembly, which is joined by hundred, or even hundreds of stampings, projection welding assembly parts through welding, riveting, mechanical connection, bonding and other methods. Because the material of the body stamping parts is low carbon steel with good welding performance, welding is the most widely used connection mode in modern automobile body manufacture. Currently in the manufacture of car body in white, the main welding methods are resistance spot welding, CO2 gas shielded arc welding and laser welding, and the resistance spot welding is accounted for more than 90% of the white body welding. The common spot welding defects and preventive measures are introduced in this paper.Keywords: spot welding; jig; preventiveCLC NO.: U466 Document Code: A Article ID: 1671-7988 (2017)03-17-04引言汽车驾驶室是驾驶员和乘客的“移动之家”,起到了遮风挡雨和保障人身安全的作用,如果将白车身比作一个人的话,冲压件相当于人的骨骼,而焊点则类似于各骨骼的关节连接点。
浅谈车身螺柱焊质量控制
浅谈车身螺柱焊质量控制摘要:本文对白车身螺柱焊使用情况和技术特点进行了系统归纳分类,对当前螺柱焊技术在汽车制造行业应用中,经常发生的各种虚焊、焊偏、焊洞等各种缺陷进行了系统论述,同步分析和总结了焊接缺陷产生的原因以及防控方法。
关键词:螺柱焊;汽车制造;缺陷分析;控制方法1前言:随着国内汽车行业的超速发展,客户对汽车功能配置的高端化需求越来越高,所以整车附带的各种零件数量越来越多。
国内的各大主机厂在整车设计时,在满足整车零部件装配需求的基础上,更多追求的是减少整车开孔开口的数量,不断提升整车的一体性、严密性和无异响。
螺柱焊接就因其无需开孔、方便操作、生产效率高的特点,逐渐取代了之前整车需要开口的连接方式,在整车管路、线束、隔热垫及内外饰的固定连接上展现出巨大的实用潜力。
2螺柱焊接常见缺陷分析和控制方法目前在国内各大汽车主机厂生产的车身螺柱焊接,多为短周期的螺柱焊接,它的特点是具体可自动化生产,可控性比较好、对环境的要求比较低,中、薄板均可焊接等优点,但在操作中,也容易出现螺柱的虚焊、焊穿及焊偏等一系列问题。
2.1 虚焊,虚焊是现实生产中最常见的一种焊接缺陷,它是指螺柱与板件之间未发生反应形成有效焊接头,易脱落。
该缺陷主要是由于焊接电流输入过小导致的,需要调重新整焊接规范至适合的输入值。
此外还有可能是由于螺柱接触板件间隙大,距离过远,导致电弧未能有效燃烧造成。
2.2 焊核小,焊核小同样主要是由于焊接能量输入过小导致的,需要重新调整焊接规范至适合的输入值。
2.3 焊缝气孔多,主要是板件的表面存在杂质和油污,造成电弧未能有效燃烧造成,此外焊接参数设定不当也会造成此缺陷。
解决方法就是对板件表面油污进行清擦,或者将焊接参数调整到合适值。
2.4 过烧洞及焊瘤,此问题主要原因是焊接能量输入过大造成,表现为熔池区域温度超高,板件熔深过大而焊穿或无法承受熔池重量而出现焊瘤,需要不断调整焊接的参数值,使焊接能量的输入值变小。
螺柱焊接技术的应用

螺柱焊接技术的应用目前,我国汽车制造业主要应用的螺柱焊接技术是短周期拉弧式螺柱焊,辅以相关的自动控制设备,大幅提高了汽车的焊接质量,提升了汽车品质。
螺柱焊接技术由于具有快速、可靠、操作简单和成本低等优点,可替代铆接、钻孔、手工电弧焊和钎焊等连接工艺,可焊接碳钢、不锈钢、铝以及铜及其合金等金属,现在已广泛应用在汽车、船舶制造等领域。
我国应用螺柱焊接技术的历史不长,但是随着我国经济的快速发展和制造业水平的不断提高,螺柱焊接技术正被越来越多的国内企业所采用。
螺柱焊接技术及原理将螺柱或类似的金属柱状物及其他紧固件焊接在工件上的方法称为螺柱焊。
实现螺柱焊的方法有多种:电阻焊、摩擦焊、爆炸焊及电弧焊等。
目前应用最广泛的方法是电弧法螺柱焊,根据焊接电源的不同,可细分为储能式(电容放电)螺柱焊和拉弧式螺柱焊。
1.储能式螺柱焊储能式螺柱焊由充电电容放电提供焊接所需的能量,当电容放电时,螺柱和工件之间出现很短时间的电弧,电弧会熔化工件表面和螺柱顶端的少量金属,随后螺柱浸入熔池,熔化金属迅速冷却,形成焊接接头。
储能式螺柱焊的焊接时间极短,通常情况下在5ms之内,无需保护气体;熔池浅,约0.1mm,工件背面无变形、压痕,适于薄板焊接;可用于焊接碳钢、不锈钢、铝、铜及其合金等金属;板厚与螺柱直径比可达1∶10。
储能式螺柱焊设备根据焊枪的配置不同,可分为接触式和间隙式两种。
接触式螺柱焊依靠焊枪内置弹簧压紧螺柱,工件和螺柱之间的距离由螺柱顶部小凸台来保证,当电容放电时,小凸台迅速气化,螺柱和工件之间出现电弧,电弧产生的热量使螺柱顶部形成熔化层,工件表面形成很浅的熔池。
在焊枪内置弹簧压力下,螺柱快速下沉,在3~4ms 内,螺柱浸入熔池,电弧消失,熔池冷却迅速形成焊接接头(见图1)。
图1 接触式螺柱焊接过程间隙式螺柱焊接过程和接触式螺柱焊大致相同,不过与接触式的弹簧压紧螺柱与工件接触不同的是,间隙式是通过电动或气动的方式把螺柱从工件表面提升到一定距离,然后螺柱下沉,同时电容放电,螺柱与工件之间产生电弧。
(完整版)白车身焊装工艺
缺点:
成型不够美观,飞溅较大,抗 风能力差,设备较复杂。
CO2气体保护焊在车身生产中常用于补焊、梁式结构等部位的焊接,但焊接时电弧温度 高,容易出现焊接缺陷,如烧穿、咬边、热影响区淬硬等。设计时应充分考虑焊接结构, 否则会适得其反,导致使用过程成中出现质量事故。
白车身CO2气体保护焊适用于0.5-4.0mm的低碳钢及低合金钢板不进行预 加热的对接接头、平行搭接接头或角接接头。 厚板焊缝:焊角尺寸、坡口尺寸、余高等工艺参数—具体计算 薄板焊缝:根据实际试验 焊缝金属的力学性能(H08Mn2SiA):屈服强度、破坏强度、延伸率、冲击 功、冷弯、抗拉强度(断于母材,焊缝化学成分与母材有关)
δmin=d/4 但不小于1mm 4.气体(CO2)保护拉弧螺柱焊
3. 螺柱焊
螺柱焊是电弧焊的一种,属 于短周期拉弧焊。适用于承 载强度要求不高的连接装配, 如车身底部的隔音隔热垫等。 螺柱焊工艺最初在轿车车身 生产中应用较多,随着卡车 车身配置的不断升级,螺柱 焊工艺在卡车车身生产中的 应用也越来越广泛。
焊接螺柱规格:
Ø(M)4~12mm
特点:操作简单,生产效率 高,易实现机器人自动化生 产。
焊核直径与电极直径直接相关,点焊工艺参数包括:I,T、F、et. 焊接质量还与电极修磨、冷却水、装配状态等因素有关。
2. 凸焊
凸焊与点焊同属于电阻压力焊,设备可通用。 凸焊焊接工艺参数可变动范围比点焊窄。
2005换代卡车生产中的凸焊螺母焊接,采用了螺母 输送机,大大提高了生产效率。
当前常用的焊接螺母为Q364—88,Q365—88 系列,焊接强度要求如下:
1.2
0.6
2.9
3.3
1.9
0.8
3.1 10
螺柱焊焊接质量规范(110320)
Q/CC长城汽车股份有限公司发布前言在白车身焊接工艺中,螺柱焊接质量直接影响着整车的装配,为了提高螺柱焊接质量,○规范其焊接控制方法,保证和提高整车的装配性,从而编制本标准。
本标准由长城汽车股份有限公司工程院焊装技术部提出;本标准由长城汽车股份有限公司工程院综合技术部归口;本标准主要起草单位:工程院焊装技术部;本标准主要起草人:武万斌、齐庆祝、张彭、王晓阳、朱士超、刘英明。
螺柱焊焊接质量规范○b1 范围本标准规定了白车身螺柱焊接的判断基准、焊接过程注意事项、螺柱焊接的检验方法、检验频次等要求。
○b本标准适用于长城汽车股份公司各制造事业部及子公司所有涉及到螺柱焊作业的部门。
2 术语和定义下列术语和定义适用于本标准。
储能式螺柱焊储能式螺柱焊:储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精确控制放电时间,以瞬间低电压-强电流的方式将螺柱尖端迅速熔化,在外加压力的作用下使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续约1 ms~3 ms,储能式螺柱焊焊接过程见图1。
图1 储能式螺柱焊焊接过程拉弧式螺柱焊拉弧式螺柱焊:螺柱接触工件,通电后利用螺柱夹持机构提升螺柱,此时螺柱与工件之间出现稳定燃烧电弧,电弧热熔化螺柱顶部和工件表面,随后螺柱夹持机构压迫螺柱下沉到工件熔池,断电后形成焊接接头,拉弧式螺柱焊焊接过程见图2。
图2 拉弧式螺柱焊焊接过程3 螺柱焊接质量判定标准○b螺柱焊接质量判定标准见表1。
○b表1螺柱焊接质量判定标准○b序号项目标准图片备注1虚焊螺柱应完全插入溶池,螺柱周围焊接均匀外观2熔池过大熔池满足实际焊接效果,表面均匀美观外观3螺柱倾斜变形焊接时螺柱应垂直焊接表面倾斜角度为90°±5°外观4母材背面变形焊件背面无严重变形,不影响后续装配及功能要求外观5焊穿焊件背面无烧穿孔外观6螺纹损坏焊接过程中要保证螺纹不被损坏,用相应的螺母能够顺利拧入视为合格外观7倾斜检验捶击检验时,当螺柱倾斜角度不小于30°时,螺柱无裂纹或假焊等缺陷。
螺柱焊在车身焊接工艺中的应用

116AUTO TIMEAUTOMOTIVE TECHNOLOGY | 汽车技术螺柱焊在车身焊接工艺中的应用汽车车身属于焊接结构件当中的一种,这种构件的构成主要由低碳钢组成,焊接性能相对较好。
而汽车的车身就是由数百种薄板件所连接而成的。
在车身焊接的过程中,主要应用了电阻焊、螺柱焊以及电弧焊等多种工艺。
近年来,人们对车辆性能要求逐渐提升,尤其是对整车密封性要求较高,所以,在车身设计方面,需要对整车的密封性以及防噪性加以考虑,为此,需要减少车身件上的开孔,提升气密性。
1 螺柱焊的基本介绍螺柱焊实际上是一种压力熔焊法,焊接的主要操作是利用螺柱的一端与板件的表面接触,使用电引弧将接触面熔化,并给螺柱施加压力,从而完成焊接。
这种焊接方法兼有熔焊以及压焊的双重特征,因此,其属性也具有弧焊和压力焊的属性。
螺柱焊使用的设备主要是螺柱焊机,根据不同的焊接原理,可以将螺柱焊机分为两种类型,一种是储能式螺柱焊机,一种是拉弧式螺柱焊机。
拉弧式螺柱焊机由螺柱焊电源以及焊枪组成,这种焊机应用的领域是异型钉以及螺柱圆柱头焊钉等焊接,一般将焊接的直径控制在30mm 以下3mm 以上。
通常情况下,螺柱焊接的实现方式则是通过拉弧式螺柱焊、储能式螺柱焊、电阻焊以及凸焊等方式来完成的。
由于拉弧式螺柱焊的周期长短不同,根据这一特征可以将拉弧式螺柱焊分为长周期螺柱焊以及短周期螺柱焊两种类型。
如今,汽车领域中应用最为普遍的焊接方式是逆变衣统帅上汽通用汽车有限公司整车制造工程部车身工艺科室 上海市 201201摘 要: 随着焊接技术的发展,螺柱焊以其标准化作业、全截面焊接以及焊接效率高等优势被广泛应用于汽车车身的焊接工艺当中。
本文就螺柱焊的工作原理以及主要特征进行介绍,进而对螺柱焊在车身焊接工艺中的具体应用以及需要注意的事项加以详细的分析。
关键词:螺柱焊;车身焊接;工艺;应用式焊接电源下的短周期拉弧式螺柱焊。
2 螺柱焊的工作原理及主要特征分析2.1 螺柱焊的工作原理介绍螺柱焊的种类不同时,其工作原理往往是不一样的。
机器人双面螺柱焊在汽车工业中的应用

74 AUTO TIME
M ANUFACTURING AND PRoCESS l 遁 与
j三 时代f L4·WWw C11 ̄1111()iin/c㈨I1
l序譬 类别
1
人机
2 智能柔性化
3 质 量 一 致性
d
安全
5
TPM
h
两题
一
位 置靠下的植焊钉 ,操作人员 需弯腰操作
关 键 词 : 螺 柱 焊 ; 焊 接 ; 机 器 人 ; 夹 具
1 引 言
表 1 行业 内双 面 螺 柱 焊 的统 计 情 况
螺 柱焊 是汽车 白车身 分总成 上 一个重 要 的 工艺 ,传统 的双 面螺柱 焊都 是通 过人 工翻 转 夹具 焊接 实现 ,一般情 况 下 ,车 身分总 成 双面螺 柱焊 均采 用人 工焊接 的方式 进行 ,但 这 种 人工焊 接在 人 机、效率 、安 全、质量 一 致 性 、TPM 等方 面均存 在诸 多的问题 。螺 柱 焊 相对 于其 他焊接 方法 的优 点 ,在 于焊接 功 率上 。对于批 量 生产的 工件 ,在很 短的焊 接 时 间 (3-980ms)内 可 打 到 8—4O个 /rain(根 据不同直径螺柱和不同焊接功率 )。
轴向翻转夹具 ,尺 寸较大 ,带板件 翻转过 程中存在划伤 人 民风险
为满足生产节拍美求,需 两名操作工同时作业
型 号 统 一为 1种 ,进 而实 现 机 器 人焊 接 。 3.2 地 线 安 装 传统 的地 线安装 在夹 具 与板 什贴 合形
成 一个 同路 , 但 由 于 机 器 人 抓 件 焊 接 ,没 彳
互圈
要国
1:地 毯 的压 紧 盖
■ 蕾
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺柱焊作为将金属螺柱或类似的紧固件快速焊接到冲压件上用以形成T形接头的方法被汽车制造业所大量使用,其焊接质量对整车质量有很大的影响.
螺柱焊作为将金属螺柱或类似的紧固件快速焊接到冲压件上用以形成T形接头的方法被汽车制造业所大量使用,其焊接质量对整车质量有很大的影响。
本文对螺柱焊在车身制造中使用的焊接工艺选择、工艺参数的设定及检验方法进行了阐述。
螺柱焊也称植焊或螺柱植焊,以其快速、可靠、操作简便及低成本等众多优点被广泛采用。
原理是在螺柱的端面与另一板状工件之间利用电弧加热溶化并施加压力完成连接,其兼具熔焊和压焊特征,是一种加压熔焊。
本文针对汽车制造中螺柱焊的应用进行论述。
螺柱焊
螺柱焊有电弧螺柱焊和电容放电螺柱焊两种基本方法,两者主要区别是供电电源和燃弧时间长短不同,前者由电弧电源供电,燃弧时间约为0.1~1s;后者由电容储能电源供电,燃弧时间段约1~15ms。
1.螺柱焊焊接方式的选择
电容放电螺柱焊的特点是时间短,热变形小,很适合薄板的螺柱焊接,且不需要气体保护,操作也比较简单,很适合自动化生产线的要求,被汽车主机厂广泛使用。
电容放电螺柱焊有拉弧式和储能式螺柱焊两种:拉弧式电容放电螺柱焊类似于拉弧式短周期电弧螺柱焊,其焊接时间约为3~10ms;储能式电容放电螺柱焊的特点是欲焊螺柱的端面有一引弧尖梢,它又分为接触式和间隙式两种。
目前汽车行业应用的螺柱焊工艺是拉弧式电容放电螺柱焊焊,主要采用逆变式焊接电源。
2.拉弧式电容放电螺柱焊工艺
拉弧式电容放电螺柱焊是利用行程引弧的电弧法螺柱焊方法之一。
(1)设备及原理拉弧式螺柱焊设备主要由焊接电源、控制系统、焊枪以及接地钳等组成。
拉弧式螺柱焊焊接时:螺柱接触工件,通电后利用螺柱夹持机构提升螺柱(见图1a),此时螺柱与工件之间出现稳定燃烧电弧,电弧热熔化螺柱顶部和工件表面(见图1b),随后螺柱夹持机构压迫螺柱下沉到工件熔池(见图1c),断电后形成焊接接头(见图1d),拉弧式螺柱焊焊接过程见图1。
(2)工艺参数拉弧式螺柱焊根据焊接时间的长短,可细分为长周期螺柱焊和短周期螺柱焊。
拉弧式螺柱焊接工艺参数主要有:焊接电流、焊接时间、引弧电流、引弧时间、提升高度、螺柱伸出长度以及送钉时间等。
以下是通过解决螺柱脱落问题的经验总结。
①焊接电流主要根据螺柱顶部法兰直径来选择,普通低碳钢焊接电流和螺柱直径的关系为:
短周期螺柱焊,I=(95~110)×d,d=3~15mm;
长周期螺柱焊,I=(50~100)×d,d=16~30mm。
②焊接时间的设定短周期螺柱焊,Tw=(4~5)×d,d=3~15mm;
长周期螺柱焊,Tw=(10~100)×d,d≥16mm。
对于短周期螺柱焊来言,焊接时间通常为20~100ms;长周期螺柱焊通常用于焊接强度要求高,熔池深,焊接时间为200~2000ms。
③引弧电流和引弧时间的设定这两个工艺参数仅在短周期拉弧式螺柱焊中出现,目的是清除工件表面与螺柱顶部凸缘的油污、油脂或涂层。
引弧电流一般为30~50A,可调范围比较小;引弧时间通常为20~40ms。
④提升高度的设定螺柱提升高度是决定焊接质量的一个重要参数。
对于短周期螺柱焊来说,利用电磁感应提升螺柱的焊枪,提升高度通常为1.2mm,利用伺服电动机提升螺柱的焊枪,提升高度通常为1.5mm。
⑤螺柱伸出长度螺柱伸出长度是螺柱熔化的长度与工件熔池深度之和。
对于长周期螺柱焊来说,螺柱伸出长度与螺柱直径成正比,经验值为1.5~6mm;对于短周期螺柱焊接而言,电磁式焊枪的螺柱伸出长度为1.2mm;伺服电动机式焊枪的螺柱伸出长度2.2~3mm。
螺柱尖端的长度允差为±0.05mm,直径允差为±0.08mm。
⑥在拉弧螺柱焊时,焊接螺柱直径3~25mm,焊接电流500~3000A;
⑦螺柱的插入速度当螺柱的直径d≤14mm时,大约为200mm/s;当d>14mm时,为100mm/s。
⑧电弧电压主要取决于提升高度和焊接电流,其值一般为20~40V。
引弧电流与引弧时间根据具体焊接要求进行设定,引弧电流太小或时间太短,则起不到应有的作用,引弧电流过大则导致焊接熔池的提前出现不利于工作表面污物的清理,影响焊接质量。
焊接接头区域输入能量的大小是决定焊接接头质量的重要因素,能量不足的时候,螺柱和工件接合处熔化金属量太少,导致接合面积小于螺柱面积;能量输入太高,则熔化金属量增多,接头处金属飞溅现象严重。
(3)螺柱选用
①螺柱焊的材料选择螺柱焊的焊接母材有普通低碳钢、高强度钢、不锈钢和铝合金。
螺柱焊通常用螺柱材料与所焊母材组合如表1所示。
②母材焊接的最小板厚要求母材焊接的最小板厚与螺柱端径有关。
为了充分利用紧固件强度,防止焊穿和减小变形,母材厚度不小于螺柱端径的1/3,当强度不作为主要要求时,最薄也应不小于螺柱端径的1/5。
③应用实例某公司车型采用螺柱焊的母材材料与螺柱的选用见表2。
3.试验验证
螺柱材料和焊接工艺参数确定后需进行工艺验证,以确定十分满足生产工艺要求,表3为螺柱焊焊接工艺验证。
质量控制方法
在螺柱焊投入使用前为确保焊接质量,并查明潜在的可疑的缺陷需对所选定的工艺进行实验验证。
在正常生产过程中需按周期要求进行质量检验,保证批量生产的合格。
试验(检验)方法一般有以下几种:
1.外观检验
外观检验主要针对虚焊、熔池过大、螺柱倾斜变形、母材背面变形、焊穿项目进行检验,检验方法为目视(见表4)。
2.弯曲破坏试验
简单的弯曲方法试验可用锤敲弯或用一段管子套住螺柱把它扳弯,不发生破坏的弯曲角度一般控制在10°~15°,如在规定的范围内螺柱不脱落则为合格。
3.转矩测验
在检查螺柱前(只适合有螺纹的螺柱),将相应的螺母焊接在焊接试片的螺柱上,检测时转动扭力扳手手柄直至螺母或螺柱焊接处开裂,记录数据与设定的标准对比判定是否合格。
结语
螺柱焊工艺在整车制造中大量使用,工艺参数的设定在螺柱焊接过程中起着重要的作用。
只有时间、电流、提升高度及螺柱伸出长度等工艺参数合理设定,才能够保证螺柱焊接的质量。