锡膏锡条锡丝技术档案
锡膏资料

錫膏=焊錫粉末+助焊劑其中助焊劑功用3.防止二度氧化作用在進行焊接時,溶融焊錫與焊點金屬表面與大氣接觸進行氧化作用,Flux在做完除氧化後,會覆蓋焊接點與焊點金屬表面,來防止焊接點產生二度 氧化。
錫膏與印刷條件(參考值)關於REFLOW(迴焊)助焊劑(Flux)的作用1.除氧化去除金屬表面其錫膏的氧化膜(化學作用) ,使焊點成為較容易焊接的表面,但是無除去油質及灰塵等作用。
2.降低表面張力/催化助焊降低溶融後的表面張力,增加焊錫擴散性,幫助合金成長層的產生。
0.10.2~0.10.2刮刀壓力(mm)←←2~1印壓(kg/cm2)20~103050刮刀速度000.3~0.5鋼版與基板間隙0.12~0.10.22~0.0.30~0.3鋼版的開口幅0.08~0.10.18~0.0.2鋼版厚度(mm)160~200180~22200~250錫膏黏度(Pa.s)30μm 50μm75μm 焊錫粉末最大粒╳○╳○○○錫粉末形狀:不規則0.3mm 0.5mm 0.65mmQFP 腳距 1.焊接強度2.耐疲勞性1.短路2.跨橋3.立碑4.浮錫5.小錫珠1.預熱時下塌2.預熱時的氧化(小錫珠)3.溫度不均焊接不良原因 1.接點接著2.焊點凝固1.Flux 的活性作用2.錫膏溶融流動3.錫膏焊1.溶劑蒸發2.Flux 軟化3.Flux 活性化1.溶劑揮發2.水氣蒸發錫膏冷卻區本加熱預熱區預熱昇焊點形成1.焊錫與焊點金屬表面中有氧化膜包覆著。
2.焊錫經加熱後Sn與Pb原子便自由作動,同時Flux也將氧化膜除去。
3.錫膏中Sn-Pb與焊點中金屬原子產生新的合金成長層。
♦開罐後印刷作業環境溫度252℃,24小時內用完超時報廢♦使用時建議作業環境溫度252℃ ; 相對濕度 60%.♦印刷後2小時內過Air- reflow刮除清洗重印超過溶點以上時間♦一般設定為45~90 秒♦溫升至peak Temp. 後接著快速冷卻須考慮內部應力造成元件龜裂上升及冷卻率介於2.5~3.5 c/sec.不可超過 4.♦冷卻速度太慢會引起焊錫組織粗大化而導致接合強度的減低.錫膏種類(依助焊劑分類)•1.水洗•2.溶劑清洗(半水洗)•3.免洗錫膏迴焊目的•1.熔融錫粉•2.焊接零件與印刷電路板•3.降低助焊劑殘留物錫膏組成成份(物質)•一. 錫粉• 1. 提供導電功能• 2. 提供鍵接功能• 3. 熔點低,利於作業•二. 錫膏助焊劑1.溶劑:將所有助焊劑成份完全溶解成一均勻的稠狀液體溶液,促使助焊劑有一• 致之活性.2.松香:松香本身即是一種非常若的活化劑,其主要功能是防止焊接後錫鉛表面• 再被氧化.3. 活化劑:其主要功能用於消除PCB之焊點與零件腳的氧化物.• 常用的活化劑:有機氨鹽酸鹽, 有機酸, 有機氨.4. 抗垂流劑:其主要功能在防止錫粉與助焊劑分離,增加錫膏之印刷性,防止錫塌• 之發生.預熱功能•1. 蒸發溶劑•2. 活化助焊劑•3. 降低熱衝擊•4. 防止錫濺表面黏著焊錫製程•1. 印刷電路板,零件,焊料進料檢查•2. 錫膏塗布•3. 零件浮貼•4. 預熱•5. 迴焊•6. 清洗或免洗•7. 品質檢查錫膏印刷作業環境•1. 溫度:15~25ºC•2. 濕度:30~60%R.H錫膏的成份 :♦愈圓愈好♦愈小愈均勻愈好(流動性佳,成形佳)♦氧化層愈薄愈好♦提供RHEOLOGY 及黏度才可印刷♦清除零件,pad,solder 之氧化層♦減少Solder 表面張力以增加焊錫性♦防止加熱過程中再氧化一、依據供給法區分1、印刷用2、其他供給方法:如管狀、針筒狀等等……二、依據助焊劑區分1、免洗型:RMA(高性賴性) 、RA(高作業性)2、洗淨型:溶劑洗、水洗等等……三、依據焊錫粉末合金區分1 、共晶(63/37) 、含銀(62/36/2) 、低溫、高溫、及特殊錫膏四、依據Reflow 區分1、熱風式、急加熱、N2爐等等……五、依據產品區分1、主機板、卡類、家電、通訊等等……焊錫粉末合金1.錫 粉2.助焊劑錫粉之要求FLUX 之功能墓碑(直立)形成原因及改善對策錫膏分類與種類調整O2 PPM 含量或減少錫量調整設備放使用氮氣爐定時清理鋼板兩側之錫膏,或鋼板開孔鋼板塞孔,造成兩焊墊錫量不均調整設備印刷之準確度印刷偏移調整設備放件之準確度放件偏移更改鋼板,縮小PAD 外側之錫量錫量過多縮小兩焊墊之間距兩焊墊間距過大減緩溫度曲線升溫速率,或將均溫區時Profille 不恰當定期檢查風扇,並更換不良之風扇REFLOW 風扇故障,造成零件受熱不均選用吃錫性較佳的零件零件兩端吃錫性不同或零件氧化改善對策原因分析銲錫粉末=錫鉛合金或是添加其他特殊金屬*添加銀(Ag)金屬會使強度硬度增加,連機械強度耐疲勞也會增加。
锡膏技术基础资料

锡膏培训资料SMT就是表面组装技术(Surface Mount Technology的缩写),是目前电子组装行业里最流行的一种技术和工艺。
SMT特点:1、组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
2、可靠性高、抗振能力强。
焊点缺陷率低。
3、高频特性好。
减少了电磁和射频干扰。
4、易于实现自动化,提高生产效率。
降低成本达30%~50%。
节省材料、能源、设备、人力、时间等。
采用SMT的原因:1、电子产品追求小型化,以前使用的穿孔插件元件已无法缩小2、电子产品功能更完整,所采用的集成电路(IC)已无穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件。
3、产品批量化,生产自动化,厂方要以低成本高产量,出产优质产品以迎合顾客需求及加强市场竞争力4、电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用5、电子科技革命势在必行,追逐国际潮流。
SMT工艺流程单面混装工艺来料检测--> PCB的A面丝印焊膏(点贴片胶)--> 贴片--> 烘干(固化)--> 回流焊接--> 清洗--> 插件--> 波峰焊--> 清洗--> 检测--> 返修双面组装工艺A:来料检测--> PCB的A面丝印焊膏(点贴片胶)--> 贴片--> 烘干(固化)--> A面回流焊接--> 清洗--> 翻板--> PCB的B面丝印焊膏(点贴片胶)--> 贴片--> 烘干-->回流焊接(最好仅对B面--> 清洗--> 检测-->返修)此工艺适用于在PCB两面均贴装有PLCC等较大的SMD时采用。
B:来料检测--> PCB的A面丝印焊膏(点贴片胶)--> 贴片--> 烘干(固化)--> A面回流焊接--> 清洗--> 翻板--> PCB的B面点贴片胶--> 贴片--> 固化--> B面波峰焊--> 清洗--> 检测--> 返修)此工艺适用于在PCB的A面回流焊,B面波峰焊。
锡膏基础技术资料

别的容器之中. 锡膏开封后在室温下紧闭罐盖请于24小時内使用完毕
四、保存与使用方法
(4)、锡膏印刷在基板后,建议于4~8小时内置放零件进入回焊炉完成着装。 (5)、换线超过一小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。 (6)、为确保印刷质量,建议每4小时将钢板双面的开口以人工方式进行擦拭。 (7)、室内温度请控制于25±3 ℃,湿度RH30~60%为最好的作业环境。 (8)、锡膏黏度值最佳化为170-200 Pa.s(25℃),最大允许使用范围为170~210 Pa.s
广大.以one touch方式依钢板的厚度收纳管理
检查要点:
1.在基本上感觉到其状态有不同时(观察嗅觉,触感等) 2.锡膏的黏度测定
六、锡膏使用注意事项
3.印刷的状态和锡膏的状态 4.印刷的状态和焊接完成的状态(锡珠,光泽,架桥,浮起等) 5.目测,配合放大镜检查焊接后的制品 其它注意点 1.室温 湿度的确认 2.印刷机,括刀等的清洁,确认没有残余锡膏附着 3.使用前确认挖出用具没有残余锡膏附着 4.取出的锡膏在劣化前使用完毕(温度,湿度的影响)
1.5~3.0℃/sec 170±15 ℃ 1.2~2.3℃/sec 1.7~2.2℃/sec 240 ±10 ℃ 65±15sec 60-120sec 40~70sec
五、炉温曲线
预热区(pre-heat) 预热PCB、锡膏及PCB上的零件,挥发低温沸点的溶剂。预热区的上升斜率一般
控制在0~3℃/Sec。温度上升过快容易导致板变和低沸点溶剂炸锡产生锡珠。 恒温区(soaking)
课程大纲
一、锡膏简介 二、合金介绍 三、助焊剂 四、保存与使用方法 五、炉温曲线图 六、锡膏使用注意事项 七、常用锡膏性能验证方法 八、印刷认识
锡丝技术参数

锡丝技术参数锡丝技术是一种常用的电子元器件连接技术,广泛应用于电子产品的制造过程中。
下面将介绍锡丝技术的一些重要参数。
1. 锡丝直径:锡丝直径是指锡丝的平均直径。
常用的锡丝直径有0.2mm、0.3mm、0.4mm等多种规格。
不同直径的锡丝在不同的应用场景中有着不同的优势和适用性。
2. 锡丝纯度:锡丝纯度是指锡丝中锡的含量。
高纯度的锡丝能够提供更好的电气和热学性能,同时也能减少与其他金属材料的反应。
一般情况下,锡丝的纯度要求在99.9%以上。
3. 锡丝焊接温度:锡丝焊接温度是指在进行锡丝焊接时所需要的温度。
不同的电子元器件和基板材料对焊接温度有不同的要求。
一般情况下,焊接温度应控制在220℃至260℃之间。
4. 锡丝焊接时间:锡丝焊接时间是指焊接过程中锡丝与电子元器件或基板材料接触的时间。
焊接时间过长可能导致元器件损坏或焊接点过度加热,焊接时间过短可能导致焊接点不牢固。
一般情况下,焊接时间应控制在1至3秒钟之间。
5. 锡丝焊接压力:锡丝焊接压力是指焊接过程中锡丝对待焊接物料施加的压力。
适当的焊接压力能够保证焊接点的牢固性和稳定性。
一般情况下,焊接压力应控制在0.5至1.5N之间。
6. 锡丝焊接速度:锡丝焊接速度是指焊接过程中焊锡头与待焊接物料之间的移动速度。
焊接速度过快可能导致焊接点不均匀,焊接速度过慢可能导致焊接点过度加热。
一般情况下,焊接速度应控制在1至5mm/s之间。
7. 锡丝焊接流量:锡丝焊接流量是指焊接过程中锡丝的进出流量。
适当的焊接流量能够保证焊接点的质量和稳定性。
一般情况下,焊接流量应控制在0.2至0.5ml/min之间。
8. 锡丝焊接角度:锡丝焊接角度是指焊接过程中焊锡头与待焊接物料之间的夹角。
不同的焊接角度对焊接点的形状和质量有着不同的影响。
一般情况下,焊接角度应控制在15度至45度之间。
总结一下,锡丝技术参数包括锡丝直径、锡丝纯度、锡丝焊接温度、锡丝焊接时间、锡丝焊接压力、锡丝焊接速度、锡丝焊接流量和锡丝焊接角度。
锡丝参数及助焊剂类型
锡线有不同化学和焊剂含量百分比,适用于人工焊和自动焊:●免洗焊芯具有与大多数RMA型焊剂类似的活性且残留物透明。
●水溶性焊芯能提供优良的湿润性,焊后接头光亮,设计专门用于水清洗的工序。
●RMA和RA焊芯都符IPC J-STD-006和JIS Z 3283AA级/A级标准。
这些焊剂均能溶解于溶剂中,具有烟雾少、不易飞溅的特点●焊剂含量:含量范围从1.2%到3.5%。
对于大多数应用场合,建议焊剂含量为1.8至2.0%。
●包装:供应的锡线直径为0.2mm 到3.0mm 或更大,每卷有0.5英磅到1英磅,视需要而定。
●此外:还供应各种其它合金,其成份、直径、线巻尺寸均可根据客户和原装设备合同生产厂家的要求订制。
-------------------------------------------------------------------------------------------●供应的标准合金有:一般锡线(General wire):Sn63/Pb37,Sn60/Pb40,Sn50/Pb50含银锡线(Solder wire with Ag):Sn10/Pb88/Ag2,Sn62/Pb36/Ag2,Sn2.5/Pb97/Ag0.5,Sn96.5/Ag3/Cu0.5高温锡线(High TEMP. WIRE):Sn10/Pb90,Sn10/Pb85/Sb5,Sn95/Sb5,Sn40/Pb58.8/Cu1.2低温锡线(Low TEMP. wire):Sn50/Pb40/Bi10,Sn43/Pb43/Bi14免清洗助焊剂( NC )由树脂、溶剂和少部分催化剂组成。
NC助焊剂活性较低, 适用于易于焊接的工件表面。
NC助焊剂残留物透明、硬化、无腐蚀性、无导电性, 可以留于工件上。
如果确实需要, 残留助焊剂可用适当溶剂清除。
低活性助焊剂Rosin Mildly Activated(RMA)由树脂、溶剂和少部分催化剂组成。
_锡膏技术资料

T070401AクリーンソルダーソルダークリームClean Solder Solder CreamNP303-CQS-1技術資料Technical Information株式会社ニホンゲンマ技術部NIHON GENMA MFG.CO.,LTD目次INDEX1.特徴Features ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・32.一般特性Characteristics・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・83.詳細データData・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・93-1 NP303はんだ組成NP303 composition・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・9 3-2 NP303はんだ特性NP303 characteristics・・・・・・・・・・・・・・・・・・・・・・・・・・・9 3-3フラックス含有量Flux content・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・10 3-4塩素含有量Chlorine content・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・10 3-5シルバークロメート紙試験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・11 Silver chromate paper test3-6 広がり率Spreading ratio・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・11 3-7 ふっ化物含有試験Fluoride content・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・12 3-8 銅鏡腐食試験Copper mirror corrosion test・・・・・・・・・・・・・・・・・・・・・・12 3-9フラックス残渣の銅板腐食試験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・13 Corrosivity test about to flux residue3-10粘度(流動特性)Viscosity (Fluidity characteristic)・・・・・・・・・・・・・・・・・・・14 3-11温度と粘度の関係・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・15 Viscosity with different temperature condition3-12印刷性Printability・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・16 3‐13印刷時のだれ性試験Slump-in-print・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・17 3‐14加熱時のだれ性試験Slump-in-heat・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・18 3‐15粘着性試験Tackiness・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・19 3‐16ぬれ効力試験Wetting effect・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・20 3‐17ソルダボール試験Solder ball・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・21 3‐18マイグ゙レーション試験Migration・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・22 3‐19絶縁抵抗試験Insulation resistance・・・・・・・・・・・・・・・・・・・・・・・・・・・22 3‐20 ボイドVoid・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・23 4. 推奨リフロープロファイル・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・24Recommended reflow profile5.使用上の注意事項・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・25Caution in use1.NP303-CQS-1の特徴Features of NP303-CQS-1<粘度安定性が優れています1>・保管時の粘度変化が少ない。
锡膏说明书
锡膏说明书锡膏是一种常见的电子焊接材料,具有良好的导热性和导电性,广泛应用于电子元器件的焊接和维修过程中。
本文将以锡膏说明书为标题,介绍锡膏的成分、使用方法、注意事项等相关内容。
一、锡膏的成分锡膏主要由锡粉、焊接剂和助焊剂组成。
其中,锡粉是锡膏的主要成分,具有良好的导电性和导热性,能够有效地连接电子元器件。
焊接剂主要有树脂和活性剂,能够提高焊接的可靠性和质量。
助焊剂则能够降低焊接的温度,提高焊接的速度和效率。
二、锡膏的使用方法1. 准备工作:首先,需要将焊接区域清洁干净,去除油污和杂质,以保证焊接的质量。
其次,将锡膏搅拌均匀,使其中的成分充分混合。
2. 上锡:使用刮刀或喷枪将锡膏均匀地涂抹在需要焊接的电子元器件上。
注意要控制好上锡的厚度,过厚或过薄都会影响焊接效果。
3. 加热焊接:使用烙铁或热风枪对涂有锡膏的电子元器件进行加热,使锡膏熔化并与焊接区域的金属接触。
在加热的过程中,要控制好温度和时间,避免过热或过久,以免损坏电子元器件。
4. 冷却清洗:焊接完成后,待焊接区域冷却后,可用清洁剂或酒精擦拭焊接区域,去除残留的锡膏和焊接剂,以保持焊接的干净和整洁。
三、锡膏的注意事项1. 使用前请先阅读锡膏的说明书,了解其成分和使用方法,以免误用或造成损坏。
2. 在使用锡膏时,应注意个人的安全防护措施,避免皮肤直接接触或吸入锡膏的气体。
3. 锡膏属于易燃物品,禁止与明火或高温物品接触,以免引发火灾。
4. 锡膏应存放在阴凉、干燥、通风的地方,远离火源和易燃物品。
5. 使用锡膏时,应遵循正确的操作方法,避免过度使用或浪费。
6. 使用锡膏时,要注意控制好焊接温度和时间,避免过热或过久,以免影响焊接质量。
7. 锡膏使用完毕后,请及时将容器密封,以免锡膏受潮或变质。
通过本文的介绍,我们了解了锡膏的成分、使用方法和注意事项。
锡膏在电子元器件的焊接和维修过程中起到了重要的作用,能够提高焊接的可靠性和质量。
在使用锡膏时,我们应该遵循正确的操作步骤,注意安全防护措施,以保证焊接的质量和安全。
锡膏、锡条、锡丝来料检验作业指导书

引用附件
3
环保
符合 RoHS 要
超出 ROHS 标准 由供方提供环保锡丝、锡膏、锡条资料,并附带出厂
值范围
检验报告
1、检验批量的划分:通常以供应商每一供货批号为一检验批;
备 2、以每盘/根为单位进行抽样。 注 :
文件编号
制作日期
文件名称
IQC 检验指导书-锡膏、锡条、 锡丝
版本/改次
D/08
页次
13
序列 检查项目
标准值
缺陷说明
检测工具
各型号均需符合规格
1
型号
书要求,
CR:型号错误。 目测
2
可焊性
焊接面良好
焊接面不光滑, 材料脱落,虚
目测
检测频次 逐批
逐批
抽检数
随机抽取 3 盘 /3 根,0 收 1
退
每批试投 3 盘 /3 根检测成 品性能,0 收
锡膏组成、分类及参数(二

a.锡粉颗粒直径大小:
电镜扫描 IPC J-STD-006 定义球形锡粉的直径尺寸是长宽比率 小于1.5倍 Optimum
b.锡粉颗粒形狀:
焊料粉末的形状决定着粉末的氧化物含量,也决定着 錫膏的可印性。球形焊料粉末在给定体积下总表面积最小,
减少了可能发生的表面氧化的面积,球形的錫膏顆粒要比
Pb-free
LF-201-19,LF-204-19,etc
常用合金:
各國主流無鉛銲錫合金:
歐盟 Sn-3.8Ag-0.7Cu (SAC387)
美國NEMI Sn-3.9Ag-0.6Cu (SAC396)
日本JEIDA Sn-3.0Ag-0.5Cu (SAC305)
Sn – (3-4)wt% Ag – (0-1)wt% Cu
Flux Composition 100% 80% 60% 40% 20% 0% RA RMA
松香/松香脂 活化剂
WS
NC
溶剂 其它
常見無鉛錫膏的種類:
No.
1 2
3 4 5 6 7 8 9 10 11
合金組成
Sn-5.0Sb Sn-0.7Cu
Sn-3.5Ag Sn-3.0Ag-0.5Cu Sn-3.5Ag-0.7Cu Sn-3.8Ag-0.7Cu Sn-3.9Ag-0.6Cu Sn-3.5Ag-4.0In-0.5Bi Sn-3.5Ag-8.0In-0.5Bi Sn-8.8Zn Sn-8.0Zn-3.0Bi
物质极适合表面贴装的自动化生产的可靠性
焊接,是现电子业高科技的产物。
锡膏的組成:
錫膏=錫粉(METAL)+助焊劑(FLUX)
錫粉通常是由氮氣霧化或轉碟法制造,后經絲網篩
選而成.
锡膏资料
作为SMT第一道工序就要用到焊膏,而焊膏的好坏对产品起关键作用,据有人统计,电子产品72%的缺陷是由于焊膏引起的,可见其重要程度称之为产品成败因素都为之不过分。
目前市场上各种档次各种品牌的焊膏有很多(很多还是国产的),销售人员都会讲其多好多好,可不见得每人能把其焊膏材料特性和工艺特性真正昭示给人们,最多是讲那个国家某某品牌而已。
我们不能只听是某某品牌,要的是其真正的性能,唯有做过焊膏的性能(多项)测试,才能将其用到生产中去,否则,一旦焊膏质量出问题将断送产品前途。
掌握焊膏的测试(试验)手段,对焊膏进行评估,是每位SMT工程师的首要任务。
对于焊膏的选择,SMT工程师首先需明确焊膏所使用的产品,是用于精密可靠性产品还是民品,是要求清洗的产品还是免清洗的产品。
决不可将民用的焊膏用于精密可靠产品上,也不能将免清洗焊膏随便用于军品上(包括航天的,一般都不允许)。
一、焊膏的分类与组成焊膏是一种膏状流体,在常温下有一定的粘性,可将电子元器件粘在既定的位置,在钎焊的温度下,将被焊元器件与印刷电路焊盘永久地连接在一起,并起电路道通作用。
焊膏由钎料合金粉和焊剂组成,并根据其粘度、流动性及漏板的种类设计配方。
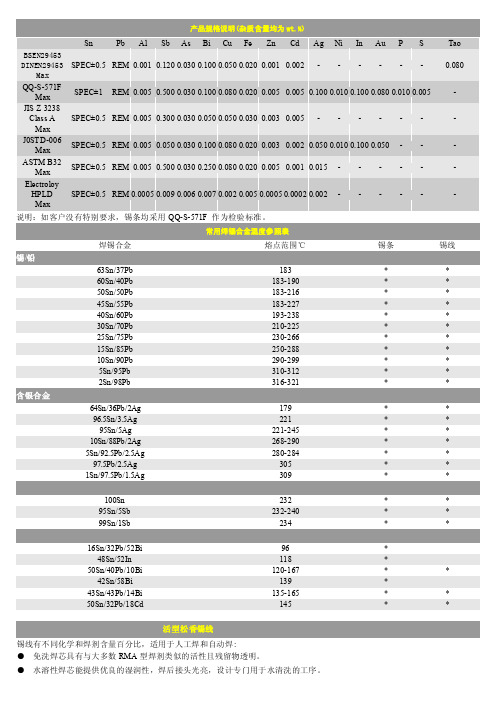
焊膏按熔点分高温焊膏(230℃以上),中温焊膏(200℃---230℃),常用焊膏(180℃---200℃)和低温焊膏(180℃以下);按焊剂活性分类有“R”级(无活性),“RMA”级(中度活性),“RA”级(完全活性)和“SRA”级(超活性);按清洗方式分类为有机溶剂清洗类(传统松香焊膏,残留物安全无腐蚀性,也可提供含有卤化物或非卤化物活化剂的焊膏,以满足军用和民用产品的要求),水清洗类(活性强,可用于难以钎焊的表面,焊后残渣易于用水清除,网板寿命长),半水清洗和免清洗类(配方特殊,焊接过程要氮气保护,非金属固体含量极低,焊后残留物少到可以忽略,减少了清洗的要求)。
焊膏是由细小颗粒的金属粉和焊剂均匀混合而成,对于焊膏的材料分析最主要就是对合金粉的分析,其次是焊剂的分析。
锡膏的介绍
锡膏的介绍.txt20假如你尽力去发明美妙,美妙会发明你;假如你尽力去尊敬他人,你也会获得他人尊敬;假如你尽力去帮忙他人,你也会得到他人的帮忙. 性命就像一种回音,你送出什么它就送回什么,你收成什么就收成什么,你赐与什么就得到什么.对于锡膏的介绍一.对于锡膏的请求是1.极好的滚动特征.2.在印刷进程中具备低的黏度,印刷完成后有高的黏度.3.与钢网和刮刀有很好的离开后果.4.在室内温度下不宜变干,而在预热温度下轻易变干的特征.5.高的金属含量,低的化学成分.6.低的氧化性.7.化学成分和金属成分没有分别性.二.有关锡膏粉末1.焊料粉末的制作焊料粉末平日是采取高压惰性气体对熔融的焊料喷雾制成,然后依据尺寸分级,这种办法称为“液体金属雾化法”(ATOMIZATION OF LIQUID METALS).合金粉末的收益率,外形,粒度,氧含量取决于:合金的熔化温度,氮气喷雾的压力,喷嘴的构造尺寸及除氧防护等身分.3.锡膏颗粒的外形下图是焊料粉末放大后的外形,它可以分为有规矩和无规矩两种形态,对锡膏的应用工艺性有必定的影响.粉末的外形以球状最佳.它具有优越的印刷机能而不会消失堵塞孔眼的现象.此外,从几何学角度来看,球形粉末具有最小的概况积,相对而言,合金粉末有较低的含氧量,这对于进步焊接质量是有利的.然而,国外也有采取在球形粉末中参加必定量的非球形粉末,可以有用的阻拦焊膏在熔化时消失的焊料粉末的尺寸一般掌握在30~50个um,过粗的粉末会导致焊膏的黏结机能变差,细粒度的颗粒印刷机能好,但是价钱比较贵.特殊是粒度越细含氧量越大,带来焊接缺点的几率也增大,对于锡膏的含氧量一般不超出50PPM,不然会引起焊接进程中的“锡珠”现象.三.焊剂(flux)用于制作焊锡膏的焊剂,其焊接功效与液态焊剂雷同,但它又必须具备其他的前提.这种焊剂是合金粉末的载体,它与合金粉末的相比较重为1:7.3,相差极大,为了包管优越地混杂在一路,本身应具备高黏度,因它具有必定的黏度又称为“糊状焊剂”.优秀的焊剂应具备下列前提:1.焊剂应有高的拂点,以防止焊膏在再流焊的进程中消失喷射;2.高的粘稠性,以防止焊膏在存放进程中消失沉淀;3.低卤素含量,以防止再流焊后腐化元件;4.低的吸潮性,以防止焊膏在应用进程中接收空气中的水蒸气.2.焊剂的构成固体含量为50%---70%(W); 树脂; 活化剂如乳酸,甲酸,有机氢化盐酸盐; 触变剂如氢化麻油; 助印剂如十三醇; 溶剂含量为30---50%(W)如高沸点溶剂乙二醇二丁醚等.1.触变剂有触变剂的焊膏,在外力如刮刀赐与的剪切力的感化下,锡膏的黏性会降低,此时锡膏有优越的滚动性和流淌性填充性,有利于锡膏的印刷.2. 助印剂这是锡膏中特有的助剂,他可以帮忙焊膏在印刷时顺遂经由过程模板窗口,防止消失堵孔现象,经常应用十三醇.3.溶剂焊膏中溶剂一般是多组分构成,有不合拂点,极性和非极性溶剂混杂构成,既能使各类助剂消融,又能使焊膏有较好的储存寿命.4.焊剂的活性焊剂中平日含有卤素或有机酸成分,它能敏捷清除被焊金属概况的氧化膜,降低焊料的概况张力,使焊料敏捷铺展在被焊金属概况.但焊剂的活性太高也会引起腐化等问题.这要依据产品的请求进行选择.按焊剂的活性,可分为:活性,中等活性,水洗,免清洗.见下表.类型机能用处RA 活性,松喷鼻型花费类电子RMA 中等活性一般SMTOA 水清洗强活性,焊后须要水清洗NC 免清洗请求较高的SMT 产品四.锡膏保管基起源基础则1.先辈先出2.保管温度:1~10℃3.掏出锡膏时,应在膏瓶上标出掏出冰箱内日期.时光4.掏出后在室温下回温4小时,然后可以开盖应用,以防止锡膏吸潮.吸潮后的锡膏会变稀,成分会变更,导致锡膏的保形性,触变特征变差,印刷时更易消失连锡,塌陷,拉尖等缺点.。
锡膏的基本概念与特性PPT资料优选版
锡膏产品的基本分类
• 根据焊料合金种类,可分为含铅锡膏与无
铅锡膏;
• 根据清洗方式及有无,可分为松香基锡膏、
水溶性锡膏与免清洗锡膏;
• 根据活性剂种类,可分为纯松香基锡膏、
中等活性松香基锡膏、高活性松香基锡膏 与有机物基锡膏;
锡膏的保存
• 用户方收到锡膏产品后请立即放入冰箱,
在3-7℃ 下进行冷藏保存。请注意不可以对 锡膏进行冷冻保存。
流焊工艺的温度-时间曲线也会有不同。
有铅锡膏回流曲线
在再流焊过程中焊料合金粉末熔化,在助焊剂去除氧化膜的辅助作用下润湿电子元器件外引线端和印刷电路板焊盘金属表面并发生反
• Sn-Pb 锡膏的典型再流焊温度-时间曲线具 应,最终形成二者之间的机械连接和电连接。
根据活性剂种类,可分为纯松香基锡膏、中等活性松香基锡膏、高活性松香基锡膏与有机物基锡膏; 锡膏中合金粉末颗粒的平均尺寸应该不大于丝网网孔尺寸的1/3;
锡膏的基本概念与特性
• 锡膏是由焊料合金粉末与助焊剂/载体系统按照一
定比例均匀混合而成的浆状固体;
• 锡膏的粘度具有流变特性,即在剪切力作用下粘
度减小以利于印刷,而印刷之后粘度恢复,从而 在再流焊之前起到固定电子元器件的作用;
• 在再流焊过程中焊料合金粉末熔化,在助焊剂去
除氧化膜的辅助作用下润湿电子元器件外引线端 和印刷电路板焊盘金属表面并发生反应,最终形 成二者之间的机械连接和电连接。
• 另一方面,锡膏开封使用之后如果还有剩
余且希望在下一轮组装过程中继续使用而 不是废弃,请再次将该锡膏容器密封,但 是不可以放入冰箱内保存,而只是放置在 室温环境下即可。
锡膏印刷前的准备
即使是同一种锡膏,在不同的组装件条件下(如印刷板厚度、组装密度等)再流焊工艺的温度-时间曲线也会有不同。
焊锡条、焊锡丝检验指导以及相关知识
广东步步高电子工业有限公司电脑电玩厂BBK ELECTRONICS CORP., LTD助焊剂的特性1、化学活性(Chemical Activity)要达到一个好的焊点,被焊物必须要有一个完全无氧化层的表面,但金属一旦曝露于空气中会生成氧化层,这中氧化层无法用传统溶剂清洗,此时必须依赖助焊剂与氧化层起化学作用,当助焊剂清除氧化层之后,干净的被焊物表面,才可与焊锡结合。
助焊剂与氧化物的化学反应有几种:1、相互化学作用形成第三种物质;2、氧化物直接被助焊剂剥离;3、上述两种反应并存。
松香助焊剂去除氧化层,即是第一中反应,松香主要成份为松香酸(Abietic Acid)和异构双萜酸(Isomeric diterpene acids),当助焊剂加热后与氧化铜反应,形成铜松香(Copper abiet),是呈绿色透明状物质,易溶入未反应的松香内与松香一起被清除,即使有残留,也不会腐蚀金属表面。
氧化物曝露在氢气中的反应,即是典型的第二种反应,在高温下氢与氧发生反应成水,减少氧化物,这种方式长用在半导体零件的焊接上。
几乎所有的有机酸或无机酸都有能力去除氧化物,但大部分都不能用来焊锡,助焊剂被使用除了去除氧化物的功能外,还有其他功能,这些功能是焊锡作业时,必不可免考虑的。
2、热稳定性(Thermal Stability)当助焊剂在去除氧化物反应的同时,必须还要形成一个保护膜,防止被焊物表面再度氧化,直到接触焊锡为止。
所以助焊剂必须能承受高温,在焊锡作业的温度下不会分解或蒸发,如果分解则会形成溶剂不溶物,难以用溶剂清洗,W/W级的纯松香在280℃左右会分解,此应特别注意。
3、助焊剂在不同温度下的活性好的助焊剂不只是要求热稳定性,在不同温度下的活性亦应考虑。
助焊剂的功能即是去除氧化物,通常在某一温度下效果较佳,例如RA的助焊剂,除非温度达到某一程度,氯离子不会解析出来清理氧化物,当然此温度必须在焊锡作业的温度范围内。
最全的激光锡焊-焊料的介绍(锡丝、锡膏、锡条)

激光锡焊与焊料的培训武汉普思立激光科技有限公司1、激光锡焊的优势2、激光锡焊的产品类型3、焊料介绍武汉普思立激光科技有限公司激光锡焊解决方案提供商锡焊锡焊的产品类型锡丝焊接锡膏焊接锡球焊接普思立激光优点:1.可焊接一些其他焊接中易受热损伤或易开裂的元器件,无需接触,不会给焊接对象造成机械应力2.可在元器件密集的电路上对烙铁头无法进入的狭窄部位和在密集组装中相邻元件之间没有距离时变换角度进行照射,而无须对整个电路板加热3.焊接时仅被焊区域局部加热,其它非焊区域不承受热效应4.焊接时间短,效率高,并且焊点不会形成较厚的金属间化物层,所以质量可靠5.可维护性很高,传统电烙铁焊接需要定期更换烙铁头,而激光焊接需要更换的配件极少,因此可以削减维护成本激光锡焊的优势产生背景:针对超细小化的电子基板、多层化的电装零件,“传统焊接工艺”已无法适用,由此促使了技术的急速进步。
不适用于传统焊接工艺的超细小零件的加工,最终由激光焊接得以完成。
加热方式:激光焊是一种新型的焊接技术,它是利用激光光束直接照射焊接部位而产生热量使焊料熔化, 而形成良好的焊点。
特点:激光是发散光平行朝一个方向传播并且能量密度极大。
而且通过聚光镜使平行的辐射光聚集在一点得到高能量的输出。
激光焊接设备利用此能量进行金属焊接、焊锡焊接和树脂熔接等。
激光焊是对传统焊接焊方式的补充而不是替代,它主要应用在一些特定的场合。
1.常用焊料•焊膏:粉末焊锡+助焊剂成分﹕锡丝由锡和铅组成﹐其比重通常为60:40或65:35,另外还会有2﹪的助焊剂(主要成为松香)。
注意﹕没有助焊剂的锡丝称为死锡﹐助焊剂比重虽小但在生产中若是没有则不能使用。
焊锡丝焊锡条焊锡膏武汉普思立激光科技有限公司激光锡焊解决方案提供商锡丝/锡条焊锡丝应用范围:电脑主板,电脑周边,通讯产品,家用电器,医疗设备,电源板,UPS等用途:熔点最低,抗拉强度和剪切强度高,润湿性好,适用于高档电子产品或高要求的电子、电气工业使用。
焊接工艺锡膏介绍

•1. 真空脱氧处理 •2. 流动性大,润滑性级佳 •3. 氧化渣物极少发生 •有下列优点: •(1)焊锡面均匀光滑、纯度及高、流动性好。 •(2)湿润性及佳,焊点光亮。 •(3)氧化渣物极少发生,适用于高要求的个种波峰或手工焊接程序 • 按纯度分为15%,30%,50%的三种规格锡条
热压焊
•3、脉冲热压机的工作原理
•☺ 通过在热压头上加载一定的脉冲电压,利用低电压大电流,令高阻抗的热压头发热,将
与此相接触的物体升温!当温度升至焊锡的熔点之后,与之相接触的两物体将熔接在一起。
•触摸屏
•PLC
•温控器
•固态继电器
•
•
•通信线
•信号线
器温 度 变 送
•热电偶线 •铜极及压头组件
•1 •热电偶反馈温
•锡焊
•烙铁焊 •浸焊 •波峰焊 •热压焊 •回流焊
---------烙铁台(人工) ---------锡炉(人工) ---------波峰焊机(机械自动) ---------哈巴焊机(机械自动) ---------回流焊机(机械自动)
焊接工艺锡膏介绍
•烙铁焊
按加热方式分类:外加热式,内加热式,恒温式
恒温型:温度控制调节,焊料不易氧化,能防止元器件因温度过高而损坏。
•外热
•内热
•恒温
焊接工艺锡膏介绍
烙铁焊
§烙铁焊过程
•焊锡 •烙铁
ห้องสมุดไป่ตู้
•准备
•加热
•将烙铁头 放在要焊锡
部加热
•加入焊锡 锡丝
•熔解适量
•拿开 焊锡 丝
•拿开 烙铁头
•如没将母材充分加热,焊锡溶解后也不能粘在母材上 •(烙铁不是溶解焊锡的工具,而是给母材加热的工具)
锡膏知识

表2.9所示为焊料杂质含量对操作和结合性能影响的实验结果。
表中列举的锌、铝、镉等杂质均属有害杂质,即使是0.001%的含量,不但会使焊点外观变差,而且会明显地影响润湿性和流动性,给焊接工作增加困难。
表2.9焊料的杂质和各种特性
杂质
机械特性
焊接性能
(1)物理性质
a)比重大,密度大
b)膨胀系数大
c)导电率低
d)熔点低327℃4℃
e)有润滑性
纯金属铅也不宜用于电子装联
(2)化学性质
a)化学性质稳定:不与空气、氧、海水、含有氯成份的水,苯酚、碳酸钠、食盐、丙酮、氢氟酸等起反应。
b)基本不被乙炔、无水醋酸、硫酸与硝酸的混合物腐蚀。
c)稍受醋酸、柠檬酸、盐酸腐蚀
e)铋(Bi):铋可使得焊料熔点下降,并变脆。
f)砷(As):即使含量很少,也会影响焊点外观,使硬度和脆性增大,但可使流动性略有提高。
g)铁(Fc):熔点增高,不易操作,还会使焊料带上磁性。
h)铜(Cu):熔点增高,增大结合强度。如含量在1%以内,则会使蠕变阻力增加。另外,焊料中含有少量的铜(1-2%),可以抑制焊锡对电烙铁头的熔蚀(因铜和锡相互扩散
锌
铁
铝
砷
磷
镉
铜
镍
银
金
拉抗强度增大,变脆
变脆
结合力减弱
脆而硬
变脆
脆而硬
变脆
超过5%容易产生气体
变脆
润湿性流动性降低
流动润湿性降低
不易操作
流动性降低
流动性提高一些
少量会增加流动性影响光泽,流动性降低
焊接性能降低
需活性焊剂
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锡条锡丝锡膏技术档案一、公司产品种类我公司产品主要分为四大类:(1)锡条,Solder bar图2 锡条产品与包装外型锡条产品的具体分类主要是按照合金成分来区分,分为有铅锡条和无铅锡条(环保型产品)两大类。
有铅锡条全部为Sn-Pb合金,根据具体成分配比不同,又分为若干种。
主要有:63Sn-37Pb、60Sn-40Pn、55Sn-45Pb、50Sn-50Pb、45Sn-55Pb等。
无铅锡条主要有三种:Sn-0.7Cu、Sn-3.5Ag、Sn-3.9Ag-0.6Cu。
(2)锡丝,Solder wire图3 锡丝产品与包装外型锡丝产品的具体分类比较复杂,主要有以下几种分类方法:1)根据是否含有松香助焊剂,分为药芯锡丝和实芯锡丝;2)根据合金成分分为有铅锡丝与无铅锡丝,各自相应的合金成分与锡条类似;3)根据锡丝的直径区分,主要有0.3mm、0.6mm、0.8mm、1.0mm、1.2mm、1.6mm、2.0mm;4)根据锡丝的具体用途区分,主要有普通锡丝(用于铜连接)、增强型锡丝(用于镀镍件连接)、免清洗锡丝(即焊后无需清洗)、水溶性锡丝(即焊后助焊剂残余可以用水清洗)、焊不锈钢材料专用锡丝等;5)根据药芯锡丝的规格参数区分,包括药芯是单芯还是三芯以及松香含量的多少。
(3)锡膏,Solder paste图4 锡膏产品包装锡膏产品的主要分类有以下几种:1)根据合金成分来区分,分为有铅锡膏和无铅锡膏。
有铅锡膏主要为:63Sn-37Pb 以及62Sn-36Pb-2Ag;无铅锡膏主要为:Sn-3.5Ag,Sn-3.8Ag-0.7Cu;2)根据用途区分,主要有:印刷电路板表面组装(SMT)用锡膏、焊铝锡膏(用于铝制散热器的焊接)。
(4)助焊剂,Flux图5 助焊剂产品与包装外型助焊剂产品的主要分类有以下几种:1)根据成分可分为:松香基助焊剂,水溶性助焊剂,免清洗助焊剂;2)根据活性可分为:R型助焊剂,RA型助焊剂,RMA型助焊剂,SA型助焊剂3)根据用途可分为:波峰焊用助焊剂,浸焊用助焊剂4)根据所对应的焊料合金可分为:有铅焊料用助焊剂,无铅焊料专用助焊剂二、产品介绍焊料产品主要用于电子装联工业。
在电子产品生产过程中,需要将电子元器件与印刷电路板组装在一起,通常的组装工艺为手工烙铁焊、浸焊、波峰焊以及回流焊。
焊料产品就是在上述焊接操作中要用到的连接材料。
其中,手工烙铁焊用的是锡丝、浸焊和波峰焊用的是锡条和助焊剂、回流焊用的是锡膏。
焊料产品在其它工业中也有应用,其主要作用是作为低温连接材料,即焊接温度在200~400︒C之间的焊接工艺用连接材料。
例如,电冰箱冷凝管之间的焊接、散热器上鳍片与基板之间的焊接、咖啡壶中不锈钢筒与底座之间的焊接、保险管中保险丝与管帽之间的焊接等等,应用范围极其广泛。
焊料产品的生产对理论知识与实践经验两方面均要求很高。
一方面,我们要对有色金属的基本特性及其金属学规律有全面的了解,同时我们还要对有机化学有比较深刻的了解,才能将金属学与有机化学有效的结合在一起,生产出品质优良的焊料产品。
另一方面,在实际生产中,特别是锡丝的生产,要经过熔炼、挤压、拉丝、绕线等若干个生产工序,每一个工序的工艺参数如何控制,既需要理论知识也需要实践经验作指导。
三、现有科研支持条件、成果及前景我公司设有“钎焊材料与技术研发中心”,同时该中心与哈尔滨工业大学“现代焊接生产技术国家重点实验室”联合成立了“博士研究生工作站”。
研发中心全面负责公司的科研,包括新产品开发、客户的高端技术支持等。
1.人员条件研发中心主任为马鑫博士(请参见公司技术总监的个人简介)。
马鑫博士负责公司的整体研发计划,同时指导三名博士研究生的具体工作。
研发中心另配有两名中专生从事具体的技术含量要求不高的实验工作。
按计划,明年又将有两名哈尔滨工业大学的硕士研究生到我公司研发中心工作。
另外,公司与国内学术界有着良好的沟通渠道。
马鑫博士是中国焊接学会“钎焊及特种连接专业委员会”的副主任以及“无铅焊接技术分委会”的主任,在技术信息交流方面,与哈尔滨工业大学、北京有色金属研究院、北京航空航天大学、广州有色金属研究院、信息产业部电子五所等科研单位一直有着密切往来。
同时,公司在成功引进哈尔滨工业大学博士研究生的基础上,正在落实引进其它高等院校的硕士/博士研究生,希望通过院校、学科交叉而激发出更多的灵感与火花。
2.设备条件2.1 直读光谱仪,德国进口该设备可快速检测合金中各种金属元素含量。
在环保型无铅产品的研发、生产、品检过程中发挥着重要作用。
因为根据国际相关标准,无铅焊料产品必须保证铅含量在1000ppm以下,镉含量在20ppm以下。
虽然说我们所有的无铅产品均有第三方独立检测机构出示的检测报告,如瑞士通标公司出示的SGS检测报告,但是这种送检不可能每一批产品都做。
因此,我公司必须具备自我检测能力,即自行对每一天的无铅产品,从原材料、投料、生产过程到最后的出货进行检测,以确保无铅产品中的有毒有害元素含量控制在标准要求之内。
同时,在产品研发过程中,该设备有助于我们评估各种工艺方法对无铅产品带来的影响,如某种工艺是否能够有效地将低熔点的锡和高熔点的铜有效地融合在一起。
另一方面,我们还可以利用该设备为客户提供不定期检测服务,帮助客户评估及控制锡炉中的焊料成分。
图6直读光谱仪,德国SpectroLab公司2.2 可焊性测试仪,日本进口该设备对于助焊剂产品的开发具有很大的实用价值。
电子组装中的可焊性是焊料合金、被焊基材、焊接温度、所用助焊剂等因素综合作用的结果。
就生产实际而言,焊料合金、被焊基材和焊接温度一般是固定的,主要的可变因素就是助焊剂。
该设备基于润湿平衡法原理,在测试过程中可以实时给出润湿平衡曲线。
根据对曲线参数的科学分析,如过零时间、到达2/3最大润湿力所用时间、最大润湿力等,我们就可以评估助焊剂产品的性能。
利用该设备,一方面可以用来对比我公司与其它同行公司的产品,一方面可以用来评价我公司每一次产品改进的效果。
此外,还可以用来帮助客户评价所用元器件外引线等的可焊性。
图7可焊性测试仪,日本Rhesca公司2.3 粘度计,美国进口静态与动态粘度是焊锡膏产品的一个重要性能指标。
该设备可根据IPC标准准确测量焊锡膏产品的静态与动态粘度。
这对于产品开发及产品质量控制非常重要。
该设备为美国Brookfield公司出品,这也是IPC标准中指定的锡膏粘度检测设备。
图8 DV-I+粘度计,美国Brookfield公司2.4 波峰焊设备与2.5中的回流焊设备及2.6中的测温仪构成了工艺试验平台。
主要作用有以下几个方面:(1)用于评估本公司所开发产品的实际使用性能;(2)确认最适合的焊接温度曲线;(3)为客户也提供一个试验平台。
图9 无铅波峰焊设备,香港Suneast公司2.5 回流焊设备与波峰焊相同,全部为电脑操作。
图10 无铅回流焊设备,香港Suneast公司2.6 测温仪,美国进口配备6个热电偶及温度曲线优化软件,用于实测温度曲线及温度曲线优化。
图11 温度曲线测试仪,美国KIC公司2.7 数显温控加热装置,天津市泰斯特仪器有限公司加热温度范围30~380︒C,控温精度为±1︒C。
该设备可准确测量溶剂沸点,进而用于溶剂类化工原材料的品质检测。
2.8 其它设备除上述大型设备之外,还配备有干燥箱、各种电子天平、分析天平、化学滴定设备、电磁炉等加热设备、各种热电偶等温度传感设备、搅拌混合设备等。
3.现有主要科研成果(1)2004年10月,完成《无铅化电子组装技术》一书,这是国内第一本在此领域的专业书籍。
该书将首先在2004年11月于北京举行的“中国电子制造技术论坛”上发行,而后将由哈尔滨工业大学出版社正式出版。
(2)2003-2004年,主持制定《中国无铅焊料标准》中的主标准《无铅焊料的成分》及分标准《基于润湿平衡法的无铅焊料润湿性能试验方法》。
(3)2004年6月,开发成功用于保险管行业的无铅锡丝,将玻璃管式保险管无铅制程的“冒锡”缺陷率由原来的50%降低到6%。
目前已在客户中推广使用。
(4)2004年3月,开发成功焊铝锡膏。
即可在200~300︒C的焊接温度下,直接将铝合金与铝合金,或者铝合金与铜合金焊接在一起的锡膏材料。
该产品主要用于散热器行业,将省去铝合金表面镀镍工序,可以为散热器生产厂家节约大量成本和工时,具有广阔市场前景。
目前所有客户的试样结果均非常满意。
(5)2003年9月,开发成功无铅波峰焊用液体助焊剂,即GOLF318-A助焊剂。
该产品能够有效弥补无铅焊料润湿性的不足,获得与有铅制程相近的光亮、饱满焊点。
(6)2003年1月,开发成功具有高抗氧化性能的无铅焊料,解决了无铅焊料在高温下(380~470︒C)使用时氧化严重的问题,并申报了3项中国发明专利。
目前这些专利已开发,处于评审阶段。
4.未来前景首先公司高层非常重视研发中心的建设,正在利用一切条件招募合适的人才,同时公司每年在年度预算中都会有用于研发中心的硬件建设基金。
其次,公司高层对于市场发展和市场的未来需求有着清晰认识,能够做到与市场实际相结合的制定研发计划,真正做到通过研发来促进生产和销售。
同时,公司高层与国内外学术界保持着良好关系,在信息获得与合作研究等方面有着独特优势。
公司已经明确的近期研发计划包括:(1)无铅焊铝锡膏;(2)环保型水基助焊剂;(3)适用于细引线节距电子组装的无铅锡膏如果上述研发计划取得阶段性成果,公司的产品构成将更加适合于未来工业社会的环保需求,也必然将有效保证公司在未来市场中的竞争能力。
5.行业情况、市场需求与竞争分析要看焊料行业的情况,首先就要看电子组装行业的情况。
经过近20年的发展,中国正在成为世界上最大的电子组装基地,而且规模还在不断扩大中。
这也造就了中国的焊料产品市场也在不断扩大之中。
就电子组装行业的分布来看,主要集中于珠三角和长三角两地,其余部分集中于京津地区、福建省和四川省。
其中珠三角地区集中了50%左右的电子组装厂,这也导致了这一地区的焊料生产厂最多、竞争也最激烈。
目前中国的焊料厂商主要有两大类别:(1) 国外焊料厂商;(2)国内焊料厂商,绝大部分为民营企业。
与国外焊料厂商的竞争分析:我们的优势:(1)及时、有效的服务。
无论是在供货方面,还是在售后服务方面,我们作为本土企业都具有很大的优势。
国外焊料厂商一般要求客户提前15-21天订货,而且一旦客户在使用过程中出现问题,由于地理位置的原因,其客户支持工程师很难做到及时处理问题。
而作为电子厂商的客户也是根据其接到的订单来组织原材料采购,很难做到充分的提前量。
而出现问题时都希望能够得到及时解决。
在这一方面,我公司就可以以灵活的方式,及时、有效地为客户提供服务。
(2)成本/价格优势。