图:热处理工艺流程图
热处理工序流程图

炉温,网速,人为监督(半小时 一次)
炉温,网速,人为监督(半小时 一次)
炉温,网速,人为监督(半小时 一次)
专人负责
炉温,网速,碳势,油温,装炉量h/kg 硬度淬透淬硬 去油
Байду номын сангаас
有设备控制及人为监督(半小 时一次)
炉温,网速,碳势,油温,装炉量, 人为监督(半小时一次)
每吨加清洗液5公斤
空气加热,保温回火 看外观,测试硬度,看金相 看外观,测试硬度,看金相 堆放在合格区
硬度均匀 不脱碳,要求硬度 不脱碳,要求硬度 以防混料
零件 号零:件种 类厂:商编 号: 序号
10
流 制造
20
30
渗碳淬火
40
50
制造
60
70
检验
80
90
贮藏
程 搬运 检验 制造 检验
工序流程图
制作描述
调整仪表炉温及工艺参数
项目号
关键产品特性
确认炉温及工艺参数
日期:
页数:
编号:
制作:
项目号
关键控制特性
专人负责
从待加工区移至加工区
以防混料
专人负责
渗碳淬火 看外观,测试硬度,看金相 清洗
热处理工序流程图

1
流 制造
2
3
渗碳淬火
4
5
制造
6
7
检验
8
9
贮藏
10
程 搬运 检验 制造 检验 交付
XXXXX热处理有限公司 工序流程图
制作描述
调整仪表炉温及工艺参数
关键产品特性
确认炉温及工艺参数
关键控制特性
专人负责
从待加工区移至加工区 渗碳淬火
看外观,测试硬度,看金相 清洗
空气加热,保温回火 看外观,测试硬度,看金相 看外观,测试硬度,看金相
炉温,网速,人为监督(半小时 一次)
以防混料
物料管理员
将成品交付至客户
汽车
专人负责
堆放在合格区
以防混料
专人负责
炉温,网速,碳势,油温,装炉量h/kg
有设备控制及人为监督(半小 时一次)
硬度淬透淬硬
炉温,网速,碳势,油温,装炉量, 人为监督(半小时一次)
去油
每吨加清洗液5公斤
硬度均匀 不脱碳,要求硬度 不脱碳,要求硬度
炉温,网速,人为监督(半小时 一次)
炉温,网速,人为监督(半小时 一次)
换热器流程图
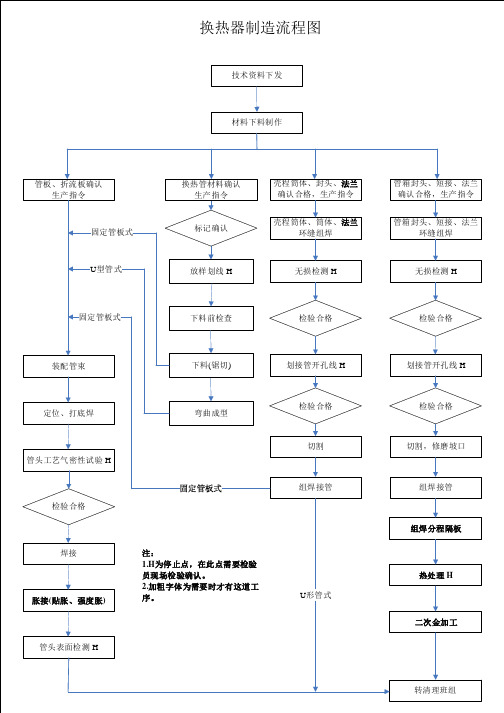
下料前检查
检验合格
检验合格
装配管束
下料(锯切)
划接管开孔线 H
划接管开孔线 H
定位、打底焊
弯曲成型
检验合格
检验合格
切割 管头工艺气密性试验 H
切割,修磨坡口
固定管板式
检验合格
组焊接管
组焊接管
组焊分程隔板 焊接 注: 1.H为停止点,在此点需要检验 员现场检验确认。 2.加粗字体为需要时才有这道工 序。
热处理 H U形管式 二次金加工
胀接(贴胀、强度胀)
管头表面检测 H
转清理班组下料制作
管板、折流板确认 生产指令
换热管材料确认 生产指令
壳程筒体、封头、法兰 确认合格,生产指令 壳程筒体、筒体、法兰 环缝组焊
管箱封头、短接、法兰 确认合格,生产指令 管箱封头、短接、法兰 环缝组焊
固定管板式
标记确认
U型管式
放样划线 H
无损检测 H
无损检测 H
固定管板式
球形储罐整体热处理施工工法

球形储罐整体热处理施工1、前言球形储罐是一种受焊接约束较大的压力容器,焊后消除应力是非常重要的。
为了消除焊接残余应力,在球罐组焊、无损检测等各项工作全部完成后,需要对球罐进行热处理。
热处理方法为电加热法和燃烧法。
我公司有20余年球罐安装历史,在200多台球罐的安装过程中积累了丰富的现场热处理经验。
通过多年内燃法整体热处理球罐的探索,对球罐内燃法整体热处理进行了改进:采用双喷嘴加长明灯代替单喷嘴。
2、工程特点陕西xx(集团)炼化项目xx炼化项目为陕西xx集团的重点项目。
我单位施工的储运系统液化气罐区及泵棚43单元4台2000m3液化气球罐(43-T-05~08)制安工程为该项目的关键点。
举例液化气球罐(43-T-08)参数如下:球罐焊后,需进行整体热处理。
热处理方法为,主要以内燃办法为主,在下极板适当敷设电加热器辅助加热。
3、内燃法热处理工艺原理燃油内燃法,原理是以球罐本身为燃烧室,以压缩空气为雾化剂,以自然风作为助燃的二次风、三次风,用液化气作为点火材料,点燃装在球罐下极入孔上处的两个高压喷嘴,将压缩空气送入喷嘴,气体喷出后将柴油雾化,同时调节油、风量使其在球罐内稳定的燃烧,烟气由装在上极人孔上带蝶阀的烟囱排出。
这样喷嘴燃烧形成的热量就会以对流和辐射的方式使球罐壳体达到一定温度,此时钢材并不发生相变。
在退火温度下钢的屈服强度大大降低,于是就发生金属蠕变,使焊缝附近的残余弹性变形转变为塑性变形,残余应力得以释放。
较长时间的保温,有利于焊缝金属中氢的扩散。
这样焊接残余应力得以消除,避免延迟裂纹和应力腐蚀裂纹的产生,提高球罐的使用性和安全性。
3.1球罐整体热处理:3.1.1传统的霍克喷嘴内燃法整体热处理是使用单个喷嘴、单套供油、供风系统进行。
工作时,柴油在压缩空气的带动下,通过霍克喷嘴喷射使燃料油雾化,并以高速喷出,通过两边的点火器点燃,高速的火焰流由下人孔进入球体,在球内靠对流和辐射来加热球体,由操作系统控制燃油,风压改变火焰的长度及燃烧过程,使球内的温度按热处理工艺卡规定的要求升降。
加氢反应器工艺流程图

理化检验
堆焊E309L 所有堆焊面 DHT
堆焊E347 密封槽不堆焊E347
6、底部卸料口法兰盖:
MT、HB DT PT PT、HB
、 、 测厚、
PT
、 、 测厚、
外协锻件回厂 机加 性能热处理 性能取试 机加符图 机加密封槽309L符图 密封槽堆焊E347 机加密封槽符图 理化检验 PWHT
堆焊E309L 所有堆焊面 堆焊E347 密封槽不堆焊E347
机加 密封槽
产品焊接试板T-B-1,T-B-2 T-A-1理化检验合格
水压试验
清理
除锈
涂装
发货
注1:筒节在加工时,如果封头未回,则与封头相配的一端可以在堆焊后加工坡口。 注2:下过渡段在加工内外园和凸台时,若毛坯状况满足图纸凸台尺寸要求则可不再进行堆焊凸台等工序,直接进行堆焊309 及 后续工序。 注3:当 钢板的模拟 后的复验的性能数据满足要求时,裙座 部分与设备整体同炉进行 ,否则应调整 工序,使裙座 部分与设备分开进行局部消应热处理。
VT、CT、UT MT、 RT
PT
、 、 测厚、
2、上球形封头部件的组焊:
DT DT
VT、CT、UT MT、 RT
PT
、 、 测厚、
4 7 1 7
组焊卸料管与卸料口法兰
DHT 补堆E309L
DHT
补堆E347
组焊下封头与出口管段、卸料管 组装产品焊接试板T-A-1 清根 焊接
ISR 试板同炉
补堆E309L
DT、 MT
材料复验 焊接
划线下料 含T-A-1 筒节一展长根据封头定 冷卷成形 割纵缝坡口 组装纵缝 含试板
进炉ISR 校园
其余筒节不进行此工序
固体废物处理与处置(热处理)

(3)台阶式 为倾斜床面,其中固 定和可动炉排纵向交 错配置,有阶段落差。
(4)履带式 炉排由连续不断地运动
着的履带组成。较少使用。
(5)滚筒式 炉排为5~7个圆筒形滚
3、旋转燃烧技术——旋转窑焚烧炉
它是一个略微倾斜而内衬耐火砖的钢制空心圆筒,窑体通常很 长,通过炉体整体转动达到固体废物均匀混合并沿倾斜角度向 出料端移动。
温度分布大致为: 干燥区 200~400℃, 燃烧区 700~900 ℃, 高温熔融烧结区 1100~1300 ℃
旋转窑焚烧炉
炉身为一卧式可旋转圆 柱体(外层为金属内层耐 火砖砌筑而成)。 转速一般为0.5-3r/min 物料加热是由燃烧过程 中产生的气体以及窑壁传 输的热量所提供。
焚烧废液、废气时,m=1.2~1.3;焚烧固体废物时,m=1.5~ 1.9, 有时在2以上,才能较完全燃烧。
烟气停留时间、温度、湍流度和空气过剩系 数,统称为“3T+1E”。 它既是影响固体废物焚烧效果的主要因素, 也是反映焚烧炉工况的重要技术指标。
五、焚烧工艺
现代化焚烧工艺主要由前处理系统、进料系统、焚烧炉 系统、空气系统、烟气系统、灰渣系统、余热利用系统 及自动化控制系统组成。
焚烧烟气
主要的污染物质
(1)不完全燃烧产物(PIC),碳氢化合物燃烧不良产生的副产品, 包括CO、炭黑、烃、有机酸及聚合物等;
(2)粉尘,废物中的惰性金属盐类、金属氧化物或不完全燃烧物 质等;
(3)酸性气体,包括氯化氢及其他卤化氢、SOx、NOx、H3PO4等; (4)重金属污染物,包括铅、汞、铬等的元素态、氧化态和氯化
20号钢热处理工艺对组织性能的影响

20号钢热处理工艺对组织性能的影响1.前言1.1 名称及性质20号钢,含碳量为0.2%,该钢属于优质低碳碳素钢,冷挤压、深碳淬硬钢。
该钢强度低,韧性、塑性和焊接性均好。
抗拉强度为253-500MPa,伸长率≥24%。
密度是7.85,无冲击韧度。
1.2 应用冷变形塑性高,一般供弯曲、压延用,为了获得好的深冲压延性能,板材应正火或高温回火;用于不经受很大应力而要求很大韧性的机械零件,如轴套、螺钉、杠杆轴、变速箱变速叉、齿轮、重型机械拉杆、钩环等,还可用于表面硬度高而心部强度要求不大的渗碳于氰化零件。
1.3 实验目的测定含碳量,加热温度,加热时间,冷却速度等因素对20号钢的影响,本实验还研究一般材料成分、组织及性能的关系,探寻成分、组织与性能之间存在着的对应关系和规律,加深理论知识的熟悉程度和应用能力的提高。
1.4任务完成测定试样硬度,制备金相样品,观察组织,照相,分析,出报告等任务。
2.材料及实验2.1材料的化学成分及力学性能[1]表1 20号钢的化学成分表2 20号钢的力学性能2.2实验设计内容根据对含碳量,加热温度,加热时间,冷却速度对碳钢材料硬度的影响资料的检索得到如下的相关数据:表3含碳量对碳钢硬度的影响4 4400随钢中碳含量的增加,表面硬度也随之增高。
表4 加热温度对碳钢硬度的影响加热温度/℃硬度HRC 加热温度/℃硬度HRC850 60.33 1000 56.67900 59.67 1050 51.50950 59.17随着再加热温度的升高宏观硬度下降在本试验条件下,试样硬度随加热保温时间的变化而发生曲折的变化。
当试样还未发生奥氏体化时,硬度随着温度时间的增加而提高;当试样刚开始奥氏体化至刚完全奥氏体化为止,硬度随着奥氏体化转变量的增加而下降;当试样完全奥氏体化后,随着保温时间的延长,硬度缓慢升高。
表5 冷却速度对碳钢硬度的影响综合上述影响因素,本实验我们选取20号钢来对碳钢经行热处理工艺分别分析含碳量、加热温度、加热时间、冷却速度对试样硬度性能的影响。
铝及铝合金热处理工艺

铝及铝合金热处理工艺1.1铝及铝合金热处理的作用将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。
1.2铝及铝合金热处理的主要方法及其基本作用原理1.2.1铝及铝合金热处理的分类(见图1)均匀化退火中间退火退火成品退火在线淬火立式淬火离线淬火铝固溶淬火卧式淬火及一次淬火铝合阶段淬火金热自然时效处过时效理人工时效时效欠时效多级时效回归图1铝及铝合金热处理分类1.2.2铝及铝合金热处理基本作用原理(1)退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。
通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可提高材料的塑性,但强度会降低。
①铸锭均匀化退火:在高温下历久保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与机能均匀化,可进步材料塑性20%左右,降低挤压力20%左右,进步挤压速度15%左右,同时使材料表面处置惩罚质量进步。
②中央退火:又称部分退火或工序间退火,是为了进步材料的塑性,消除材料内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种机能的组合。
③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。
(2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。
但此时材料塑性较高,可进行冷加工或矫直工序。
①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。
②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。
工艺流程图模板
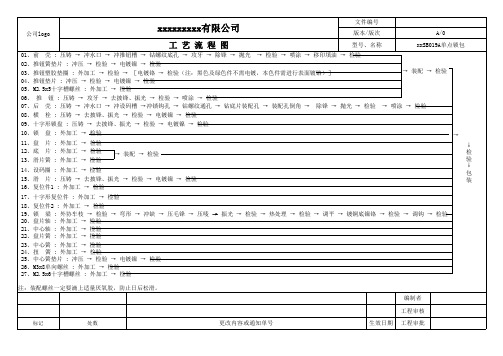
xxxxxxxxx有限公司文件编号版本/来自次A/0工艺流程图
型号、名称
xxSB019A单点锁包
01、前 壳 : 压铸 → 冲水口 → 冲推钮槽 → 钻螺纹底孔 → 攻牙 → 除锋 → 抛光 → 检验 → 喷涂 → 移印填油 → 检验 02、推钮簧垫片 : 冲压 → 检验 → 电镀镍 → 检验 03、推钮塑胶垫圈 : 外加工 → 检验 → [电镀铬 → 检验(注:黑色及绿色件不需电镀,本色件需进行表面镀铬)] 04、推钮垫片 : 冲压 → 检验 → 电镀镍 → 检验 05、M2.5x5十字槽螺丝 : 外加工 → 检验
09、十字形锁盘 : 压铸 → 去披锋、振光 → 检验 → 电镀镍 → 检验
10、锁 盘 : 外加工 → 检验
11、盘 片 : 外加工 → 检验
12、底 片 : 外加工 → 检验 13、滑片簧 : 外加工 → 检验
→ 装配 → 检验
14、设码圈 : 外加工 → 检验
15、滑 片 : 压铸 → 去披锋、振光 → 检验 → 电镀镍 → 检验
16、复位件1 : 外加工 → 检验
→
→ 检 验 → 包 装
17、十字形复位件 : 外加工 → 检验
18、复位件2 : 外加工 → 检验
19、锁 梁 : 外协车枝 → 检验 → 弯形 → 冲缺 → 压毛锋 → 压唛 → 振光 → 检验 → 热处理 → 检验 → 调平 → 镀铜底镍铬 → 检验 → 调钩 → 检验 20、盘片轴 : 外加工 → 检验 21、中心轴 : 外加工 → 检验 22、盘片簧 : 外加工 → 检验
23、中心簧 : 外加工 → 检验 24、扭 簧 : 外加工 → 检验 25、中心簧垫片 : 冲压 → 检验 → 电镀镍 → 检验 26、M3x8单向螺丝 : 外加工 → 检验 27、M2.5x6十字槽螺丝 : 外加工 → 检验