齿轮箱加工工艺规程及夹具设计【钻+车两套夹具】
发动机箱体的机械加工工艺及钻孔夹具设计1

摘要本设计是汽车变速箱箱体零件的加工工艺规程及一些工序的专用夹具设计。
汽车变速箱箱体零件的主要加工表面是平面及孔系。
一般来说,保证平面的加工精度要比保证孔系的加工精度容易。
因此,本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。
基准选择以变速箱箱体的输入轴和输出轴的支承孔作为粗基准,以顶面与两个工艺孔作为精基准。
主要加工工序安排是先以支承孔系定位加工出顶平面,再以顶平面与支承孔系定位加工出工艺孔。
在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。
支承孔系的加工采用的是坐标法镗孔。
整个加工过程均选用组合机床。
夹具选用专用夹具,夹紧方式多选用气动夹紧,夹紧可靠,机构可以不必自锁。
因此生产效率较高。
适用于大批量、流水线上加工。
能够满足设计要求。
关键词:变速箱;加工工艺;专用夹具AbstractThe design is about the special-purpose clamping apparatus of the machining technology process and some working procedures of the car gearbox parts. The main machining surface of the car gearbox parts is the plane and a series of hole. Generally speaking, to guarantee the working accuracy of the plane is easier than to guarantee the hole’s. So the design follows the principle of plane first and hole second. And in order to guarantee the working accuracy of the series of hole, the machining of the hole and the plane is clearly divided into rough machining stage and finish machining stage. The supporting hole of the input bearing and output bearing is as the rough datum. And the top area and two technological holes are as the finish datum. The main process of machining technology is that first, the series of supporting hole fix and machine the top plane, and then the top plane and the series of supporting hole fix and machine technological hole. In the follow-up working procedure, all working procedures except several special ones fix and machine other series of hole and plane by using the top plane and technological hole. The machining way of the series of supporting hole is to bore hole by coordinate. The combination machine tool and special-purpose clamping apparatus are used in the whole machining process. The clamping way is to clamp bypneumatic and is very helpful. The instruction does not have to lock by itself. So the product efficiency is high. It is applicable for mass working and machining in assembly line. It can meet the design requirements.Key words: Gearbox; machining technology; special-purpose clamping apparatus目录摘要 (I)ABSTRACT ...................................................... I I 目录......................................................... I II 第1章绪论 (1)1.1当前发展现状 (1)1.2 论文主要研究内容 (2)第2章发动机箱体工艺设计 (3)2.1箱体的分析 (3)2.1.1箱体的功用分析 (4)2.1.2箱体结构和功用的分析 (5)2.1.4箱体的技术分析 (6)2.1.5箱体的材料分析 (6)2.2发动机箱体毛坯的设计 (7)2.2.1确定毛坯种类及加工方法的选择 (7)2.2.2毛坯的工艺分析及要求 (8)2.2.3毛坯余量和公差的确定 (9)2.3工艺路线设计 (12)2.3.1加工方法的选择 (12)2.3.2箱体的材料及热处理 (12)2.3.3阶段的划分 (13)2.3.4工序的集中与分散 (13)2.3.5基准的选择 (14)2.3.6 拟定发动机箱体的工艺路线 (15)2.4 加工设备及工艺装备的选择 (17)2.5 加工工序设计 (19)第3章钻床专用夹具设计 (26)3.1夹具的设计内容 (26)3.1.1定位基准的选择 (26)3.1.2工件的夹紧及夹紧装置 (26)3.1.3夹具材料的选择 (30)3.1.4夹具精度分析 (28)3.2削边销 (26)3.3支承板 (26)3.4压板 (27)3.5夹具体中间支架 (28)3.6齿轮齿条偏心轮部分的设计 (26)3.7齿轮的设计 (27)3.8键的选择及校核............................ 错误!未定义书签。
涡轮减速器箱体加工工艺及夹具设计
摘要减速器是一种由封闭在刚性克体内的齿轮传动蜗杆传动或齿轮蜗杆传动所组成的独立部件,常用在动力机与工作机之间作为减速的传动装置.它是一种相对精密的机械,使用它的目的是降低转速,增加转矩.减速器在原动机和工作机或执行机构之间起匹配转速和传递转矩的作用,而且由于结构紧凑效率高、传递运动准确可靠、使用维护简单并可成批生产在现代机械中应用极为广泛.而箱体作为减速器的载体,研究箱体的加工工艺就显得尤为重要了.一般来说,箱体的结构比较复杂,箱体外面都有许多平面和孔,内部呈腔形,壁薄且不均匀,刚度较低,加工精度要求较高,特别是主轴承孔和基准平面的精度.通过对涡轮减速器箱体零件图的分析及结构形式的了解,从而对减速器进行工艺分析、工艺说明及加工过程的技术要求和精度分析,然后对一个铣削工序和一个钻削工序进行夹具设计.关键词:减速器,工艺分析,夹具设计,减速器箱体AbstractSpeed reducer is enclosed by a rigid body in the gear transmission, worm drive or gear worm transmission of independent components, commonly used in power and work machine as the slowdown between transmission device it is a relatively sophisticated machinery, the use of its purpose is to reduce speed and increase torque reducer prime mover and work in machine or holding the line between institutions and the transfer speed matching up the role of torque, and because the compact structure efficiency high transfer movement accurate and reliable use simple maintenance and batch production in the modern machinery are widely as the carrier of speed reducer and cabinet, the processing technology of the cabinet is particularly important in general, the structure of the case is complex, outside the there are many plane and hole, in internal cavity shape, the wall is thin and uneven, stiffness is low, processing higher accuracy. Especially the main bearing hole and benchmark the precision of the plane through the turbine speed reducer drawing analysis and understanding of the structure form, and on the analysis of the technology process description on gear reducer and machining process of technical requirements and accuracy analysis, and then on to a milling process and a drilling process for fixture design.Key words: Gear reducer , Processing technology , Tongs,Gearcase目录摘要 (I)Abstract (II)1 绪论 (1)2 零件工艺的分析 (1)2.1 确定毛坯的制造形式 (1)2.2 箱体零件的结构工艺性 (1)2.3主要平面 (2)3 拟定箱体加工的工艺路线 (2)3.1加工方法的选择 (2)3.2加工阶段的划分 (3)3.3工序的集中与分散 (3)3.4加工顺序的安排 (4)3.5具体工序尺寸和加工余量的确定 (6)3.6机床与相应切削用量的确定 (6)4 基准的选择 (9)4.1定位基准的选择 (9)4.1.1粗基准的选择 (9)4.1.2精基准的选择 (9)5 夹具的设计 (10)5.1设计铣蜗杆端盖的小端面夹具 (10)5.1.1问题的指出 (10)5.1.2夹具设计 (10)5.2钻床夹具设计 (12)5.2.1 定位方案 (12)5.2.2选择加紧机构 (12)5.2.3选择导向装置 (13)6 结论与展望 (14)参考文献 (15)1 绪论箱体零件是机器或部件的基础零件,它把有关零件联结成一个整体,使这些零件保持正确的相对位置,彼此能协调地工作。
齿轮箱右壳工艺毕业设计(铣下面夹具)设计说明书
齿轮箱右壳工艺夹具设计说明书课题名称: 齿轮右壳工艺夹具设计专业:班级:姓名:学号:指导老师:时间:目录摘要 (1)文献综述 (2)一、机械加工工艺规程制订 (2)1.1 机械加工工艺过程的定义 (2)1.2 机械加工工艺过程的组成 (2)1.3 机械加工工艺规程的定义 (3)1.4 机械加工工艺规程的作用及内容 (3)1.5 制订机械加工工艺规程的原则及步骤 (3)二、夹具设计 (4)2.1 夹具的概念及组成 (4)2.2 夹具的类型及作用 (4)2.3 夹具的定位和夹紧 (4)引言 (5)1 铸造工艺方案设计 (5)1.1 确定毛坯的成形方法 (5)1.2 铸件结构工艺性分析 (5)1.3 铸造工艺方案的确定 (5)1.4 铸造工艺参数的确定 (6)1.5 型芯设计 (7)1.6 绘制铸造工艺图 (7)2 机械加工工艺规程设计 (7)2.1 基面的选择 (7)2.2 表面加工方案的选择 (7)2.3制订机械加工工艺路线 (8)2.4 确定机械加工余量及工序尺寸 (11)2.5 确定切削用量及基本工时 (14)3 夹具设计 (35)3.1 夹具设计 (35)4 绘制夹具总体图 (40)5 结束语 (41)参考文献 (42)摘要:工艺规程是工装设计、制造和确定零件加工方法与加工路线的主要依据,它对组织生产、保证产品质量、提高劳动生产率、降低成本、缩短生产周期及改善劳动条件等都有着直接的影响,因此是生产中的关键工作。
夹具在机械加工中起着重要的作用,它直接影响着机械加工的质量,生产效率和成本,因此,夹具设计是机械工艺准备和施工中的一项重要工作。
本文对齿轮箱右壳的结构和工艺进行了分析,确定了机械加工工艺路线,制订出了零件的铸造工艺方案和机械加工工艺规程,并为加工零件上的端面和端面上的孔设计了一套专用钻床夹具。
关键词:加工工艺;铸造工艺;工艺规程;夹具设计Abstract:The process is the base of frock design、manufacturing、the method of machining and machining route. Its function is flowing: organizing produce, controlling quality, enhancing productivity, reducing cost, reducing produce periods, improving work conditions, etc. So, the process planning is the core part of produce. Fixture is very important equipment in process of machine manufacturing because it can directly affect the quality of products and productivity and cost. So fixture designing is also a basilica portion in machine process preparative and manufacture. This thesis is about the analysis with the craftwork and the structure of the 2105 speed governor tray which is used for the diesel engine, make sure the process route, establish the foundry process project and the process planning of the parts, and design a set of appropriative fixture for the bore with diameter 10mm.Key Words:Group technology; Foundry technology; Process planning; Fixture design文献综述自新中国成立以来,我国的制造技术与制造业得到了长足发展,一个具有相当规模和一定技术基础的机械工业体系基本形成。
屈文平:齿轮零件的机械加工工艺过程及及进行滚齿加工用的夹具设计

齿轮零件的机械加工工艺过程及进行滚齿加工用的夹具设计第一部份齿轮零件的机械加工工艺过程1、定位基准的选择在零件的加工过程中,合理的选择定位基准对保证零件的尺寸精度和位置度有着决定性的作用。
根据工件加工要求确定工件应限制的自由度数后,某一方向自由度的限制往往会有几个定位基准可选择,则提出了如何正确选择定位基准的问题。
定位基准有粗基准和精基准之分。
1.1. 粗基准的选择原则:(1)尽量选择不要求加工的表面作为粗基准.这样可使加工表面与不加工表面之间的位置误差量最小,同时还可以在一次装夹中加工出更多的表面。
(2)若零件的所有表面都要加工,应选择加工余量和公差最小的表面作为粗基准.这样可保证作为粗基准的表面在加工时,余量均匀。
(3)选择光洁、平整、面积足够大、装夹稳定的表面作为粗基准。
(4)粗基准一般只在第一到工序中用,以后应避免重复使用。
1.2.精基准的选择原则:基准重合的选择原则。
尽可能的用设计基准作为定位基准,这样可避免因定位基准与设计基准不重合而引起的定位误差,以保证加工表面与设计基准间的位置精度。
基准同一原则.一尽可能多的表面加工都用同一个定位基准,这样有利于保证各加工面之间的位置精度。
选择面积大、精度较高、安装稳定的表面作为精基准,而且所选的基准使夹具结构简单,装夹和加工方便。
综合上面的粗基准和精基准的选择原则,为使基准同一和基准重合,齿轮加工时常选内孔和端面作为精基准加工外圆和齿轮,用作精基准的端面和内孔要在一次装夹中加工出来以保证两者之间的垂直度,但是在加工大型齿轮时可用外圆作找正基准,但此时应保证内孔与外圆同轴。
所以加工本设计齿轮用齿轮外圆和端面作为粗基准,用内孔和端面作为精基准。
2.、装夹方法在加工齿轮时在滚齿机上一般用心轴装夹,滚齿心轴夹具3.、加工工艺问题(1)、基准修正齿形表面淬火后,内孔会受到影响而变形:一般的孔直径会缩小0.01-0.05mm,因此淬火后应安排精基准修正工序.修正的方法有推孔和磨孔,也可以用镗孔。
变速箱体机械加工规程及钻侧面(后)螺钉孔机夹具设计
· 97 ·
变速箱体机械加工规程及钻侧面渊后冤 螺钉孔机夹具设计
李文斐
(武昌工学院,武汉 430065)
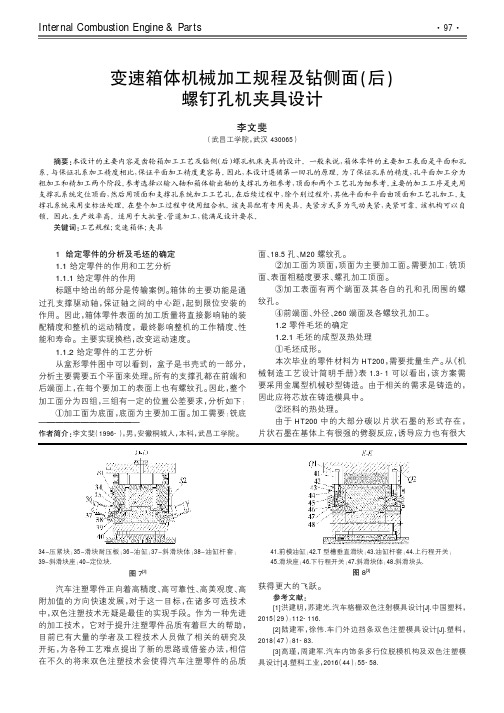
摘要院本设计的主要内容是齿轮箱加工工艺及钻侧(后)螺孔机床夹具的设计。一般来说,箱体零件的主要加工表面是平面和孔 系。与保证孔系加工精度相比,保证平面加工精度更容易。因此,本设计遵循第一回孔的原理。为了保证孔系的精度,孔平面加工分为 粗加工和精加工两个阶段。参考选择以输入轴和箱体输出轴的支撑孔为粗参考,顶面和两个工艺孔为细参考。主要的加工工序是先用 支撑孔系统定位顶面,然后用顶面和支撑孔系统加工工艺孔。在后续过程中,除个别过程外,其他平面和平面由顶面和工艺孔加工。支 撑孔系统采用坐标法处理。在整个加工过程中使用组合机。该夹具配有专用夹具。夹紧方式多为气动夹紧,夹紧可靠。该机构可以自 锁。因此,生产效率高。适用于大批量、管道加工,能满足设计要求。
· 98 ·
内燃机与配件
的反应。因此,为了提高HT200 的性能,可以对板材进行细 化。改变石墨存在方式的石墨,应采用石墨化退火技术,消 除 HT200 表层和薄壁厚度的白口结构 (存在大量的渗碳 体),从而促进切割过程。此外,为了消除残余应力,铸造完 成后应进行人工时效处理。。
1.2.2 毛坯结构的确定 通过选定该件的分型面和经过基准孔轴线,也要平行 于侧面的面,浇冒口在小端面上。 毛坯图如图 1。
图 7[3]
汽车注塑零件正向着高精度、高可靠性、高美观度、高 附加值的方向快速发展,对于这一目标,在诸多可选技术 中,双色注塑技术无疑是最佳的实现手段。作为一种先进 的加工技术,它对于提升注塑零件品质有着巨大的帮助, 目前已有大量的学者及工程技术人员做了相关的研究及 开拓,为各种工艺难点提出了新的思路或借鉴办法,相信 在不久的将来双色注塑技术会使得汽车注塑零件的品质
减速箱体加工工艺及夹具设计
摘要箱体零件是一种典型零件,其加工工艺规程和工装设计具有典型性。
该箱体零件结构复杂,零件毛坯采用铸造成形。
在加工过程中,采用先面后孔的加工路线,以保证工件的定位基准统一、准确。
为了消除切削力、夹紧力、切削热和因粗加工所造成的内应力对加工精度的影响,整个工艺过程分为粗、精两个阶段。
通过被加工零件的分析完成了机械加工工艺的设计及各加工工序机动时间的计算。
根据箱体零件的结构及其功能,运用定位夹紧的知识完成了夹具设计。
关键词:箱体,工艺,夹具ABSTRACTThis box machine element is typical, the manufacturing process and tooling design of it is typical.The structure of this box machine element is complicated, the machine element’s blank adopt casting shape. In the process of manufacture, in order to ensure th -e location datum accurate and unity, I adopt the manufacturing line from face to hole.In order to clear away the influence for machining accurate of internal stress, cutting force, clamping force, heat in cutting from coarse manufacturing, the whole manufacturing pro -cess is made of coarse and accurate manufacturing. Parts were processed through the a -nalysis of the complete machining process design and the manufacturing processes for mobile time calculations. According to the box components and the function and structu -re, the use of the knowledge positioning clamp completed the fixture design.Key words Box machine,Processing,Jig目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 课题背景 (1)1.2 制订工艺规程的意义与作用及其基本要求 (1)1.3 夹具的设计 (1)2 ZQ减速器机壳体加工工艺 (2)2.1 箱体工艺分析 (2)2.1.1零件分析 (2)2.1.2箱体的结构特点 (2)2.1.3 箱体的材料、毛坯及热处理 (3)2.2减速器箱体加工工艺过程 (5)2.2.1减速器箱体的机械加工工艺过程 (5)2.2.2减速器加工的工艺路线方案拟订 (5)2.3 主要表面的加工 (14)2.3.1箱体的平面加工 (14)2.3.2住轴孔的加工 (14)2.3.3 孔系的加工 (15)2.4 定位基准的选择 (16)2.4.1粗基准的选择 (16)2.4.2精基准的选择 (17)2.5工艺尺寸的计算 (18)2.5.1 加工余量及其毛坯尺寸的确定 (18)2.5.2切削用量的选择 (19)2.5.3切削工时的额定 (23)3.夹具的设计 (29)3.1设计减速器底孔夹具的 (29)3.1.1 设计任务分析 (29)3.1.2设计方案论证 (29)3.1.3 切削力及夹紧力的计算 (30)3.1.4夹具设计及操作的简要说明 (30)3.1.5结构分析 (31)3.1.6夹具的公差 (31)3.2镗床夹具设计 (32)3.2.1结构分析 (32)3.2.2夹具的结构类型 (32)3.2.3夹紧力大小的确定原则 (33)3.2.4 定位销尺寸及高度的确定 (34)结论 (39)参考文献 (40)致谢 (41)攀枝花学院本科毕业设计(论文)绪论1 绪论1.1 课题背景毕业设计是我们在学校学习的最后的一门课程,也是对自己在大学中所学知识的一个全面的总结和运用。
变速箱箱体机械加工工艺规程及夹具设计
第1章夹具在其发展的200多年历史中,大致经历了三个阶段:第一阶段,夹具在工件加工、制造的各工序中作为基本的夹持装置,发挥着夹固工件的最基本功用。
随着军工生产及内燃机,汽车工业的不断发展,夹具逐渐在规模生产中发挥出其高效率及稳定加工质量的优越性,各类定位、夹紧装置的结构也日趋完善,夹具逐步发展成为机床—工件—工艺装备工艺系统中相当重要的组成部分。
这是夹具发展的第二阶段。
这一阶段,夹具发展的主要特点是高效率。
在现代化生产的今天,各类高效率,自动化夹具在高效,高精度及适应性方面,已有了相当大的提高。
随着电子技术,数控技术的发展,现代夹具的自动化和高适应性,已经使夹具与机床逐渐融为一体,使得中,小批量生产的生产效率逐步趋近于专业化的大批量生产的水平。
这是夹具发展的第三个阶段,这一阶段,夹具的主要特点是高精度,高适应性。
可以预见,夹具在不一个阶段的主要发展趋势将是逐步提高智能化水平。
一项优秀的夹具结构设计,往往可以使得生产效率大幅度提高,并使产品的加工质量得到极大地稳定。
尤其是那些外形轮廓结构较复杂的,不规则的拔叉类,杆类工件,几乎各道工序都离不开专门设计的高效率夹具。
目前,中等生产规模的机械加工生产企业,其夹具的设计,制造工作量,占新产品工艺准备工作量的50%—80%。
生产设计阶段,对夹具的选择和设计工作的重视程度,丝毫也不压于对机床设备及各类工艺参数的慎重选择。
夹具的设计,制造和生产过程中对夹具的正确使用,维护和调整,对产品生产的优劣起着举足轻重的作用。
1.1零件的分析拖拉机的变速箱箱体是拖拉机上的一个重要零件。
变速箱箱体的主要作用是支承各传动轴,保证各轴之间的中心距及平行度,并保证变速箱部件与发动机正确安装。
因此拖拉机变速箱箱体零件的加工质量,不但直接影响拖拉机变速箱的装配精度和运动精度,而且还会影响拖拉机的工作精度、使用性能和寿命。
拖拉机变速箱主要是实现拖拉机的变速,改变拖拉机的运动速度。
拖拉机变速箱箱体零件的顶面用以安装变速箱盖,前后端面支承孔、用以安装传动轴,实现其变速功能。
齿形轴零件机械加工工艺过程及加工用夹具设计
重庆大学网络教育学院毕业设计(论文)题目齿形轴零件机械加工工艺过程及加工用的夹具设计____学生所在校外学习中心上海校外学习中心批次层次专业201502本科、机械设计制造及自动化学号W13205479学生管云龙指导教师朱小飞起止日期 2015年8月24日—2015年10月12日摘要齿轮轴零件的主要作用是支撑回转零件、实现回转运动并传递转矩和动力。
齿轮轴具备传动效率高、结构紧凑和使用寿命长等一系列优点,是通用机械特别是工程机械传动中的重要零件之一。
齿轮轴加工材料、热处理方式、机械加工工艺过程的优化,将对提高齿轮轴的加工质量及寿命有着重要借鉴意义。
本文对某设备中“齿轮轴”零件进行了机械制造工艺规程设计和加工用的夹具设计。
对于工艺规程设计和夹具设计制订了两套不同的方案,从中甄选出最佳方案。
本设计首先分析了齿轮轴零件的作用和加工工艺性,然后进行工艺规程设计,最后是加工用夹具设计。
齿轮轴零件的机械综合性能要求较高,一般选择锻件作为毛坯。
合理安排工艺路线,划分加工阶段对保证零件加工质量至关重要。
使用夹具可以缩短辅助时间,提高劳动生产率,保证加工精度,稳定加工质量,降低对工人的技术要求,扩大机床工艺范围。
本文对所设计的专用夹具进行了精度校核和定位误差分析,对夹具的设计质量也进行了评估。
关键词:齿轮轴;工艺分析;工艺规程设计;夹具设计目录摘要 (2)1 设计背景及目的 (4)2生产纲领及生产类型的确定 (4)3 零件的分析 (5)4 选择毛坯 (5)5 工艺规程设计 (6)5.1 定位基准选择 (6)5.2 零件的加工方法的选择 (6)5.3 定制工艺路线 (6)5.4 确定机械加工的余量及毛坯尺寸,设计毛坯-零件综合图 (7)6 工序设计 (9)6.1 选择加工设备工艺装备 (9)6.2 工序尺寸的确定及计算 (10)6.3 选择切削用量,确定时间定额 (11)7 滚齿用夹具设计 (13)7.1 拟定滚齿夹具的结构方案 (13)7.2 确定刀具的导向方式或对刀装置 (14)7.3 夹具精度的计算 (14)7.4 夹具总图(图4) (15)7.5 夹具零件图(图5、图6) (16)8 课题小结 (17)1 设计背景及目的在我们学完了大学的全部基础课程、技术课程及全部专业课程之后进行的。
变速箱箱体零件的加工工艺规程及专用夹具设计说明书

摘要在整个毕业设计过程中,综合应用工程图学,机械设计、机械制造工艺学、机械几何精度设计等相关理论知识。
本设计为变速箱箱体零件的加工工艺规程及专用夹具设计。
在工艺规程设计过程中,详细分析箱体零件的技术要求,变速箱箱体的主要加工表面是平面及孔系,一般来说保证平面的加工精度要比保证孔系的加工精度容易,因此,本设计遵循先面后孔的原则,并明确划分粗、精加工阶段。
在进行镗孔专用夹具设计中,阐述了定位方案的选择、夹紧机构的设计、镗模主要零件设计,运用AutoCAD完成此专用夹具的装配图和夹具零件图。
关键词:变速箱;加工工艺;夹具设计;第一章零件的工艺分析及生产类型的确定ABSTRACTIn the whole process of graduation design, the comprehensive application engineering graphics, mechanical design,mechanical manufacturing technology, mechanical geometry precision design and related theory knowledge. This design for gear-box parts processing procedure and special fixture design. In process planning process, a detailed analysis of the technical requirements of the case accessories, gear-box main processing surface is flat and hole department, generally guarantee machining precision of the plane than guarantee hole machining precision of the department, therefore, this design to follow the principle of after make face first, and clearly hole diameter, finishing stage division. Special fixture design in boring, expounds the positioning of the choice, clamping mechanism design, boring major parts design, mould using AutoCAD complete this special jig's drawings and fixture detail drawings.Keywords: transmission; Processing craft; Fixture design;第一章零件的工艺分析及生产类型的确定1.1零件的分析箱体类零件时机器及其部件的基础件,变速箱箱体的主要作用是支撑各传动轴、轴承、套、和齿轮,并且保证各轴几间的中心距及平行度,按规定的传动关系变速并协调地运动。
箱体零件加工工艺及夹具设计

摘要另配有设计图纸cad.proe.Qq275673028箱体类零件是机器的基础件之一,箱体的加工质量对机器的精度、性能和寿命都有直接影响。
作为机器的基础零件之一,箱体将机器里的各个零部件组装成一个整体,并让这个整体以正确的相对位置进行某些必要运动。
该设计在保证零件加工质量的前提下,提高了生产率,降低了生产成本,是国内外现代机械加工工艺的主要发展方向之一。
通过被加工零件的分析完成了机械加工工艺的设计及各加工工序机动时间的计算。
根据箱体零件的结构及其功能,运用定位夹紧的知识完成了夹具设计。
关键词:箱体加工工艺定位夹具设计ABSTRACTBox type parts is one of the basic parts of machine, have directly affect the performance and service life of the processing quality of the tank, the precision of the machine. As one of the basic parts of a machine, all the parts in the machine box will be assembled into a whole, and make the whole exercise some necessary to correct relative position. The design on the premise to guarantee machining quality, increase productivity, reduce the production cost, is one of the main development direction of domestic and international modern machining technology. By analysis of machined parts to calculate the machining process design and the manufacturing processes for mobile time. According to the structure and function of parts of the box, using the knowledge of locating and clamping jigs and fixtures design completed.Key words box,processing technology,location,jigs and fixtures design目 录摘 要............................................................................................................................... I ABSTRACT (Ⅱ)1 绪论............................................................................................................................. 1 2 零件的工艺分析 .. (2)2.1 零件的工艺分析 .................................................................................................................... 2 2.2零件的结构工艺性 ................................................................................................................. 2 2.3确定毛坯的铸造形式 . (3)3 零件加工工艺路线的拟定 (4)3.1定位基准的选择 ..................................................................................................................... 4 3.1.1精基准的选择 .................................................................................................................. 4 3.1.2粗基准的选择 .................................................................................................................. 4 3.2加工工艺过程的确定 . (5)4 机械加工余量,工序尺寸及毛坯尺寸的确定 (9)4.1机盖机械加工余量、工序尺寸及毛坯尺寸的确定 ............................................................. 9 4.1.1计算顶面与0.009-0.0261107H +∅mm 支承孔轴线尺寸 ......................................................... 9 4.1.2机盖结合面的加工余量 .................................................................................................. 9 4.1.3刮4-Ø25mm 和4-Ø28mm ............................................................................................ 10 4.1.4钻机盖凸缘4-Ø11mm 和轴承旁凸台4-Ø13mm 孔 .................................................... 10 4.1.5机盖上顶面各螺纹孔 .................................................................................................... 10 4.2机座机械加工余量、工序尺寸及毛坯尺寸的确定 ........................................................... 11 4.2.1机座底面的加工余量 .................................................................................................... 11 4.2.2机座结合面的加工余量 ................................................................................................ 11 4.2.3机座左右侧壁漏油孔Ø25mm 平面的加工余量 ......................................................... 12 4.2.4刮4-Ø25mm 及4-Ø28mm 和4-Ø36mm 平面 ............................................................. 12 4.2.5钻机座凸缘、轴承旁凸台、机底座各孔 .................................................................... 12 4.2.6加工工艺孔2-Ø027.019+mm (13)4.2.7钻攻机座侧壁各孔 ........................................................................................................ 13 4.3合箱后机械加工余量、工序尺寸及毛坯尺寸的确定 ....................................................... 13 4.3.1加工2-Ø6mm 锥销孔 .................................................................................................... 13 4.3.2前后端面加工余量(计算长度为00.29230-mm ) (14)4.3.3左右端面加工余量(计算长度为285mm) (14)4.3.4 加工两轴承孔Ø110mm (15)4.3.5轴承孔端面螺纹孔 (16)4.3.6轴承孔内边2×45o (16)5确定切削用量及时间定额 (16)5.1机盖切削用量及时间定额 (16)5.2机座切削用量及基本工时 (26)5.3合箱后切削用量及基本工时 (36)6 夹具设计 (49)6.1 箱体机座结合面夹具设计 (49)6.1.1设计任务分析 (49)6.1.2定位基准的选择与定位方案 (47)6.1.3定位及夹紧元件的选择 (47)6.1.4铣削力计算 (48)6.1.5 夹紧力计算 (49)6.1.6夹具操作的简要说明 (49)6.2 镗孔夹具设计 (51)6.2.1 结构分析 (51)6.2.2夹具结构确定 (51)6.3定位销尺寸确定与高度计算 (51)6.3.1定位销尺寸的确定 (51)总结................................................................................................... 错误!未定义书签。
车床离合齿轮零件的机械加工工艺规程和专用夹具设计
摘要:本文介绍了离合齿轮的加工工艺设计过程及其专用夹具的设计过程。
通过本设计进一步了解了机械加工工艺设计过程的一般方法和步骤。
联系生产现场实际条件进行工艺方案的比较选择适当方案;掌握根据生产的要求设计专用机床夹具的方法。
本文内容包括:机械加工工艺的组成,工艺过程的作用,工艺规程的作用,工艺规程的设计原则,生产纲领的计算和生产类型的确定,毛坯的制造形式,制造工艺中基准的选择,零件的尺寸、形状误差和位置误差的分析,机械加工工艺路线的确定,各个工序的加工余量、工序尺寸。
尺寸公差的确定及某些刀具的几何参数的选择和常见的金属切削机床的选用,机械加工各工序的切削深度、进给量、些小速度的确定,机械加工工时的计算,专用夹具设计的基本要求,专用设计的依据、夹具装置的选择、夹紧力的估算、定位误差的分析、夹具的操作说明。
本文介绍的各个工序都要保证使用功能要求、提高劳动生产率,保证加工质量、降低劳动强度,注意劳动保护和环境保护,提高可靠性出发进行各个工序的工艺和夹具的比较和制定。
为了更好的了解各国先进的工艺技术文本还选择了两篇相关的英文文献进行了可供读者参考。
关键词:机械加工;工艺;机械加工余量;工序;夹具;机床Mechanical machining lathe clutch gear parts and special fixture designAbstract:In this paper, the processing gear off the design process and its dedicated fixture design process. Through the design of a better understanging of the engine machining process of the gengral process design methods and steps. Contace production at the scene of the actual conditions of the programme compared select the apptopriate progrannes; master in accordance with he requirements of the production design for the machine tool fixture methods and in accordance with commercial interesrs of the programme compared with the technical and economic analysis.This areicle includes: the composition of mechanical processing technology, the role of a point of order, the order of the design principles, the calculation of the Ptogramme of production and production types of identification, the rough form of manufacturing, manufacturing process in the choice of benchmarks, spare parts The size,shape and location of error of error, mechanical processing line of development, the variots processes machining allowance,process size, Tolerance and the determination of certain tools geometric parameters of common metal-cutting dpeed the identification, machining wotking hours, the fixture design gor the basic requirements, rhe basis for fixture design, the choice of fixture installation, the clamping force estimamates, positioning error the analysis, fixture instructions. This paper describes the various processes are guaranteed from the use of functional requirements, raising labor producticity, and ensure ptocessing qualitu, reduce labor intensity and attention to labor protection and environmental protection, to improve the reliability of the process and the process of comparison and the development of fixture. In order to better understand the countrides of advanced technology has also selected the two texts related to English literature afeference for readers.Keywords: Engine machining ; process;machining allowance;processes; fixture; Machine目录摘要 (Ⅰ)Abstract (Ⅱ)目录 (Ⅲ)绪论 (1)第1章零件的分析 (2)1.1零件的作用 (2)1.2零件的工艺分析及生产类型的确定 (2)第2章工艺规程的设计 (3)2.1选择毛坯,确定毛坯尺寸,设计毛坯图 (3)2.2 基准的选择 (3)2.3 确定毛坯的制作方式 (4)2.4 机械加工余量,毛坯尺寸的确定 (4)2.5制定工艺路线 (7)2.6选择加工设备和工艺设备 (8)2.7确定切削用量及基本时间 (9)第3章机床夹具设计 (18)3.1 机床夹具介绍 (18)3.2 现代夹具的发展方向 (18)3.3 机床夹具的定位及夹紧 (19)3.4 工件的装夹方式 (21)3.5 基准及其分类 (22)3.6 工件的定位 (23)3.7 常见定位方式及定位元件 (24)3.8 工件的夹紧 (25)3.9 设计宗旨 (27)3.10 夹具设计 (27)3.11 工件定位误差分析 (27)3.12 夹具简介 (28)结论 (30)致谢 (31)参考文献 (32)引言本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后进行的。
机械加工技术课程设计-离合器齿轮零件的工艺规程及夹具设计(含全套CAD图纸)
机械与电子工程学院机械加工技术课程设计设计说明书目录全套CAD图纸,联系6951320521 前言 (1)2 零件的工艺分析及生产类型的确定 (1)2.1 零件的作用 (1)2.2 零件的工艺性分析 (1)2.3 零件的生产类型 (2)3 选择毛坯,确定毛坯尺寸,设计毛坯-零件合图 (2)3.1 选择毛坯 (2)3.2 确定机械加工余量、毛坯尺寸和公差 (2)3.3 确定机械加工余量 (3)3.4 确定毛坯尺寸 (3)3.5 确定毛坯尺寸公差 (3)3.6 绘制毛坯图 (4)4 选择加工方法,制定工艺路线 (5)4.1 定位基准的选择 (5)4.2 零件表面加工方法的选择 (5)4.3 制订工艺路线 (5)5 工序设计 (6)5.1 选择加工设备与工艺装备 (6)5.2 确定工序尺寸 (7)6 确定切削用量及基本时间 (8)6.1 工序Ⅰ切削用量及基本时间的确定 (8)6.2 工序第Ⅰ、第Ⅱ、第Ⅵ、第Ⅷ切削用量及基本时间的确定 (13)7 夹具设计 (13)7.1 夹具的定位方案 (13)7.2 夹紧机构 (13)7.3 误差分析 (13)7.4 夹紧力的计算 (15)8 小结 (16)9 参考文献 (16)1 前言机械加工工艺与装备课程设计是我学完了大学的全部基础课、专业技术基础课以及大部分专业课之后进行的。
这是我在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练。
因此,它在我的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加工作打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
2 零件的工艺分析及生产类型的确定2.1 零件的作用题目所给定的零件是CA6140车床主轴箱中运动输入轴Ⅰ轴上的一个离合器齿轮,如图7-1所示。
它位于Ⅰ轴上,用于接通或断开主轴的反转传动路线,与其他零件一起组成摩擦片正反转离合器,如图7-2(M1右侧)所示。
机械工艺夹具毕业设计78齿轮壳体零件加工工艺设计及其夹具设计
毕业设计说明书题目:箱体零件的加工工艺规程及其夹具设计学号:姓名:班级:专业:机械设计制造及其自动化指导教师:学院:机械工程学院答辩日期:摘要本设计是一种壳体的工艺设计和夹具设计。
该零件是一种支承和包容传动机构的壳体零件。
设计中先进行零件的结构和工艺分析,确定粗基准和精基准以及零件的加工余量与毛坯的尺寸,得出零件的加工工艺过程,接着再计算各工序的切削用量以及工时。
除此之外,还设计了一套专用镗床夹具。
首先确定合适的定位基准,设计夹具体,再选择定位元件、夹紧元件等部件。
然后计算出定位误差、夹紧力以及切削力,分析夹具的合理性。
最后对装配图和关键部位的零件图进行绘制,并且确保夹具可以安全的工作。
关键词:壳体;工艺分析;镗床夹具;绘制AbstractThis design is a process design and fixture design of the shell. This section is a shell of supporting and embracing transmission mechanism. In the design, it should first process the structural and industrial analysis of the section, and then determine the coarse benchmark, fine benchmark, machining allowance and blank size of the section to obtain the process of the parts making. After that it calculated the cutting dosages of every process and the production time.In addition, this design involved a set of special milling fixture and a set of special drill press fixture. First, it identified the appropriate locating datum, chose clip specific. Then it chose positioning components, clamping component, and so on. It should also calculate the positioning error, clamping force, cutting force and then analyze the rationality of the fixture. Finally it had a finite-element analysis of the key parts to ensure that the fixture can work safely.Key words:Shell; Process analysis; Turning attachment; Drill jig; FEA目录第1章前言 (1)第2章引言 (1)2.1课题的提出原因 (1)2.2课题的主要内容 (1)2.3课题的构思 (2)2.4本人所完成的工作量 (2)第3章零件的工艺设计 (2)3.1 零件的功用及工艺分析 (2)3.2 工艺规程的设计 (3)3.3机械加工余量及毛坯的尺寸确定 (7)3.4确定切削用量及基本工时 (8)第4章加工设备与工艺装备选择 (14)4.1选择机床 (14)4.2选择夹具 (15)4.3选择刀具 (15)第5章零件的车床夹具设计 (16)5.1 镗床夹具介绍 (16)5.2镗床夹具设计 (16)总结 (19)参考文献 (21)第1章前言毕业设计是大学四年所学知识的综合运用。
箱体零件的机械加工工艺规程及夹具设计
引言三年的时光转眼既逝,三年的大学生活也即将告一段落。
在这最后的时段里,我们要把三年的所学的知识进行最后的总结与归纳,历一次综合的检阅。
无疑毕业设计为我们提供了一个展示与反思的平台。
毕业设计是对我们所学的专业课程全面的考核;是对我们理论在具体实践中的应用;也是对未来工作的实战模拟!近年来随着机械制造技术的发展,数控技术更是如火如荼!特别是对于我国机械制造技术相对落后的状况,数控技术的发展无疑对机械制造技术的发展起着关键性的作用。
作为一名数控技术及应用专业的毕业生深知自己的责任和义务,故而,希能通过这次毕业设计的机会能对自己所学专业知识有个清晰的了解和归纳。
同时也通过这次机会更深刻的了解所学内容和行业内的信息。
这次我们做的是关于一箱体的加工工艺过程和夹具的设计。
这次毕业设计和我们的课程设计有点相似,但这次又有新的内容针对箱体的复杂,我们考虑用先进的数控机床来完成。
它要求把《机械制图》《公差与配合》《机械制造技术》《数控加工工艺基础》《数控编程》《机械工程材料》等课程综合起来,亦即把一个零件由毛坯经过各个工序和各种加工方法最终转变为满足要求的机械零件,并选定其加工过程中所需要的机床和刀夹具,是机加工的全过程。
在此之前,我们所学的知识相对比较零散,虽然经历过上次的课程设计,但还有很多不足的地方需要要考虑,特别是数控技术在机械加工过程中的运用和体现,对于我们来说是一次新的挑战!总之在这次毕业设计中,通过对教材的复习和资料的查阅及各种方法的综合考虑,加深了对理论知识的理解,初步锻炼了独立解决问题的能力。
并且在这个过程中,掌握了不少新的知识。
最后我们十分感谢在设计中给予我们大力指导的李纯彬老师。
由于我们经验不足,在设计中难免有一定的不足和失误之处。
望各位老师给予指正,以便以后的进一步提高。
由于水平有限和时间仓促,设计有误漏及不妥之处敬请老师批评指正!1零件的分析1.1零件的作用箱体是机器和部件的基础零件。
它将机器和部件中所有零件连接成一个整体,并使之保持正确的相互位置完成必须的运动。
变速箱箱体机械加工工艺规程及夹具设计分析

第1章夹具在其发展的200多年历史中,大致经历了三个阶段:第一阶段,夹具在工件加工、制造的各工序中作为基本的夹持装置,发挥着夹固工件的最基本功用。
随着军工生产及内燃机,汽车工业的不断发展,夹具逐渐在规模生产中发挥出其高效率及稳定加工质量的优越性,各类定位、夹紧装置的结构也日趋完善,夹具逐步发展成为机床—工件—工艺装备工艺系统中相当重要的组成部分。
这是夹具发展的第二阶段。
这一阶段,夹具发展的主要特点是高效率。
在现代化生产的今天,各类高效率,自动化夹具在高效,高精度及适应性方面,已有了相当大的提高。
随着电子技术,数控技术的发展,现代夹具的自动化和高适应性,已经使夹具与机床逐渐融为一体,使得中,小批量生产的生产效率逐步趋近于专业化的大批量生产的水平。
这是夹具发展的第三个阶段,这一阶段,夹具的主要特点是高精度,高适应性。
可以预见,夹具在不一个阶段的主要发展趋势将是逐步提高智能化水平。
一项优秀的夹具结构设计,往往可以使得生产效率大幅度提高,并使产品的加工质量得到极大地稳定。
尤其是那些外形轮廓结构较复杂的,不规则的拔叉类,杆类工件,几乎各道工序都离不开专门设计的高效率夹具。
目前,中等生产规模的机械加工生产企业,其夹具的设计,制造工作量,占新产品工艺准备工作量的50%—80%。
生产设计阶段,对夹具的选择和设计工作的重视程度,丝毫也不压于对机床设备及各类工艺参数的慎重选择。
夹具的设计,制造和生产过程中对夹具的正确使用,维护和调整,对产品生产的优劣起着举足轻重的作用。
1.1零件的分析拖拉机的变速箱箱体是拖拉机上的一个重要零件。
变速箱箱体的主要作用是支承各传动轴,保证各轴之间的中心距及平行度,并保证变速箱部件与发动机正确安装。
因此拖拉机变速箱箱体零件的加工质量,不但直接影响拖拉机变速箱的装配精度和运动精度,而且还会影响拖拉机的工作精度、使用性能和寿命。
拖拉机变速箱主要是实现拖拉机的变速,改变拖拉机的运动速度。
拖拉机变速箱箱体零件的顶面用以安装变速箱盖,前后端面支承孔、用以安装传动轴,实现其变速功能。
CA6140车床齿轮零件的工艺规程及夹具设计
4.3制订工艺路线…………………………………………………………9
5工序设计………………………………………………11
5.1选择加工设备与工艺装备……………………………………………11
5.2确定工序尺寸…………………………………………………………12
2.2零件的工艺性分析……………………………………………………4
2.3零件的生产类型………………………………………………………5
3选择毛坯,确定毛坯尺寸,设计毛坯-零件合图…6
3.1选择毛坯………………………………………………………………6
3.2确定机械加工余量……………………………………………………6
夹具的发展趋势
工艺装备的设计、制造、使用和管理,体现着一个企业的工艺技术水平,夹具设计与制造又是制造环境中的生产准备周期时间和加工成本的重要因素,工装设计水平的高低,很大程度上反映出企业制造能力的高低。
夹具设计与制造是机电产品设计与制造的一项重要步骤,传统的夹具设计制造时需大量的工时消耗和金属材料的消耗。目前,基于特征参数化技术已在机电产品设计与制造的各个阶段得到广泛的应用,夹具设计也必须向标准化、系统化、参数化方向发展。而且,为了适应我国加入WTO后机电产品的创新能力和尽快机电产品设计制造的全程仿真,快速组合夹具的发展正是适应了这种要求。
能够顺利的完成这次毕业设计,首先得助于王老师的悉心指导。在设计过程中,由于对零件加工所用到的设备的基本性能和加工范围缺乏全面的了解,缺乏实际的生产经验,导致在设计中碰到了许多的问题。但在我们小组成员的共同努力下,我们通过请教老师和咨询同学,翻阅资料、查工具书,解决设计过程中的一个又一个的问题。在这个过程中,使我对所学的知识有了进一步的了解,也了解了一些设计工具书的用途,同时,也锻炼了相互之间的协同工作能力。在此,十分感王老师的细心指导,感谢其他同学的热心帮助。在以后的学习生活中,我将继续刻苦努力,不断提高自己。
汽车主动伞齿轮工艺规程及夹具设计
摘要此毕业设计的课题是“汽车主动伞齿轮”的工艺工装设计。
其中介绍了主动伞齿轮从毛坯变成成品的一个完整的机械加工过程,此书包含了机械加工工艺规程的制定,专用夹具设计,专用刀具设计,专用量具设计四章主要内容。
第一章介绍了此零件的工艺分析,加工类型,选定毛坯并且制定了加工工艺。
第二章为此设计书的重点章节,本书以两套专用夹具为例,详细的阐述了典型工序中的专用夹具的设计过程。
其中包括了夹具功能简图和工作原理,夹具的定位方案设计(定位方式、元件等),夹具的定位误差分析,切削力及夹紧力的计算,夹具的夹紧装置或机构设计,夹具动力装置设计。
通过对此章的阅读,可以详细了解夹具的设计方法和过程,并且可以当作典型例子去应用到其他零件的机械加工工艺中的夹具设计。
第三章为专用道具设计,第四章为专用量具设计,其中有详细步骤及公式,多可以借鉴此章进行设计。
通过对此书的阅读,可以独立完成汽车伞齿轮的工艺工装设计,可以说此书是汽车主动伞齿轮工艺工装设计的专用机械加工手册关键词:汽车;伞齿轮;夹具;刀具;量具AbstractThis graduation project topic is the desi gn of “the automobile driving bevel gear” craft work clothes. Introduced a completed machine-finishing process that the driving bevel gear turns the end product from the semifinished materials. This book contained four chapter of primary coverages that is the machine-finishing technological process formulation, the unit clamp design, the special-purpose cutting tool design, the special-purpose measuring instrument designs.First chapter introduced this components craft analysis, the processing type, the designation semifinished materials and formulat the processing craft.The second chapter is the key chapter of this book.This book take two grip designs s as an example.It expound detailed design two grips in a model of a production processes.It contains the photo of the grip function , design a way for locating the grip(a way for locating, element and so on).,the positioning error analysis of the fixrture, the calculation of cutting force and the clamping force , the clamping device or mechanism design of fixtures, the power plant design of Fixture. Through reading this chapter, you can learn more about the fixture design methods and processes, and can act as a typical example to apply to design other parts of the machining process in the fixture design field.Chapter III as props for the design, chapter IV for measuring tool for the design, including the detailed steps and formula, most of the design can be draw on this chapter.Through reading this book, you can complete an independent automotive bevel gear technology tooling design, the book is the vehicle that can take the initiative to bevel gear technology Equipment designed for manual machining.Keyword:Automobile; bevel gear; fixture; knife tool; Measuring Tool目录摘要 (Ⅰ)Abstract (Ⅱ)目录 (Ⅲ)绪论 (1)1.工艺规程设计 (1)1.1零件分析 (1)1.1.1零件的作用 (1)1.1.2零件工艺分析 (1)1.2确定毛坯、画毛坯图 (1)1.3工艺规程设计 (4)1.3.1定位基准的选择 (4)1.3.2制定工艺路线 (5)1.3.3选择加工设备及刀具、夹具、量具 (7)1.3.4确定主要表面的加工余量和工序尺 (8)1.3.5加工工序设计 (8)2.工艺装备设计 (18)2.1夹具设计 (18)2.1.1钻2 -5孔夹具设计 (18)2.1.2车面锥夹具设计 (23)2.2专用刀具设计 (26)2.3专用量具设计 (29)2.3.1量规的结构形式 (29)2.3.2卡规的工作面尺寸及公差的确定 (31)2.3.3卡规其它技术要求的确定 (32)结论 (3)3致谢 (3)4参考文献 (35)附录A.1 (36)附录A.2 (45)附录B.1 (40)附录B.2 (48)绪论毕业设计是大学学习过程中的重要环节,也是学生在学校学习的最后一个重要环节。
离合齿轮机械加工工艺规程设计及两槽铣夹具设计
离合齿轮两槽铣夹具摘要为了提高加工效率,在加工设备上搞高速化和高性能化是一方面,缩短安装时间,降低消耗是另一重要方面。
夹具作为一种方便安装的机构而被广泛用于现代的制造业,特别是机器加工过程中。
铣床夹具主要是为了铣槽时方便加工,便于工件的定位,并能保证一定的加工精度。
本次设计主要关于离合齿轮上与拨叉相连的两槽的夹具设计,主旨是希望设计的铣槽夹具更实用更轻便。
由于需要加工的两个槽彼此相隔180,且该孔的精度较高,所以用定位齿辅助限制定位。
最终的定位采用常见的“两面一销”,工件的夹紧靠手工拧紧螺母,通过力臂放大后作用在压板上,与定位基面共同实现对工件的夹紧。
采用联动压板的形式,可以缩短更换工件的时间,提高工作效率。
定位时选择的是以花键轴的形式定位,提供定位的准确度,同时也减少了在安装夹具时不必要的工时。
关键词:离合齿轮,工艺规程,夹具设计,两槽CLUTCH GEAR TWO GEAR TWO SLOT MILLINFIXTUREABSTRACTIn order to improve processing efficiency, to engage in high-speed processing equipment and high performance is the one hand. Shorten the installation time, reduce consumption is another important aspect. Fixture as an institution to facilitate the installation has been widely used in modern manufacturing, especially in machine processing. Milling fixture is mainly to facilitate the processing of milling time, to facilitate the positioning of the workpiece, and can guarantee a certain precision.The design is mainly about the fixture design of the two slots which are the connection between the gear and the clutch fork. Thrust is to make milling fixture design more practical and more portable. Due to the need for processing each separated by two slots 180, and high precision of the hole, so the limit with the positioning auxiliary positioning gear. Eventually adopted a common position "on both sides of a pin," folder of the workpiece close to hand tighten the nut, amplified through the lever arm acting on the platen, and positioning the base surface of the workpiece clamping together to achieve. Plate used in the form of linkage, can shorten the time for replacement parts, improve work efficiency. Positioning the selected form of the spline shaft is positioned to provide accurate positioning, but also reduces the work necessary to install fixture.KEY WORDS:Clutch gear,Process planning,Fixture design,Two slots目录前言 (1)第1章零件工艺分析 (3)1.1零件的作用 (3)1.2零件的工艺分析 (3)1.2.1主要加工表面的尺寸 (3)1.2.2以上加工表面的主要技术要求: (5)第二章工艺规程的设计 (6)2.1确定毛坯的制造形式 (6)2.2基面的选择 (6)2.3确定工艺路线 (7)2.4零件各表面加工顺序的确定 (7)第三章确定切削用量 (8)第四章夹具设计 (10)4.1机床夹具的作用及组成 (10)4.1.1机床夹具的作用 (10)4.1.2机床夹具的组成 (10)4.1.3机床夹具的分类 ....................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学院毕业设计论文齿轮箱机械加工工艺及夹具设计所在学院专业班级姓名学号指导老师年月日摘要齿轮箱零件加工工艺及夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
关键词:工艺,工序,切削用量,夹紧,定位,误差AbstractThe fixture design of a certain type of motor armature bracket parts processing and drilling machine is design process design, including the parts processing process design and the three part special fixture. In the process of design should first of all parts to analyze, understand parts of the process and then design a blank structure, and choose the good parts of the machining datum, designs the process routes of the parts; then the parts each step process dimension calculation, the key is to determine the process equipment and cutting the amount of each working procedure design; then a special fixture, fixture for the various componentsof a design, such as the connecting part positioning device, clamping element, a guide element, clamp and the machine tool and other components; the positioning error caused calculate fixture when positioning, analysis of the rationality and deficiency of fixture structure, pay attention to improving and will design in.Keywords: process, process, cutting, clamping, positioning,目录摘要 (II)Abstract (III)第1章序言 (1)第2章零件的分析 (2)2.1零件的形状 (2)2.2零件的工艺分析 (2)第3章工艺规程设计 (4)3.1 确定毛坯的制造形式 (4)3.2 基面的选择 (4)3.3 制定工艺路线 (5)3.3.1 工艺路线方案一 (5)3.3.2 工艺路线方案二 (5)3.3.3 工艺方案的比较与分析 (6)3.4 选择加工设备和工艺装备 (7)3.4.1 机床选用 (7)3.4.2 选择刀具 (7)3.4.3 选择量具 (7)3.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (7)3.6确定切削用量及基本工时 (9)第4章车Φ125内孔夹具设计 (21)4.1 车床夹具设计要求说明 (21)4.2车床夹具的设计要点 (21)4.3 定位机构 (23)4.4 夹紧机构 (23)4.5零件的车床夹具的加工误差分析 (24)4.6 确定夹具体结构尺寸和总体结构 (25)4.7 零件的车床专用夹具简单使用说明 (26)第5章钻6-M10螺纹底孔夹具设计 (27)5.1 夹具的夹紧装置和定位装置 (27)5.2 夹具的导向 (28)5.3 切削力及夹紧力的计算 (28)5.4 钻孔与工件之间的切屑间隙 (31)5.5 钻模板 (31)5.6定位误差的分析 (32)5.7 钻套、衬套、钻模板设计与选用 (32)5.8 确定夹具体结构和总体结构 (33)5.9 夹具设计及操作的简要说明 (35)总结 (36)致谢 (37)参考文献 (38)第1章序言机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。
机械制造业的产品既可以直接供人们使用,也可以为其它行业的生产提供装备,社会上有着各种各样的机械或机械制造业的产品。
我们的生活离不开制造业,因此制造业是国民经济发展的重要行业,是一个国家或地区发展的重要基础及有力支柱。
从某中意义上讲,机械制造水平的高低是衡量一个国家国民经济综合实力和科学技术水平的重要指标。
齿轮箱零件加工工艺及钻床夹具设计是在学完了机械制图、机械制造技术基础、机械设计、机械工程材料等的基础下,进行的一个全面的考核。
正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,并设计出专用夹具,保证尺寸证零件的加工质量。
本次设计也要培养自己的自学与创新能力。
因此本次设计综合性和实践性强、涉及知识面广。
所以在设计中既要注意基本概念、基本理论,又要注意生产实践的需要,只有将各种理论与生产实践相结合,才能很好的完成本次设计。
本次设计水平有限,其中难免有缺点错误,敬请老师们批评指正。
第2章 零件的分析2.1零件的形状题目给的零件是齿轮箱零件,主要作用是安装齿轮零件作用。
零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。
具体尺寸,公差如下图所示。
2.2零件的工艺分析由零件图可知,其材料为HT200 ,该材料为HT200,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
齿轮箱零件主要加工表面为:1.铣端面,表面粗糙度a R 值为3.2m μ。
2.车外圆及台阶面,表面粗糙度a R 值3.2m μ。
3.车装配孔,表面粗糙度a R 值3.2m μ。
4.半精车侧面,及表面粗糙度a R 值3.2m μ。
齿轮箱共有两组加工表面,他们之间有一定的位置要求。
现分述如下:(1).前端面的加工表面:这一组加工表面包括:前端面,9-M8。
(2).后端面的加工表面:这一组加工表面包括:后端面,Φ165端面,9-M8、6-Φ16孔,6-Φ26孔钻孔。
第3章工艺规程设计本齿轮箱假设年产量为10万台,每台车床需要该零件1个,备品率为19%,废品率为0.25%,每日工作班次为2班。
该零件材料为HT200 ,考虑到零件在工作时要有高的耐磨性,所以选择铸铝铸造。
依据设计要求Q=100000件/年,n=1件/台;结合生产实际,备品率α和废品率β分别取19%和0.25%代入公式得该工件的生产纲领N=2XQn(1+α)(1+β)=238595件/年3.1 确定毛坯的制造形式零件材料为HT200 ,铸件的特点是液态成形,其主要优点是适应性强,即适用于不同重量、不同壁厚的铸件,也适用于不同的金属,还特别适应制造形状复杂的铸件。
考虑到零件在使用过程中起连接作用,分析其在工作过程中所受载荷,最后选用铸件,以便使金属纤维尽量不被切断,保证零件工作可靠。
年产量已达成批生产水平,而且零件轮廓尺寸不大,可以采用砂型铸造,这从提高生产效率,保证加工精度,减少生产成本上考虑,也是应该的。
3.2 基面的选择基面选择是工艺规程设计中的重要工作之一,基面选择的正确与合理,可以使加工质量得到保证,生产效率得以提高。
否则,不但使加工工艺过程中的问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
粗基准的选择,对像齿轮箱这样的零件来说,选好粗基准是至关重要的。
对本零件来说,如果外圆的端面做基准,则可能造成这一组内外圆的面与零件的外形不对称,按照有关粗基准的选择原则(即当零件有不加工表面时,应以这些不加工表面做粗基准,若零件有若干个不加工表面时,则应以与加工表面要求相对应位置精度较高的不加工表面做为粗基准)。
对于精基准而言,主要应该考虑基准重合的问题,当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,此处不在重复。
3.3 制定工艺路线制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。
在生产纲领已经确定为成批生产的条件下,可以考虑采用万能性机床配以专用夹具,并尽量使工序集中来提高生产率。
除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
3.3.1 工艺路线方案一10 铸造铸造出毛坯20 热处理毛坯热处理,时效处理30 铣粗铣、精铣前端面40 铣粗铣、精铣后端面50 铣粗铣、精铣Φ165端面60 钻孔攻丝钻孔9-M8钻底孔并进行攻丝70 钻孔钻6-Φ16孔,6-Φ26孔80 钻孔钻2-Φ8孔90 粗车粗车Φ125内孔100 精车粗车Φ125内孔,达到图纸尺寸公差要求110 粗车粗车另外一端Φ150内孔,Φ120内孔,达到图纸尺寸公差要求120 精车精车另外一端Φ150内孔,Φ120内孔,达到图纸尺寸公差要求130 钳去毛刺,清洗140 终检终检入库3.3.2 工艺路线方案二10 铸造铸造出毛坯20 热处理毛坯热处理,时效处理30 铣粗铣、精铣前端面40 铣粗铣、精铣后端面50 铣粗铣、精铣Φ165端面60 粗车粗车Φ125内孔70 钻孔攻丝钻孔9-M8钻底孔并进行攻丝80 钻孔钻6-Φ16孔,6-Φ26孔90 钻孔钻2-Φ8孔100 精车粗车Φ125内孔,达到图纸尺寸公差要求110 粗车粗车另外一端Φ150内孔,Φ120内孔,达到图纸尺寸公差要求120 精车精车另外一端Φ150内孔,Φ120内孔,达到图纸尺寸公差要求130 钳去毛刺,清洗140 终检终检入库3.3.3 工艺方案的比较与分析上述两个方案的特点在于:方案一的定位和装夹等都比较方便,但是要更换多台设备,加工过程比较繁琐,而且在加工过程中位置精度不易保证。
方案二减少了装夹次数,但是要及时更换刀具,因为有些工序在车床上也可以加工,镗、钻孔等等,需要换上相应的刀具。
要设计专用夹具。
因此综合两个工艺方案,取优弃劣,具体工艺过程如下:10 铸造铸造出毛坯20 热处理毛坯热处理,时效处理30 铣粗铣、精铣前端面40 铣粗铣、精铣后端面50 铣粗铣、精铣Φ165端面60 钻孔攻丝钻孔9-M8钻底孔并进行攻丝70 钻孔钻6-Φ16孔,6-Φ26孔80 钻孔钻2-Φ8孔90 粗车粗车Φ125内孔100 精车精车Φ125内孔,达到图纸尺寸公差要求110 粗车粗车另外一端Φ150内孔,Φ120内孔,达到图纸尺寸公差要求120 精车精车另外一端Φ150内孔,Φ120内孔,达到图纸尺寸公差要求130 钳去毛刺,清洗140 终检终检入库3.4 选择加工设备和工艺装备3.4.1 机床选用①.工序是粗车、粗镗和精车、精镗。