机械配件CNC加工图纸
数控车床加工零件图

第10页/共20页
上一页 下一页 返回
G 功能
(2)端面粗车循环指令G72 该指令的执行过程除了其切削进程平行于X轴之
外,其他与G71相同,如图2 G72 所示。 格式:G72 U △d Re 华中: G72 Pns Qnf U△u W△w F __ S __ T__ FANUC: G72 Pns Qnf U△u W△w D△d F __ S __ T__
第11页/共20页
上一页 下一页 返回
G 功能
(4)精车循环指令G70
用G71, G72, G73粗车完毕后,可用G70指令使刀具进行精加工。 G70格式:G70 Pns Qnf
说明ns是指定精加工路线的第一个程序段的段号; nf是指定精加工路线的最后一个程序段的段号。
例:用G71指令编程。如图4 G70 所示,粗车背吃刀量△d =3mm,退刀量 e=1mm,X, Z轴方向精加工余量均为0. 3mm。
第12页/共20页
上一页 下一页 返回
图4 G70 复合循环加工实例
G 功能
第13页/共20页
返回
•二、编程题:
•
用数控车床加工如下图所示的零件。毛坯为¢65mm×120mm的棒料
,按要求完成零件的加工程序编制。
• (1)加工程序使用固定循环指令;
• (2)对所选用的刀具规格、切削用量等作简要工艺说明;
第17页/共20页
• N70 G02 X40 Z-46 R3 F60; • N80 G01 Z-66; • N90 X60; • N100 Z-97; • N110 G70 P10 Q100 F30; • N120 G00 X100 Z100; • N130 T0202 • N140 G00 X32 Z-30; • N150 G01 X26 F30 • N160 G00 X32; • N170 Z-34;
精密零件外发加工图纸
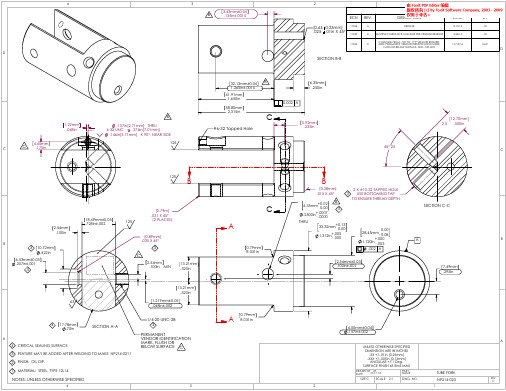
SECTION C-C
28.45mm
3
10.72mm .422in
3 C
2.54mm .100in MIN
0.00 - 0.08 +.000 1.120in - .003.53mm±0.03 .257in±.001
3
2.54mm±0.03 .100in±.001
7.49mm .295in
0 15 -0.02
REVISIÓN
COTAS EN MM
FECHA TÍTULO:
FIRMA
ESCALA 2 : 5
CALID.
MATERIAL:
N.º DE DIBUJO
INSERTO COJIN
HOJA 1 DE 1
88 0.02 2-C1 2-C1
A3
PESO:
65° 31. 5° 0.0
1 C
B
6.35mm .250in
0.002 A
B
1.22mm .048in 4.45mm .175in .107in[2.71mm] THRU 6-32 UNC .276in[7.01mm] .146in[3.71mm] X 90°, NEAR SIDE 125
C
#6-32 Tapped Hole
5.92mm .233in
SI NO SE INDICA LO CONTRARIO: LAS COTAS SE EXPRESAN EN MM ACABADO SUPERFICIAL: TOLERANCIAS: LINEAL: ANGULAR: NOMBRE DIBUJ.
ACABADO:
REBARBAR Y ROMPER ARISTAS VIVAS
DATE 10.17.13 2.27.14 10/22/14 12/11/14
数控论文_铣削盖板类零件的加工_(1)

目录摘要-----------------------------------------------------------4 第一章绪论---------------------------------------------------5 第一节数控铣床的简介---------------------------------------5第二节本论文研究的目的及意义-------------------------------5第三章数控加工的准备阶段---------------------------------------11第一节数控加工刀具的要求-----------------------------------11 第二节装夹方式和夹具的选择---------------------------------12 第三节数控铣床安全操作规程---------------------------------14第四章加工注意事项-------------------------------------------15第五章实例加工-----------------------------------------------15 第一节零件图纸--------------------------------------------16 第二节材料的选择------------------------------------------17 第三节铣床的对刀------------------------------------------17 第四节零件的加工工艺性分析--------------------------------18 第五节编制加工工艺过程------------------------------------19 第六节编制数控刀具及加工工艺卡----------------------------20 毕业设计总结------------------------------------------------- 31致谢----------------------------------------------------------32 参考文献------------------------------------------------------33摘要数控技术及数控铣床在当今机械制造业中的重要地位和巨大效益,显示了其在国家基础工业现代化中的战略性作用,并已成为传统机械制造工业提升改造和实现自动化、柔性化、集成化生产的重要手段和标志。
技校用数控车床练习系列图纸.
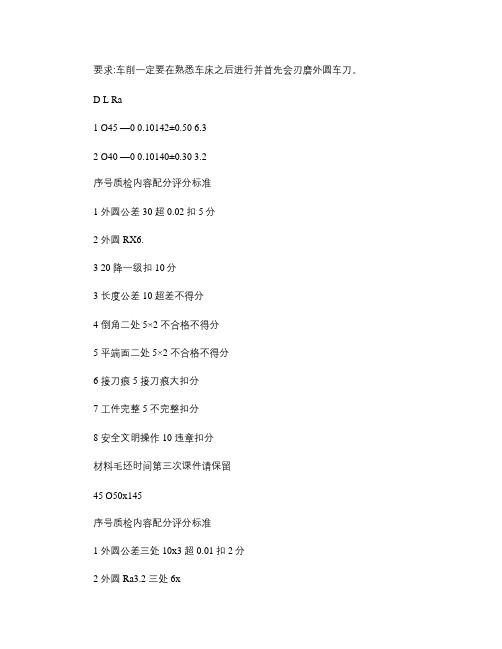
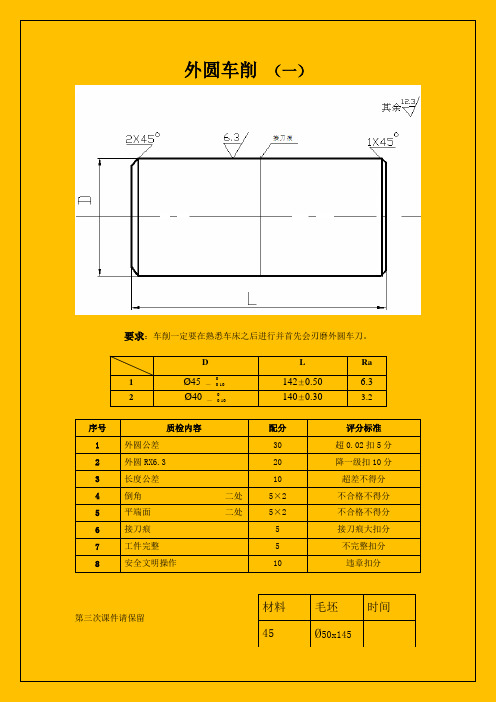
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
复杂的机械加工图纸,一次帮你搞懂!赶快收藏!

复杂的机械加工图纸,一次帮你搞懂!赶快收藏!1、常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
❖盲孔❖螺纹孔❖沉孔❖锪平孔❖倒角2、零件上的机械加工结构❖退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程槽。
车削外圆时的退刀槽,其尺寸一般可按'槽宽×直径'或'槽宽×槽深'方式标注。
磨削外圆或磨削外圆和端面时的砂轮越程槽。
❖钻孔结构用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。
在阶梯形钻孔的过渡处,也存在锥角120°圆台,其画法及尺寸注法。
用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。
三种钻孔端面的正确结构。
❖凸台和凹坑零件上与其他零件的接触面,一般都要加工。
为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。
螺栓连接的支撑面凸台或支撑面凹坑的形式;为了减少加工面积,而做成凹槽结构。
3、常见零件结构❖轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
中职数控车床练习系列图纸
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车床零件图15加工及工艺分析
数控车床零件图(15)加工及工艺分析作者:李沂摘要:当前数控技术的发展速度很快,作为一个机加工行业的人来说做好一份设计是非常重要的。
根据零件图纸的要求,从材料的选择,刀具的选用,装夹方案的确定,加工路线的设计,数值的计算,加工参数的设定,程序的编写,仿真加工,最后加工出符合零件图纸尺寸要求和形状要求的产品。
关键字:数控 , 加工 ,工艺分析 , 刀具一、课程设计的目的课程设计是在学完本专业所设的相关课程,并进行生产实习的基础上检查学生所学的基础理论知识与实际生产经验相结合的能力。
它要求学生较全面地综合运用本专业及其有关课程的理论和实践知识,进行相应科目的课程设计。
本课程设计是数控加工工艺与编程课程设计,具体设计内容为:根据给定工件图纸,编写加工工艺规程,并说明工艺装备仪器和各项参数的计算和选取方法。
其设计目的在于:1、培养学生运用机械制造工艺学与所涉及的有关课程(机械制造基础与实践、机械设计基础、互换性与检测技术、机械制图、AutoCAD、数控机床等)的知识,结合生产实习中掌握的实践技能,独立地分析和解决工艺问题,编写工艺规程的能力。
2、培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
3、进一步巩固和加深学生识图、计算机绘图、参数计算、数控编程和编写技术文件等基本技能。
二、数控机床故障诊断与维修随着电子技术和自动化技术的发展,数控技术的应用越来越广泛。
以微处理器为基础,以大规模集成电路为标志的数控设备,已在我国批量生产、大量引进和推广应用,它们给机械制造业的发展创造了条件,并带来很大的效益。
但同时,由于它们的先进性、复杂性和智能化高的特点,在维修理论、技术和手段上都发生了飞跃的变化。
数控维修技术不仅是保障正常运行的前提,对数控技术的发展和完善也起到了巨大的推动作用,因此,目前它已经成为一门专门的学科。
另外任何一台数控设备都是一种过程控制设备,这就要求它在实时控制的每一时刻都准确无误地工作。
中职数控车床练习系列图纸

要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —00.10142±0.50 6.32 Ø40 —00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计
X.X 0.1 X.X 0.1° 图纸比例 1:1 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
3
2016/3/23 名 称 材料 表面处理
4
焊接机 S45C
表面镀铬
5
D
图 号 联轴器 版 本 REV.1
图纸尺寸 A4
6
1
2
3
4
5
修订记录
版本 A
说明
日期 2016/4/23
1
2
X 0.5 X 0.5° 数 量 1
设计
X.X 0.1 X.X 0.1° 图纸比例 1:2 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
3
2016/3/23 名 称 材料 表面处理
4
焊接机 Q235A
表面镀铬
5
D
图 号 下挡块 版 本 REV.1
图纸尺寸 A4
6
151.23
C
158.0
4
5
4 x 6.6 完全贯穿 11.0 6.8
4 x M5 - 6H 完全贯穿 4.2 完全贯穿
32.0H7 5.0
16.0 2 x 6.0H7 完全贯穿
6 A B
C
5.0 14.0
D
技术要求
1,去毛刺,未注倒角C0.5,(工件边缘处理按照ISO13715执行) 2, 未特殊标记的公差按ISO2768标准执行
1
2
X 0.5 X 0.5° 数 量 1
设计
X.X 0.1 X.X 0.1° 图纸比例 1:2 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
3
2016/3/23 名 称 焊接机
材料
Q235A
表面处理 表面镀铬
4
5
D
图 号 轴承固定块 版 本 REV.1 图纸尺寸 A4
6
1
2
3
1
2
X 0.5 X 0.5° 数 量 1
设计
X.X 0.1 X.X 0.1° 图纸比例 1:2 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
3
2016/4/23 名 称 材料 表面处理
4
焊接机 Q235A 表面镀铬
5
D
图 号 电机安装板 版 本 REV.1 图纸尺寸 A4
6
1
28.0
+0.2 +0.1
8-R6.0 7
8-R3.5 2-R2.0
A
R30.0
6 A
6.0 40.0 60.0
35.0
B
B
4-M4.0
10.0
16.0 50.0
56.0
80.0
97.5
115.0
C
120.0
C
14.0
D技术Βιβλιοθήκη 求1,去毛刺,未注倒角C0.5,(工件边缘处理按照ISO13715执行) 2, 未特殊标记的公差按ISO2768标准执行
2
3
4
5
6
版本
修订记录 说明
日期
A
2016/3/23
A
A
2-C0.5
4-M4.0两端攻牙
B
B
32.0
8.0 26.0 38.0
C
C
10H7
4.0
+0.2 +0.1
D
技术要求
1,去毛刺,未注倒角C0.5,(工件边缘处理按照ISO13715执行) 2, 未特殊标记的公差按ISO2768标准执行
1
2
X 0.5 X 0.5° 数 量 1
2
3
4
5
6
版本
修订记录 说明
日期
A
2016/3/23
A
A
88.0
16.0 70.0
B
B
120.0
4-M6.0 20 2 x 6.0H7 10.0
22.0
32.0H7 10
28.0 44.0
C
C
4-C2.0
104.0
D
技术要求
1,去毛刺,未注倒角C0.5,(工件边缘处理按照ISO13715执行) 2, 未特殊标记的公差按ISO2768标准执行
4
5
修订记录
版本
说明
日期
A A
2016/3/23
2 x 9.0 完全贯穿 15.0 24.0
25.0
32.0H7 10
12.5
60.0
45.0
32.0H7 10
B
2-C2.0
60.0
20.0
2 x 9.0 完全贯穿 15.0 9.0
64.0
20.0
42.0
C
C2.0
100.0
6 A B
C
D
技术要求
1,去毛刺,未注倒角C0.5,(工件边缘处理按照ISO13715执行) 2, 未特殊标记的公差按ISO2768标准执行
100.0 70.0 30.0 6.0 66.5 104.0 120.0
1
版本 A
A
修订记录 说明
2
日期 2016/4/23
8-R3.5
14.0 10.0
4-M4.0 12
3
108.0 64.0 60.0 49.0 25.0
2-R5.0
B
8-R6.0 7.0
6-R2.0
84.77 119.0
133.0 147.0
1
2
X 0.5 X 0.5° 数 量 1
设计
X.X 0.1 X.X 0.1° 图纸比例 1:1 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
3
2016/4/23 名 称 材料 表面处理
4
焊接机 Q235A 表面镀铬
5
D
图 号 螺母固定块 版 本 REV.1 图纸尺寸 A4
6
1