数控车零件加工图纸
数车中级加工图纸

《数控车工》(四级)答题卷试题代码:1.1.1-1.1.8试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1-1.2.8试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
数控车G71,G70指令的编程加工实例
数控车G71,G70指令的编程加工实例数控车 G71、G70 指令的编程加工实例在数控车床加工中,G71 和 G70 指令是经常被使用的重要编程指令。
它们能够大大提高加工效率和精度,为复杂零件的加工提供了便捷的解决方案。
接下来,我将通过一个具体的加工实例,为您详细介绍这两个指令的应用。
我们要加工的零件是一个轴类零件,其图纸如下所示:(此处插入零件图纸)该零件的毛坯为直径 50mm,长度 100mm 的圆柱形棒料。
材料为45 号钢。
首先,让我们来了解一下 G71 指令。
G71 指令是外圆粗车复合循环指令,适用于毛坯余量较大的情况。
它可以自动计算粗车的切削路径,大大减少编程工作量。
G71 指令的格式为:G71 U(Δd) R(e)G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)其中,Δd 表示每次切削深度(半径值);e 表示退刀量;ns 表示精加工轮廓程序段中开始程序段的段号;nf 表示精加工轮廓程序段中结束程序段的段号;Δu 表示 X 方向精加工余量(直径值);Δw 表示 Z 方向精加工余量;f 表示进给速度;s 表示主轴转速;t 表示刀具号。
根据我们的零件图纸,设定 G71 指令的参数如下:G71 U2 R1G71 P10 Q20 U05 W02 F02 S800 T0101接下来是编写粗车的轮廓程序段。
从零件的右端开始,按照加工顺序,我们编写如下程序:N10 G00 X20 (快速定位到直径 20mm 处)Z2 (快速定位到距离右端 2mm 处)N20 X50 Z-20 (加工到零件的左端)这就是粗车的轮廓程序。
粗车完成后,我们需要使用 G70 指令进行精加工。
G70 指令用于完成 G71 指令粗车后的精加工过程。
G70 指令的格式为:G70 P(ns) Q(nf)其中,ns 和 nf 与 G71 指令中的含义相同。
我们编写的 G70 指令如下:G70 P10 Q20下面是完整的数控程序:O0001 (程序号)T0101 (选择 1 号刀具)M03 S800 (主轴正转,转速 800r/min)G00 X52 Z2 (快速定位到毛坯右端外)G71 U2 R1G71 P10 Q20 U05 W02 F02 S800N10 G00 X20Z2G01 X20 Z-2 F01 (精加工外圆)Z-20X50N20 X50 Z-20G70 P10 Q20G00 X100 Z100 (刀具退到安全位置)M30 (程序结束)在实际编程过程中,还需要注意以下几点:1、合理选择切削参数,包括切削深度、进给速度和主轴转速等,以保证加工质量和效率。
数控车床装配设计(全套CAD图纸)

摘要自从1946年世界上首次电子计算机制造以来,这说明人们制造了工具,能增加和替换脑力。
它和工具,人类在农业和工业社会,有了质的飞跃,为人类进入奠定了基础信息社会。
在1952年,计算机技术应用于机器,第一个数控机床的诞生在美国。
从那时起,近年来传统的机床,数控机床公司逐年增加,并被应用在大中型企业中,有了质量的变化。
近半个世纪以来,数控系统经历了两个阶段和六代的发展。
在中小企业甚至个人企业也普遍开始使用。
在这些数控机床,除了少量的机床在FMS模式集成,主要是在独立的运行状态,和相当部分的使用效率不高,落后的管理模式。
近年来,中国的出口增长的大型数控机床是数控车床、数控磨床、数控加工专用机床,数控剪板机,数控折弯,折弯机,数控压铸机、通用机床。
在车床主传动系统的毕业设计中,使学生建立不错的的规划和了解车床主传动系统设计的一般方法。
巩固和加深所学理论知识,加深知识储备,运用所学知识剖析和处理设计工作中的实际问题。
从机械制造装备毕业设计中,使我们在制定车床主传动机构、车床的结构设计、一般的提案的设计、零件等的计算、编绘技术文稿和设计理论的表现等方面,得到整体性的锻炼。
轻车熟路相关准则、图册和参照素材的使用,以懂得具有粗浅的结构剖析和构造的设计演算的能力。
关键词:主传动系统、传动设计、动力设计Abstract1946 birth of the world's first electronic computer, which suggests that human created can be enhanced and part instead of the mental work tools. It with humans in agriculture, industrial society to create those is only a means of enhancing physical labor, compared to a qualitative leap, which laid a foundation for human into the information society. Six years later, in 1952, the computer technology application in machine tools, was born in the United States the first CNC machine tool. Since then, traditional machine tools produced in recent years, our country enterprise of nc machine tools share rise year by year, in large and medium-sized enterprises have more use, a qualitative change. Nearly half a century, the CNC system has experienced two stages and the development of six generations. Also common in small and medium-sized enterprises and individual enterprises begin to use. In the nc machine tools, in addition to a small amount of machine tools used in FMS model integration, mostly in single machine running state, and some in the efficiency is not high, management way backward state. In recent years, China's exports was bigger nc machine tool with CNC lathe, CNC grinding machine, numerical control special machine tools, CNC bending machine, CNC shearing machine, CNC forming die casting machine, such as the common machine tools have a drilling machine, sawing machine, slotting machine, broaching machine, combinationmachine tools, hydraulic press.Through the lathe main drive system of curriculum design, causes the student to set up the correct design ideas and master the basic method of lathe main transmission system design.Consolidate and deepen the theory knowledge, the expanded aspect of knowledge, and apply what they have learned the theory analysis and solve specific problems in the design work;By machinery and equipment course design, causes the student to the structure of the main transmission mechanism in forming lathe, lathe parts design, all kinds of scheme design, calculation, write technical documents and the expression of design ideas and so on, to get basic training comprehensive;Be familiar with the relevant standards and manuals and the use of the resources, to foster a preliminary structural analysis and the ability to structure design and calculation.Keywords: main drive system, transmission design, dynamic design目录摘要 1第一章概述 (1)1.1国内数控机床现状 (1)1.2 设计参数 (1)第二章参数的拟定 (2)2.1确定极限转速 (2)2.2电机的选择 (2)第三章传动设计 (3)3.1主传动方案拟定 (3)3.2传动结构式、结构网的选择 (3)3.3转速图的拟定 (3)第四章主传动部分的改造和设计 (6)4.1主传动部分方案拟定 (6)4.2主传动部分设计改造设计计算 (9)4.3数控机床分级变速箱的设计 (11)4.4电磁离合器的设计计算 (15)4.5齿轮的结构设计 (16)4.6带轮结构设计 (17)4.7传动轴间的中心距 (17)4.8轴承的选择 (17)第五章动力设计 (18)5.1传动轴的验算 (18)5.2齿轮效验 (22)5.3轴承的效验 (23)第六章结构设计及说明 (24)6.1结构设计的内容 (24)6.2 I轴的设计 (24)6.3齿轮块的设计 (25)6.4传动轴的设计 (25)结论 (27)参考文献 (28)致谢 (29)第一章概述1.1国内数控机床现状最近几年我国企业的数控机床占的比重也在增长,在大的公司中就有很多的使用,在小公司和个体的企业中也在开始使用中。
数车中级加工图纸

《数控车工》(四级)答题卷试题代码:1.1.1-1.1.8试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1-1.2.8试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
《数控车工》(四级)试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
数车中级加工图纸

《数控车工》(四级)之阳早格格创做问题卷试题代码:试题称呼:轴类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片问题卷试题代码:试题称呼:盘类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片《数控车工》(四级)试题单试题代码:试题称呼:轴类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:盘类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:轴类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单《数控车工》(四级)试题单试题代码:试题称呼:盘类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单试题评分表试题代码:1.1.1试题称呼:轴类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:1.2.1试题称呼:盘类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.1.1试题称呼:轴类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)1、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.2、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.3、整件有宽沉的碰伤、过切,不予评分.4、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.5、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.2.1试题称呼:盘类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)6、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.7、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.8、整件有宽沉的碰伤、过切,不予评分.9、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.10、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)审定规划一、审定办法:数控车工(四级)的审定办法分为表里知识考查战收配技能考核.表里知识考查采与关卷估计机机考办法,收配技能考核采与现场本质收配办法.表里知识考查战收配技能考核均真止百分造,结果皆达60分及以上者为合格.表里知识大概收配技能不迭格者可按确定分别补考.二、表里知识考查规划(考查时间90分钟)三、收配技能考核规划考核名目表四. 组卷(审定核心用)表里知识审定组卷(考查时间90分钟):收配技能考核组卷:注:脚工编程与数控加工仿真模块战数控车床收配与整件加工模块为统一试题单《数控车工》(四级)收配技能审定因素细目表《数控车工》(四级)审定所树坐技能央供注:原表所列不过原工做(等第)收配技能审定每一种工位必须摆设的设备及设备附属品战消耗品、牢固需要的工具等,其余审定处事所需的资料、样品、半废品、文具、工具、耗材等,将正在试题单上另止列出,并证明是审定所准备仍旧考死准备;有几个工位共时处事的,原单所列依工位数量减少.。
数控车工高级工练习图纸
数控车削(高级)技术实训示例练习一一、实训目的(1)能依据部件图的要求 , 合理编制加工程序。
(2)保证部件的加工精度及表面粗拙度。
(3)培育学生综合应用的思虑能力。
二、加工操作步骤拜见 GJLX一 01 图,加工该部件时一般先加工部件左端,而后调头加工部件右端。
加工部件左端时,编程零点设置在部件左端面的轴心线上。
加工部件右端时,编程零点设置在部件右端面的轴心线上。
1.部件左端加工步骤(1)夹部件毛坯,伸出卡盘长度50mm。
(2)钻孔(Φ 20 X 29mm)。
(3)车端面。
(4)粗、精加工部件左端轮廓至尺寸要求。
(5)粗加工内孔。
(6)精加工内孔至尺寸要求。
(7)回参照点,程序结束。
2.部件右端面加工步骤(1)夹Φ 40 外圆。
(2)车端面保证部件总长。
(3)粗加工部件右端轮廓。
(4)精加工部件右端轮廓至尺寸要求。
(5)切槽 5 X 至尺寸要求。
(6)粗、精加工螺纹至尺寸要求。
(7)回换刀点,程序结束。
三、注意事项(1)工作需调头加工,注意工件的装夹部位和程序零点设置的地点。
(2)合理选择刀具、切削用量,提升部件加工质量。
( 3)注意圆弧坐标点的计算。
四、工量具准备通知单序号名称规格数目备注1 千分尺0— 25mm 12 千分尺25— 50mm 13 游标卡尺0— 150mm 14 螺纹千分尺0— 25mm 15 内径表18— 35mm 16 端面车刀 17 外圆车刀 2 副偏角大于 30°8 螺纹车刀 60° 19 刀具切槽车刀 1 宽 4mm,长 20mm10 镗孔车刀 1 孔径Φ 18,长 36mm11 钻头 1 Φ 2012 1.垫刀片若干、油石等。
13 其余辅具2.铜皮(厚,宽25mm x 长 60mm)。
14 3.其余车工常用辅具。
15 资料45 钢Φ 50 X103mm一段16 数控车床CYNCP400-50017 数控系统Fanuc-0i刀具选择表1 号刀2 号刀3 号刀4 号刀5 号刀端面刀外圆粗、精车刀切槽、切断刀螺纹刀镗孔刀五、加工参照程序O0001 (部件左端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换 1 号刀)N10 G0 X52 Z0N15 G1 X-1 (车端面)N20 G0 X100 Z100N25 T0505N30 G0 X19 Z2 (循环起点)N35 G71 U1 R1 (内孔粗加工循环)N40 G71 P45 Q80N45 G0 X32N50 G1 Z0N55 X30 Z-1N60 Z-9N65 X26 Z-16N70 Z-24N75 X20N80 Z-29N85 G0 X100 Z100 (返回换刀点)N90 M05N95 M00 (暂停、丈量、赔偿)N100 M03 S1000 T0505N105 G0 X19 Z2N110 G70 P45 Q80 (内孔精加工循环)N115 G0 X100 Z100 (返回换刀点)N120 M05N125 M00N130 M03 S600 T0202 (换 2 号刀车外圆)N135 G0 X52 Z2 (循环起点)N140 G71 U1 R1 (外圆粗加工循环)N145 G71 P150 Q180N150 G0 X37N155 G1 Z0N160 X40N165 Z-24N170 X46N175 X48 Z-25N180 Z-40N185 G0 X100 Z100N190 M05N195 M00N200 M03 S1000 T0202N205 G0 X52 Z2N210 G70 P150 Q180 (外圆精加工循环)N215 G0 X100 Z100N220 M05 (返回换刀点)N225 M30;(程序结束、机床复位)调头加工O0002 (部件右端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换 1 号刀)N10 G0 X52 Z0 (循环起点)N15 G1 X-1 (车端面)N20 G0 X100 Z100N25 T0202 (换 2 号刀)N30 G0 X52 Z2 (循环起点)N35 G73 U10 R15 (外圆轮廓粗加工循环)N40 G73 P45 Q110N45 G0 X21N50 G1 Z0N55N60 Z-25N65 X24N70 Z-30N75 G2 X28 Z-44 R10N80 G1 Z-52N85 X30N90 G3 X40 Z-57 R5N95 G1 Z-64N100 X46N105 X48 Z-65N110 G0 U5N115 X100 Z100 (返回换刀点)N120 T0303 S400 (切槽)N125 G0 X25 Z-25N130 G1 X21N135 G0 X25N140 Z-24N145 G1 X21N150 Z-25N155 G0 X100N160 Z100N165 M05N170 M00 (暂停、丈量、赔偿)N175 M03 S1000 T0202N180 G0 X52 Z2N185 G70 P45 Q110 (外圆轮廓精加工循环)N190 G0 X100 Z100N195 T0404 S700 (换 4 号刀)N200 G0 X26 Z2 (循环起点)N205 G92 X23 Z-22 (螺纹切削固定循环)N210N215N220N225 G0 X100 Z100 ;(返回换刀点)N230 M05N235 M30;(程序结束、机床复位)练习一部件图编程时间: 60 分钟操作时间: 120 分钟日期签字练习制图编号审查练习GJLX一 01标准项目数控车实训培训单位比例1∶ 1 资料: 45# Ф 50× 103数量重量:学号图号: 01检测技术要求配分评分标准检测得项目结果分外 1 Ф 48 0 .048 4/1 超差扣 2 分, 降级扣 1 分0.009圆2 Ф 40 0 4/1 超差扣 2 分, 降级无分与0.0390 .048内 3 Ф 40 4/1 超差扣 3 分, 降级扣 1 分0.009孔 4 Ф2800.0334/1 超差扣 2 分, 降级扣 1 分5 Ф240 0.033 4/1 超差扣 2 分, 降级扣 1 分6 Φ30(内孔)4/2 超差扣 2 分, 降级扣 1 分7 Φ 25(内孔)4/2 超差扣 3 分, 降级扣 1 分圆8 R10 2/1 超差无分 , 降级无分弧9 R5 2/1 超差无分,降级无分螺10 螺纹大径1/1 超差无分 , 降级无分11 螺纹中径4/2 超差扣 2 分, 降级无分纹12 螺纹牙型角 1 超差无分13 螺纹底径 1 超差无分14 长度 100± 1 超差无分其15 长度 25 1 超差无分 , 降级无分它16 长度 24±(内孔) 2 超差无分 , 降级无分17 退刀槽 2 超差无分 , 降级无分18 倒角去毛刺 1 不符无分19 部件编程40安20 劳动保护用品正确使用不符:扣总分 5 分全规21 安全操作规程违犯:扣5分/次程总配分100 总得分加工开始:时分歇工工时:计划加工规格:φ 50× 103 日期时间:120 资料: 45# 年月日加工结束时分:歇工原由:实质加工时间:判定单位监考:检测:评分:审查:练习二一、实训目的(1)能依据部件图的要求 , 合理编制加工程序。
数车中级加工图纸

《数控车工》(四级)答题卷试题代码:1.1.1试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
《数控车工》(四级)试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
数控车床零件加工综合实例解析21张幻灯片课件

数控机床编程与操作
②数控加工程序的编制 5.2.4 零件的数控加工
1、机遇对于有准备的头脑有特别的亲和力。
2、不求与人相比,但求超越自己,要 哭就哭 出激动 的泪水 ,要笑 就笑出 成长的 性格! 3、在你内心深处,还有无穷的潜力, 有一天 当你回 首看时 ,你就 会知道 这绝对 是真的 。 4、无论你觉得自己多么的了不起,也 永远有 人比你 更强; 无论你 觉得自 己多么 的不幸 ,永远 有人比 你更加 不幸。
32、滴水穿石不是靠力,而是因为不 舍昼夜 。 33、忍别人所不能忍的痛,吃别人所 别人所 不能吃 的苦, 是为了 收获得 不到的 收获。
34、时间是个常数,但也是个变数。 勤奋的 人无穷 多,懒 惰的人 无穷少 。—— 字严 35、不同的信念,决定不同的命运!
36、只有你学会把自己已有的成绩都 归零, 才能腾 出空间 去接纳 更多的 新东西 ,如此 才能使 自己不 断的超 越自己 。 37、突破心理障碍,才能超越自己。
数控机床编程与操作 ④刀具的选择
数控机床编程与操作 ⑤切削用量的确定
数控机床编程与操作
5.1.3基点坐标的计算及加工程序的编制 ①基点坐标的计算
数控机床编程与操作 ①基点坐标的计算
数控机床编程与操作
②数控加工程序的编制 5.1.4 零件的数控加工
数控机床编程与操作
5.2套类零件的编程与加工 5.2.1零件图纸及加工要求
25、我学习了一生,现在我还在学习, 而将来 ,只要 我还有 精力, 我还要 学习下 去。— —别林 斯基
13、你不能左右天气,但可以改变心 情。你 不能改 变容貌 ,但可 以掌握 自己。 你不能 预见明 天,但 可以珍 惜今天 。 14、我们总是对陌生人太客气,而对 亲密的 人太苛 刻。
数控车练习系列图纸
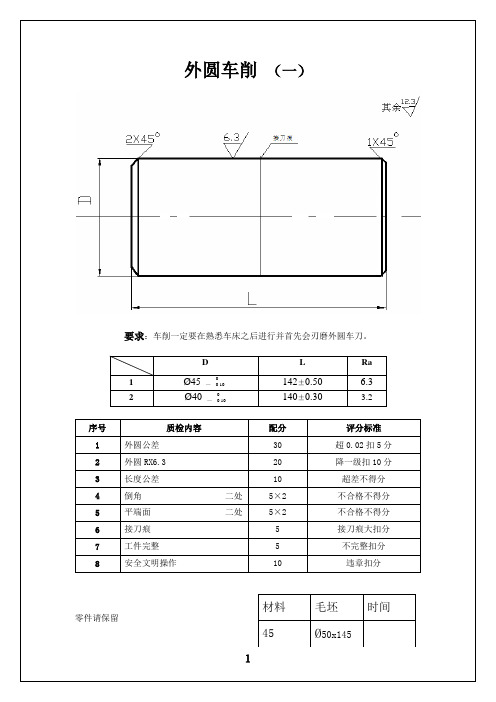
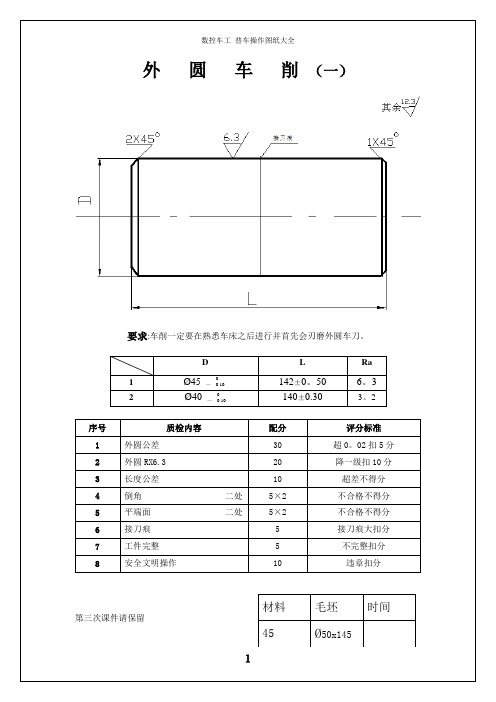
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间零件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
《数控车工》三级操作图纸
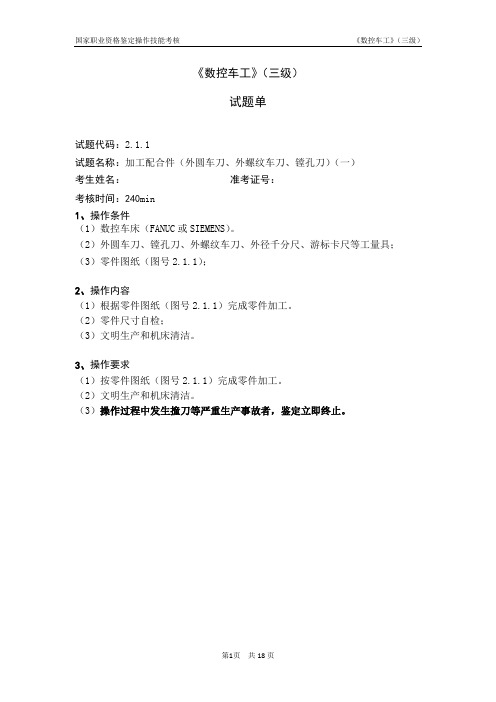
《数控车工》(三级)
试题单
试题代码:2.1.1
试题名称:加工配合件(外圆车刀、外螺纹车刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外螺纹车刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号2.1.1);
2、操作内容
(1)根据零件图纸(图号2.1.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.1.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《数控车工》(三级)
试题单
试题代码:2.2.1
试题名称:加工配合件(左偏刀、右偏刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号2.2.1);
2、操作内容
(1)根据零件图纸(图号2.2.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.2.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
华中数控车床实训图纸及参考程序

华中数控车床实训图纸及参考程序Document number:NOCG-YUNOO-BUYTT-UU986-1986UT工作任务1 机械加工工序卡片材料φ40×68mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
G71T0101 粗车:S600精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ30外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务一零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F 精加工;G00X42Z2N10G00X27G01Z0Z-20X35Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F10G100M工作任务2机械加工工序卡片材料φ40×74mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度25mm,粗、精车削工件左端外形。
G71T0101 粗车:S500精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ38外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务二零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G2.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G工作任务3机械加工工序卡片材φ30×72mm 零件4号系统HNC21/22T 工序刀具卡片加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100MM00T010195M1500FG00X32Z2N10G00X0G01Z0G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100M95M1500F10G100M 4mm宽的切槽车刀;95M450FG00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10-29FX14Z-29G00X100Z100M05M30工作任务4机械加工工序卡片材料φ30×72mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
数控车工 普车操作图纸大全
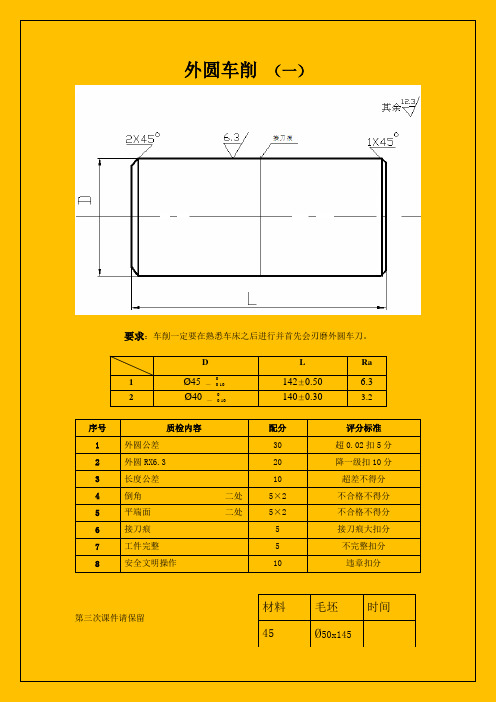
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0。
50 6。
32 Ø40 —0 0.10140±0.303。
2序号质检内容配分评分标准1 外圆公差30 超0。
02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0。
01扣2分2 外圆Ra3。
2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0。
01扣2分,超0.02不得分2 外圆Ra3。
2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0。
01扣2分,超0。
02不得分2 外圆Ra3。
2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A。
中职数控车床练习系列图纸
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车编程实例

1X45
外圆 车刀
(a)
35
(b)
N0010 N0011
G00 X51.0 Z227.0 M08
快进至X=51mm, Z=227mm,开切削液 G01 X45.0 F0.16 X向工进至X=45mm, 速度0.16mm/r(车45mm槽)
N0012
X
155
G04 P1000.0
350 290
暂停进给1S
X
155
200 65 60 20 60 60 3X45
M06 T0202 S315 M03
350 290
换刀,并进行刀具补偿 主轴正转,转速315r/min
15 螺纹 车刀 T03 35 2 5 1X45 41.8
80 62
85
80
O
50
35
T01 T02 切槽刀 5
Z
M48X1.5
65
60
20
60
60 3X45 2
85
80
80 62
50
O
35
T01 T02 切槽刀 5 35
M48X1.51X45 NhomakorabeaZ
1X45
外圆 车刀
(a)
(b)
M48X1.5
1X45
41.8
由于加工螺 纹后,工作 会产生塑性 变形,会使 工件尺寸变 大,普通M螺 纹在配合中 外螺纹的牙 顶和内螺纹 X 的牙底间有 一间的间隙 ,故加工前 圆棒直径是 小于螺纹的 理论的大径 ,这个尺寸 一般在0.10.2之间选 择 . 加工前 圆棒的直径 O d = 4 8 0.2=47.8
290 155 65 60 20 60 60 3X45 85 80 80 62 50 2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车螺纹
60°螺纹刀
编制
审核
时间
数控加工程序单
数控加工程序单
产品名称及代号
零件名称
程序号
序号
注释
注释
编制
审核
时间
零件检验报告表
编号
操作者
姓名
零件名称
料号
序号
检验项目
理论尺寸与公差
检验尺寸
单项结论(合格与否)
检验工具
自检
质检员
自检
质检员
检验结果:
□合格
□不合格
处理方式
质检员
指导老师
零件普遍存在的加工质量问题:
数控加工实训
加工零件图集
编辑:机械系
漯河技师学院
数控加工工艺卡
数控加工工艺卡
产品名称及代号
零件名称
图纸号
JYZDH-004
螺杆
序号
加工内容
程序号
刀具号
刀具补号
主轴转速
进给速度
背吃刀量
备注
工序一:
车零件右端
1
车端面
O0001
T01
01
300
0.2
1
2
外圆粗加工
O0001
T02
02
500
0.3
3
3
外圆精加工
4
切4X1.5的槽
O0003
T03
03
300
0.05
5
车螺纹
O0002
T04
04
400
1.75
编制
审核
时间
数控加工刀具卡
数控加工刀具卡
产品名称及代号
零件名称
图纸号
JYZDH-004
螺杆
编号
加工内容
刀具名称、规格
备注
T01
车端面
45°端面车刀
T02
粗、精车外圆
93°外圆车刀
T03
切槽
槽宽2mm的切槽刀
O0001
T02
02
1200
0.1
0.5
4
切4X1.5的槽
O0001
T03
03
300
0.05
5
车螺纹
O0002
T04
04
400
1.75
工序二:
调头装夹,车零件左端
1
车端面
O0003
T01
01
300
0.2
1
2
外圆粗加工
O0003
T02
02
500
0.3
3
3
外圆精加工
O0003
T02
02
1200
0.1
0.5
零件加工过程记录
班级
小组
姓名
学习情境
螺杆的数控加工
零件名称
螺杆
序号
时间
加工过程中出现的问题及解决方案
解决的途径
(自己或小组)
加工零件数量
合格零件数量
导致零件报废
的原因
漯河技师学院
数控车实训报告
班级
姓名:
指导老师:
时间:
实训地点:
2012—2013学年第一学期